
Il servizio di lavorazione CNC può presentare alcune problematiche durante la foratura, tra cui l'impossibilità di determinare con precisione l'apertura entro un livello di ±0,02 mm e un'elevata rugosità superficiale con valori di Ra pari a 1,6 μm . Queste condizioni sono riconducibili all'utilizzo di alesatori generici, non adatti alle proprietà del materiale e alla tecnologia impiegata.
L'elemento chiave per giungere a una soluzione è verificare di possedere una personalizzazione del design dell'alesatore quanto più accurata possibile. Ciò ci consentirà di ottenere la lavorazione di dimensioni precise con un'accuratezza di ±0,005 mm e una finitura superficiale di Ra 0,4 µm .

Servizi di lavorazione CNC: Panoramica sulla lavorazione di fori di precisione
| Sezione | Riepilogo |
| Il problema | I produttori si trovano ad affrontare problemi come fori imprecisi, finiture ruvide e costi elevati quando utilizzano alesatori standard su materiali speciali. |
| La ragione principale | Tali difficoltà sono causate dall'intrinseca incompatibilità tra gli strumenti generici e le specifiche delle applicazioni ad essi associate. |
| Il nostro approccio | I progetti di alesatori personalizzati per i clienti derivano da progetti di successo realizzati per alcuni clienti in un'ampia gamma di processi di lavorazione. |
| Il risultato | La personalizzazione consente una precisione eccezionale di ±0,005 mm e una qualità superficiale superiore di Ra 0,4 μm . |
Offriamo una soluzione a uno dei problemi più urgenti legati al taglio di precisione dei fori, fornendo alesatori progettati su misura anziché alesatori standard di bassa qualità. La nostra soluzione rappresenta quindi una risposta diretta a problemi quali scarsa precisione di taglio, finitura superficiale inadeguata del foro e scarsa durata degli utensili.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
La lavorazione di precisione richiede e deve basarsi su un'esperienza che vada oltre la semplice conoscenza. È grazie a oltre 15 anni di esperienza nella nostra officina, maturata lavorando con leghe e tolleranze complesse, che possiamo offrire consulenza e supporto. Nella nostra officina, ci atteniamo scrupolosamente alle normative di sicurezza emanate da enti come l' Occupational Safety and Health Administration (OSHA) e adottiamo le migliori pratiche attualmente disponibili, che soddisfano o superano gli standard di organizzazioni come 3D Systems .
Le capacità del nostro team sono state dimostrate in campi di applicazione critici. Abbiamo prodotto componenti in cui la tolleranza dei fori di foratura è fondamentale, come nell'assemblaggio di parti aeromeccaniche o di impianti medicali di precisione. In questi ambiti, abbiamo portato a termine migliaia di progetti complessi per giungere a soluzioni basate sulle capacità degli utensili, sui materiali e su altri fattori.
I consigli forniti in questa guida racchiudono tutte le lezioni apprese a caro prezzo dalla nostra esperienza, in modo che possiate evitare errori e ottenere risultati di qualità. Fidatevi di noi: tutti i seguenti consigli sono stati testati quotidianamente da noi nella nostra esperienza sul campo.

Figura 1: Finitura di precisione dei fori tramite macchine CNC utilizzando utensili di alesatura specializzati, a cura di LS Manufacturing.
Quali sono i vantaggi degli alesatori personalizzati rispetto agli alesatori standard?
Gli alesatori standard tendono a guastarsi quando sono richiesti materiali specifici e livelli di tolleranza elevati. Ciò causa usura. Il problema viene risolto con alesatori personalizzati, poiché questi strumenti rendono l'utensile stesso una variabile per la finitura di precisione dei fori .
1. Ottimizzazione della geometria specifica del materiale
È evidente che non viene utilizzato un sistema geometrico comune. Sull'acciaio temprato, per regolare le forze di taglio è necessario un angolo molto basso di 6-8° , mentre per l'alluminio, un angolo di 10-12° con una superficie lucida sulla scanalatura impedisce l'adesione dei trucioli alla superficie dell'utensile da taglio. Infatti, al solo scopo di soddisfare una determinata forza di taglio, è richiesto un taglio molto più liscio, che consente di ottenere una finitura superficiale con un valore Ra di 0,4 µm, impossibile da raggiungere con gli utensili standard.
Progettato per garantire integrità dimensionale e stabilità.
