
El mecanizado simultáneo de 5 ejes es el más avanzado para el manejo de contornos complejos; sin embargo, no ha logrado una adopción generalizada debido al aumento de costos y la complejidad de la planificación del proceso. Actualmente, la mayoría de las empresas manufactureras se enfrentan al desafío de elegir entre el eficiente método de mecanizado de 5 ejes y el mecanizado indexado 3+2 , que resulta más económico. Todo esto suele derivar en un uso ineficiente de la máquina, con una tasa de producción inferior al 30% , o en un producto que no cumple con los estándares de precisión.
El problema subyacente radica en la complejidad de las hojas de especificaciones frente a un modelo de decisión basado en métricas. Los métodos convencionales de toma de decisiones no consideran factores dinámicos importantes, como las curvas de par reales y los mapas de precisión térmica. Nuestro sistema resuelve este problema mediante el uso de una base de datos propia con más de 2000 componentes complejos, con el fin de desarrollar un modelo de decisión basado en métricas que garantice una correlación precisa entre la capacidad y un conjunto específico de requisitos y costes en un escenario de producción.
Mecanizado simultáneo de 5 ejes: Guía de referencia rápida
| Sección | Contenido principal |
| El dilema | La producción de superficies complejas presenta dos opciones: indexación 3+2 económica pero limitada, en contraposición al mecanizado simultáneo de 5 ejes de alta precisión , si la elección repercute por debajo del 30 % de utilización. |
| Causa principal | La selección se basa en hojas de especificaciones que no cambian. No existe un modelo medible. Parámetros dinámicos tan importantes como la adaptación al proceso, el par motor y la precisión térmica no son aplicables. |
| Nuestra solución | Nuestra oferta consiste en un sistema de selección basado en datos, con una base de datos de más de 2000 piezas complejas , curvas de par de procesamiento calculadas y mapas de calor para mayor precisión, que vincula los requisitos de mecanizado con una especificación técnica exacta. |
| Comparación de tecnologías | Mecanizado 3+2 : Para modelos multifacéticos que incorporan complejidad. Mecanizado simultáneo de 5 ejes : Necesario para modelos continuos de alta complejidad. |
| Marco de decisión | Proceso: 1. Determinar la geometría y tolerancia de la pieza. 2. Analizar las trayectorias de corte y las cargas. 3. Coordinar con las características cinéticas y térmicas de la máquina para lograr un corte preciso incluso en sesiones de mecanizado prácticas. |
| Resultado e impacto | Facilita la toma de decisiones óptimas y bien fundamentadas en materia de inversiones. Maximiza la utilización de los recursos en relación con las máquinas/componentes fabricados en función de las capacidades. |
Abordaremos la enorme diferencia de costes actual entre la fundición de precisión de 5 ejes y la producción. Nuestras innovaciones ya no requerirán conjeturas, por lo que también tendremos en cuenta sus componentes y procesos para determinar la mejor solución y garantizar que podamos ofrecerle lo que necesita: precisión y productividad, sin desperdicio.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Hoy en día, existen miles de textos en internet sobre mecanizado CNC de 5 ejes . De hecho, este artículo en particular es uno de los pocos textos recopilados por personas que han participado en esta actividad, a diferencia de quienes solo tienen conocimientos sobre ella. Nuestro conocimiento, por muy perfeccionado que esté con la experiencia, debe provenir de él.
Estos resultados se basan en más de 50 000 ciclos de producción exitosos de componentes complejos. Suministramos impulsores a la industria aeroespacial, que requiere un movimiento preciso y continuo de la herramienta de corte, y carcasas para dispositivos médicos cuyo acabado superficial debe ser perfecto. Todo esto ha sido un medio para un fin, un proceso para desarrollar nuestras capacidades en todos los aspectos, desde la corrección de la deriva térmica hasta la integración con herramientas de PCD.
Para garantizar la calidad de nuestros procedimientos y métodos, nos aseguraremos, con especial énfasis, de que cumplan con los estándares de nuestra industria, reconocidos por fuentes confiables como la American Production and Inventory Control Society (APICS) y TWI Global , en lo que respecta a la excelencia empresarial y la competencia técnica. Nuestra pasión y experiencia en estándares de fabricación reales, como se mencionó anteriormente, son fundamentales para garantizar que el asesoramiento que usted busca en este sitio sea correcto y, por lo tanto, útil como guía para alcanzar el éxito.

Figura 1: Proceso avanzado de mecanizado de 5 ejes ejecutado con precisión por LS Manufacturing.
¿Cómo redefine el mecanizado simultáneo de 5 ejes la eficiencia en la fabricación de piezas complejas?
