
El mecanizado CNC presenta algunos problemas al taladrar agujeros, como la imposibilidad de determinar con precisión la abertura (con un nivel de exactitud de ±0,02 mm) y una elevada rugosidad superficial (con valores de Ra de 1,6 μm) . Estas condiciones se deben al uso de escariadores convencionales, que no son adecuados para las propiedades del material ni para la tecnología empleada.
El elemento clave para encontrar una solución es verificar que contamos con una personalización adecuada del diseño del escariador, en la medida de lo posible. Esto nos permitirá lograr el mecanizado de dimensiones exactas con una precisión de ±0,005 mm y un acabado superficial de Ra 0,4 µm .

Servicios de mecanizado CNC: Descripción general del mecanizado de agujeros de precisión
| Sección | Resumen |
| El problema | Los fabricantes se enfrentan a problemas como agujeros imprecisos, acabados toscos y altos costes al utilizar escariadores estándar en materiales especiales. |
| La razón principal | Estas dificultades se deben a la incompatibilidad inherente de las herramientas de uso general y a las especificaciones de las aplicaciones asociadas a dichas herramientas. |
| Nuestro enfoque | Los diseños de escariadores personalizados para cada cliente surgen de proyectos exitosos realizados para algunos clientes en una amplia gama de procesos de mecanizado. |
| El resultado | La personalización permite una precisión excepcional de ±0,005 mm y una calidad superficial superior de Ra 0,4 μm . |
Ofrecemos una solución a uno de los problemas más acuciantes del mecanizado de precisión: el suministro de escariadores diseñados a medida en lugar de escariadores estándar de baja calidad. Por lo tanto, nuestra solución resuelve directamente la falta de precisión en el corte, el deficiente acabado superficial del orificio y la escasa durabilidad de las herramientas.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
El mecanizado de precisión requiere y debe ir más allá del conocimiento. Gracias a nuestros más de 15 años de experiencia en nuestro taller, trabajando con aleaciones y tolerancias complejas, podemos ofrecer asesoramiento y orientación de calidad. En nuestro taller, cumplimos con las normas y reglamentos de seguridad establecidos por organizaciones como la Administración de Seguridad y Salud Ocupacional (OSHA) y aplicamos las mejores prácticas actuales, que cumplen o superan los estándares de organizaciones como 3D Systems .
Las capacidades de nuestro equipo han quedado demostradas en campos de aplicación críticos. Hemos fabricado piezas donde la tolerancia del orificio de perforación es crucial, como en el ensamblaje de componentes aeromecánicos o implantes médicos de alta exigencia. En estos ámbitos, se han llevado a cabo miles de proyectos complejos para encontrar soluciones basadas en las capacidades de las herramientas, los materiales, etc.
Los consejos que encontrarás en esta guía recogen todas las lecciones aprendidas a base de experiencia para que evites cometer errores y logres resultados de calidad. Confía en nosotros: todos estos consejos han sido probados a diario por nosotros mismos en nuestra práctica.

Figura 1: Acabado de orificios CNC de precisión utilizando herramientas de escariado especializadas de LS Manufacturing.
¿Cuáles son las ventajas de los escariadores personalizados en comparación con los escariadores estándar?
Es probable que los escariadores estándar fallen cuando existen requisitos de material y niveles de tolerancia específicos. Esto provoca desgaste. El problema se resuelve con herramientas de escariado personalizadas, ya que estas herramientas convierten la propia herramienta en una variable para el acabado preciso del orificio .
1. Optimización de la geometría específica del material
Es evidente que no se está utilizando un sistema geométrico común. En acero duro, se requiere un ángulo muy bajo de 6-8° para regular las fuerzas de corte, mientras que en aluminio, un ángulo de 10-12° con una superficie pulida en la ranura evita que las virutas se adhieran a la superficie de la herramienta de corte. De hecho, para lograr únicamente una fuerza de corte adecuada, se requiere un corte mucho más suave, lo que permite obtener un acabado superficial con un valor Ra de 0,4 µm, imposible con herramientas estándar.
Diseñado para garantizar la integridad dimensional y la estabilidad.
