
При сверлении отверстий на станках с ЧПУ могут возникнуть некоторые проблемы, в том числе невозможность точного определения размера отверстия с точностью ±0,02 мм и высокая шероховатость поверхности со значением Ra 1,6 мкм . Эти проблемы связаны с использованием универсальных разверток, которые не подходят для свойств материала и используемой технологии.
Ключевым моментом в поиске решения для нас является проверка того, что мы располагаем максимально возможной для нас индивидуальной настройкой конструкции развертки. Это поможет нам добиться обработки деталей с точными размерами ±0,005 мм и чистотой поверхности Ra 0,4 мкм .

Услуги по обработке на станках с ЧПУ: Обзор прецизионной обработки отверстий
| Раздел | Краткое содержание |
| Проблема | При использовании стандартных разверток для обработки специальных материалов производители сталкиваются с такими проблемами, как неточные отверстия, шероховатая поверхность и высокие затраты . |
| Основная причина | Подобные трудности обусловлены присущей инструментам общего назначения несовместимостью с техническими характеристиками приложений, использующих эти инструменты. |
| Наш подход | Конструкции разверток, разработанные специально для конкретных заказчиков, создаются на основе успешного опыта работы над широким спектром технологических процессов для некоторых клиентов. |
| Результат | Возможность индивидуальной настройки обеспечивает исключительную точность ±0,005 мм и превосходное качество поверхности с шероховатостью Ra 0,4 мкм . |
Мы предлагаем решение одной из самых насущных проблем, связанных с высокоточной резкой отверстий, — поставку специально разработанных разверток вместо некачественных стандартных. Таким образом, наше решение является прямым ответом на низкую точность резки, плохое качество поверхности вырезанного отверстия и низкую долговечность инструментов.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Точная механическая обработка требует и должна основываться на опыте, выходящем за рамки знаний. Именно благодаря более чем 15-летнему опыту работы в нашей мастерской, где мы занимаемся обработкой сложных сплавов и соблюдением допусков, появились наши рекомендации и советы. В нашей мастерской мы также соблюдаем правила и нормы безопасности, установленные такими организациями, как Управление по охране труда и технике безопасности (OSHA) , и используем лучшие современные методы, соответствующие или превосходящие стандарты, принятые такими организациями, как 3D Systems .
Возможности нашей команды доказаны в критически важных областях применения. Мы производили детали, где точность сверления отверстий имеет решающее значение, например , при сборке аэрокосмических деталей или важных медицинских имплантатов. В рамках этих проектов были выполнены тысячи сложных задач, направленных на поиск решений, основанных на возможностях инструмента, материалах и т.д.
В этом руководстве собраны все уроки, извлеченные из нашего опыта, чтобы вы могли избежать ошибок и добиться качественных результатов. Поверьте, все приведенные ниже советы были проверены нами ежедневно в реальных условиях.

Рисунок 1: Высокоточная обработка отверстий на станке с ЧПУ с использованием специализированных разверточных инструментов компанией LS Manufacturing.
В чём преимущества специальных развёрток по сравнению со стандартными?
Стандартные развертки, как правило, выходят из строя при наличии специфических требований к материалу и допускам. Это приводит к износу. Проблема решается с помощью специальных разверток, поскольку такие инструменты позволяют регулировать точность обработки отверстий .
1. Оптимизация геометрии с учетом особенностей материала.
Очевидно, что единая геометрическая система не используется. Для твердой стали требуется очень малый угол 6-8° для регулирования сил резания, тогда как для алюминия угол 10-12° с полированной поверхностью канавки предотвращает прилипание стружки к поверхности режущего инструмента. Фактически, для обеспечения лишь силы резания требуется гораздо более гладкая поверхность, что позволяет получить чистовую обработку с шероховатостью Ra 0,4 мкм, невозможную при использовании стандартного инструмента.
Разработано для обеспечения целостности и стабильности размеров.