El mecanizado simultáneo de 5 ejes supera las limitaciones, ya que permite la fabricación de piezas complejas en 5 ejes en una sola operación. Sin embargo, su principal ventaja no radica en su capacidad para mecanizar varios ejes simultáneamente, sino en su capacidad para corregir las ineficiencias sistémicas y la falta de precisión en los procesos de múltiples pasos.
- Eliminación de errores inducidos por la configuración: Si bien el problema del error se centra básicamente en el error acumulado en el proceso de fijación, el proceso de acabado del blisk debe completarse mediante un proceso de mecanizado simultáneo de 5 ejes en un intento de mecanizar todas las superficies del blisk en un solo proceso de sujeción, evitando así cualquier error en la alineación del blisk durante el proceso de mecanizado, ya que los contornos deben ser precisos con una tolerancia dada de 0,025 mm .
- Optimización del acoplamiento dinámico de la herramienta: La verdadera optimización de la eficiencia reside en mantener condiciones de corte ideales. Programamos el vector de la herramienta para mantener el diámetro efectivo de la fresa en contacto, evitando un mal contacto de la punta. Esta técnica estabiliza las fuerzas de corte, mejora el acabado superficial directamente en la máquina y aumenta la vida útil de la herramienta, reduciendo así el tiempo y el coste de mecanizado por pieza simultáneamente.
- Minimización de movimientos no cortantes: Se puede observar ineficiencia en los cortes en el aire, donde varios cortes comprenden una gran parte de la longitud total de la trayectoria en piezas con muchas características y paredes demasiado cortas. La programación CAM propietaria interviene en una reducción drástica de los rápidos y reprocesamientos mediante el cálculo de una trayectoria óptima en un paso, reduciendo los movimientos no cortantes como los rápidos y reprocesamientos, que pueden reducirse en gran medida.
- Garantizar la estabilidad bajo carga: El enfoque fundamental para superar este desafío consiste en asegurar una alta precisión en movimientos complejos y dinámicos. Se realizan simulaciones previas al procesamiento para modelar la cinemática de la máquina y la carga durante el proceso de corte, con el fin de superar estas dificultades. Esto garantiza que el movimiento a alta velocidad ofrezca la precisión deseada, lo que se traduce en una mejora de la eficiencia real y fiable para la fabricación de piezas complejas .
El informe técnico proporcionará una guía estratégica que garantizará la correcta ejecución del mecanizado simultáneo de 5 ejes . Nuestra ventaja competitiva se centra en la integración técnica entre la estrategia de programación, la física de las herramientas y la dinámica de la máquina, con el objetivo de ofrecer continuamente el mejor rendimiento en términos de velocidad, calidad y coste en el uso de maquinaria avanzada.

¿Cuáles son las diferencias de precisión entre el mecanizado de 3+2 y el de 5 ejes?
La elección entre el mecanizado de 3+2 ejes y el mecanizado continuo de 5 ejes influye significativamente en la precisión que se puede lograr en componentes complejos . Esta comparación de precisión se basa en las diferencias fundamentales de sus principios de control de movimiento . Este documento ofrece un análisis basado en datos para guiar el proceso de selección, yendo más allá de las especificaciones teóricas para centrarse en resultados de rendimiento medibles.
| Aspecto | Mecanizado indexado 3+2 | Mecanizado continuo de 5 ejes |
| Principio fundamental | Posicionamiento discreto. Utiliza mesas giratorias de alta precisión que se bloquean en su posición durante el corte. | Interpolación continua de la trayectoria de la herramienta . Los cinco ejes se mueven simultáneamente bajo control RTCP. |
| Controlador de precisión | Capacidad y repetibilidad de los ejes rotatorios con una precisión de hasta 0,001° . | Precisión de las trayectorias de movimiento dinámico y compensación de los errores de volumen en los movimientos coordinados. |
| Aplicación típica | Piezas prismáticas de múltiples caras con superficies planas. | Superficies complejas y esculpidas, y cavidades profundas con socavados. |
| Limitación clave | La precisión disminuye en contornos 3D complejos debido a la orientación fija de la herramienta. Destaca en el fresado 2.5D . | El rendimiento depende de la cinemática de la máquina y del sistema de control. |
| Datos de rendimiento | Cuando los ángulos de inclinación de la herramienta superan los 30° , el error de contorno aumenta sustancialmente en comparación con los valores nominales. | Mantiene una precisión constante; los datos del rastreador láser muestran que el error se reduce a aproximadamente el 40 % de 3+2 en ángulos elevados. |
Es preciso seguir la estrategia más óptima, comenzando con un análisis del tipo de geometría más común en la pieza: indexación 3+2 para piezas prismáticas multifacéticas, haciendo hincapié en el concepto de integridad de la configuración, y superficies 3D continuas de 5 ejes para evitar la pérdida de precisión que implica la configuración multifacética. La estrategia general depende de las medidas de rendimiento descritas en las directrices para el control de movimiento .
