
La fabricación automotriz de 5 ejes aborda estos dos desafíos opuestos —la reducción de peso y la electrificación— en un punto crucial. Por lo tanto, se pueden fabricar componentes más complejos e integrados en una sola máquina de manera eficiente, superando así las dificultades que presentan los métodos convencionales. Esto es fundamental para mejorar la autonomía de los vehículos eléctricos y el rendimiento de combustible en la industria automotriz.
La principal ventaja de eliminar las ineficiencias del mecanizado tradicional de 3 ejes radica en que permite alcanzar un alto grado de precisión con geometrías complejas en una sola pasada, minimizando prácticamente el error de acumulación y el desperdicio de material propio de los sistemas de fijación múltiples anteriores. Esta tecnología es fundamental para la producción de las piezas complejas y de alto rendimiento necesarias para los vehículos eléctricos y de gasolina de última generación.

Tabla de referencia rápida del texto completo de la fabricación automotriz de 5 ejes
| Aspecto | Detalles |
| Ventajas principales | Mecanizado complejo: se realiza en una sola máquina. Capaz de crear superficies complejas y de alta precisión . El ángulo de la herramienta es óptimo. Las condiciones de corte son óptimas. Los procesos y la sujeción se reducen considerablemente. |
| Abordar los puntos débiles | Inconvenientes de los procesos convencionales (de 3 ejes) : Es muy probable que se requieran múltiples configuraciones y que se produzca un error acumulativo; se utiliza poco material; y la eficiencia del procesamiento es baja para formas complejas. |
| Aplicaciones de aligeramiento | Componentes estructurales integrados en el chasis y la carrocería; Componentes estructurales de aleación ligera: aluminio, magnesio; Fabricación de piezas con topología optimizada; Componentes reforzados de paredes delgadas y geometría compleja. |
| Aplicaciones de electrificación | Procesamiento de cajas/bandejas de baterías, carcasas/controladores de motores, componentes de un tren de transmisión eléctrica, canales complejos de flujo de fluidos en un sistema de refrigeración. |
| Beneficios clave | Más productivo: tiempos de ciclo más cortos; Más ligero: mayor kilometraje o menores costos operativos; Materiales reducidos: mismo ahorro de costos . |
| Métricas de éxito | Reducción de más del 70 % en los procesos; capacidad para mejorar la tolerancia de mecanizado con una precisión del orden de las micras. El uso de material se reduce a un índice no inferior al 30 % : genera piezas que no se pueden producir con los diseños existentes. |
LS Manufacturing, gracias a su experiencia en mecanizado de 5 ejes , ofrece una solución clave para los desafíos de fabricación que enfrentan nuestros clientes en su transformación hacia la aligeración y la electrificación. La empresa ofrece soluciones eficaces y precisas para estos desafíos mediante la fabricación integrada de piezas.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Nuestro conocimiento se basa en la experiencia práctica, no en el conocimiento teórico. En el caso de estudio, la tarea de LS Manufacturing no es fácil cada día. Por ejemplo, se enfrentan al mecanizado de aleaciones de alta resistencia utilizadas en piezas de automóviles, como la carrocería y las baterías. Según las directrices de la Asociación Nacional para el Acabado de Superficies (NASF) sobre los requisitos de integridad superficial de la pieza mecanizada, las especificaciones son bastante exigentes.
En concreto, nuestra empresa cuenta con un alto nivel de experiencia, probada en aplicaciones específicas. Esto se debe a que fabricamos piezas para aplicaciones donde la resistencia es un factor crucial. Entre estas piezas se incluyen las utilizadas en sistemas de propulsión eléctrica. La precisión se mide según el estándar de calidad establecido por el Grupo Internacional de Calidad Aeroespacial (IAQG) .
Cada uno de estos consejos surge de la realidad del estado actual de la producción. Ya sea la optimización del movimiento de la herramienta para piezas fundidas en aluminio o el mecanizado de materiales de titanio , el conocimiento adquirido se ha obtenido con esfuerzo durante el proceso de fabricación de las piezas funcionales. Los antecedentes son los beneficios de nuestra lucha diaria por superar las dificultades de calidad y eficiencia para la realización de la fabricación automotriz de 5 ejes como una realidad.