Допустимый номинальный допуск для стандартного инструмента — это лотерея. Каждый из нас доработал свои специальные развертки , чтобы учесть среднее значение диапазона допусков для ваших отверстий , принимая во внимание деформацию и расширение инструмента. Этот дальновидный шаг, наряду с контролируемым диапазоном отклонений 0,1-0,15 мм , позволяет нам поставлять вам отверстия с диаметрами, попадающими в диапазон допусков ±0,003 мм .
Проектирование с расчетом на предсказуемый срок службы в производстве.
Настал момент, когда акцент должен сместиться с затрат на стоимость одного отверстия. Необходимо систематически решать проблему отказов инструментов для сверления отверстий, увеличить срок их службы до 3 раз и сократить объем сверления, являющегося трудоемкой операцией технического обслуживания в сфере массовой обработки на станках с ЧПУ , до предсказуемой процедуры с более высоким временем безотказной работы за счет оптимальных углов захода ( 15°-45° ) в зависимости от соотношения глубины и диаметра отверстия, а также использования специальных покрытий для сверления отверстий.
Значение данного руководства заключается в том, что оно предлагает применимую методологию и показывает способы и средства решения проблем, связанных с ограничениями обработки. Значение, которое оно приобретает или создает, основано на его ценности, связанной с предоставлением способов и средств реализации конкретной конфигурации с учетом геометрических параметров и производственных допусков.

Как выбрать оптимальный тип развертки и геометрические параметры в зависимости от свойств материала?
Ключевым техническим фактором, на который влияет правильный выбор типа и геометрии развертки , является качество получаемых отверстий, срок службы развертки и связанные с этим затраты. Неправильный выбор развертки приводит к ее быстрому износу, получению отверстий с низким качеством поверхности или образованию отверстий в виде отходов. В технической записке будет обсуждаться , как выбирать развертки , сопоставляя их параметры с трудностями обработки, возникающими при работе с различными материалами заготовок.
| Группа материалов | Основная проблема | Рекомендуемые развертка и покрытие | Основные геометрические параметры и фокусировка на параметрах | Достижимый результат |
| Нержавеющие стали | Высокая твердость при обработке, сдвиговое усилие, перегрев. | Быстрорежущая сталь из кобальта с покрытием из TiAlN, повышающим твердость. | Положительный угол 6° - 8° . Низкая скорость: скорость подачи до 15 м/мин. | Контролирует нагрев и деформацию, обеспечивая высокоточную обработку и длительный срок службы. |
| Алюминиевые сплавы | Требуется высокая адгезия материала (BUE) и твердая поверхность. | Наконечник из цельного поликристаллического алмаза (PCD). | Острый и положительный угол заточки (10°–12°) ; высокая скорость (~80 м/мин); полированная канавка. | Устраняет наросты на кромке, обеспечивая превосходное качество обработки ( Ra <0,4 мкм ) и исключительную долговечность. |
| Композиты/стекловолокно | Абразивный износ, расслоение, вырывание волокон. | Мелкозернистый карбид с мелкозернистым алмазным покрытием. | Прочная режущая кромка, отрицательный или нейтральный угол заточки и уникальная конструкция канавки для стружки. | Снижает абразивный и сдвиговый износ, защищая целостность отверстий и обеспечивая срок службы более 5000 отверстий. |
Систематический выбор является ключом к высокоточной развертке . Подберите инструмент, который будет противодействовать основному типу разрушения материала. Этот метод, основанный на данных, контролирует вариации диаметра отверстия в пределах 0,002 мм и оптимизирует затраты, предоставляя исчерпывающее руководство по выбору разверток для конкурентоспособных и высокодоходных применений.
Рисунок 2: Настройка фрезерного станка с ЧПУ для точной чистовой обработки отверстий компанией LS Manufacturing.
Как обеспечить стабильную точность диаметра отверстия и качество поверхности при развертывании на станке с ЧПУ?
Воспроизводимая высокоточная развертка в конечном итоге означает наличие станка, обеспечивающего повторяемые результаты, а также достаточное внимание к общему процессу для достижения его повторяемости. Ключевым моментом является компенсация факторов, влияющих на процесс сверления отверстий, таких как температурные колебания, износ инструмента и удаление стружки:
Контроль экологической и термической стабильности
- Неконтролируемая температура окружающей среды является основной причиной изменения размеров.