La tolerancia nominal permitida en una herramienta estándar es una apuesta. Cada uno de nosotros ha modificado sus escariadores personalizados para tener en cuenta el valor promedio del rango de tolerancia de su orificio , considerando la deflexión y dilatación de la máquina. Esta previsión, junto con nuestro rango de desviación controlada de 0,1 a 0,15 mm , nos permite suministrarle orificios con diámetros que se encuentran dentro de un rango de tolerancia de ±0,003 mm .
Diseño para una longevidad predecible en la producción
Ha llegado el momento de centrar la atención en el coste por orificio, en lugar del coste total. Debemos abordar sistemáticamente el problema de las fallas en las herramientas de perforación, aumentar su vida útil hasta tres veces y reducir la perforación, que supone una carga de mantenimiento en los servicios de mecanizado CNC de gran volumen, a un procedimiento predecible y con mayor tiempo de actividad mediante ángulos de ataque óptimos ( 15°-45° ), en función de la relación entre la profundidad y el diámetro del orificio, y recubrimientos personalizados para la perforación.
La importancia de esta guía radica en que proporciona una metodología aplicable y muestra los métodos para resolver una limitación de mecanizado. Su relevancia reside en su valor para lograr una configuración específica considerando parámetros geométricos y tolerancias de fabricación.

¿Cómo seleccionar el tipo de escariador y los parámetros geométricos óptimos en función de las propiedades del material?
El factor técnico clave que influye en el tipo y la geometría de la herramienta de escariado es la calidad de los orificios producidos, la vida útil de la herramienta y los costos asociados al proceso. Una elección incorrecta de la herramienta provoca un desgaste prematuro, orificios con un acabado superficial deficiente o la generación de material de desecho. Esta nota técnica explicará cómo seleccionar las herramientas de escariado adecuadas, comparando sus parámetros con las dificultades de mecanizado que presentan los diferentes materiales de las piezas.
| Grupo de materiales | Desafío primario | Escariador y recubrimiento recomendados | Geometría clave y enfoque en los parámetros | Resultado alcanzable |
| Aceros inoxidables | Alta dureza de trabajo, fuerza de corte, sobrecalentamiento. | Acero rápido de cobalto con recubrimiento de TiAlN para mejorar la dureza. | Ángulo positivo de 6° a 8° . Baja velocidad: velocidad de avance de hasta 15 m/min. | Controla el calor y la deformación, lo que permite un escariado de alta precisión constante y una mayor vida útil. |
| Aleaciones de aluminio | Se requiere alta adherencia del material (BUE) y un acabado superficial duro. | Punta de PCD (diamante policristalino) sólido. | Ángulo de ataque agudo y positivo (10°–12°) ; alta velocidad (~80 m/min); ranura pulida. | Elimina la acumulación de material en los bordes, logrando un acabado superior ( Ra <0,4 μm ) y una durabilidad extrema. |
| Materiales compuestos/PRFV | Desgaste abrasivo, deslaminación, desprendimiento de fibras. | Carburo de micrograno con recubrimiento de diamante de grano fino. | Filo de corte robusto, ángulo de ataque negativo o neutro y diseño único de la ranura de la viruta. | Reduce la abrasión y las fuerzas de cizallamiento, protegiendo la integridad del orificio y garantizando una vida útil de más de 5000 orificios. |
Esta selección sistemática es clave para un escariado de alta precisión . La herramienta debe adaptarse para contrarrestar el principal modo de fallo del material. Este método basado en datos controla la variación del orificio dentro de 0,002 mm y optimiza los costes, proporcionando una guía definitiva sobre cómo elegir escariadores para aplicaciones competitivas y de alto valor.
Figura 2: Configuración de un escariador CNC para el acabado preciso de agujeros por LS Manufacturing
¿Cómo garantizar la precisión del diámetro del orificio y la calidad de la superficie durante el escariado CNC?
El escariado de alta precisión reproducible implica contar con una máquina que proporcione resultados repetibles, así como prestar la atención necesaria al proceso general para lograr la repetibilidad. La clave reside en contrarrestar los factores que afectan al proceso de perforación, como la variación térmica, el desgaste de la herramienta y la evacuación de virutas.
Control de la estabilidad ambiental y térmica
- La temperatura ambiente no controlada es uno de los principales factores que contribuyen a la deriva dimensional.