Figura 1: Fabricación avanzada de componentes automotrices complejos mediante fresado de 5 ejes por LS Manufacturing.
¿Cómo permite el mecanizado de 5 ejes la producción completa de piezas de automoción en una sola configuración?
Este documento detalla la implementación de la fabricación automotriz de 5 ejes para resolver el desafío fundamental del mecanizado de piezas complejas de alta tolerancia en 5 ejes en una sola configuración. La solución elimina los errores acumulativos derivados de múltiples fijaciones, logrando una mejora sin precedentes en la precisión y la eficiencia . El enfoque técnico es el siguiente:
- Establecimiento de datos unificado y consolidación de procesos: El principal desafío fue combinar varias etapas de mecanizado. La solución consistió en generar un sistema de coordenadas común para el mecanizado posterior de la pieza fundida. De esta manera, cada trayectoria de mecanizado se calculó en relación con un único sistema de coordenadas de la pieza , lo que permitió acceder a todas las superficies importantes en una sola etapa de mecanizado en el centro de fabricación automotriz de 5 ejes sin necesidad de volver a sujetar la pieza y evitando desalineaciones.
- Orientación dinámica de la herramienta y prevención de colisiones: Durante el mecanizado de puertos profundos y angulados, Agozar requirió un mecanizado preciso en 5 ejes . En nuestro proyecto, se empleó programación de software CAM para obtener posiciones óptimas de mecanizado, lo que permitió rotar la herramienta durante el proceso para mantenerla en la posición de corte óptima. Agozar realizó una verificación completa de colisiones en el entorno virtual para evitar cualquier riesgo de colisión durante el proceso de mecanizado y la conformación de cualquier pieza.
- Mecanizado adaptativo y verificación en proceso: Para garantizar la calidad de las piezas mecanizadas, se han integrado rutinas de palpado en máquina. Esto asegura que el sistema pueda verificar puntos clave en el plano de referencia y compensar cualquier variación en el tamaño del material después del desbaste. De esta manera, se pueden comprobar puntos clave en los orificios durante el proceso, lo que permite realizar modificaciones antes de finalizarlo y, por lo tanto, lograr la tolerancia de posición final de ±0,025 mm .
- Gestión integrada de herramientas y fresado de alta eficiencia: También implementamos un sistema de refrigeración a alta presión y una estrategia de secuencia de herramientas en el almacén de la máquina. Esto permitió lograr estabilidad en cavidades profundas y llevar a cabo estrategias de fresado de alta eficiencia con cargas de viruta uniformes, consiguiendo así una reducción del 40 % en el tiempo de ciclo y una mejora considerable en la vida útil de la herramienta.
Este caso práctico ofrece una visión integral de la implementación de la tecnología, que va mucho más allá de la mera propiedad de las máquinas. Asimismo, demuestra una gran capacidad para la transformación de procesos, la programación CAM avanzada y la calidad en proceso, superando las limitaciones prácticas durante la producción. El documento sirve como referencia competitiva para lograr una mejora integral de la eficiencia y una precisión suprema en el mecanizado de piezas complejas mediante soluciones de ingeniería de 5 ejes .

¿Qué retos técnicos afronta el mecanizado CNC para la industria automotriz en la era de los vehículos de nuevas energías?
La transición a los vehículos de nueva energía plantea desafíos técnicos sin precedentes en el mecanizado CNC automotriz . Por ejemplo, componentes de gran tamaño, como las bandejas de baterías y los motores de cavidad profunda, exigen una precisión extrema a escala macroscópica. El siguiente informe presenta la solución a estas dificultades únicas en el proceso de fabricación:
Superación de la distorsión de gran formato para lograr una macroprecisión.