- В нашей лаборатории в цехе обработки материалов поддерживается температура 20±1°C с контролем температуры , чтобы уменьшить расширение/сжатие станка, заготовки и режущего инструмента из-за воздействия температуры.
- Такая базовая стабильность системы исключает одну из важнейших переменных, поскольку эти координаты напрямую связаны с результатом обработки, что является ключевым фактором для поддержания допусков на уровне ±0,005 мм .
Мониторинг процессов в реальном времени и компенсация
- Это приводит к несоответствиям в случае пассивной обработки . Для активного контроля мы применяем внутрипроцессную метрологию.
- Предсказуемые тенденции износа инструмента определяются на основе данных внутрипроцессных измерений или данных, полученных с помощью устройства предварительной настройки инструмента.
- Система автоматически применит эти микроизменения к траектории движения инструмента/смещениям, компенсируя износ задолго до того, как детали выйдут за пределы допуска, обеспечивая, что долгосрочные значения Cpk будут лучше, чем 1,67 .
Оптимизированная очистка стружки и финишная обработка поверхности
- Основная причина плохого качества поверхности — стружка, которая перемещается по поверхности отверстия. В частности, конструкция системы подачи смазочно-охлаждающей жидкости направлена на решение этой проблемы.
- Смазка минимальным количеством (MQL), применяемая с точно отмеренным расходом (например, 50 мл/мин ), обеспечивает подачу смазки непосредственно к режущей кромке.
- Это одновременно обеспечивает эффективную смазку, снижающую трение и температуру, и в то же время поддерживает низкий объем жидкости, предотвращая повторный контакт с обработанной поверхностью, что играет важную роль в обеспечении постоянного шероховатости поверхности Ra 4 мкм .
В данной технической записке описывается следующая процедура: замкнутая система, осуществляющая управление окружающей средой, компенсацию и смазку. Она предоставляет воспроизводимую методологию для преобразования процесса развертывания на станках с ЧПУ из этапа переменной чистовой обработки в предсказуемую, высоконадежную операцию, способную обеспечить стабильно высокую точность обработки отверстий в сложных производственных условиях.
Сравнительный анализ целесообразности процессов финишной обработки отверстий?
Определение наиболее предпочтительных методов обработки отверстий неизбежно включает в себя рассмотрение точности, производительности и стоимости. В следующем разделе будет проведено сравнение процессов развертывания, хонингования и притирки на основе фактических производственных данных, и он послужит руководством для расчета стоимости:
| Процесс | Типичный допуск (ISO) | Относительная эффективность | Относительная стоимость одной лунки (индекс) | Наилучший контекст применения |
| Расширение | IT6-IT7 (Наивысший уровень) | Высокий | Середина | Услуги по обработке на станках с ЧПУ для сквозных/глухих отверстий, требующих высокой точности позиционирования и качества обработки за одну установку. |
| Заточка | IT7-IT8 | Средний темп ( 3-5 отверстий/мин ) | Высокий | Достижение безупречной чистоты поверхности и точной геометрии отверстий на закаленных материалах или исправление дефектов формы. |
| Перекрытие | IT5-IT6 | Очень низкий | Низкая цена (например, 0,5 йены за лунку) | Достижение сверхтонкой обработки поверхности небольших закаленных деталей при минимальном съеме материала. |
Наиболее экономичное развертывание должно удовлетворять всем этим ограничениям. В отверстии Φ10H7 максимальная выгода относительно ограничений по стоимости для развертки, изготовленной на заказ, по сравнению с операциями хонингования и притирки обеспечивается оптимизированной разверткой. Рекомендация следующая: выбирайте в зависимости от того, где наиболее важны точность за одну установку, коррекция погрешности формы и качество поверхности закаленного материала: развертывание, хонингование, притирка.
Как оптимизация геометрии инструмента может помочь решить проблемы обработки конкретных материалов?