La tolleranza nominale consentita in un utensile standard è un azzardo. Ciascuno di noi ha modificato i propri utensili di alesatura personalizzati per tenere conto del valore medio dell'intervallo di tolleranza del foro , considerando la flessione e la dilatazione della macchina. Questa lungimiranza, unita alla nostra ampiezza di deviazione controllata di 0,1-0,15 mm , ci consente di fornire fori con diametri che rientrano in un intervallo di tolleranza di ±0,003 mm .
Progettazione per una longevità prevedibile in fase di produzione
È giunto il momento di spostare l'attenzione dal costo totale al costo per foro. Dobbiamo affrontare sistematicamente il problema dei guasti degli utensili di foratura, triplicarne la durata e ridurre la foratura, un'attività di manutenzione gravosa nei servizi di lavorazione CNC di massa, a una procedura prevedibile e con tempi di inattività più lunghi, attraverso angoli di attacco ottimali ( 15°-45° ), a seconda del rapporto tra profondità e diametro del foro, e rivestimenti di foratura personalizzati.
L'importanza di questa guida risiede nel fatto che fornisce una metodologia applicabile e illustra metodi e strumenti per superare una limitazione di lavorazione. Il suo valore si basa sulla capacità di offrire soluzioni concrete per realizzare una specifica configurazione, tenendo conto dei parametri geometrici e delle tolleranze di fabbricazione.

Come selezionare il tipo di alesatore e i parametri geometrici ottimali in base alle proprietà del materiale?
Il fattore tecnico chiave influenzato dalla corretta tipologia e geometria dell'alesatore è la qualità dei fori prodotti, la durata dell'alesatore stesso e i costi associati al processo. Una scelta errata dell'alesatore può causare un'usura molto rapida, la produzione di fori con una finitura superficiale scadente o la formazione di fori sotto forma di scarti di materiale. La nota tecnica illustrerà come scegliere gli alesatori abbinando i parametri dell'alesatore alle difficoltà di lavorazione presentate dai diversi materiali dei pezzi.
| Gruppo di materiali | Sfida principale | Alesatore e rivestimento consigliati | Geometria chiave e parametri principali | Risultato raggiungibile |
| acciai inossidabili | Elevata durezza di lavoro, forza di taglio, surriscaldamento. | Acciaio rapido al cobalto con rivestimento in TiAlN ad elevata durezza. | Angolo positivo di 6° - 8° . Bassa velocità: velocità di avanzamento fino a 15 m/min. | Controlla il calore e la deformazione, consentendo un'alesatura di alta precisione e costante, oltre a una maggiore durata. |
| leghe di alluminio | È richiesta un'elevata adesione del materiale (BUE) e una finitura superficiale dura. | Punta in PCD (diamante policristallino) massiccio. | Angolo di spoglia positivo e pronunciato (10°–12°) ; alta velocità (~80 m/min); scanalatura lucida. | Elimina gli accumuli di materiale sui bordi, garantendo una finitura superiore ( Ra <0,4 μm ) e una durata eccezionale. |
| Materiali compositi/FRP | Usura abrasiva, delaminazione, estrazione delle fibre. | Carburo a grana fine con rivestimento diamantato di alta qualità. | Lama tagliente robusta, angolo di spoglia negativo o neutro e design esclusivo della scanalatura di scarico del truciolo. | Riduce l'abrasione e le forze di taglio, proteggendo l'integrità del foro e garantendo una durata di oltre 5000 fori. |
Questa selezione sistematica è fondamentale per una alesatura di alta precisione . È necessario scegliere l'utensile più adatto a contrastare la principale modalità di rottura del materiale. Questo metodo basato sui dati consente di controllare la variazione del foro entro 0,002 mm e di ottimizzare i costi, fornendo una guida definitiva alla scelta degli alesatori per applicazioni competitive e di alto valore.
Figura 2: Configurazione di un alesatore CNC per la finitura precisa dei fori a cura di LS Manufacturing
Come garantire la precisione del diametro del foro e la qualità della superficie durante la lavorazione CNC?
La precisione di alesatura riproducibile all'estremità finale richiede una macchina che fornisca risultati ripetibili e un'attenzione sufficiente all'intero processo per ottenere una procedura ripetibile. La chiave sta nel compensare i fattori che influenzano il processo di foratura, come le variazioni termiche, l'usura dell'utensile e la rimozione dei trucioli:
Controllo della stabilità ambientale e termica
- La temperatura ambiente incontrollata è una delle principali cause della deriva dimensionale.