¿Cómo seleccionar científicamente el modo de mecanizado de 5 ejes en función de las características geométricas de la pieza?
Seleccionar la estrategia óptima de mecanizado de 5 ejes es un desafío fundamental en la fabricación de alto valor. Las decisiones arbitrarias o basadas en reglas empíricas conllevan una ineficiencia significativa o una precisión insuficiente. La solución reside en una metodología sistemática para la selección del mecanizado de 5 ejes , que traslada la decisión de la intuición a un análisis cuantificable de las características geométricas de la pieza. Este proceso de selección científica correlaciona directamente la geometría con el modo de mecanizado más eficaz y económico.
Clasificación de la geometría: El paso fundamental
El primer paso de este proceso implica un análisis del objeto y un análisis de su estructura. En primer lugar, es necesario distinguir entre geometría plana discreta, como en las zonas angulares de los insertos de moldes, y objetos de formas complejas, como en los perfiles aerodinámicos de los blisks. Esto, por supuesto, solo es factible en un proyecto normal mediante el análisis de la curvatura con CAD (diseño asistido por ordenador).
Cuantificación mediante una matriz de decisión
La ambigüedad se resuelve mediante el uso de una matriz de selección cuantificada. Para los componentes del producto donde predominan las características prismáticas, se adopta el mecanizado indexado 3+2 . El método de estabilidad de eje bloqueado de este mecanizado garantiza una alta precisión volumétrica en el fresado planar; por lo tanto, el diseño óptimo del tiempo de ciclo se traduce directamente en alcanzar objetivos de 15 minutos por pieza.
Exigir movimiento continuo para obtener contornos 3D reales
Ante la presencia confirmada de superficies no prismáticas dominantes, el mecanizado continuo de 5 ejes se vuelve imprescindible. El principio físico que justifica esta necesidad radica en que, para lograr un acoplamiento y control óptimos del vector de corte sobre la superficie esculpida, la interpolación simultánea de ejes es la única opción viable. Esto se aplica a un acabado superficial con una especificación determinada, por ejemplo, Ra 0,4 µm .
Aprovechamiento del software para la recomendación objetiva
Para mantener la objetividad en el proceso en la medida de lo posible y eliminar cualquier preferencia personal respecto a lo que el jefe de proyecto y el ingeniero de fabricación desearían obtener en lugar de lo que pueden lograr, se utiliza un software de análisis para CAM y curvatura que determina objetivamente las áreas de la geometría del componente que requerirían una inclinación superior a un cierto umbral. Este software recomendará objetivamente las áreas de complejidad geométrica que requerirían soluciones específicas.
Esta metodología proporciona un marco directo y práctico para la selección del mecanizado de 5 ejes . La ventaja que ofrece este proceso, en comparación con otros procesos de lógica subjetiva, radica en su lógica objetiva, basada en la geometría, que elimina cualquier incertidumbre y deja únicamente un árbol de decisiones a través del cual los fabricantes deben tomar decisiones sobre cómo adaptar la capacidad de la tecnología a las especificaciones requeridas por la pieza, garantizando así un coste de fabricación óptimo.

Figura 2: Operación de corte de 5 ejes en una máquina Mikron de LS Manufacturing.
¿Qué ventajas de costes únicas ofrece el mecanizado con posicionamiento 3+2 en la producción en masa?
Si bien el mecanizado continuo de 5 ejes ofrece una flexibilidad sin precedentes, el mecanizado 3+2 proporciona ventajas económicas decisivas en la fabricación en serie. Su idoneidad para la producción en lotes de alto volumen se debe a las simplificaciones técnicas inherentes, que se traducen directamente en menores costos operativos. Este análisis cuantifica la ventaja en costos y presenta una justificación clara para su implementación estratégica.
| Aspecto | Impacto en la producción por lotes | Resultado medible |
| Programación y configuración | Programación simplificada de ángulo fijo. Los ciclos son ciclos 2.5D estandarizados. | El tiempo de programación es aproximadamente un 60 % más rápido que para ciclos complejos de 5 ejes . |
| Desgaste y vida útil de las herramientas | La posición bloqueada evita las vibraciones. | Evite realizar cortes intermitentes, ya que esto aumentó la vida útil de la herramienta entre un 20 y un 30 % en las pruebas de moldes para automóviles. |
| Eficiencia de mecanizado | Mecanizado con alta tasa de remoción de material en un entorno determinado. | Reducción del tiempo de ciclo para las superficies en un componente prismático debido al aumento permitido de la velocidad de avance. |
| Costo por unidad | El coste total optimizado para la programación, los accesorios y el tiempo de ciclo. | Reducción de hasta un 45 % en comparación con el mecanizado continuo de 5 ejes para geometrías de piezas que cumplen los requisitos. |
| Tamaño óptimo del lote | Alta eficiencia de configuración amortizada en muchas piezas idénticas. | Ofrece el máximo retorno de la inversión, generalmente para lotes que superan las 500 unidades. |
En situaciones donde predominan las formas prismáticas en los componentes, el mecanizado 3+2 para la producción en serie sería ideal, ya que esta tecnología obtiene su ventaja en costos al simplificar la lógica de control a 2.5D , lo que permite cortes más estables para maximizar la vida útil de la herramienta y procesar a velocidades de avance más altas. Un método basado en datos para la selección de tecnología sugeriría, además, que la eficacia y estabilidad que ofrece el mecanizado 3+2 reducirían los costos.