Трудность возникает, когда традиционная геометрия инструмента плохо подходит для обработки современных материалов: упрочнение при обработке, расслоение или вибрация ухудшают качество деталей. Решение заключается в целенаправленном проектировании формы инструмента таким образом, чтобы компенсировать конкретный вид разрушения материала, превращая сложную задачу в отлаженный процесс. В этом и заключается суть эффективного выбора разверток для сложных задач:
Предотвращение упрочнения при деформации в жаростойких сплавах
- Материал, упрочняющийся при деформации, такой как инконель, быстро затвердевает при чрезмерном давлении в сочетании с высокими температурами, достигаемыми при использовании стандартного инструмента.
- Мы используем очень положительный угол заточки; например, 15° обеспечивает более тонкую недеформированную стружку, что значительно снижает силы резания.
- Благодаря гладкой поверхности и оптимизированному покрытию, геометрия обеспечивает плавный сдвиг материала без каких-либо деформаций, гарантируя, что материал не затвердевает и остается стабильным для точной обработки отверстий с допуском IT6.
Устранение расслоения в композитных материалах
- Из-за своей многослойной структуры он склонен к расщеплению и вырыванию волокон при низкой эффективности резки.
- Лезвие имеет чрезвычайно острую режущую кромку с заточенной поверхностью и обработанным краем.
- Таким образом, происходит движение ножниц, а не разрыв, что создает аккуратный срез без заусенцев на отверстии и делает его высококачественной кромкой для обработки канала ствола.
Снижение вибрации в тонкостенных компонентах
- Эти тонкие участки вызывают вибрации во время обработки, что приводит к плохому качеству поверхности , а также к образованию эллиптических и расширенных отверстий.
- В наших специальных развертках используется переменный шаг/спираль, чтобы в некоторой степени нивелировать эти резонансные колебания.
- Подобная конструкция влияет на распределение резонансной частоты, и, следовательно, происходит затухание резонансной частоты из-за вибрации. Также можно добиться стабильной обработки, более высокой скорости съема материала и уровня точности IT6.
Представленная работа предлагает метод решения конкретных сложных задач. Она показывает, что хороший результат для твердых материалов заключается не в более высоком стандартном решении, а в правильном определении геометрии в специальных развертках .
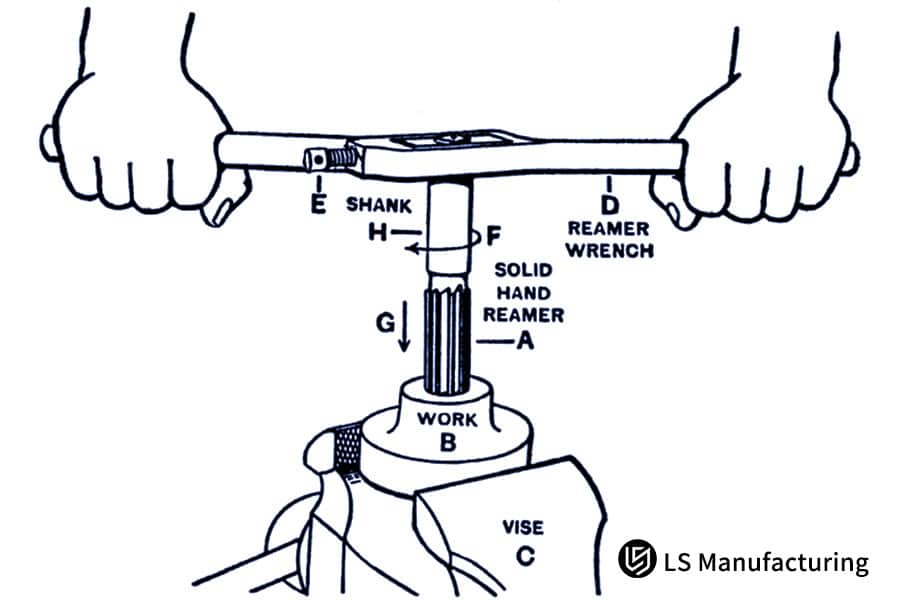
Рисунок 3: Ручная чистовая обработка отверстий с помощью развертки на заготовке компанией LS Manufacturing.