- En nuestro laboratorio, se mantiene un taller de procesamiento con temperatura controlada a 20 ± 1 °C para reducir la expansión/contracción de la máquina herramienta, la pieza de trabajo y la herramienta de corte debido a la temperatura.
- Esta estabilidad básica del sistema elimina una de las variables más importantes, ya que estas coordenadas están directamente relacionadas con el resultado del mecanizado, lo cual es un factor clave para mantener las tolerancias en ±0,005 mm .
Monitoreo y compensación de procesos en tiempo real
- Esto provoca inconsistencias en el caso del mecanizado pasivo . Implementamos metrología en proceso para el control activo.
- Las tendencias predecibles de desgaste de las herramientas se identifican a partir de datos de medición en proceso o de preajuste de herramientas.
- Aplicará automáticamente estos microcambios a la trayectoria/desplazamientos de la herramienta, compensando el desgaste mucho antes de que las piezas se salgan de tolerancia, asegurando que los valores Cpk a largo plazo sean mejores que 1,67 .
Evacuación de virutas y acabado superficial optimizados
- Las virutas que se desprenden de la superficie del orificio son la principal causa de un acabado superficial deficiente. En particular, el diseño del sistema de suministro de fluido de corte se basa en solucionar este problema.
- La lubricación con cantidad mínima (MQL, por sus siglas en inglés) , aplicada con un caudal medido con precisión (por ejemplo, 50 ml/min ), suministra lubricación directamente al filo de corte.
- Esto proporciona simultáneamente una capacidad de lubricación eficaz que reduce la fricción y la temperatura, al tiempo que mantiene bajos los volúmenes de fluido, evitando así el recontacto de la superficie mecanizada, lo que juega un papel importante para garantizar una rugosidad superficial constante Ra de 4 µm .
En esta nota técnica se explica el procedimiento: un sistema de circuito cerrado que controla el entorno, la compensación y la lubricación. Proporciona una metodología reproducible para transformar el proceso de escariado CNC , pasando de una etapa de acabado variable a una operación predecible y de alta fiabilidad, capaz de lograr un acabado de orificios de precisión sostenido en entornos de producción exigentes.
¿Análisis comparativo de la viabilidad de los procesos de acabado de agujeros?
La identificación de las técnicas de acabado de orificios más adecuadas implica necesariamente considerar la precisión, la productividad y los costos. La siguiente sección comparará los procesos de escariado, bruñido y lapeado basándose en datos de producción reales y servirá como guía para el cálculo de costos.
| Proceso | Tolerancia típica (ISO) | Eficiencia relativa | Coste relativo por agujero (índice) | Mejor contexto de aplicación |
| Escariado | IT6-IT7 (Máximo) | Alto | Medio | Servicios de mecanizado CNC para agujeros pasantes/ciegos que requieren alta precisión de posicionamiento y acabado en una sola operación. |
| Afilado | TI7-TI8 | Medio ( 3-5 agujeros/min ) | Alto | Lograr un acabado superficial fino y una geometría de orificio exacta en materiales endurecidos o corregir errores de forma. |
| Lazadas | TI5-TI6 | Muy bajo | Bajo (por ejemplo, 0,5 yenes/agujero) | Lograr un acabado superficial ultrafino en piezas pequeñas y endurecidas donde la eliminación de material es mínima. |
El escariado más rentable debe cumplir con todas estas restricciones. En un orificio Φ10H7 , el máximo beneficio en relación con las restricciones de costo para un escariador personalizado , en comparación con las operaciones de bruñido y lapeado, se obtiene con un escariador optimizado. La recomendación es la siguiente: Elija en función de dónde sean más importantes la precisión en una sola configuración, la corrección del error de forma y el acabado superficial del material endurecido: escariado, bruñido o lapeado.
¿Cómo puede la optimización de la geometría de la herramienta abordar los desafíos del mecanizado de materiales específicos?
La dificultad surge cuando la geometría tradicional de la herramienta no funciona bien con materiales avanzados, ya que el endurecimiento por deformación, la delaminación o las vibraciones reducen la calidad de las piezas. La solución consiste en diseñar intencionadamente la forma de la herramienta para compensar el modo de fallo específico del material, transformando la tarea que causa dificultades en un proceso optimizado. Esta es la clave para elegir escariadores de forma eficaz en aplicaciones exigentes.
