
Service d'usinage de précision commence par la connaissance de la différence entre l'acrylique coulé et l'acrylique extrudé, bien que le choix du bon matériau soit la première étape d'une série de tâches plus difficiles lorsqu'une haute qualité est requise. En particulier, la vraie difficulté réside dans la façon dont on garantit l'intégrité et le fonctionnement de la pièce lors de l'usinage de précision ultérieur, car le problème fondamental est que les propriétés physiques de l'acrylique coulé et extrudé définissent la façon dont ils sont usinés, où le fait de ne pas les reconnaître entraîne des fissurations et des échecs de tolérance, créant des rebuts inutiles.
C'est là que nos services de fabrication acrylique personnalisés s'avèrent utiles, allant au-delà des bases de la simple découpe pour utiliser la puissance de l'expertise en science des matériaux ainsi que 10 000 watts de laser et un fraisage CNC à grande vitesse pour traiter entièrement vos pièces dans la conception pour la fabrication et dans l'usinage réel. Nous sommes en mesure de résoudre toutes les difficultés rencontrées lors de l'usinage de pièces moulées et extrudées, et notre analyse ultérieure utilisera un point de vue appliqué sur le « processus ».

Fabrication acrylique personnalisée : référence rapide sur l'usinage
| Considération clé | Solution technique pour l'acrylique coulé et extrudé |
| Contrainte interne du matériau | L'acrylique coulé sans contrainte et les conditions d'usinage contrôlées empêchent la fissuration sous contrainte. |
| Contrôle des éclats et de la fonte | Un outillage spécialisé, une rotation rapide de la broche et une application efficace du liquide de refroidissement produisent des coupes nettes sans fondre. |
| Clarté et finition des bords | L'outillage diamanté finement affûté et le polissage à la flamme après usinage produisent des bords optiquement clairs. |
| Stabilité dimensionnelle | La conception et les processus de la machine garantissent qu'il n'y a pas de déformation pendant le processus d'usinage. |
| Notre optimisation de processus | Des vitesses d'avance, des vitesses de coupe et des parcours d'outils spécifiques sont développés pour chaque type d'acrylique (Plexiglas/Lucite). |
| Résultat : clarté optique | Le résultat final est un un usinage de précision de pièces de qualité optique, hautement transparent avec un faible brume. |
| Résultat : Intégrité structurelle | Le résultat final est des pièces dimensionnellement précises et solides, sans aucune fracture de contrainte interne. |
Nous résolvons les problèmes associés à l'usinage de l'acrylique coulé et extrudé avec des coupes nettes, précises et précises. Pas de fonte, de fissuration et de flou ici. Au lieu de cela, nous produisons des produits structurellement solides avec une grande transparence optique et des bords lisses, prêts à être utilisés dans des luminaires, des vitrines et d'autres applications sophistiquées.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts en fabrication LS
Bien qu'il existe de nombreuses ressources qui peuvent vous renseigner sur l'acrylique, notre guide a été rédigé sur la base d'une expérience réelle en usine, et non de la littérature académique. Notre réalité est de faire face à la personnalité unique de l'acrylique coulé et extrudé alors que nous l'usinons pour respecter les tolérances. Non seulement nous comprenons ses propriétés, mais notre gagne-pain même repose sur notre capacité à gérer les problèmes thermiques de l'acrylique coulé pendant l'usinage et les contraintes inhérentes de l'acrylique extrudé lors du fraisage.
Les compétences acquises grâce à cette approche sont utilisées dans des projets importants. Nous fabriquons des conduits de lumière optiques avecla plus grande clarté, fabriquons des éléments d'affichage à grande échelle qui nécessitent des joints sans soudure et des boîtiers trempés à la machine qui ne peuvent présenter aucun défaut. L'ensemble du processus de fabrication de notre entreprise suit strictement les exigences de qualité établies par l'International Aerospace Quality Group (IAQG), ainsi que par les politiques de protection de l'environnement de l'Environmental Protection Agency (EPA).