¿Cómo se puede lograr una precisión y un control de estabilidad a nivel micrométrico en el mecanizado continuo de 5 ejes?
Alcanzar una precisión a nivel micrométrico se vuelve difícil en el mecanizado continuo de 5 ejes debido a la posible obstrucción causada por el efecto de la dinámica, las desviaciones y los errores. Por lo tanto, la dificultad puede surgir de la implementación del proceso que proporciona un proceso de bucle cerrado para la realización de la retroalimentación y las predicciones para todos los procesos conectados con el control de estabilidad . El proceso comprende las siguientes implementaciones:
Establecimiento de una base de hardware con retroalimentación directa
El primer paso para cumplir con los criterios del informe de la competencia es la instalación de las escalas de vidrio en los ejes lineales de las máquinas. Una vez instaladas las escalas de vidrio, se podrá obtener información sobre la posición de los ejes con una resolución de hasta 0,0001 mm para su uso en el sistema CNC, lo que dará lugar a un sistema de control de bucle cerrado .
Compensación activa de la deriva térmica
Las máquinas herramienta generan calor de forma natural, lo que, si no se controla, podría provocar deformaciones tan extremas que comprometerían por completo la precisión. Para contrarrestar esto, utilizamos varios sensores de temperatura in situ que monitorizan puntos clave de la estructura, proporcionando datos para compensar en tiempo real ajustando los ejes frente a la deriva térmica mediante un algoritmo. De este modo, este sistema de compensación activa permite mantener la deriva dentro de un rango estrecho, como ±0,005 mm .
Calibración para lograr precisión cinemática dinámica
Si bien es cierto que es preciso en su estado fijo, no es lo suficientemente sofisticado en su movimiento complejo. Por ello, realizamos una calibración de precisión volumétrica mediante un rastreador láser para establecer un mapa de errores en el espacio que abarca toda su área operativa. Este mapa de errores completo se carga en la máquina CNC. Durante el mecanizado continuo de 5 ejes , el controlador utiliza estos datos para precorregir dinámicamente la trayectoria de la herramienta, compensando las imprecisiones cinemáticas inherentes en tiempo real.
Validación de la estabilidad mediante métricas de control de procesos
Las pruebas y los resultados verifican las capacidades. Para demostrar esto sobre la base del control estadístico de procesos, las dimensiones de las piezas críticas se miden a intervalos regulares. Esta es nuestra garantía de que se logra el control de estabilidad del proceso; por ejemplo, un ciclo de mecanizado de 72 horas para un impulsor aeroespacial tiene una retención de tamaño de 0,015 mm y una capacidad de proceso superior a 1,67 .
Este documento detalla el sistema técnico multicapa necesario para lograr una precisión a nivel micrométrico en el mecanizado continuo de 5 ejes . Gracias a la capacidad de aprovechar el poder de la metrología y el análisis estadístico para la verificación, la metodología aplicada en este estudio permite trasladar la teoría de la máquina a la práctica.