Prevención del endurecimiento por deformación en aleaciones resistentes al calor
- Un material endurecible por deformación como el Inconel se endurece rápidamente bajo una presión excesiva combinada con altas temperaturas generadas por una herramienta estándar.
- Empleamos un ángulo de ataque muy positivo; por ejemplo, 15° produce virutas más finas y sin deformar, lo que reduce considerablemente las fuerzas de corte.
- Gracias a su superficie lisa y su recubrimiento optimizado, la geometría corta el material sin deformaciones, lo que garantiza que no se endurezca y sea estable para un acabado de precisión de los orificios con tolerancia IT6.
Eliminación de la delaminación en materiales compuestos
- Debido a su estructura multicapa , es propenso a astillarse y a que se desprendan las fibras durante un corte deficiente.
- La hoja emplea un filo extremadamente afilado con un borde y una superficie de corte purificados.
- De esta forma, se produce un movimiento de tijera, sin desgarro, creando un borde de corte limpio y sin rebabas en el orificio, lo que da como resultado un borde de orificio de alta calidad.
Amortiguación de vibraciones en componentes de paredes delgadas
- Estas secciones delgadas provocan vibraciones durante el mecanizado, lo que da lugar a acabados superficiales deficientes , además de agujeros elípticos y agrandados.
- En nuestras herramientas de escariado personalizadas , se ha empleado un paso/hélice variable para neutralizar, en cierta medida, estas vibraciones resonantes.
- Este diseño afecta la distribución de la frecuencia de resonancia, lo que provoca una amortiguación de dicha frecuencia debido a la vibración de resonancia. Además, permite un mecanizado estable, una mayor tasa de remoción de material y un nivel de precisión IT6.
El trabajo presentado ofrece un método para la solución de problemas complejos específicos. Demuestra que un buen resultado para materiales duros no reside en una solución de mayor calidad, sino en una correcta definición de la geometría en las herramientas de escariado personalizadas .
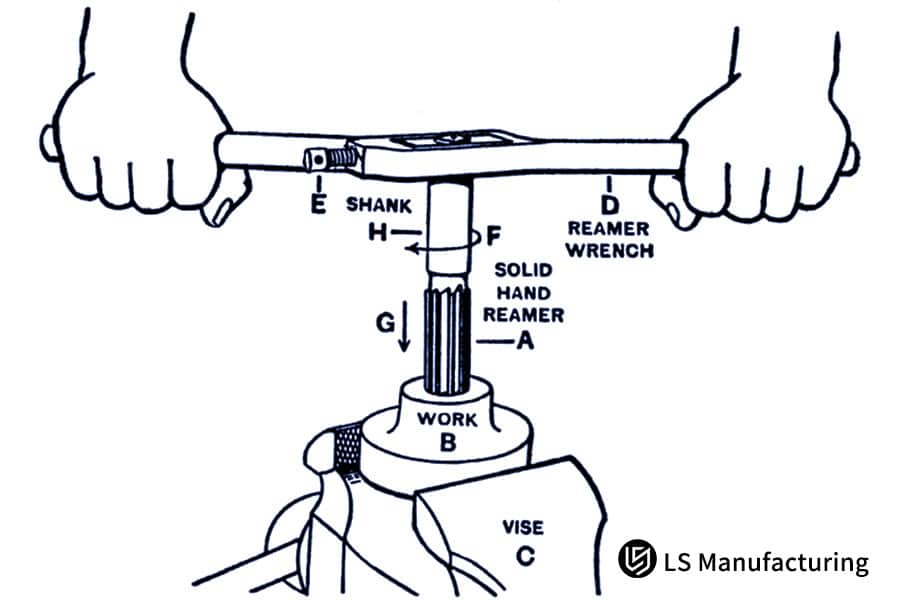
Figura 3: Acabado manual de agujeros utilizando una herramienta de escariado en una pieza de trabajo por LS Manufacturing
¿Qué medidas especiales de control de procesos se requieren para el escariado de alta precisión?