Toutes les recommandations présentées ici sont fondées sur des milliers de cycles de production réussis. Nous avons déterminé exactement quelle trajectoire d'outil permet de réduire l'écaillage des bords extrudés, quelle pression du liquide de refroidissement produit les meilleures finitions de surface sur les blocs coulés et la vitesse d'avance appropriée pour différents matériaux. Nous vous fournissons des connaissances approfondies basées sur l'expérience afin d'économiser de l'argent pour des opérations d'essais et d'erreurs inutiles. Les informations présentées ici sont les mêmes que celles que nous utilisons chaque jour pour fournir les meilleures pièces acryliques hautes performances.

Figure 1 : Un usinage de précision perce des trous précis dans des panneaux acryliques extrudés transparents pour un assemblage industriel.
Pourquoi LS Manufacturing est-il le premier choix pour un service d'usinage de précision dans les projets acryliques haut de gamme ?
Le plus grand défi de tout usinage de précision acrylique haut de gamme réside dans le maintien d'une précision dimensionnelle parfaite afin d'éviter un assemblage post-traitement supplémentaire. Voici la méthodologie que nous utilisons pour stabiliser la tolérance d'usinage des feuilles acryliques 10 mm d'épaisseur à ±0,05 mm à l'aide de notre cadre de contrôle de précision :
Protocole intégré de conditionnement thermique et d'usinage
L'instabilité des matériaux est traitée de manière proactive. Les flans sont soumis à une période de conditionnement de 24 heures dans des conditions soigneusement surveillées de 20 ± 1°C. Il est important de noter que le service d'usinage de précision que nous proposons comprend un système de jet d'air cryogénique en temps réel qui se concentre sur la zone de coupe, maintenant ainsi le ΔT inférieur à 2°C. Cela empêche tout fluage thermique, fournissant ainsi une base cohérente pour la découpe acrylique de haute précision.
Métrologie en temps réel et correction adaptative du parcours d'outil
Nous mettons en œuvre un système de mesure et de compensation en boucle fermée en cours de processus. Un scanner laser sans contact capture le profil d'un élément usiné immédiatement après la découpe initiale. Le logiciel LS Manufacturing Engineering compare ces données au modèle CAO et calcule les écarts. Le système génère et exécute ensuite automatiquement un parcours d'outil correctif au niveau du micron, un élément essentiel de nos capacités de micro-usinage de précision pour un service de fabrication acrylique personnalisé sans faille.
Paramètres d'usinage validés et spécifiques au matériau
Les paramètres génériques ne sont pas utilisés et les techniques ont été spécialement conçues pour l'acrylique. Dans le cas de matériaux 10 mm d'épaisseur, un processus en plusieurs étapes devient obligatoire ; cela implique une découpe rapide avec un minimum de contraintes, puis une finition finale unique de 0,2 mm . Chaque technique est testée avec des éprouvettes, et leurs dimensions sont vérifiées avec un comparateur optique. C'est grâce à ces tests rigoureux que nous définissons notre solution avancée d'usinage de précision.
Les paramètres génériques ne sont pas utilisés et les techniques ont été spécialement conçues pour l'acrylique. Dans le cas de matériaux de 10 mm d'épaisseur, un processus en plusieurs étapes devient obligatoire ; cela implique une découpe rapide avec un minimum de contraintes, puis une seule finition finale 0,2 mm. Chaque technique est testée avec des éprouvettes, et leurs dimensions sont vérifiées avec un comparateur optique. C'est grâce à ces tests rigoureux que nous définissons nos projets d'usinage de précision exigeants.

Comment un service de fabrication acrylique personnalisé peut-il réduire le risque de fissuration sous contrainte dans les composants de qualité médicale ?
La fissuration sous contrainte (fissuration) due à l'usinage et à l'interaction chimique est une cause importante de défaillance des composants de qualité médicale tels que les guides de fluides et le matériel de laboratoire. Cette note technique décrit notre processus exclusif de fabrication et de conditionnement qui réduit le potentiel de fissuration de plus de 95 % lors de tests d'essuyage IPA à 70 %. La procédure prend en compte les raisons sous-jacentes : soulagement des contraintes intrinsèques du matériau et inhibition de toute recontrainte lors de l'usinage :
Sélection des matériaux et évaluation avant traitement
- Identification des contraintes inhérentes : Nous sélectionnons l'acrylique coulé en cellules pour les utilisations critiques. Dans le service d'usinage d'acrylique extrudé, nous mesurons toute contrainte résiduelle à l'aide d'un examen par lumière polarisée.