- Nel nostro laboratorio, l'area di lavorazione a temperatura controllata viene mantenuta a 20±1°C per ridurre la dilatazione/contrazione della macchina utensile, del pezzo in lavorazione e dell'utensile da taglio dovuta alla temperatura.
- Tale stabilità di base del sistema elimina una delle maggiori variabili, poiché queste coordinate sono direttamente correlate al risultato della lavorazione, fattore chiave per mantenere le tolleranze a ±0,005 mm .
Monitoraggio e compensazione dei processi in tempo reale
- Ciò causa incoerenza nel caso di lavorazione passiva . Implementiamo la metrologia in-process per il controllo attivo.
- Sulla base dei dati di misurazione in corso di lavorazione o dei dati del presetting degli utensili, è possibile identificare le tendenze prevedibili dell'usura degli utensili .
- Applicherà automaticamente queste micromodifiche al percorso utensile/offset, compensando l'usura ben prima che i pezzi escano dalla tolleranza, garantendo che i valori Cpk a lungo termine siano migliori di 1,67 .
Aspirazione ottimizzata dei trucioli e finitura superficiale
- I trucioli che vengono trascinati sulla superficie del foro sono la causa principale di una finitura superficiale scadente. In particolare, la progettazione del sistema di erogazione del fluido di taglio è basata sulla risoluzione di questo problema.
- La lubrificazione a quantità minima (MQL), applicata con una portata misurata con precisione (ad esempio 50 ml/min ), fornisce lubrificazione direttamente al tagliente.
- Ciò garantisce simultaneamente un'efficace capacità di lubrificazione che riduce l'attrito e la temperatura, mantenendo al contempo bassi i volumi di fluido ed evitando così il ricontatto della superficie lavorata, aspetto fondamentale per garantire una rugosità superficiale Ra costante di 4 µm .
In questa nota tecnica viene illustrata la seguente procedura: un sistema a circuito chiuso che esegue il controllo dell'ambiente, la compensazione e la lubrificazione. Fornisce una metodologia replicabile per trasformare il processo di alesatura CNC da una fase di finitura variabile in un'operazione prevedibile e altamente affidabile, in grado di garantire una finitura di precisione costante dei fori in ambienti di produzione esigenti.
Analisi comparativa della fattibilità dei processi di finitura dei fori?
L'individuazione delle tecniche di finitura dei fori più appropriate implica necessariamente la valutazione di precisione, produttività e costi. La sezione seguente confronterà i processi di alesatura, levigatura e lappatura sulla base di dati di produzione reali e servirà da guida per le considerazioni sui costi:
| Processo | Tolleranza tipica (ISO) | Efficienza relativa | Costo relativo per buca (indice) | Contesto applicativo migliore |
| Alesatura | IT6-IT7 (Massimo) | Alto | Mezzo | Servizi di lavorazione CNC per fori passanti/ciechi che richiedono elevata precisione di posizionamento e finitura in un'unica fase. |
| Ondeggiare | IT7-IT8 | Medio ( 3-5 fori/min ) | Alto | Consentire di ottenere una finitura superficiale precisa e una geometria del foro esatta su materiali induriti o di correggere errori di forma. |
| Lappatura | IT5-IT6 | Molto basso | Basso (ad esempio, 0,5 ¥/buco) | Consentire di ottenere una finitura superficiale ultra-fine su piccoli pezzi temprati dove l'asportazione di materiale è minima. |
L' alesatura più conveniente deve soddisfare tutti questi vincoli. In un foro Φ10H7 , il massimo beneficio in rapporto ai vincoli di costo per un alesatore personalizzato rispetto alle operazioni di lappatura e levigatura è fornito da un alesatore ottimizzato. La raccomandazione è la seguente: scegliere in base a dove sono più importanti la precisione in un'unica impostazione, la correzione dell'errore di forma e la finitura superficiale del materiale temprato: alesatura, lappatura, levigatura.
In che modo l'ottimizzazione della geometria degli utensili può risolvere le problematiche di lavorazione relative a materiali specifici?
La difficoltà sorge quando la geometria tradizionale degli utensili non si adatta bene ai materiali avanzati: incrudimento, delaminazione o vibrazioni compromettono la qualità dei pezzi. La soluzione consiste nel progettare intenzionalmente la forma dell'utensile per compensare la specifica modalità di rottura del materiale, trasformando l'operazione che crea difficoltà in un processo perfezionato. Questa è l'essenza della capacità di scegliere efficacemente gli alesatori per applicazioni impegnative.