Какие специальные меры контроля процесса необходимы для высокоточной развертки?
Высокоточные операции развертывания ответственных компонентов выполняются внутри климатической камеры. Температура поддерживается на постоянном уровне 20°C ±0,5°C , а уровень влажности также поддерживается на постоянном уровне из-за эффектов теплового расширения станков и компонентов, а также другого измерительного оборудования, необходимого для проведения такого процесса. Этот метод устраняет основной фактор, влияющий на различия в размерах деталей.
Экологическая стабильность как основа
Все процессы прецизионной обработки отверстий для ответственных компонентов выполняются в герметичном кожухе с контролируемой температурой. Температура в этом кожухе поддерживается на постоянном уровне 20°C ± 0,5°C , а влажность контролируется для предотвращения повышения температуры в станках, заготовках и измерительном оборудовании. Таким образом, исключается важный источник погрешности размеров, приводящий к отклонениям в измерениях от детали к детали.
Компенсация в режиме реального времени посредством внутрипроцессной метрологии.
Мы используем системы обратной связи с замкнутым контуром, где контактный датчик или лазерный микрометр измеряют диаметр отверстия непосредственно после завершения цикла развертывания. Полученные результаты затем передаются в систему управления станка, где автоматически выполняется корректировка смещения инструмента. Быстрое реагирование, применяемое в рамках наших услуг по обработке на станках с ЧПУ, предотвращает появление деталей, не соответствующих заданным параметрам, поскольку обеспечивает поддержание заданных параметров в пределах допустимого диапазона отверстия.
Управление сроком службы и производительностью инструмента
Каждый инструмент для сверления отверстий, изготовленный на заказ, обеспечивает отслеживаемость с момента первого использования благодаря системе управления инструментом. Система управления инструментом отслеживает количество отверстий, просверленных каждым инструментом, а также результаты обработки и испытаний. Созданная на основе этой информации запись позволяет в будущем производить замену инструмента, основываясь на фактических, а не на наилучшей оценке оптимального использования и сроков поставки до отказа инструмента, прогнозируемого производителем.
Такой контроль и высокоточная обработка отверстий отражают способность поддерживать точность ниже субмикронного уровня на запланированном, а не аномальном уровне. Основа нашей конкурентоспособности начинается со стратегии, которая заключается в балансе между важностью контроля окружающей среды, контроля в процессе производства и использованием знаний в наших услугах по обработке на станках с ЧПУ для минимизации влияния массовой высокоточной обработки отверстий .
Как можно количественно оценить экономическую эффективность разверток, изготовленных на заказ?
В этой связи, для правильной оценки окупаемости инвестиций в эти специализированные инструменты , стало необходимым перейти от инвестиций к общей стоимости использования. В рамках данной презентации, посвященной методологии определения экономически эффективного метода развертывания , будет рассмотрена экономическая целесообразность использования специализированных развертывающих инструментов для решения конкретных производственных задач:
Диагностика проблемы и определение исходного уровня
Процесс начинается с анализа существующей операции сверления/развертывания. Мы измеряем не только конечный диаметр отверстия и качество поверхности , но и степень износа инструмента, время цикла, а также скрытые затраты, связанные с простоями и браком. Для клиента, производящего корпуса гидравлических клапанов, базовые показатели показали, что стандартный развертка выдерживает всего 3000 отверстий, прежде чем превысить допуск в 5 мкм, что приводит к 2% брака и частым остановкам производства.
Разработка специализированных инструментов для достижения целевых показателей производительности.
На основе диагностических данных инструмент проектируется для конкретного применения. Это включает в себя выбор подложки (например, микрозернистого карбида), оптимизацию геометрии канавок для удаления стружки и нанесение запатентованного износостойкого покрытия. Для корпуса клапана мы выбрали полированную конструкцию канавок и покрытие AlTiN, которое непосредственно направлено на борьбу с абразивным износом и наростом на кромке, выявленными как основные причины отказов.