- Orientation stratégique du blanc : Les flans sont découpés à partir de la feuille principale avec une orientation par rapport à l'axe d'extrusion. Il réduit l'état de contrainte inhérent soumis à l'outil de coupe lors de l'usinage de précision des dispositifs médicaux.
Protocole d'usinage échelonné à basse température
- Entrée thermique contrôlée : Le service de fabrication acrylique personnalisé utilise un processus de « fraisage par étapes à froid ». Nous utilisons des outils à grand nombre de cannelures et des optimisations géométriques.
- Enlèvement de matière incrémentiel : Les composants critiques de la pièce sont usinés à l'aide de techniques d'enlèvement de matière incrémentiel (≤0,5 mm par passe), évitant toute accumulation de chaleur et déformation plastique entraînant la formation de contraintes supplémentaires et garantissant intégrité de l'usinage de précision.
Soulagement systématique des contraintes post-usinage
- Recuit thermique programmé : Le composant individuel est soumis à un processus de recuit après l'usinage. Le processus de recuit implique une augmentation contrôlée de la température jusqu'à un niveau inférieur à la température de déflexion du matériau.
- Refroidissement progressif : Les pièces subissent un refroidissement dans le four grâce à un processus qui se déroule à une vitesse délibérée de moins de 2°C par minute pour permettre la relaxation des molécules de polymère et un soulagement efficace du stress.
Validation via des tests chimiques agressifs
- Garantie de performance quantitative : La validation de la procédure implique l'exposition des échantillons de tous les lots à un contact prolongé avec de l'alcool isopropylique à 70 %.
- Commentaires sur l'analyse des pannes : En cas d'événement inhabituel, le problème est soigneusement enregistré et des mesures correctives sont prises pour affiner le processus de fabrication de usinage de précision à enjeux élevés.
Le protocole établit notre avantage technique concurrentiel : la conception de l'atténuation des fissures est un effort délibéré. Les performances sont assurées grâce à un contrôle systématique de l’état du matériau avant, pendant et après l’usinage. L'intégration éprouvée de la manutention prédictive des matériaux, de l'usinage thermique et du post-traitement valide la fiabilité exigée pour les applications d'usinage de précision critiques.
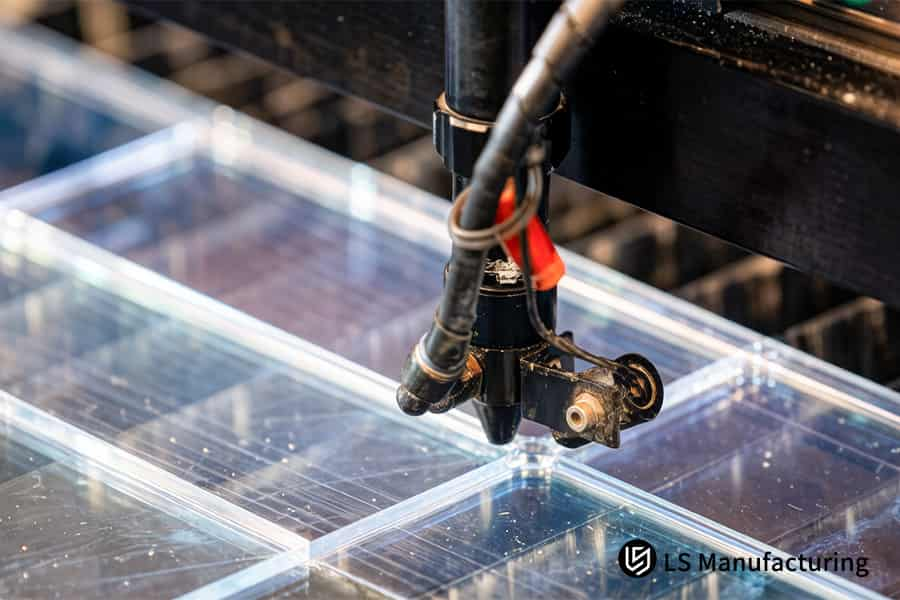
Figure 2 : L'usinage de précision usine des surfaces planes sur les fonds de récipients en acrylique coulé pour un ajustement étanche.