Se pretende lograr una planitud de 0,1 mm o mejor en la bandeja de baterías de 2000 x 1500 mm , a pesar de las consideraciones de distorsión térmica y de sujeción. El método de mecanizado propuesto incluye un sistema de fijación que permite una distribución uniforme y precisa de la fuerza de sujeción. Se dará especial importancia a la secuencia correcta de mecanizado en el desbaste, seguida de una estabilización térmica durante las etapas de acabado.
Mecanizado estable de cavidades profundas con herramientas de alta relación D:R
Esto se debe a que la carcasa del motor, con una relación profundidad/diámetro de 5:1, presenta enormes dificultades para la deflexión de la herramienta y la evacuación de virutas. Por ello, utilizamos una herramienta de alcance avanzado con un conducto de evacuación para el refrigerante. En cuanto al mecanizado, empleamos patrones trocoidales bien equilibrados, junto con cortes de profundidad adecuados que garantizan factores de fuerza radial favorables tanto para la sujeción de la herramienta como para la alta presión de evacuación.
Integración de la compensación volumétrica para lograr precisión en una sola configuración.
En el proceso de producción de piezas tan grandes y complejas en una sola pieza de la máquina de 5 ejes con mesa giratoria de 1,5 m , es necesario compensar los errores geométricos en la propia máquina CNC . Este proceso se lleva a cabo mediante la calibración de la precisión volumétrica con un rastreador láser, que registra toda el área de trabajo. Esta función se utilizará para compensar los errores geométricos en la máquina CNC.
Esta metodología demuestra que el mecanizado CNC avanzado para vehículos de nueva energía requiere soluciones de proceso diseñadas que van más allá de las capacidades estándar. Proporciona un modelo técnico competitivo centrado en el control de la distorsión, la gestión dinámica de herramientas y la compensación de la precisión a nivel de sistema para resolver los desafíos técnicos concretos de escala, complejidad y precisión .
¿Cómo pueden los componentes ligeros de la industria automotriz lograr avances significativos mediante el mecanizado de 5 ejes?
El problema en la fabricación de piezas automotrices avanzadas y ligeras, como las carcasas de baterías optimizadas topológicamente, radica en el mecanizado de características críticas sin distorsión, lo que a su vez afecta la calidad de los componentes fabricados. La solución a este problema se basa en la implementación de tecnologías que combinan:
- Mitigación de la distorsión en paredes delgadas mediante simulación de mecanizado predictivo: La deformación es bastante probable en paredes de 1,2 mm de espesor. Para superar este problema, optamos por realizar una simulación de mecanizado mediante análisis de elementos finitos . Mediante la simulación, pudimos predecir los valores de fuerza y, por lo tanto, la deformación, lo que nos ayudó a modificar la simulación de mecanizado para asegurar que mantuviéramos el nivel de tolerancia de ±0,1 mm .
- Traducción de la optimización topológica a secuencias de mecanizado estables: La forma resultante, obtenida mediante optimización topológica , presenta una estructura orgánica que dificulta su fijación y mecanizado. En nuestra solución, dividimos el proceso general en etapas. En primer lugar, se obtiene una pieza semielaborada con un exceso de material uniforme, lo que contribuye a determinar la estabilidad de la pieza. El último paso del contorneado implica el fresado radial y el fresado ascendente simultáneos para generar cortes de fuerza uniforme que aseguren las paredes.
- Integración de trayectorias de herramienta adaptativas para la compensación dimensional: Aunque se simulan, las tensiones pueden introducir cierta variación. En nuestro proceso, contamos con una máquina adaptativa de circuito cerrado. Tras el semiacabado, verificamos las dimensiones críticas mediante palpado en la máquina. De esta forma, podemos generar una trayectoria de herramienta para el acabado final que corrija la recuperación elástica y la deriva, garantizando así una distorsión mínima de 0,05 mm.
A diferencia de los procesos de mecanizado convencionales de 5 ejes , en el enfoque actual se observa una interfaz entre el análisis de elementos finitos predictivo, la secuenciación del proceso y las técnicas de compensación. Existe una base tecnológica consolidada que permite la producción eficiente de piezas automotrices ligeras de naturaleza compleja en cuanto al control de las variables del proceso de fabricación, lo que permitirá lograr la reducción de peso óptima y el máximo potencial de liberación de rigidez mediante la optimización topológica .