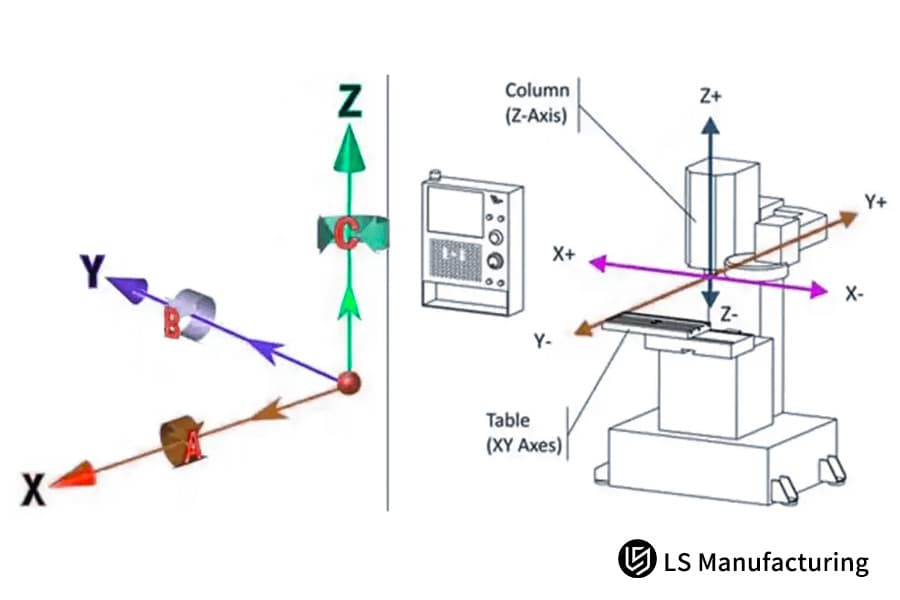
Figura 3: Configuraciones de ejes principales para operaciones indexadas y simultáneas de 5 ejes por LS Manufacturing
¿Cómo se puede cuantificar la eficiencia del mecanizado de 5 ejes para evaluar el retorno de la inversión?
Si bien se ha demostrado que las máquinas de alto rendimiento pueden ofrecer ciertos beneficios, resulta difícil determinar el retorno de esta inversión en términos financieros. Los métodos tradicionales de análisis y determinación de la rentabilidad dificultan dicha determinación. Este documento proporciona una metodología estructurada y basada en datos para la evaluación del ROI , que va más allá de los beneficios teóricos para modelar ahorros tangibles en equipos, mano de obra y producción total. El modelo aborda las siguientes áreas clave:
- Cuantificación de la reducción del tiempo de ciclo y las ganancias de rendimiento: La principal palanca para la eficiencia de 5 ejes es la drástica reducción del tiempo que no agrega valor. Se analiza el proceso y se determina la reducción mediante la eliminación de la configuración secundaria. Por ejemplo, en un soporte aerodinámico, una optimización de 3+2 a 5 ejes continuos redujo el tiempo total de manipulación y configuración en un 65 % y afecta el rendimiento del sistema, que es la base para el retorno de la inversión.
- Modelado de ahorros mediante la simplificación de fijaciones y sujeción de piezas: En nuestro análisis de inversión, consideramos una de las áreas más críticas, aunque menos destacadas, en términos de ahorros para la reducción de fijaciones, con el fin de comparar el impacto de la complejidad y la cantidad de fijaciones especializadas utilizadas. Por ejemplo, en el caso de las palas de turbina, se observó que una sola fijación especializada, como una máquina de 5 ejes, podría generar un ahorro del 15 % en la programación de herramientas y fijaciones.
- Cálculo del impacto en los costos de desperdicio, retrabajo y calidad: La pérdida de precisión durante el mecanizado en una sola configuración tiene un impacto significativo en el costo actual de la calidad. En el caso de estudio presentado, se ha considerado el valor del desperdicio y el retrabajo. La reducción de errores de manipulación y configuración, directamente debida al mecanizado de 5 ejes, ha resultado en una disminución del 40 % en el defecto de primera pasada para un caso específico relacionado con un implante médico. Esto constituye una base sólida para la mejora del flujo de valor.
- Realización de una comparación holística del costo total de propiedad (TCO): este marco proporciona una metodología sólida para la evaluación del ROI de la eficiencia de 5 ejes , cambiando la especulación con un modelo cuantificable de todos los factores de costo, desde el tiempo de ciclo y las herramientas hasta la calidad y el rendimiento, lo que permite un análisis de inversión confiable y basado en datos para las decisiones de equipo de capital en la fabricación de alto valor .
De esta forma, proporciona un enfoque fiable para la evaluación del retorno de la inversión (ROI) de la eficiencia de 5 ejes . De hecho, sustituye las conjeturas al permitir la creación de un modelo de todos los factores que influyen en los costes, desde la calidad hasta la velocidad, mediante el cual se pueden tomar decisiones definitivas y basadas en datos respecto al análisis de la inversión en bienes de capital en la fabricación de alto valor .
¿Cuál es el equilibrio entre la precisión y el coste del mecanizado de 5 ejes?
Para obtener la precisión requerida en 5 ejes , existe un equilibrio de costos no lineal, que aumenta exponencialmente a medida que la precisión se acerca a cero. Según los datos recopilados, el incremento de costos para pasar de una precisión de ±0,02 mm a una de ±0,01 mm es del 80 % , y el objetivo es determinar la tolerancia económica o la tolerancia óptima, que permita que el componente cumpla su función en lugar de malgastar dinero en especificaciones que no cumplen con los estándares. Esto se logra mediante:
Definición de tolerancias funcionales frente a tolerancias estéticas
A continuación, se categorizan los requisitos de tolerancia. En superficies críticas y aerodinámicas, es necesario obtener una alta precisión en 5 ejes , pero para superficies no críticas se permiten amplias tolerancias. Además, en superficies cosméticas no existe ningún requisito específico. Mediante métodos funcionales de verificación, en relación con el tipo de verificación, se puede concluir que en estos métodos no existe sobreespecificación y, por lo tanto, se debe añadir un coste donde sea relevante para proporcionar un escenario de soluciones de precisión económica .