Las operaciones de escariado de alta precisión en componentes críticos se realizan dentro de una cámara climática. La temperatura se mantiene constante a un valor fijo de 20 °C ± 0,5 °C , y los niveles de humedad también se mantienen constantes debido a los efectos de la dilatación térmica en las máquinas herramienta y los componentes, así como en otros equipos de medición necesarios para este proceso. De esta manera, se elimina el principal factor que contribuye a las variaciones en las piezas.
La estabilidad ambiental como fundamento
Todos los procesos de acabado de orificios de precisión para componentes críticos se realizan en un recinto con ambiente controlado. La temperatura en este recinto se mantiene constante a 20 °C ± 0,5 °C , con humedad controlada para contrarrestar el aumento de temperatura en las máquinas herramienta, las piezas y los equipos de medición. De esta manera, se elimina una importante fuente de error dimensional que provoca variaciones en las mediciones entre las piezas.
Compensación en tiempo real mediante metrología en proceso
Utilizamos sistemas de retroalimentación de circuito cerrado donde la sonda táctil o el micrómetro láser miden el diámetro del orificio inmediatamente después de finalizar el ciclo de escariado. Los resultados se retroalimentan al control de la máquina, donde se implementa una compensación automática de la herramienta. Esta rápida acción, parte de nuestros servicios de mecanizado CNC, evita la obtención de piezas defectuosas, ya que mantiene las especificaciones dentro del margen de tolerancia del orificio.
Gestión del ciclo de vida y del rendimiento de las herramientas
Cada herramienta de escariado personalizada ofrece trazabilidad desde su primer uso a través de su sistema de gestión de herramientas. Este sistema registra la cantidad de orificios perforados con cada herramienta, así como sus cortes y pruebas. El registro generado permite realizar cambios de herramienta en el futuro, basándose en datos reales en lugar de estimaciones para un uso óptimo y una entrega antes de que la herramienta falle, según las previsiones.
Este control y escariado de alta precisión reflejan la capacidad de mantener la exactitud por debajo del nivel submicrométrico de forma planificada, no aleatoria. La base de nuestra competitividad radica en nuestra estrategia de equilibrar la importancia del control ambiental, la inspección en proceso y el uso del conocimiento en nuestros servicios de mecanizado CNC para mitigar el efecto del acabado de precisión de orificios en masa.
¿Cómo se puede evaluar cuantitativamente la rentabilidad de los escariadores hechos a medida?
En este sentido, para evaluar correctamente el retorno de la inversión de estas herramientas personalizadas , se ha hecho necesario pasar del concepto de inversión al de coste total de uso. Como parte de esta presentación sobre una metodología para identificar un escariado rentable , se establecerán los aspectos económicos de las herramientas de escariado personalizadas para abordar dificultades de producción específicas:
Diagnóstico del problema y establecimiento de la línea de base
El proceso comienza con un análisis forense de la operación de perforación/escariado existente. Medimos no solo el diámetro final del orificio y el acabado superficial , sino también la progresión del desgaste de la herramienta, el tiempo de ciclo y los costos ocultos de inactividad y desperdicio. Para un cliente que fabrica cuerpos de válvulas hidráulicas, el análisis inicial reveló que un escariador estándar duraba solo 3000 orificios antes de superar una tolerancia de 5 µm, lo que provocaba una tasa de desperdicio del 2 % y paradas frecuentes.
Diseño de herramientas personalizadas para un rendimiento óptimo
Basándonos en datos de diagnóstico, la herramienta se diseña para la aplicación específica. Esto implica seleccionar un sustrato (por ejemplo, carburo de micrograno), optimizar la geometría de la ranura para la evacuación de virutas y aplicar un recubrimiento patentado resistente al desgaste. Para el caso del cuerpo de la válvula, especificamos un diseño de ranura pulida y un recubrimiento de AlTiN, que se dirige directamente al desgaste abrasivo y a la acumulación de material en el borde, identificados como los principales modos de fallo.
Fabricación de precisión y validación
Este diseño se materializa mediante nuestros servicios internos de mecanizado CNC para garantizar que la geometría de la herramienta coincida a la perfección con el modelo CAD. Cada herramienta se somete a una rigurosa inspección en máquinas de medición por coordenadas (MMC) para confirmar dimensiones críticas como la concentricidad de la ranura y la preparación del filo. Esto asegura que el rendimiento diseñado se incorpore a la herramienta física antes de las pruebas de campo.