Figura 2: Producción de alta precisión de componentes detallados para vehículos eléctricos por LS Manufacturing.
¿Qué procesos de 5 ejes se necesitan para los componentes clave de los vehículos eléctricos?
La fabricación de componentes para vehículos eléctricos requiere altos niveles de tolerancia y estabilidad térmica. A continuación se describen los métodos que eliminarían los desafíos que implican los procesos especiales críticos con máquinas de 5 ejes y control de calidad : Disponibles para su uso en el proceso de garantizar la estanqueidad del motor y la correcta dimensión de la carcasa del reductor:
Garantizar la integridad del sello del refrigerante de la carcasa del motor.
La parte más difícil fue garantizar la estanqueidad de los sellos, especialmente con la gran cantidad de zonas de camisa de agua internas. Para solucionar este problema, decidimos mecanizar la zona de sellado crítica en una sola pieza con un único movimiento de máquina de 5 ejes, sin juntas. Además, se implementó una inspección durante el proceso que verifica la planitud con una tolerancia de ≤0,01 mm en una sola operación antes de soltar las piezas.
Mantenimiento de una geometría de orificio ultraprecisa para reductores
Al trabajar con orificios de cojinetes de carcasas de reductores, que requieren una cilindricidad inferior a 0,008 mm , las causas principales fueron las deformaciones térmicas. Se realizó una operación de mecanizado de reducción en un entorno con temperatura controlada a 20 °C ± 1 °C . Posteriormente, se llevó a cabo una fase de estabilización térmica tras el mecanizado. El orificio solo se puede terminar completamente una vez que la pieza de trabajo ha alcanzado la temperatura de estabilización.
Garantizar la estabilidad del proceso para la producción en volumen.
Para lograr un rendimiento promedio de primera pasada del 99,5 % , implementamos un sistema de compensación en tiempo real de circuito cerrado en cada máquina. Esto permitió que los datos de la máquina de medición por coordenadas (CMM) , después del proceso, se utilizaran para proporcionar retroalimentación a la máquina herramienta, de modo que los parámetros de esta última se ajustaran en función del desgaste de la herramienta y la diferencia de temperatura.
Este es el nivel de sofisticación que se observa en la integración de procesos, donde el mecanizado de precisión de 5 ejes , las cámaras ambientales y la metrología han evolucionado hacia la integración de sistemas, en lugar de ser vistos como parte de un flujo orquestado de procesos secuenciales . Este es el enfoque basado en datos con el que nos especializamos para cumplir con los estrictos niveles de tolerancia que exige la fabricación de componentes para vehículos eléctricos de alta calidad y en grandes volúmenes.
¿Cómo puede la fabricación eficiente de automóviles optimizar los ciclos de producción mediante la tecnología de 5 ejes?
En la búsqueda de una fabricación automotriz de alta eficiencia , la optimización del ciclo de producción es fundamental. Este informe técnico describe el impacto que la incorporación de modernas máquinas de 5 ejes ha tenido en la producción de componentes complejos como las carcasas de las cajas de cambios . Este documento técnico está dirigido exclusivamente a personal técnico.
| Aspecto | Antes de la optimización | Después de la implementación de 5 ejes |
| Pasos del procesamiento | 28 canales de aceite mecanizados por separado | 28 canales de aceite completados en una sola instalación. |
| Tiempo del ciclo de producción | 45 minutos | 28 minutos ( reducción del 37,8%) |
| Mejora de la vida útil de las herramientas | Base | Aumentó un 30% |
| Carga del husillo | Con frecuencia superaba el 90%. | Constantemente por debajo del 80% |
| Estabilidad operativa | Paradas intermitentes | Permite la producción continua las 24 horas del día, los 7 días de la semana. |
Los datos demuestran que la integración del proceso de mecanizado de 5 ejes con la optimización de precisión tiene un impacto decisivo en la reducción del ciclo de producción . La aplicación de esta estrategia consiste en combinar las propiedades multiángulo en una sola configuración, junto con la optimización de parámetros para asegurar que la carga del husillo no supere el 80%, lo que repercute directamente en el aumento de la vida útil de las herramientas y la máquina. El informe completo ofrece información técnica fidedigna.