Prevenire l'incrudimento nelle leghe resistenti al calore
- Un materiale che si indurisce per deformazione plastica, come l'Inconel, si indurisce rapidamente se sottoposto a una pressione eccessiva combinata con temperature elevate, come quelle generate da un utensile standard.
- Utilizziamo un angolo di spoglia molto positivo; ad esempio, 15° producono trucioli più sottili e non deformati, riducendo notevolmente le forze di taglio.
- Grazie alla sua superficie liscia e al rivestimento ottimizzato, la geometria taglia il materiale in modo uniforme senza deformazioni, garantendo che il materiale non si indurisca e rimanga stabile per la finitura di precisione dei fori con tolleranza IT6.
Eliminazione della delaminazione nei materiali compositi
- A causa della sua struttura multistrato , è soggetto a scheggiature e strappi delle fibre in caso di prestazioni di taglio scadenti.
- La lama presenta un filo tagliente estremamente affilato con bordo e superficie liscia.
- In questo modo, si ottiene un movimento a forbice, non uno strappo, creando un bordo di taglio netto e privo di sbavature sull'anima della canna, che conferisce alla canna un'elevata qualità.
Smorzamento delle vibrazioni nei componenti a parete sottile
- Queste sezioni sottili provocano vibrazioni durante la lavorazione, con conseguente scarsa finitura superficiale , oltre a fori ellittici e dilatati.
- Nei nostri utensili di alesatura personalizzati , è stato impiegato un passo/elica variabile per annullare in una certa misura queste vibrazioni di risonanza.
- Tale configurazione influenza la distribuzione della frequenza di risonanza e, di conseguenza, si verifica uno smorzamento della frequenza di risonanza dovuto alle vibrazioni di chatter. È inoltre possibile ottenere una lavorazione stabile, una maggiore velocità di asportazione del materiale e un livello di precisione IT6.
Il lavoro presentato fornisce un metodo per la soluzione di specifici problemi complessi. Dimostra che un buon risultato per i materiali duri non consiste in una soluzione di livello superiore, bensì in una corretta definizione della geometria negli utensili di alesatura personalizzati .
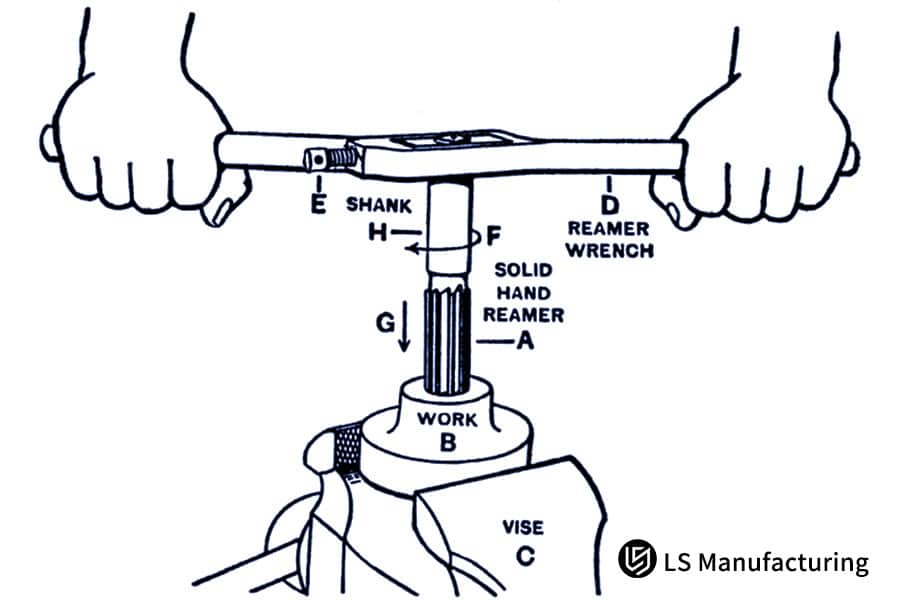
Figura 3: Rifinitura manuale dei fori mediante alesatura su un pezzo in lavorazione a cura di LS Manufacturing
Quali misure speciali di controllo del processo sono necessarie per la alesatura di alta precisione?