Точное производство и проверка
Данная конструкция реализуется с помощью наших собственных станков с ЧПУ, что гарантирует идеальное соответствие геометрии инструмента CAD-модели. Каждый инструмент проходит тщательную проверку на координатно-измерительных машинах для подтверждения критически важных размеров, таких как соосность канавок и подготовка кромки. Это гарантирует, что заявленные характеристики будут заложены в физический инструмент до его полевых испытаний.
Моделирование рентабельности инвестиций и анализ затрат на протяжении всего жизненного цикла.
Мы провели контролируемое производственное испытание с использованием специально разработанного инструмента, собрав эмпирические данные о производительности для финансовой модели, которая сравнит общую стоимость одного отверстия. В этом случае срок службы специального развертки увеличился до 10 000 отверстий , процент брака снизился до 0,1% , а время цикла сократилось на 15% . Модель показала снижение стоимости одного отверстия на 40% и доказала окупаемость менее чем за 2 месяца при объеме производства 10 000 отверстий в месяц .
В этом отчете описывается сложный и технически сложный процесс определения экономически эффективного способа развертывания, начиная с анализа первопричин и заканчивая экономически доказанной окупаемостью. В отчете будет показано, что экономически целесообразная выгода от использования специальных инструментов для развертывания — это не просто гипотеза или предположение, а аналитически обоснованный результат, полученный на основе определенных инженерных и прецизионных производственных параметров. В этом заключается наше отличие в этом эмпирическом и подтвержденном данными методологическом подходе к решению конкретных проблем, связанных со стоимостью обработки одного отверстия, и проблем, возникающих при использовании ваших текущих услуг по обработке на станках с ЧПУ .

Рисунок 4: Выбор разверток для высокоточных операций обработки на станках с ЧПУ компанией LS Manufacturing.
Как оценить возможности поставщика оборудования для обработки на станках с ЧПУ по прецизионной обработке отверстий?
Оценка возможностей поставщика оборудования для обработки на станках с ЧПУ в области прецизионной обработки отверстий зависит от обеспечения точности размеров и надежности процесса. Компания LS Manufacturing, располагающая аккредитованной лабораторией CNAS и комплексным управлением инструментами , предлагает решения, которые напрямую решают проблемы точного контроля и эффективности:
Возможности высокоточной проверки и подтверждения качества.
- Аккредитованный CNAS центр контроля качества предоставляет авторитетные отчеты о точности диаметра отверстия ±0,001 мм , проверяя качество в режиме реального времени.
- Для отслеживания данных о состоянии отверстий также используется высокотехнологичное метрологическое оборудование , позволяющее получать немедленную обратную связь в случае отклонения от проектных параметров.
- Это в значительной степени способствует минимизации человеческих ошибок и гарантирует точность, поскольку позволяют получать измеримые результаты.
Изготовление режущего инструмента и оптимизация его характеристик
- Специальные развертки , изготовленные с использованием высокоразвитых 5-осевых станков для заточки инструмента , обеспечивают геометрическую точность для высокоточной развертки .
- Использование запатентованной системы управления сроком службы инструмента предоставляет владельцам возможность калибровки и технического обслуживания инструмента, тем самым увеличивая срок его службы.
- Параметры этого инструмента могут быть оптимизированы для конкретных материалов с улучшенной износостойкостью и стабильностью обработки отверстий. К переменным условиям относится температура.
Комплексная интеграция услуг и процессов.
- Мы предоставляем полный спектр услуг по обработке на станках с ЧПУ , включая изготовление инструментов на заказ, настройку технологического процесса, механическую обработку и окончательную проверку качества.
- В решениях для обработки на станках с ЧПУ, разработанных по индивидуальному заказу, используется интеллектуальная оптимизация параметров для достижения эффективной и надежной высокоточной чистовой обработки отверстий .
- Постоянное совершенствование процессов снижает процент брака и сроки выполнения заказов, уменьшая общие затраты и повышая конкурентоспособность клиентов.
В целом, компания LS Manufacturing специализируется на услугах по обработке на станках с ЧПУ , обеспечивая высокоточную развертку и чистовую обработку отверстий благодаря сертифицированному контролю качества, современной заточке инструментов и комплексному управлению процессом. Акцент на практичности гарантирует клиентам точность получаемых отверстий и, таким образом, демонстрирует высокий уровень профессионализма.