¿Cómo garantiza el mecanizado de precisión para la industria automotriz una exactitud y estabilidad a nivel micrométrico?
Para el mecanizado de precisión en la industria automotriz se requiere una precisión a nivel micrométrico . Este informe explora un método para garantizar la estabilidad y profundiza en metodologías y condiciones. Proporciona información técnica que puede utilizarse para lograr la estabilidad y tomar decisiones.
| Categoría de control | Metodología / Equipo | Métrica de rendimiento objetivo |
| Calibración de máquinas | Interferómetro láser periódico | Precisión de posicionamiento: ±0,003 mm |
| Precisión dinámica | Pruebas periódicas de la barra de bolas | Error de contorneado circular: ≤0,008 mm |
| Control ambiental | Taller en ambiente climatizado | Temperatura constante: 20 °C ±1 °C |
Se requiere un sistema integrado para garantizar un cierto nivel de precisión micrométrica . Para garantizar la estabilidad de los resultados, es necesario realizar calibraciones periódicas del láser y la barra de calibración según los criterios mencionados, junto con los datos de entrada especificados para los factores ambientales. Este informe técnico proporciona una solución técnica para procesos de mecanizado de alta precisión en la industria automotriz .

Figura 3: Fabricación sofisticada de piezas de vehículos mediante mecanizado multieje controlado por ordenador por LS Manufacturing.
¿Qué técnicas especiales se requieren para el mecanizado de 5 ejes de piezas automotrices complejas?
El mecanizado exitoso de piezas complejas en 5 ejes requiere un manejo activo de la interferencia de la herramienta, la estabilidad y la accesibilidad geométrica. Estos son algunos de los requisitos técnicos importantes que no se abordan en el enfoque de programación estándar actual:
Eliminación de riesgos de colisión mediante la verificación con gemelos digitales.
El portaherramientas, el husillo y la pieza de trabajo son las zonas críticas donde se producen colisiones. El software VERICUT proporciona una réplica digital de la máquina, el dispositivo de sujeción y la pieza de trabajo. Simula todo el programa CNC y la detección de interferencias se realiza automáticamente en el software, lo que permite modificar las trayectorias del programa y los portaherramientas sin conexión a internet.
Facilitando el acceso con un control optimizado del eje de la herramienta.
En situaciones que involucran formas complejas, surge la necesidad de un cambio dinámico en la orientación de la herramienta de corte. En este caso, se plantea la idea de utilizar el control vectorial de ejes para la herramienta de corte en el sistema CAM. Esto implicaría el cambio dinámico de posicionamiento de la herramienta, con el ángulo de corte en la posición óptima, evitando posibles colisiones y garantizando que la herramienta no interfiera con ningún elemento de la pieza.
Garantizar la estabilidad mediante estrategias de herramientas diseñadas específicamente.
Al considerar las herramientas de corte de gran tamaño y poca profundidad, observamos que la deflexión y las marcas de vibración pueden afectar la calidad y la precisión del corte. Por ello, es fundamental el uso de herramientas de corte de largo alcance y trayectorias de mecanizado adecuadas. Para este análisis, proponemos el uso de herramientas de corte con una alta relación L/D y mecanizado trocoidal, junto con un mecanizado eficiente.
Este enfoque demuestra que el mecanizado fiable de 5 ejes para piezas complejas depende de un flujo de trabajo digital proactivo. La clave reside en integrar la simulación cinemática para evitar colisiones , la programación precisa de los ejes de la herramienta y estrategias de trayectoria específicas para cada aplicación, con el fin de minimizar los riesgos en el mecanizado de componentes complejos de alto valor, transformando los requisitos técnicos complejos en resultados predecibles.
¿Cómo puede la fabricación avanzada de automóviles lograr actualizaciones inteligentes?