Pourquoi les ingénieurs devraient-ils donner la priorité à l'usinage de précision de l'acrylique coulé pour une clarté optique structurelle ?
Les ingénieurs qui conçoivent des fenêtres optiques doivent trouver un équilibre entre la résistance structurelle et une clarté optique complète. Pour de telles fenêtres optiques, l'acrylique coulé est le meilleur choix pour le matériau homogène ; cependant, l'usinage traditionnel crée des irrégularités de surface qui conduisent à une diffusion optique. Ce document présente une pièce de fabrication acrylique de haute précision avec une rugosité de surface une fois finie de Ra ≤ 0,2μm. Le processus d'usinage évite un polissage coûteux, réduisant ainsi le temps de réalisation du projet de 30 %.
| Aspect | Stratégie technique et résultats quantifiables |
| Fondation matérielle | Le seul matériau utilisé pour l'usinage est une plaque acrylique coulée recuite à cellules fines, offrant un matériau sans contrainte et optiquement cohérent nécessaire à l'usinage de précision de l'acrylique coulé. |
| Outillage et processus | LeLe tournage au diamant en un seul point (SPDT) sur un tour ultra-précis est effectué, où l'outil de coupe à plusieurs cannelures est remplacé par le SPDT pour éliminer les marques d'outil périodiques et les ondulations à moyenne fréquence. |
| Paramètres d'usinage | Le processus d'usinage optique de précision implique une profondeur de coupe inférieure au micron, une vitesse de broche ultra-élevée et une vitesse d'avance de résolution nanométrique pour un finition de surface miroir de Ra 0,2μm. |
| Stabilité du système | La stabilité thermique du système d'usinage est contrôlée par un jet d'air réfrigéré et une isolation en granit de la base de la machine, ce qui est impératif dans Usinage de précision submicronique. |
| Validation et portail | 100 % des surfaces optiques sont validées par interférométrie à lumière blanche ; seules les surfaces optiques répondant à la spécification Ra ≤ 0,2μm sont qualifiées pour le traitement, et aucun post-polissage ou réduction directe des coûts n'est requis. |
La profondeur de l'ingénierie évoquée dans ce document relève le défi du client en matière de pertes de temps et de qualité dues à une mauvaise finition. Les composants optiques prêts à l'emploi sont fournis en modifiant le processus de polissage manuel avec un usinage de précision contrôlé et déterministe. Ce document établit une norme compétitive de l'industrie que les ingénieurs doivent suivre et obtenir des résultats supérieurs en termes de performances optiques et mécaniques, ainsi qu'une réduction des coûts de projet.
Comment le service d'usinage d'acrylique extrudé optimise-t-il le coût de fabrication pour les commandes d'affichage à grande échelle ?
Le coût unitaire des commandes d'affichage à grande échelle dépend du taux de rendement du matériau et du temps de traitement, en plus du coût du matériau par unité de poids. Dans cette section, une approche de service d'usinage d'acrylique extrudé pour optimiser les coûts de fabrication unitaires des commandes d'affichage sera présentée. Nos processus de fabrication offrent un taux de rendement total des matériaux de 92, tout en réduisant le temps de traitement des pièces de plus de 40% par rapport à un cycle de fabrication de 5 000 unités.
Imbrication algorithmique pour un rendement maximal en matériaux
Nous disposons d'un logiciel d'imbrication de pointe qui évalue la géométrie entière de la commande des pièces. En une seule commande de 5 000 cadres d’écran, l’algorithme parcourra des milliers de configurations possibles pour un placement optimal des pièces dans les feuilles extrudées. Ceci est essentiel dans notre production en grand volume usinage CNC pour l'acrylique, nous permettant d'atteindre plus de 92 % d'utilisation des matériaux par rapport à la norme 75 % à 80 % dans l'ensemble de l'industrie.