Cuantificación del costo exponencial de la precisión
Esta curva de costes se grafica utilizando datos de proyectos anteriores. No se trata de un proceso lineal, sino que, por cada incremento en la precisión, aumenta la diferencia de costes entre las alternativas: desde máquinas más caras hasta equipos más complejos, y desde ciclos más largos hasta metrología más avanzada. Por ejemplo, graficar una tolerancia de ±0,01 mm puede requerir ciclos un 300 % más largos que graficar una tolerancia de ±0,05 mm , información crucial para realizar un análisis de rentabilidad .
Implementación de una estrategia de fabricación por niveles
En nuestra organización, utilizamos un sistema de múltiples niveles. Los componentes se clasifican según el nivel de tolerancia requerido. Cuando se exige alta precisión, el proceso se realiza con máquinas especiales de estabilidad térmica. Esta estrategia optimiza la eficiencia general de los equipos (OEE) y evita que el alto costo de la ultraprecisión se aplique a todos los procesos, manteniendo así el equilibrio de costos .
Validación mediante medición y control en proceso.
Para completar nuestra conclusión, incluimos también el control estadístico de procesos o el sondeo en proceso. Esto garantiza que la máquina pueda operar con el nivel de precisión económicamente viable para el que fue configurada. Además, evita que alcance niveles de precisión superiores, lo que implicaría un costo adicional.
Este informe presenta un método para determinar la realidad económica y lograr un equilibrio de costos óptimo para la precisión de 5 ejes mediante el análisis de la competencia, que es un proceso basado en datos que abarca desde el análisis funcional y el modelado hasta la producción y el control, y que garantiza que cada micrón de precisión tenga un retorno en beneficio de los componentes.
¿Cuáles son algunos factores ocultos que a menudo se pasan por alto en la estructura de costos del mecanizado de 5 ejes?
Al considerar el costo del mecanizado de 5 ejes , se produce una subestimación financiera importante cuando solo se tiene en cuenta la inversión de capital inicial. Existen factores vitales, a menudo pasados por alto y ocultos, que abarcan desde herramientas especializadas hasta un mantenimiento sofisticado, que determinan el costo total real de propiedad. Este documento presenta una metodología estructurada para realizar una evaluación adecuada del ciclo de vida , que va más allá del precio de compra para modelar la inversión financiera completa. El proceso considerará lo siguiente:
- Consideración de herramientas y sistemas de sujeción especializados: Normalmente, las herramientas de 3 ejes pueden resultar insuficientes. Las fuerzas dinámicas y las posiciones específicas en el mecanizado de 5 ejes exigen herramientas más equilibradas y de mayor tamaño. Su precio puede ser el doble. Para afrontar este desafío, consideramos y proporcionamos el conjunto completo de herramientas necesarias para el mecanizado de 5 ejes.
- Consideración del mantenimiento y la calibración avanzados: Esto exige un alto nivel de mantenimiento en términos de precisión. El mantenimiento de las calibraciones y la verificación de volumen del interferómetro láser, estimado entre 30 000 y 50 000 dólares anuales, no puede verse comprometido en absoluto por una precisión micrométrica. Los contratos de mantenimiento y recalibración no provocarán desviaciones presupuestarias imprevistas en nuestro modelo.
- Presupuesto para mano de obra calificada y capacitación especializada: Para un centro de mecanizado de 5 ejes , se requiere un alto nivel de especialización. También se debe considerar el costo correspondiente al 40 % del costo de un programador CAM de 5 ejes calificado y el costo de capacitación para dicho centro de mecanizado. Asimismo, se debe incluir el costo de puesta en marcha en relación con el costo de los recursos humanos calificados para dicho centro de mecanizado, considerando el costo total de la vida útil de la máquina.
- Modelado del consumo energético y los requisitos de las instalaciones: Las máquinas de 5 ejes requieren más potencia. Esto se aplica a las mesas giratorias de alta velocidad o a los sistemas de refrigeración complejos. Las auditorías energéticas forman parte de nuestra evaluación del ciclo de vida . También se tienen en cuenta las mejoras en los edificios existentes, que podrían incluir una mejor distribución de la energía o cimentaciones especiales. Estos son factores cruciales, aunque invisibles, que tienen un gran impacto.