La transición a la fabricación automotriz avanzada requiere un cambio del enfoque reactivo al predictivo. El concepto clave del desafío reside en el uso predictivo de los datos de las máquinas para optimizar las operaciones. Este proceso de actualización inteligente basada en datos implica los siguientes pasos:
Establecimiento de una infraestructura integral de adquisición de datos
La fundación está implementando una red de sensores IoT alrededor de las máquinas herramienta críticas. Los sensores están calibrados para medir parámetros operativos vinculados a las máquinas herramienta. Estos parámetros se transmiten a través de una red de alta velocidad a la plataforma central de IoT industrial/IIoT, creando una huella digital continua.
Desarrollo de modelos predictivos para consumibles críticos
El fallo de las herramientas provoca tiempos de inactividad. Comenzamos a recopilar datos históricos a partir de los sensores y el desgaste real de la herramienta. De esta forma, desarrollamos un algoritmo basado en técnicas de aprendizaje automático que, a partir de ciertos patrones (como determinados niveles de vibración), nos permite predecir la vida útil restante con una precisión superior al 85 %. Así, el cambio preventivo de la herramienta se ha convertido en una práctica habitual, sin paradas de producción.
Optimización de la eficacia general de los equipos mediante análisis.
Para que el OEE alcance su máximo potencial, integramos la información de la máquina, el tiempo de funcionamiento, el tiempo de ciclo y las causas de los tiempos de inactividad en el sistema de ejecución de la fabricación. Esto permite que la parte analítica del sistema conozca las razones de la pérdida de eficiencia, que suelen ser tiempos de preparación prolongados y tiempos de inactividad con pérdidas mínimas. Esta sección optimiza las actividades de mantenimiento predictivo y las mejoras del OEE, alcanzando un nivel de eficiencia del 85 % .
Esta visión describe el futuro de la tecnología necesaria para llevar a cabo la actualización inteligente . Esto incluye la creación de capas de datos mediante sensores, análisis predictivos para identificar los principales modos de fallo, así como el aprovechamiento del análisis de la eficacia general de los equipos. Proporciona un modelo para lograr un estado de fabricación predictivo y basado en datos , que va más allá de la conectividad básica para resolver desafíos tangibles de disponibilidad y rendimiento en la fabricación automotriz avanzada .
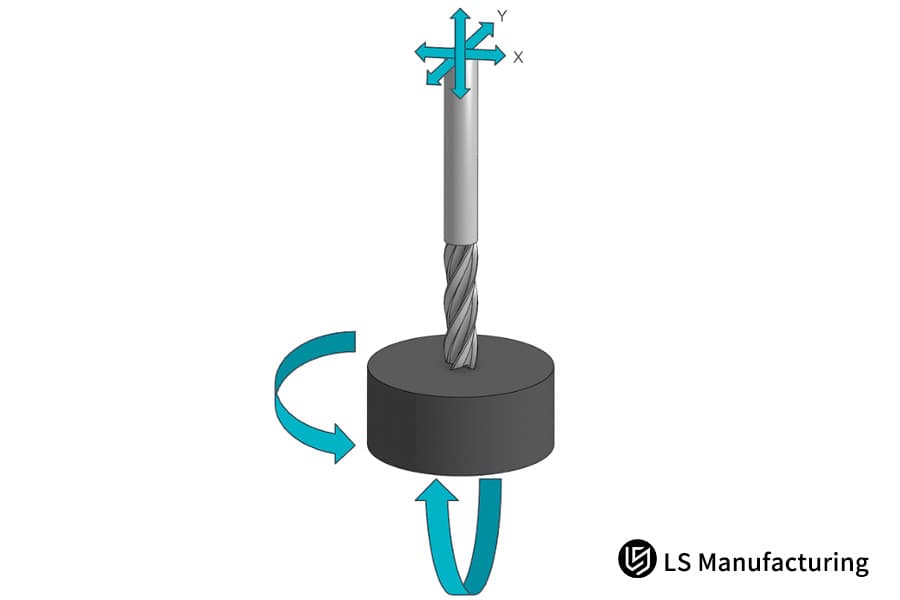
Figura 4: Producción rápida de componentes de vehículos mediante mecanizado computarizado de 5 ejes por LS Manufacturing.