Découpe laser à grande vitesse pour réduire le temps de cycle
Le profilage initial des pièces est réalisé à l'aide d'une découpeuse laser rapide de 15 kW. La tête laser « suivi des contours » maintient le faisceau laser à la distance et à la pression de gaz optimales tout en fonctionnant à une vitesse supérieure à 60 mètres par minute. L'utilisation d'une telle machine, un élément essentiel de nos processus d'usinage de précision efficaces pour les écrans à parois minces, signifie que nous n'avons pas besoin d'utiliser l'outil de coupe mécanique plus lent pour ébaucher les contours.
Séquences d'usinage standardisées et à haute efficacité
Pour les fonctionnalités telles que les trous ou les fentes de montage, nous utilisons des chemins standardisés optimisés sur toutes les pièces similaires. Cela signifie utiliser des outils en carbure à grande vitesse, des pas de profondeur définis et des rapports d'engagement d'outil constants. La standardisation optimisée de l'usinage de l'usinage CNC des composants acryliques est essentielle car elle garantit une programmation rapide du travail de la machine, un temps de préparation de la machine plus court entre les lots, ainsi que des temps d'usinage minimum prévisibles, qui sont essentiels à la planification de la production à grand volume et à l'optimisation des coûts.
Assurance qualité intégrée dans le flux
La mesure des dimensions s'effectue automatiquement à l'aide de scanners laser à des étapes clés, où les protocoles SPC imposent l'inspection de chaque Nième composant. Ces informations nous permettent d'éviter les coûts élevés liés aux erreurs de lot, en garantissant l'usinage de production de précision de milliers de composants dans les limites des spécifications et sans aucun besoin de tri ou de mise au rebut après la fabrication, économisant ainsi l'efficacité acquise tout au long du processus.
Ce document prouve que l'optimisation des coûts est un résultat soigneusement conçu de l'intégration des processus. Notre avantage concurrentiel vient de l'utilisation complémentaire d'algorithmes d'imbrication, de découpe à grande vitesse et d'usinage standard du service d'usinage d'acrylique extrudé. Une telle approche garantit l'évolutivité et la prévisibilité nécessaires pour gérer efficacement les vitrines d'exposition à haut volume et hautement compétitives.
Qu'est-ce qui définit les paramètres de précision de l'usinage de précision de pièces acryliques pour les équipements semi-conducteurs ?
La fabrication de précision de composants pour équipements semi-conducteurs nécessite précision, propreté et stabilité sur une longue période de temps dans des conditions hostiles. Ce document décrit les normes de fabrication de précision que nous appliquons lors de l'exécution de l'usinage de précision de pièces acryliques pour les semi-conducteurs. Nous décrivons ci-dessous les exigences techniques nécessaires pour produire des composants dont la précision est mesurée au micron, sans contamination et dont la longévité dépasse cinq ans sous vide ou avec des produits chimiques.
Environnement de production en salle blanche certifié
- Contrôle des particules : Tous les usinages ont lieu dans une installation certifiée de production en salle blanche de classe 1000 (ISO 6). L'usinage des pièces s'effectue dans un poste de travail propre à flux laminaire filtré HEPA. Ces postes de travail sont destinés à la manipulation et à l'emballage finaux des pièces.
- Protocole d'hygiène des matériaux : Les matériaux acrylique extrudé sur mesure entrants sont nettoyés via un processus de nettoyage par ultrasons et les outils sont conservés dans des installations séparées.
Obtenir une forme submicronique et une précision dimensionnelle
- Plate-forme d'usinage ultra-précision : Nos machines-outils sont dotées d'une technologie de stabilisation de la température et de fusées à air, produisant une précision de rotation inférieure à 0,001 mm, offrant ainsi un véritable Usinage de précision de qualité semi-conducteur.