Компания LS Manufacturing, производитель медицинских изделий: проект по прецизионной обработке отверстий для суставных имплантатов.
Задача клиента
На предприятии по производству медицинских изделий возникли серьезные проблемы с изготовлением центровочных отверстий диаметром Φ8H6 на бедренной части, изготовленной из кобальт-хром-молибденового сплава . В результате развертка справлялась с изготовлением центровочных отверстий лишь до 200 штук , что серьезно влияло на производственный процесс. Разброс диаметров отверстий превышал допустимые значения на 0,015 мм , а шероховатость поверхности значительно ухудшалась, достигая Ra1,2 мкм .
LS Manufacturing Solution
Предложенное решение требовало использования специально разработанной сверхмелкозернистой твердосплавной развертки с оптимальными геометрическими характеристиками: передний угол 8° , допуск 0,08 мм и т. д. Развертка использует оптимальный режущий инструмент с оптимальным специальным PVD-покрытием AlTiN. При обработке использовались оптимальная скорость 20 м/мин и оптимальная подача 0,05 мм/об .
Результаты и ценность
Результат превзошел все ожидания. Таким образом, срок службы инструмента увеличился на 650% при обработке 1500 отверстий , точность размеров сохранилась на очень высоком уровне ±0,003 мм , а качество поверхности значительно улучшилось до Ra 0,4 микрона. Эти улучшения в технологическом процессе позволили клиенту достичь показателя качества продукции на уровне 99,9% и обеспечить ежегодную экономию на инструменте в размере 11 000 долларов , что является исключительным показателем с точки зрения эффективности производства и стоимости владения.
Важность данного кейса компании LS Manufacturing заключается в доказательстве того, что даже сложные задачи по обработке металла могут быть эффективно решены профессионалами. Предложенное правильное и точное решение обеспечивает нам высочайшее качество производства и делает нас авторитетным партнером в выполнении сложных производственных операций.
Возникли трудности с кобальто-хромовыми сплавами? Давайте рассмотрим прецизионные решения для получения превосходного качества отверстий и увеличения срока службы инструмента.

Тенденции развития и направления инноваций в технологии прецизионной обработки отверстий в будущем.
Будущие усовершенствования в области прецизионной обработки отверстий должны решить важную задачу достижения точности в пределах микрон на высоких скоростях, от традиционной статической обработки до создания интеллектуальных адаптивных систем обработки. Научно-исследовательские работы компании LS Manufacturing направлены на решение следующих проблем:
Интеллектуальные инструменты с функцией прогнозирующего технического обслуживания.
Это решение, сочетающее реактивный подход и техническое обслуживание с изготовленными на заказ развертками, содержащими RFID/NFC-чип , переводит нас в прогнозный режим. Анализ срока службы и данных об использовании наших инструментов происходит в режиме реального времени непосредственно на станке. Решение основано на историческом анализе высокоточной развертки и прогнозирует момент, когда необходимо заменить инструмент.
Системы обработки с замкнутым контуром управления и адаптивным управлением
Мы удаляем отходы, образующиеся из-за износа инструмента или термического дрейфа, путем внедрения внутрипроцессного зондирования с замкнутой системой. После обработки каждого отверстия его фактический диаметр измеряется встроенным зондом. Алгоритм вычисляет значения компенсации на основе данных измерений. Затем алгоритм системы вычисляет необходимую компенсацию и автоматически обновляет смещение инструмента для следующей детали, обеспечивая стабильно высокую точность обработки отверстий без ручного вмешательства.
Разработка передовых технологических процессов для материалов следующего поколения
В области обработки труднообрабатываемых сплавов мы занимаем лидирующие позиции в исследованиях применения ультразвуковой обработки. В этой технологии к режущему инструменту добавляется высокочастотная вибрация. В результате значительно снижается сила резания, а также выделяемое при этом тепло. Таким образом, становится возможным выйти за рамки возможностей станков с ЧПУ .