¿Qué capacidades básicas se requieren para los fabricantes de piezas de precisión para la industria automotriz?
Un fabricante de componentes automotrices de precisión requiere la capacidad de lograr mediciones precisas a nivel micrométrico. Esto implica la integración de la planificación y la trazabilidad en la planta de producción. A continuación, se describen las capacidades básicas esenciales y su implementación:
Priorizar la calidad y el desarrollo de procesos
Para reducir el riesgo en las actividades posteriores, adoptamos el principio de Planificación Avanzada de la Calidad del Producto (APQP) , con el objetivo de adelantar el 30 % del lanzamiento del proyecto. Esto se logra mediante talleres de ingeniería concurrente, el análisis de las características de las piezas críticas, el análisis de fallos y el desarrollo de planes de control.
Implementación de la verificación en tiempo real durante el proceso
Una simple verificación de los productos terminados no es suficiente. Cerramos el ciclo tecnológico al comprobar el proceso de mecanizado en la propia línea de producción mediante sensores táctiles y sistemas láser. Esto conforma un proceso de circuito cerrado donde cualquier variación que supere los límites de control especificados requiere un ajuste o parada de la máquina, ya que no se permite la producción de artículos no conformes.
Habilitación de la trazabilidad completa del lote para el análisis de la causa raíz
El aislamiento rápido implica la detección de una no conformidad. Este aislamiento o contención se logra mediante un sistema de trazabilidad electrónica que asigna un identificador a cada componente, vinculando así toda la información relacionada con la fabricación (por ejemplo, lote de material, parámetro de la máquina, inspección, operador, etc.) a dicho identificador para un aislamiento rápido del lote y la realización de un análisis de la causa raíz.
Estas actividades se entrelazan para conformar el conjunto moderno de herramientas de calidad que debe seguir el fabricante de componentes automotrices de precisión . Esta capacidad se demuestra no mediante el equipamiento del taller, sino mediante la aplicación del aseguramiento de la calidad en APQP, los controles en tiempo real en SPC y la trazabilidad digital.
LS Manufacturing, sector de vehículos de nueva energía: Proyecto de procesamiento integrado para bandejas de baterías
Una de las mayores dificultades en el mecanizado de vehículos de nueva energía, donde los métodos de mecanizado multietapa siguen siendo la norma, es garantizar la estanqueidad con precisión de las grandes carcasas de baterías de aluminio . A continuación, se describe cómo el fabricante de maquinaria LS Manufacturing superó este cuello de botella en la producción mediante la creación de una solución de mecanizado de ejes:
Desafío del cliente
La superficie de sellado de la bandeja de la batería del cliente, fabricada en aluminio serie 6000 , debía tener una planitud de ≤0,1 mm . Además, como se indicó anteriormente, se acumuló un error total de 0,3 mm en los seis pasos previos de la configuración del proceso, lo que indicaba una fuga del 5 % en el sistema. Asimismo, el tiempo de ciclo de 8 horas indicaba que el proceso de producción se encontraba en la etapa de cuello de botella, lo que ponía en riesgo la producción anual de 50 000 unidades.
Solución de fabricación LS
En nuestro caso, el sistema de producción general se creó sobre la base de un principio de fabricación integrado que empleaba un centro de mecanizado de pórtico de 5 ejes y un dispositivo de sujeción de configuración única desarrollado individualmente para facilitar el mecanizado de todas las superficies de sellado, orificios roscados y canales de refrigeración en una sola operación de sujeción . Se adoptaron métodos de mecanizado de alta velocidad con velocidades de husillo de 12 000 rpm y avances de 15 m/min .