Le operazioni di alesatura di alta precisione su componenti critici vengono eseguite all'interno di una camera climatica. La temperatura viene mantenuta costante a un valore fisso di 20 °C ± 0,5 °C , e anche i livelli di umidità vengono mantenuti costanti a un valore fisso per evitare gli effetti della dilatazione termica sulle macchine utensili e sui componenti, nonché sulle altre apparecchiature di misura necessarie per tale processo. In questo modo si elimina il principale fattore che contribuisce alle variazioni di spessore dei pezzi.
La stabilità ambientale come fondamento
Tutti i processi di finitura di precisione dei fori per componenti critici si svolgono in un ambiente a temperatura e umidità controllate. La temperatura in questo ambiente viene mantenuta costante a 20 °C ± 0,5 °C , con umidità controllata per contrastare l'aumento di temperatura nelle macchine utensili, nei pezzi e negli strumenti di misura. In questo modo, viene eliminata un'importante fonte di errore dimensionale, che causa variazioni nelle misurazioni da un pezzo all'altro.
Compensazione in tempo reale tramite metrologia in-process
Utilizziamo sistemi di feedback a circuito chiuso in cui la sonda a contatto o il micrometro laser misurano il foro immediatamente dopo il completamento del ciclo di alesatura. I risultati vengono quindi inviati al controllo della macchina, dove viene implementato un offset automatico dell'utensile. L'intervento tempestivo, parte integrante dei nostri servizi di lavorazione CNC, impedisce la produzione di pezzi fuori specifica, mantenendo le tolleranze del foro entro i limiti previsti.
Gestione della durata e delle prestazioni degli utensili
Ogni alesatore personalizzato offre la tracciabilità fin dal primo utilizzo tramite il relativo sistema di gestione degli utensili. Il sistema di gestione degli utensili tiene traccia del numero di fori praticati con ciascun utensile, nonché dei tagli e dei test effettuati. La registrazione di queste informazioni consente di effettuare cambi di utensili in futuro basandosi sull'utilizzo effettivo, anziché su una stima approssimativa dell'utilizzo ottimale e dei tempi di consegna prima del guasto dell'utensile, basata su previsioni.
Tale controllo e alesatura di alta precisione riflettono la capacità di mantenere un'accuratezza inferiore al livello sub-micronico in modo programmato e non casuale. La base della nostra competitività risiede nella strategia che bilancia l'importanza del controllo ambientale, dell'ispezione in corso di processo e dell'utilizzo delle conoscenze nei nostri servizi di lavorazione CNC per mitigare l'effetto della finitura di precisione dei fori in serie.
Come si può valutare quantitativamente il rapporto costo-efficacia degli alesatori realizzati su misura?
A questo proposito, per valutare correttamente il ritorno sull'investimento di questi utensili personalizzati , è diventato necessario passare dal concetto di investimento a quello di costo totale di utilizzo. Nell'ambito di questa presentazione su una metodologia per l'individuazione di un'alesatura economicamente vantaggiosa , verranno definiti gli aspetti economici relativi agli utensili di alesatura personalizzati per la gestione di particolari difficoltà produttive:
Diagnosi del problema e definizione dei parametri di riferimento
Il processo inizia con un'analisi forense dell'operazione di foratura/alesatura esistente. Misuriamo non solo il diametro finale del foro e la finitura superficiale , ma anche l'usura dell'utensile, il tempo di ciclo e i costi nascosti dei tempi di inattività e degli scarti. Per un cliente che produce corpi valvola idraulici, l'analisi di base ha rivelato che un alesatore standard durava solo 3.000 fori prima di superare una tolleranza di 5 µm, causando un tasso di scarto del 2% e frequenti arresti.
Progettazione di utensili personalizzati per prestazioni mirate
In base ai dati diagnostici, lo strumento viene progettato per l'applicazione specifica. Ciò comporta la selezione di un substrato (ad esempio, carburo a grana fine), l'ottimizzazione della geometria delle scanalature per l'evacuazione dei trucioli e l'applicazione di un rivestimento proprietario resistente all'usura. Per il corpo valvola, abbiamo specificato un design delle scanalature lucidato e un rivestimento AlTiN, mirato direttamente all'usura abrasiva e all'accumulo di materiale sul bordo, identificati come le principali cause di guasto.
Produzione e validazione di precisione
Questo progetto viene realizzato grazie ai nostri servizi interni di lavorazione CNC, per garantire che la geometria dell'utensile corrisponda perfettamente al modello CAD. Ogni utensile viene sottoposto a rigorosi controlli su macchine di misura a coordinate (CMM) per confermare dimensioni critiche come la concentricità delle scanalature e la preparazione dei taglienti. Ciò garantisce che le prestazioni previste dal progetto siano integrate nell'utensile fisico prima del collaudo sul campo.