Modelado del retorno de la inversión y análisis del costo del ciclo de vida
Realizamos una prueba de producción controlada con la herramienta personalizada, recopilando datos de rendimiento empíricos para alimentar un modelo financiero que comparará el costo total por orificio. En ese caso, la vida útil del escariador personalizado aumentó a 10 000 orificios , el desperdicio se redujo al 0,1 % y el tiempo de ciclo mejoró un 15 % . El modelo cuantificó un costo por orificio un 40 % menor y demostró una recuperación de la inversión en menos de 2 meses con un volumen de 10 000 orificios al mes .
Este informe describe un proceso complejo y técnico para identificar el escariado rentable, desde el análisis de la causa raíz hasta la recuperación de la inversión económicamente comprobada. Este informe demostrará que el beneficio económicamente viable de las herramientas de escariado personalizadas no es una mera hipótesis ni una simple especulación, sino el resultado analítico de ciertos parámetros de ingeniería y fabricación de precisión. Esta es la diferencia que nos distingue con este enfoque metodológico empírico y basado en datos para abordar problemas y preocupaciones específicas sobre el costo por orificio en sus servicios actuales de mecanizado CNC .

Figura 4: Selección de escariadores para operaciones de mecanizado CNC de alta precisión por LS Manufacturing
¿Cómo evaluar la capacidad de mecanizado de agujeros de precisión de un proveedor de mecanizado CNC?
La evaluación de la capacidad de un proveedor de mecanizado CNC para el acabado de precisión de orificios depende de garantizar la exactitud dimensional y la fiabilidad del proceso. LS Manufacturing, con su laboratorio acreditado por CNAS y su gestión integral de herramientas , ofrece soluciones que abordan directamente los desafíos del control de precisión y la eficiencia.
Capacidad de inspección y verificación de precisión
- Un centro de inspección acreditado por CNAS proporciona informes fidedignos sobre la precisión del diámetro de los orificios con una exactitud de ±0,001 mm , verificando la calidad en tiempo real.
- También se utilizan equipos de metrología de alta tecnología para realizar un seguimiento de los datos de los agujeros con el fin de obtener información inmediata en caso de desviación de las especificaciones de diseño.
- Esto contribuye en gran medida a garantizar que haya poco error humano y que se pueda asegurar la precisión a medida que se obtienen resultados medibles.
Fabricación de herramientas de corte y optimización de su rendimiento
- Los escariadores personalizados , fabricados con máquinas rectificadoras de herramientas de 5 ejes altamente avanzadas, proporcionan una precisión geométrica para un escariado productivo de alta precisión .
- El uso de un sistema propio de gestión de la vida útil de las herramientas proporciona a los propietarios la capacidad de calibrar y mantener las herramientas, aumentando así su vida útil.
- Los parámetros de esta herramienta pueden optimizarse para materiales específicos, logrando una mayor resistencia al desgaste y una mayor uniformidad en el acabado de los orificios. Entre las condiciones variables se incluye la temperatura.
Integración de servicios y procesos de extremo a extremo
- Ofrecemos servicios integrales de mecanizado CNC , que abarcan la personalización de herramientas, la configuración del proceso, el mecanizado y la inspección final.
- Las soluciones de mecanizado CNC personalizadas integran la optimización inteligente de parámetros para lograr un acabado de orificios de precisión eficiente y fiable.
- El perfeccionamiento continuo de los procesos reduce los índices de desperdicio y los plazos de entrega, lo que disminuye el coste total y aumenta la competitividad del cliente.
En resumen, LS Manufacturing destaca en servicios de mecanizado CNC al ofrecer escariado de alta precisión y acabado de orificios de precisión mediante inspección certificada, afilado avanzado de herramientas y gestión integral. El énfasis en la practicidad garantiza a los clientes la precisión de los orificios que reciben, lo que demuestra su experiencia.