- Correction basée sur la métrologie : Un interféromètre laser est utilisé pour mesurer en cours de processus, permettant une correction du parcours d'outil en cours de processus capable de maintenir des tolérances de position serrées de ±0,005 mm, un principe clé derrière les processus d'usinage de précision certifiés.
Post-traitement pour l'intégrité chimique et du vide
- Soulagement des contraintes et recuit : Toutes les pièces seront soumises à un processus de recuit thermique qui élimine toutes les contraintes d'usinage, empêchant ainsi le dégazage.
- Finition de surface pour l'inertie : La finition de surface est polie pour obtenir une finition de surface de qualité optique (Ra < 0,4 μm), formant une finition de surface inerte qui empêche l'adhésion des particules et la pénétration des produits chimiques.
Validation et assurance des performances à vie
- Inspection finale complète : Chaque pièce est soumise à des tests dimensionnels (CMM), à une analyse de la finition de surface et à une certification de propreté selon les normes IEST, qui garantit que la pièce répond aux exigences strictes de usinage de précision de haute fiabilité.
- Traçabilité complète : La traçabilité complète des matériaux et des processus est assurée depuis l'acrylique extrudé moulé sur mesure jusqu'à la pièce finie prête à être expédiée. Une certification complète est fournie.
Cette norme reconnaît que les matériaux de qualité semi-conducteur sont produits grâce à un contrôle strict de l'environnement, des outils de très haute précision et une validation rigoureuse. La principale différence dans nos capacités réside dans la combinaison des meilleures pratiques de production en salle blanche avec des certifiés processus d'usinage de précision. Cela garantit que nos composants ont la stabilité, la propreté et la longévité requises par les applications de fabrication d'équipements semi-conducteurs.

Figure 3 : L'usinage de précision découpe des fentes complexes dans les prototypes de luminaires en acrylique extrudé pour l'alignement des composants.
Pourquoi l'usinage CNC pour l'acrylique est-il la méthode la plus fiable pour les géométries multi-axes complexes ?
Pour les composants présentant des contours 3D complexes ou des cavités profondes, les méthodes traditionnelles telles que le thermoformage ne parviennent pas à répondre aux exigences de tolérance stricte et de position réelle. Ce document explique pourquoi l'usinage 5 axes est la solution définitive, permettant une fabrication complète sur 5 côtés dans une seule configuration. Cette méthodologie élimine les erreurs cumulatives dues à plusieurs fixations, garantissant directement une parfaite coaxialité entre les éléments et réduisant les taux de rejet d'assemblage pour les géométries complexes complexes.
| Aspect | Technical Strategy & Outcome |
| Single-Setup Fabrication | 5-axis simultaneous CNC machining for acrylic accomplishes all machining in one setup, avoiding the tolerance build-up of more than 0.1mm due to various setups. |
| Optimized Toolpaths for Cavities | Dynamic toolpaths and specially designed tools control cutting force in order to maintain walls of ±0.1mm thickness for deep and high aspect ratio cavities. |
| In-Process Metrology | An on-the-fly inspection system measures datum points and performs necessary compensation in order to attain positional accuracy of 0.02mm in complex precision machining applications. |
| Thermal & Stress Control | Pulsed coolant application and optimal toolpaths for multi-axis precision machining minimize heat generation to avoid part distortion. |
This document proves that the geometric reliability of complex parts is dependent on process integration. Through our precision machining service, we directly address issues related to misalignment and low first-pass yields by employing technical excellence through the means of one-setup machining and in-process verification. With the use of advanced 5-axis precision machining, sophisticated complex geometries are accurately created.
How Can Custom Cast Extruded Acrylic Solutions Adapt To Extreme Temperature Fluctuations?
Components made from acrylic that are in an environment where extreme changes in temperature occur will be subject to mechanical failure as well as thermal expansion or contraction. In order to provide a custom cast extruded acrylic, we offer a method of designing and material selection, which will take into account the linear expansion rate of around 0.07 mm/m·°C at -20°C to 60°C.