Modellazione del ROI e analisi dei costi del ciclo di vita
Eseguiamo una prova di produzione controllata con l'utensile personalizzato, raccogliendo dati empirici sulle prestazioni per alimentare un modello finanziario che confronterà il costo totale per foro. In questo caso, la durata dell'alesatore personalizzato è aumentata a 10.000 fori , gli scarti sono scesi allo 0,1% e il tempo di ciclo è migliorato del 15% . Il modello ha quantificato un costo per foro inferiore del 40% e ha dimostrato un ritorno sull'investimento in meno di 2 mesi con un volume di 10.000 fori/mese .
Questo report descrive un processo complesso e tecnico per identificare la alesatura economicamente più vantaggiosa, partendo dall'analisi delle cause principali fino al recupero del ritorno sull'investimento economicamente comprovato. Il report dimostrerà che il vantaggio economicamente sostenibile derivante dall'utilizzo di alesatori personalizzati non è una mera ipotesi o speculazione, bensì il risultato analitico di determinati parametri di ingegneria e produzione di precisione. Questa è la nostra peculiarità: un approccio metodologico empirico e basato sui dati, progettato per affrontare le problematiche specifiche relative al costo per foro e ai servizi di lavorazione CNC attualmente in uso.

Figura 4: Selezione degli alesatori per operazioni di lavorazione CNC di alta precisione da parte di LS Manufacturing
Come valutare le capacità di lavorazione di precisione dei fori di un fornitore di macchine CNC?
La valutazione della capacità di un fornitore di macchine CNC per la finitura di precisione dei fori è fondamentale per garantire accuratezza dimensionale e affidabilità del processo. LS Manufacturing, con il suo laboratorio accreditato CNAS e la gestione completa degli utensili , offre soluzioni che rispondono direttamente alle sfide del controllo di precisione e dell'efficienza.
Capacità di ispezione e verifica di precisione
- Un centro di ispezione accreditato CNAS fornisce report autorevoli sulla precisione del diametro dei fori con una tolleranza di ±0,001 mm , verificando la qualità in tempo reale.
- Vengono inoltre utilizzate apparecchiature metrologiche all'avanguardia per tracciare i dati relativi ai fori, al fine di ottenere un riscontro immediato in caso di deviazioni dalle specifiche di progetto.
- Questo contribuisce in modo significativo a ridurre al minimo gli errori umani e a garantire l'accuratezza dei risultati, che possono essere misurati.
Fabbricazione e ottimizzazione delle prestazioni degli utensili da taglio
- Gli alesatori personalizzati , prodotti utilizzando macchine rettificatrici a 5 assi altamente sviluppate, garantiscono la precisione geometrica necessaria per un'alesatura produttiva e di alta precisione .
- L'utilizzo di un sistema proprietario di gestione della durata degli utensili offre ai proprietari la possibilità di calibrare e manutenere gli utensili, aumentandone così la durata.
- I parametri di questo strumento possono essere ottimizzati per materiali specifici, migliorando la resistenza all'usura e la uniformità della finitura dei fori. Tra le variabili rientra la temperatura.
Integrazione end-to-end di servizi e processi
- Offriamo servizi completi di lavorazione CNC , che comprendono la personalizzazione degli utensili, l'impostazione del processo, la lavorazione e il controllo finale.
- Le soluzioni di lavorazione CNC personalizzate integrano un'ottimizzazione intelligente dei parametri per ottenere una finitura dei fori di precisione efficiente e affidabile.
- Il continuo perfezionamento dei processi riduce gli scarti e i tempi di consegna, diminuendo i costi complessivi e aumentando la competitività del cliente.
In sintesi, LS Manufacturing eccelle nei servizi di lavorazione CNC offrendo alesatura di alta precisione e finitura di fori di precisione grazie a ispezioni certificate, affilatura avanzata degli utensili e gestione completa del processo. L'attenzione alla praticità è utile per garantire ai clienti la precisione dei fori che ricevono e dimostra quindi la competenza dell'azienda.
LS Manufacturing, settore dei dispositivi medici: progetto di lavorazione di precisione dei fori per impianti articolari.