Resultados y valor
De esta forma, se garantizó una planitud de la superficie de sellado de 0,08 mm , reduciendo así la tasa de fugas en un 0,1 % . El tiempo del ciclo de producción se redujo a 4,5 horas , lo que permitió alcanzar el objetivo de producción de 50 000 unidades anuales . Esto permitió eliminar por completo las pruebas de fugas y las correcciones fuera de línea, asegurando así que el aumento de la producción para el cliente se realizara con total satisfacción gracias a la precisión de la fabricación.
Este ejemplo demuestra la capacidad y competencia de LS Manufacturing para ofrecer soluciones de mecanizado de 5 ejes que abordan desafíos de fabricación específicos y de alto valor . El estándar de referencia en la producción de componentes de vehículos eléctricos de gran formato se ha establecido mediante la transformación del proceso ineficiente a la solución de mecanizado de una sola configuración .
Si busca lograr un mecanizado de alta precisión de componentes de automoción en una sola operación, póngase en contacto con nosotros hoy mismo para una evaluación profesional de sus necesidades.

Preguntas frecuentes
1. ¿Qué ventajas ofrece el mecanizado de 5 ejes sobre el mecanizado de tres ejes en la producción de automóviles?
El proceso de mecanizado de la máquina de 5 ejes facilita el procesamiento de superficies curvas complejas, logrando además reducir el tiempo de sujeción y mejorar la precisión. Esto resulta útil para el mecanizado de piezas ligeras de vehículos eléctricos.
2. ¿Cómo se puede garantizar la uniformidad en la producción en masa de piezas de automóviles?
Mediante la aplicación de la tecnología SPC, con parámetros críticos superiores a CPK = 1,67 , se garantiza la calidad de los lotes a través de la calibración del equipo.
3. ¿Qué es el procesamiento de componentes para vehículos de nueva energía?
Deben sellar correctamente y estar diseñados para ser ligeros y óptimos para la disipación del calor, a fin de cumplir con el requisito de alta precisión para el mecanizado .
4. ¿Cuánto tiempo tarda en recuperarse la inversión en máquinas de 5 ejes?
En la producción en masa, el tiempo total de producción de piezas de automoción suele ser de 12 a 18 meses. Este plazo puede variar según el tipo de pieza. Para calcular los costes específicos de su proyecto, puede solicitar un presupuesto inmediato a nuestro equipo.
5. ¿Cómo controlar la deformación durante el mecanizado de piezas de paredes delgadas?
Mediante la aplicación de procedimientos de mecanizado simétricos, la optimización de los parámetros de corte y el control de la fuerza de corte y la deformación térmica, se mantiene el valor de la deformación en 0,1 mm de forma constante.
6. ¿Qué debo hacer para obtener la certificación en la industria automotriz?
La certificación del sistema, de acuerdo con la norma IATF 16949 , y las pruebas de rendimiento con respecto a los productos en cuestión, son obligatorias.
7. ¿Qué técnicas especiales deben utilizarse en la programación de 5 ejes?
Requiere la optimización de los vectores de los ejes de la herramienta, la detección de colisiones y la optimización de la estrategia de mecanizado, y se necesita un software CAM especializado.
8. ¿Cómo evaluar las capacidades de mecanizado de 5 ejes de un proveedor?
Además, cualquier nuevo proveedor debe tener en cuenta la precisión de los equipos, la experiencia en procesos y los sistemas de calidad; el único método para probar las capacidades sería el mecanizado de prueba.
Resumen
Todo esto se debe a que la tecnología de mecanizado de 5 ejes ha supuesto una innovación radical en la industria automotriz, especialmente en lo que respecta a los automóviles ligeros y eléctricos. Todo ello se ha logrado gracias a innovaciones tecnológicas.
Póngase en contacto con nuestro experto en ingeniería técnica para el desarrollo o el análisis de preprocesamiento gratuito necesario para el mecanizado de piezas automotrices de 5 ejes en LS Manufacturing. Nuestros expertos analizarán sus desafíos con la pieza específica del automóvil y le ofrecerán soluciones personalizadas.
La tecnología de 5 ejes le ayuda a lograr una fabricación de alta precisión de componentes automotrices. ¡Contacte a nuestros expertos para obtener una solución personalizada!
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