Este marco proporciona una metodología para la evaluación completa del ciclo de vida del coste del mecanizado de 5 ejes . Permite un análisis financiero realista al identificar y cuantificar sistemáticamente los principales factores ocultos —desde las herramientas y la calibración hasta la mano de obra especializada y los servicios públicos—, garantizando que las decisiones de inversión se basen en el coste total, no solo en el precio de compra.
Figura 4: Exploración de los ejes de movimiento básicos dentro de los sistemas de mecanizado de 5 ejes de LS Manufacturing
División Aeroespacial de LS Manufacturing: Proyecto de optimización del proceso de mecanizado de 5 ejes de álabes de turbina de motor
La precisión y la calidad involucradas en la fabricación relacionada con la industria de la aviación son particularmente altas cuando se trata de los componentes principales de los rotores. En este contexto, el problema relacionado con LS Manufacturing relacionado con la optimización de procesos para un OEM de motores aeronáuticos para un desafío relacionado con la calidad y la eficiencia en las palas de turbina. El planteamiento del problema estaba relacionado con el diseño de una estrategia de cambio para pasar de 3+2 a un proceso de mecanizado continuo superior con respecto al procesamiento de palas de Inconel 718 mediante mecanizado de 5 ejes .
Desafío del cliente
El problema con el cliente se relacionaba con una grave deficiencia en la calidad y eficiencia del mecanizado de sus álabes de turbina de Inconel 718. El proceso de mecanizado indexado 3+2 que utilizaban mostraba desviaciones de línea de 0,03 mm en la zona de unión, dependiendo de la configuración de la máquina. Esto afectaba gravemente la vida útil del componente, que se encontraba por debajo del nivel especificado. Además, este proceso ineficiente requería más de 6 horas para fabricar un solo componente.
Solución de fabricación LS
En nuestra aplicación, optamos por mecanizar la superficie del perfil aerodinámico completamente en una sola operación mediante mecanizado simultáneo continuo de 5 ejes para evitar líneas de transición. En las operaciones de torneado de aleaciones de níquel , empleamos fresado trocoidal y optimizamos los parámetros del proceso para maximizar las velocidades de corte a 90 m/min y la profundidad de corte a 0,2 mm , obteniendo así los mejores resultados. En esta aplicación, elegimos un enfoque agresivo y un control total del mecanizado para aprovechar al máximo el Inconel 718, eliminando por completo cualquier preocupación relacionada con la calidad y los costos de utillaje.
Resultados y valor
La optimización del proceso supuso un cambio radical en los resultados. La precisión de las cuchillas finales aumentó hasta alcanzar los 0,015 mm , mientras que el acabado superficial logró una rugosidad superficial (Ra) de 0,4 micras . Las líneas de referencia en el acabado superficial desaparecieron. El tiempo de ciclo de mecanizado se redujo en más del 58 % , con un tiempo de mecanizado de tan solo 2,5 horas por pieza . Si a esto le sumamos el aumento de la vida útil de la herramienta en un factor de 3 gracias a la optimización del proceso, el ahorro anualizado, que supera los 2 millones de RMB, ha impulsado un rápido crecimiento para el cliente.
En este estudio de caso , se ha demostrado que las habilidades aplicadas en LS Manufacturing se han utilizado para superar ciertas situaciones difíciles. Sin embargo, al ir más allá de lo exigido, lo que implica la optimización del mecanizado continuo de 5 ejes , hemos logrado fortalecer nuestra posición en lo que respecta a tareas aeroespaciales complejas relacionadas con la fabricación.
Explore los límites de la fabricación de precisión de 5 ejes , reciba su evaluación técnica personalizada y emprenda un viaje hacia la transformación de la producción para lograr una mayor eficiencia.

¿Cómo maximizar el valor de la inversión en 5 ejes mediante la innovación de procesos?
La simple adquisición de un centro de mecanizado de 5 ejes no garantiza la rentabilidad; su alto potencial suele estar infrautilizado. El principal desafío reside en transformar este hardware avanzado en una producción predecible y de alto valor. Este documento describe una metodología centrada en la innovación de procesos para maximizar el valor de la inversión , elevando sistemáticamente la utilización de la tecnología de la máquina desde niveles promedio hasta más del 75 % .
- Optimización de la tasa de remoción de material (MRR) mediante trayectorias de herramienta avanzadas: Actualmente, empleamos tecnología de fabricación asistida por computadora de vanguardia para los procesos de fresado trocoidal y de desbaste. Esta tecnología garantiza que la herramienta de corte mantenga una carga de viruta óptima en todo momento. En una pieza estructural de aluminio, la tasa de remoción de material de 35 cm³/min se optimizó en más del 40 % en los cortes de desbaste.