Sfida del cliente
In un'azienda produttrice di dispositivi medici , si sono riscontrate serie difficoltà nella realizzazione di fori di posizionamento con diametro Φ8H6 sulla parte femorale, realizzata in lega di cobalto-cromo-molibdeno . Di conseguenza, l'alesatore ha funzionato correttamente solo per un massimo di 200 fori di posizionamento, compromettendo seriamente il processo produttivo. La variazione del diametro dei fori ha superato i limiti di 0,015 mm e la rugosità superficiale è risultata gravemente compromessa, con un valore Ra di 1,2 μm .
Soluzione di produzione LS
La soluzione proposta prevedeva l'impiego di un alesatore in carburo a grana finissima con caratteristiche geometriche ottimali: angolo di spoglia di 8° , tolleranza di 0,08 mm e così via. L'alesatore utilizza un utensile da taglio ottimale con uno speciale rivestimento PVD-AlTiN altrettanto ottimale. Durante la lavorazione, sono state utilizzate una velocità ottimale di 20 m/min e un avanzamento ottimale di 0,05 mm/giro .
Risultati e valore
Il risultato è stato a dir poco straordinario. La durata degli utensili è migliorata del 650% , passando da 1.500 fori , e la precisione dimensionale è stata mantenuta entro una tolleranza molto rigorosa di ±0,003 mm , mentre la finitura superficiale è migliorata notevolmente, raggiungendo Ra 0,4 micron. Questi miglioramenti nella capacità di processo hanno permesso al cliente di raggiungere un tasso di qualificazione della qualità del prodotto pari al 99,9% e hanno consentito un risparmio annuo sugli utensili di 11.000 dollari , un risultato eccezionale in termini di efficienza produttiva e costo totale di proprietà.
L'importanza di questo caso LS Manufacturing risiede nella dimostrazione che anche le lavorazioni metalliche più complesse possono essere gestite efficacemente da professionisti. La soluzione corretta e precisa fornita ci garantisce l'eccellenza produttiva e ci rende un partner autorevole nell'esecuzione di operazioni di produzione complesse.
Avete difficoltà con le leghe di cobalto-cromo? Scopriamo insieme soluzioni di precisione per una qualità dei fori superiore e una maggiore durata degli utensili.

Tendenze di sviluppo future e direzioni di innovazione nella tecnologia di lavorazione di precisione dei fori
I futuri aggiornamenti nella lavorazione di precisione dei fori devono superare l'importante sfida di raggiungere una precisione entro i micron ad alte velocità, passando dalla lavorazione statica tradizionale alla realizzazione di sistemi di lavorazione adattivi intelligenti. Gli sforzi di ricerca e sviluppo di LS Manufacturing sono pertinenti al superamento del problema di:
Utensili intelligenti con manutenzione predittiva
Da una modalità reattiva e di manutenzione, grazie anche ai nostri alesatori personalizzati dotati di chip RFID/NFC , questa soluzione ci permette di passare a una modalità predittiva. L'analisi della durata utile e dei dati di utilizzo dei nostri utensili avviene in tempo reale direttamente dalla macchina. La soluzione si basa sull'analisi storica delle alesature di alta precisione e prevede il momento in cui gli utensili devono essere sostituiti.
Sistemi di lavorazione adattivi a ciclo chiuso
Eliminiamo gli scarti dovuti all'usura dell'utensile o alla deriva termica grazie all'integrazione di un sistema di misurazione in linea con un circuito chiuso. Dopo la lavorazione di ogni foro, il diametro effettivo viene misurato da una sonda in linea. L'algoritmo calcola i valori di compensazione in base ai dati di misurazione. L'algoritmo del sistema calcola quindi la compensazione necessaria e aggiorna automaticamente l'offset dell'utensile per il pezzo successivo, garantendo una finitura del foro di precisione costante senza intervento manuale.
Sviluppo di processi avanzati per materiali di nuova generazione
Per quanto riguarda le leghe difficili da lavorare, siamo all'avanguardia nella ricerca sull'applicazione dell'alesatura assistita da ultrasuoni. In questa tecnica, una vibrazione ad alta frequenza viene incorporata con l'utensile di taglio. Di conseguenza, la forza di taglio e il calore generato durante la lavorazione vengono significativamente ridotti. Pertanto, è possibile andare oltre ciò che è possibile realizzare con i servizi di lavorazione CNC .