Predictive DFM Analysis for Thermal Strain
In the first phase, we conduct an extensive DFM study during the quotation phase. Using FEA simulation, we establish the high stress concentration areas for the component under the given temperature difference. The results from the FEA study will determine the appropriate material selection, either low expansion cast acrylic or stronger extruded acrylic. Furthermore, the results will dictate necessary design changes before we finalize precision machining protocol.
Design-Integrated Expansion Compensation Features
In order to reduce stress in parts, our approach entails designing certain geometric offsets into the part to compensate for such stress. In the case of a fastener joint, we machine elongated slots or compliance holes which allow free movement, reducing the shear stresses caused by the fastener. For press fit applications, we calculate optimal fits considering the different thermal expansions between acrylic and metal; this is an essential step in our custom acrylic fabrication service for hot environment applications.
Precision Machining with Thermal Tolerancing
All critical dimensions are machined with temperature-compensated tolerances. We adjust the target machining dimensions based on the expected mean operating temperature, ensuring the part is in tolerance across the full service range. This requires high-stability precision machining on temperature-controlled equipment to achieve the necessary +/-0.05mm consistency, ensuring that compensation features function as intended and accommodate the calculated thermal expansion.
Validation Through Environmental Stress Testing
We validate the design by subjecting prototype samples to thermal cycling tests that replicate the project's specific environment. Dimensional checks and visual inspections for crazing are performed after cycles, providing empirical data to refine the FEA model and finalize the custom cast extruded acrylic machining parameters, closing the loop on the engineering process.
This document underscores that reliability in thermal cycling is a designed outcome. Our competitive value lies in front-loading thermal engineering into the environmentally robust precision machining workflow. We solve the critical client problem of field failure by delivering components that are not just accurately machined, but intelligently engineered to absorb thermal movement, ensuring long-term dimensional stability and functional integrity.
Why Choose High Precision Acrylic Fabrication For Defense And Security Grade Windows?
For ballistic or blast-resistant viewing windows, the structural integrity of the transparent element is as critical as its material grade. Any internal flaw or inconsistent thickness becomes a failure point. This document details our high precision acrylic fabrication methodology for monolithic cast panels exceeding 50mm, focusing on processes that prevent hidden stress and ensure uniform material properties to meet stringent performance certifications for security applications:
Controlled Heavy-Duty Machining for Bulk Material
- Gradient Cooling Cut Strategy: A proprietary algorithm dynamically manages thermal input during cast acrylic precision machining to prevent stress concentrations, utilizing real-time adjustments to coolant delivery based on cutting depth and load.
- Optimized Toolpath Strategy: We employ specialized tool geometries and trochoidal milling paths to distribute cutting forces evenly, a foundational precision machining protocol for maintaining material properties in deep, heavy cuts.
Ensuring Uniform Thickness & Optical Quality
- Single-Fixture Dual-Side Machining: Critical parallel surfaces are finished in one setup to guarantee thickness consistency within 0.1mm, a core requirement for ballistic-grade precision machining and optical clarity.
- Compensated Finishing: In-process laser scanning creates a thickness map, enabling automated toolpath adjustments to achieve final dimensional uniformity across the entire panel surface.
Comprehensive Quality Verification & Documentation
- 100% Non-Destructive Testing (NDT): Every component undergoes ultrasonic inspection, providing a flaw-detection report that is integral to our high precision acrylic fabrication quality record.
- Full Compliance Documentation: We deliver a certificate of conformance with ultrasonic data, thickness maps, and material traceability, ensuring unequivocal ISO compliance for security applications.
This document defines the engineering rigor required for safety-critical transparent armor. Our value is providing not just a part, but verifiable integrity. We solve the client's risk of latent material failure by implementing controlled stress-mitigating validated precision machining protocols, coupled with 100% NDT validation. This demonstrable, documented process builds the essential trust for long-term partnerships in the defense and security sector.