- Implementación de metrología en proceso de circuito cerrado: Para minimizar el tiempo improductivo dedicado a la configuración e inspección, integramos sondas táctiles y herramientas láser en la máquina. Esto permite la alineación automática de la pieza, el ajuste de la herramienta y la verificación de características durante el proceso. El sistema aplica compensaciones en tiempo real, transformando el tiempo de inspección en tiempo de corte productivo y garantizando la precisión de la primera pieza, un factor clave para la utilización de la tecnología .
- Estandarización del conocimiento para una eficiencia repetible: Capturamos procesos optimizados para familias de piezas —incluyendo fijación, herramientas y parámetros probados— en instrucciones de trabajo digitales. Esta innovación reduce drásticamente el tiempo de programación y configuración para pedidos repetitivos. Permite que operarios con menos experiencia ejecuten trabajos complejos de manera eficiente, mejorando significativamente la efectividad general del equipo (OEE) y protegiendo el valor de la inversión.
Esta metodología proporciona un modelo para transformar el potencial de la tecnología de 5 ejes en beneficios. La clave de la ventaja competitiva reside en la integración de trayectorias de herramientas avanzadas, control en proceso y estandarización del conocimiento: un sistema probado para optimizar la utilización de la tecnología y asegurar un retorno de la inversión rápido y sólido.
Preguntas frecuentes
1. ¿Cuáles son algunos de los componentes que se pueden mecanizar utilizando 3+2?
Piezas de sistemas poliédricos o huecos, bases de moldes y piezas en forma de caja. La precisión es de ±0,01 mm y el acabado superficial es Ra1,6 μm .
2. ¿Cuáles son los requisitos en cuanto a la programación CAM en el mecanizado continuo de 5 ejes?
Requiere la función RTCP, algoritmos de prevención de colisiones y optimización de la trayectoria de la herramienta. El tiempo de programación aumenta un 40 % en comparación con el modo 3+2 , pero la eficiencia de mecanizado aumenta tres veces .
3. ¿Cuál es el período típico de retorno de la inversión para equipos de 5 ejes?
Dependiendo de la complejidad de las piezas, el plazo suele ser de 12 a 24 meses. Para piezas con superficies curvas complejas, la inversión puede recuperarse en 18 meses gracias a las ventajas en eficiencia. Puede obtener un presupuesto instantáneo basado en la geometría específica de sus piezas para agilizar la evaluación de su proyecto.
4. ¿Cómo determinar si una empresa necesita reemplazar sus máquinas de 2 ejes por máquinas de 5 ejes?
En los casos en que la complejidad de las superficies curvas supere el 30 % del volumen del producto o cuando se mecaniza en una máquina de 3 ejes , se necesitan más de 3 ciclos de sujeción, por lo que se requiere una actualización a un sistema de 5 ejes.
5. ¿Cuál se considera el principal factor que contribuye a los errores en el mecanizado de 5 ejes?
Expansión térmica del husillo y errores angulares. Se requiere calibración láser cada 500 horas para controlar el error total dentro de 0,015 mm .
6. ¿Es posible lograr el mismo nivel de acabado superficial con el mecanizado 3+2 que con el mecanizado continuo de 5 ejes?
Se obtiene un valor de Ra de 0,8 μm en las características planas, pero hay marcas de juntas con un valor de 0,02 - 0,05 mm en las superficies de forma libre en las intersecciones.
7. ¿Cómo controlar la vibración de la herramienta en el mecanizado de 5 ejes?
El portaherramientas hidráulico de calidad de equilibrio G2.5 y relación velocidad-avance óptima puede controlar la vibración dentro de 5 μm .
8. ¿Qué tipo de capacitación se necesitaría para los nuevos operadores que trabajarían en las máquinas con capacidad de 5 ejes?
El alumno debe comprender los principios de RTCP, seguridad en caso de colisión y compensación de la precisión en una sesión de formación práctica de 2 a 3 meses .
Resumen
La selección científica y la optimización mediante la tecnología de mecanizado de 5 ejes permiten alcanzar la máxima eficiencia y calidad en la fabricación de componentes complejos para empresas. LS Manufacturing es un ejemplo de empresa con un sistema técnico completo y amplia experiencia en servicios. Ofrece soluciones de fabricación competentes a sus clientes.
No dude en ponerse en contacto con el equipo de soporte técnico de LS Manufacturing para obtener soluciones personalizadas de mecanizado de 5 ejes o para una evaluación más exhaustiva del proceso. Podemos evaluar la geometría de su pieza para elaborar una propuesta técnico-comercial que le brinde soporte personalizado, desde el estudio de viabilidad del proceso hasta su validación final.
Libere de inmediato todo el potencial de la fabricación de contornos complejos. Haga clic para obtener su solución personalizada de mecanizado simultáneo de 5 ejes.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D, moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