LS Manufacturing porta avanti l'arte della finitura di precisione dei fori con i nostri sistemi intelligenti a circuito chiuso in questi settori. Forniamo soluzioni efficaci ad alcune delle problematiche critiche associate all'usura degli utensili e alle variazioni del nostro processo, utilizzando la tecnologia dei sensori. Le applicazioni del nostro servizio di alesatura di precisione riguardano l' alesatura ad alta precisione.
FAQ
1. Quali sono i vantaggi degli alesatori speciali, oltre ai vantaggi usuali degli alesatori convenzionali?
I parametri geometrici ottimizzati consentono all'alesatore personalizzato di adattarsi con precisione alle condizioni di lavoro. Ciò si traduce in un notevole miglioramento in termini di durata, precisione di lavorazione e finitura superficiale, anche nelle lavorazioni di produzione.
2. Come selezionare il tipo di alesatore più adatto in base al materiale da lavorare?
Occorre inoltre tenere conto della qualità del materiale in termini di durezza e resistenza. Per il taglio dell'acciaio inossidabile è preferibile l'acciaio rapido al cobalto, mentre per le leghe di alluminio la soluzione ideale è il materiale PCD e per i materiali compositi il rivestimento diamantato è la scelta migliore. Il processo richiederà la determinazione dei parametri ottimali durante la prova di taglio.
3. Come garantire la stabilità e la precisione del diametro del foro durante la alesatura CNC?
Nella lavorazione sistematica, è necessario implementare il controllo ambientale per quanto riguarda la costanza della temperatura, la misurazione in linea delle dimensioni e la compensazione in linea dell'usura dell'utensile, in modo che il diametro dei fori possa essere controllato a livello di micron durante la produzione di massa.
4. Come valutare quantitativamente il rapporto costi-efficacia degli alesatori personalizzati?
Anche in questo processo si registrerebbe un aumento dei costi, sebbene per importi superiori a 5000 fori si possano riscontrare vantaggi economici evidenti, legati all'aumento dell'efficienza. È necessario sviluppare uno studio completo sul ritorno sull'investimento.
5. Quali sono le condizioni speciali di garanzia del processo necessarie per la alesatura di alta precisione?
Un ambiente a temperatura e umidità costanti, un sistema di misurazione online ad alta precisione e un sistema di gestione degli utensili sono requisiti essenziali per garantire accuratezza e stabilità alle operazioni di lavorazione. Tali requisiti sono equivalenti alle esigenze di qualità richieste nella produzione di alta gamma .
6. Come stabilire se un alesatore necessita di essere riaffilato o sostituito?
Infatti, se la deviazione del diametro del foro supera il 30% della tolleranza o se la rugosità della superficie peggiora e la forza di taglio aumenta, è necessario intervenire tempestivamente. Controlli periodici possono inoltre prevenire gravi problemi di qualità monitorando lo stato del tagliente.
7. Quali sono i punti chiave a cui prestare attenzione durante la alesatura di materiali speciali?
I materiali difficili da tagliare richiedono parametri geometrici ottimizzati, oltre a parametri di taglio ottimizzati. Le leghe ad alta temperatura necessitano di un elevato angolo di spoglia per evitare l'incrudimento. Il materiale composito presenta requisiti specifici per evitare difetti di delaminazione.
8. Come ottenere soluzioni professionali per la personalizzazione degli alesatori e preventivi accurati?
In questo contesto, i fornitori specializzati possono utilizzare informazioni specifiche relative al materiale del pezzo, alla precisione dei diametri dei fori e ai requisiti di produzione per soddisfare le esigenze tecniche. Puoi inviare facilmente il tuo progetto per ottenere un preventivo immediato entro 4 ore.
Riepilogo
Grazie a una selezione scientifica dell'alesatore e del processo di lavorazione, le aziende possono ottimizzare la qualità della lavorazione dei fori e la durata dell'alesatore, garantendo precisione ed economicità ottimali. Grazie all'esperienza nella personalizzazione e al sistema tecnico all'avanguardia, LS Manufacturing si propone come fornitore affidabile di servizi di lavorazione dei fori.
Se desiderate una soluzione personalizzata per il vostro processo di alesatura o un'analisi gratuita del processo, potete contattare il nostro team tecnico presso LS Manufacturing. Ci basteranno alcune informazioni sulle vostre esigenze di lavorazione e vi forniremo soluzioni professionali, inclusi preventivi gratuiti.
Migliora la qualità della lavorazione dei tuoi fori; gli alesatori personalizzati ti aiuteranno a raggiungere una precisione di ±0,005 mm.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