LS Manufacturing, industria de dispositivos médicos: Proyecto de mecanizado de precisión de orificios para implantes articulares
Desafío del cliente
En una empresa fabricante de dispositivos médicos , la compañía tuvo serios problemas para producir orificios de posicionamiento con un valor de Φ8H6 en la parte femoral, que consta de una aleación de cobalto-cromo-molibdeno . Como consecuencia, el escariador funcionó correctamente para producir orificios de posicionamiento solo hasta un máximo de 200 orificios , lo que afectó seriamente el proceso de producción. La variación producida en el diámetro del orificio superó los límites en 0,015 mm , y la rugosidad superficial se vio seriamente afectada con Ra1,2 μm .
Solución de fabricación LS
La solución propuesta requería el uso de un escariador de carburo de grano ultrafino diseñado con características geométricas óptimas: ángulo de ataque de 8° , tolerancia de 0,08 mm , etc. El escariador emplea la herramienta de corte óptima con una capa de recubrimiento PVD-AlTiN especial óptima. Durante el mecanizado, se utilizó una velocidad óptima de 20 m/min y un avance óptimo de 0,05 mm/r .
Resultados y valor
El resultado fue sencillamente espectacular. La vida útil de las herramientas aumentó un 650 % (de 1500 orificios) , la precisión dimensional se mantuvo dentro de una tolerancia muy estricta de ±0,003 mm y el acabado superficial mejoró notablemente hasta alcanzar Ra 0,4 micras. Estas mejoras en la capacidad del proceso han permitido que la tasa de calificación de calidad del producto del cliente sea del 99,9 % y han generado ahorros anuales en herramientas de 11 000 dólares , cifras excepcionales en términos de eficiencia de producción y coste total de propiedad.
La importancia de este caso de LS Manufacturing radica en demostrar que incluso las tareas de mecanizado de metales más complejas pueden ser abordadas eficazmente por profesionales. La solución correcta y precisa que nos brindaron garantiza la excelencia en la fabricación y nos convierte en un socio de confianza para la realización de operaciones de fabricación complejas.
¿Tiene problemas con las aleaciones de cobalto-cromo? Exploremos soluciones de precisión para lograr una calidad de orificio superior y una mayor vida útil de la herramienta.

Tendencias de desarrollo futuras y direcciones de innovación en la tecnología de mecanizado de agujeros de precisión.
Las futuras mejoras en el mecanizado de orificios de precisión deben superar la importante tarea de lograr una exactitud de micras a altas velocidades, desde el mecanizado estático tradicional hasta la configuración de sistemas de mecanizado adaptativos inteligentes. Los esfuerzos de I+D de LS Manufacturing son pertinentes para superar el problema de:
Herramientas inteligentes con mantenimiento predictivo
Desde un enfoque reactivo y de mantenimiento, y gracias a nuestros escariadores personalizados con chip RFID/NFC , esta solución nos permite pasar a un enfoque predictivo. El análisis de la vida útil y los datos de uso de nuestras herramientas se realiza en tiempo real directamente desde la máquina. La solución se basa en el análisis histórico del escariado de alta precisión y predice el momento en que se deben cambiar las herramientas.
Sistemas de mecanizado adaptativos de circuito cerrado
Eliminamos los desperdicios causados por el desgaste de la herramienta o la deriva térmica mediante la incorporación de un sistema de sondeo en tiempo real con circuito cerrado. Tras el mecanizado de cada orificio, se mide su diámetro real con una sonda en línea. El algoritmo calcula los valores de compensación a partir de los datos de medición. A continuación, el algoritmo del sistema calcula la compensación necesaria y actualiza automáticamente el desplazamiento de la herramienta para la siguiente pieza, garantizando un acabado de orificios de precisión uniforme sin intervención manual.
Desarrollo de procesos avanzados para materiales de próxima generación
En el ámbito de las aleaciones difíciles de mecanizar, somos pioneros en la investigación de la aplicación del escariado asistido por ultrasonidos. Esta técnica incorpora una vibración de alta frecuencia a la herramienta de corte. En consecuencia, se reduce significativamente la fuerza de corte y el calor generado durante el proceso. Por lo tanto, es posible superar las capacidades de los servicios de mecanizado CNC .
LS Manufacturing impulsa el arte del acabado de precisión de orificios con nuestros sistemas inteligentes de circuito cerrado en estas áreas. Ofrecemos soluciones eficaces para algunos de los problemas críticos relacionados con el desgaste de las herramientas y las variaciones en nuestro proceso mediante tecnología de sensores. Las aplicaciones en nuestro servicio de escariado de precisión se refieren al escariado de alta precisión.
