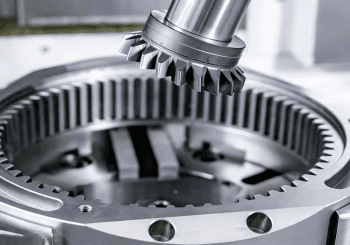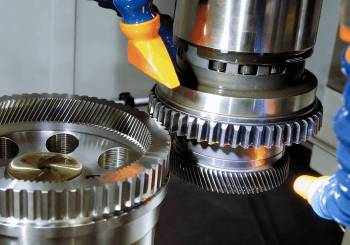
Зубофрезерная обработка зубчатых колес
Решите задачу обеспечения стабильной и бесшумной работы в ходе длительных производственных циклов. Наша служба зубофрезерной обработки обеспечивает точную нарезку зубьев с минимальным шумом и вибрацией, гарантируя плавную и надежную передачу мощности вашим автомобильным или промышленным приводам от партии к партии.
Получите мгновенную цену