Компания LS Manufacturing совершенствует искусство прецизионной обработки отверстий, используя интеллектуальные системы с замкнутым контуром управления. Мы предлагаем эффективные решения для ряда критических проблем, связанных с износом инструмента и отклонениями в процессе обработки, с помощью сенсорных технологий. Наша услуга прецизионного развертывания применяется для высокоточной обработки отверстий.
Часто задаваемые вопросы
1. Каковы преимущества специальных разверток помимо обычных преимуществ традиционных разверток?
Оптимизированные геометрические параметры позволяют изготавливать развертки по индивидуальному заказу с высокой точностью, соответствующей условиям обработки. Таким образом, достигается значительное улучшение долговечности и точности обработки, а также качества поверхности даже при серийном производстве.
2. Как выбрать наиболее подходящий тип развертки в зависимости от обрабатываемого материала?
Также следует учитывать качество материала с точки зрения твердости и прочности. Для резки нержавеющей стали предпочтительнее использовать быстрорежущую кобальтовую сталь, для резки алюминиевых сплавов наиболее оптимальным будет применение поликристаллического алмаза (PCD), а для резки композитных материалов — алмазное покрытие. В процессе резки необходимо определить оптимальные параметры в ходе испытаний.
3. Как обеспечить стабильность точности диаметра отверстия при развертывании на станке с ЧПУ?
В процессе систематической обработки необходимо внедрить контроль окружающей среды с учетом поддержания постоянной температуры, оперативного измерения размеров и оперативной компенсации износа инструмента, чтобы диаметр отверстий можно было контролировать на микронном уровне в процессе массового производства.
4. Как количественно оценить экономическую эффективность нестандартных разверток?
Даже в этом процессе произойдет увеличение затрат, хотя для объектов с более чем 5000 лунками существуют очевидные экономические преимущества, связанные с повышением эффективности. Необходимо провести всестороннее исследование рентабельности инвестиций.
5. Какие особые условия обеспечения точности процесса необходимы для высокоточной развертки?
Для обеспечения точности и стабильности процесса механической обработки необходимы постоянная температура окружающей среды, влажность, высокоточная система онлайн-измерений и система управления инструментом. Эти требования эквивалентны требованиям к качеству в высокотехнологичном производстве .
6. Как определить, нуждается ли развертка в заточке или замене?
Поскольку отклонение диаметра отверстия превышает 30% от допустимого диапазона или в случае ухудшения шероховатости поверхности и увеличения силы резания, необходимо незамедлительно принять соответствующие меры. Регулярные проверки также позволяют избежать возникновения массовых проблем с качеством, контролируя состояние режущей кромки.
7. На какие ключевые моменты следует обратить внимание при рассверливании специальных материалов?
Для обработки труднообрабатываемых материалов необходимы оптимизированные геометрические параметры наряду с оптимизированными параметрами резания. Для высокотемпературных сплавов требуется большой угол заточки, чтобы избежать упрочнения при обработке. К композитным материалам предъявляются особые требования, чтобы избежать дефекта расслоения.
8. Как получить профессиональные решения по индивидуальной настройке разверток и точные расценки?
В этом контексте специализированные поставщики могут использовать конкретную информацию, касающуюся материала заготовки, точности диаметров отверстий и производственных требований, для выполнения технических заданий. Вы можете легко отправить свой проект и получить мгновенную смету в течение 4 часов.
Краткое содержание
Благодаря научному подбору развертки и процесса обработки, предприятия могут оптимизировать качество обработки отверстий и срок службы развертки, обеспечивая достижение оптимального уровня точности и экономичности обработки. С точки зрения опыта в области индивидуального изготовления и технической системы, компания LS Manufacturing может стать надежным поставщиком услуг по обработке отверстий.
Если вам требуется индивидуальное решение для процесса обработки разверток или бесплатный анализ процесса, вы можете связаться с нашей технической командой в LS Manufacturing. Нам понадобится лишь информация о ваших потребностях в обработке, и мы предоставим вам экспертные решения, включая бесплатные расценки.
Повысьте качество обработки отверстий; специальные развертки помогут вам достичь точности ±0,005 мм.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