Preguntas frecuentes
1. ¿Qué ventajas ofrecen los escariadores especiales además de las ventajas habituales de los escariadores convencionales?
Los parámetros geométricos optimizados permiten que el escariador personalizado se adapte con precisión a las condiciones de trabajo. De este modo, se logra una mejora sustancial en la durabilidad y precisión del mecanizado, así como en el acabado superficial, incluso en procesos de producción en serie.
2. ¿Cómo seleccionar el tipo de escariador más adecuado según el material a procesar?
También debe tenerse en cuenta la calidad del material en cuanto a dureza y resistencia. Se recomienda el acero rápido al cobalto para el corte de acero inoxidable, el material PCD para el corte de aleaciones de aluminio y el recubrimiento de diamante para el corte de materiales compuestos. El proceso requerirá la determinación de los parámetros óptimos durante la prueba de corte.
3. ¿Cómo garantizar la estabilidad de la precisión del diámetro del orificio durante el escariado CNC?
En el procesamiento sistemático, es necesario implementar un control ambiental que garantice la constancia de la temperatura, la medición dimensional en línea y la compensación en línea del desgaste de las herramientas, de modo que el diámetro de los orificios pueda controlarse a nivel micrométrico durante la producción en masa.
4. ¿Cómo evaluar cuantitativamente la rentabilidad de los escariadores personalizados?
Incluso en este proceso, se produciría un aumento de los costes, aunque existen ventajas económicas evidentes para valores superiores a 5000 agujeros , relacionadas con el aumento de la eficiencia. Es necesario elaborar un estudio completo sobre la rentabilidad de la inversión.
5. ¿Qué condiciones especiales de garantía de proceso se requieren para el escariado de alta precisión?
Un entorno de temperatura y humedad constantes, un sistema de medición en línea de alta precisión y un sistema de gestión de herramientas son requisitos indispensables para que una operación de mecanizado sea precisa y estable. Estos requisitos son equivalentes a las exigencias de calidad requeridas en la fabricación de alta gama .
6. ¿Cómo determinar si un escariador necesita ser afilado o reemplazado?
Si la desviación en el diámetro del orificio supera el 30 % del rango de tolerancia, o si la rugosidad de la superficie se deteriora y la fuerza de corte aumenta, se deben tomar las medidas oportunas sin demora. Las revisiones periódicas también permiten evitar problemas de calidad graves al observar el estado del filo de corte.
7. ¿Cuáles son los puntos clave a tener en cuenta al estudiar materiales especiales?
Los materiales difíciles de mecanizar requieren parámetros geométricos y de corte optimizados. Las aleaciones de alta temperatura necesitan un ángulo de ataque elevado para evitar el endurecimiento por deformación. El material compuesto tiene un requisito especial para evitar la delaminación.
8. ¿Cómo obtener soluciones profesionales de personalización de escariadores y presupuestos precisos?
En este contexto, los proveedores especializados pueden utilizar información específica sobre el material de la pieza, la precisión de los diámetros de los orificios y los requisitos de producción para cumplir con las especificaciones técnicas. Puede enviar fácilmente su diseño para obtener un presupuesto instantáneo en 4 horas.
Resumen
Mediante la selección científica del escariador y el proceso de mecanizado, las empresas pueden optimizar la calidad del mecanizado de orificios y la vida útil del escariador, garantizando así que la precisión y la rentabilidad del mecanizado alcancen un nivel óptimo. Gracias a su experiencia en personalización y su sistema técnico, LS Manufacturing se posiciona como un proveedor fiable de servicios de mecanizado de orificios.
Si desea una solución a medida para su proceso de escariado o un análisis de proceso gratuito, puede contactar con nuestro equipo técnico en LS Manufacturing. Solo necesitamos información sobre sus necesidades de mecanizado y le proporcionaremos soluciones expertas, incluyendo presupuestos gratuitos.
Mejore la calidad del mecanizado de sus orificios; los escariadores personalizados le ayudarán a lograr una precisión de ±0,005 mm.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