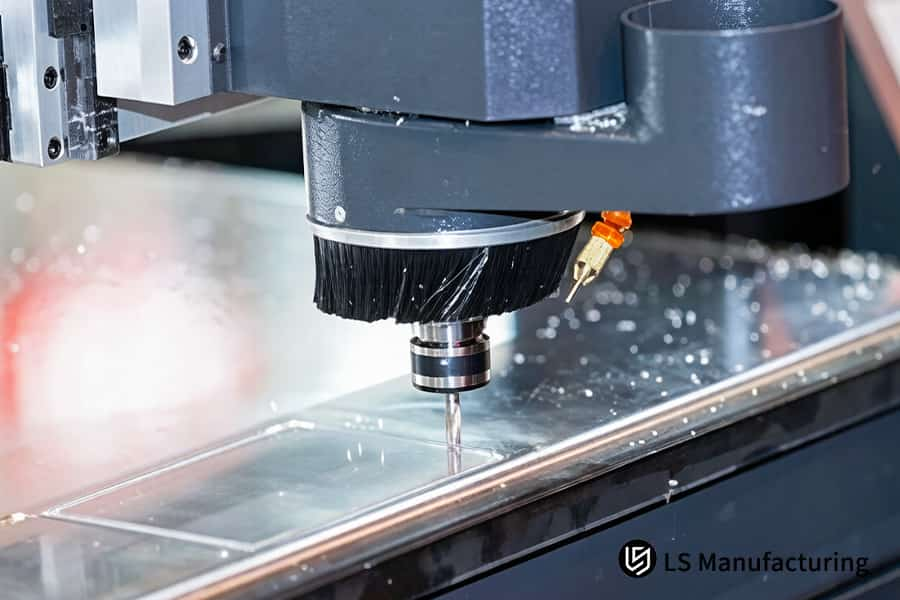
Figure 4: Precision machining polishes edges of cast acrylic display components for optical clarity.
LS Manufacturing: Medical-Grade High-Precision Centrifuge Rotors — Custom Acrylic Fabrication Solutions
This document details how LS Manufacturing's engineered custom acrylic fabrication resolved a critical failure in a medical centrifuge rotor. Faced with a 45% yield due to stress cracking at 15,000 RPM, we implemented a material and process redesign. The solution demonstrates our application-specific precision machining capability for mission-critical components:
Défi client
The client's previous supplier machined a 300mm diameter rotor from 20mm-thick extruded acrylic. The legacy process ignored inherent material stress and generated excessive heat, causing radial micro-cracks. This resulted in a 45% pass rate during 15,000 RPM qualification testing, jeopardizing a product launch and risking a full-scale recall of the diagnostic device platform, causing significant project delay and financial exposure.
Solution de fabrication LS
We specified a high cross-linked, cell-cast acrylic for superior structural homogeneity. Machining utilized a 5-axis high-speed CNC with a low-stress precision machining strategy: micro-step toolpaths and chilled-air cooling prevented localized heating. A critical 4-hour precision step-annealing cycle followed, relieving all internal stresses. Final facing was done using a vacuum fixture, guaranteeing a critical ±0.02mm flatness for perfect dynamic balance essential for high-RPM precision components.
Résultats et valeur
The delivered rotors achieved 0% failure rate (0 cracks) through 50,000 cycles of endurance testing at 15,000 RPM. Final production yield reached 99.8%. By delivering a component that required no secondary dynamic balancing, we eliminated $120 in post-processing cost per final device unit. This validated precision manufacturing outcome led to the client appointing LS Manufacturing as the sole global supplier for all transparent components in this medical product line.
This case underscores that reliability under extreme dynamic loads is a function of integrated process design. Our competitive advantage is solving root-cause failures through precise material science, thermally-managed certified precision machining, and validation rigor, delivering not just parts but guaranteed performance for high-value acrylic fabrication applications.
From 45% scrap to zero cracks. Achieve ±0.02mm flatness in acrylic with 5-axis CNC and custom fabrication.

FAQ
1. Why is LS Manufacturing better than standard plastic shops for precision machining services?
We operate temperature-controlled workshops equipped with 5-axis simultaneous CNC machinery, enabling us to hold tolerances within ±0.05mm while providing quality records that comply with ISO 13485 standards.
2. What is the maximum thickness for your custom acrylic fabrication service?
We can precision machine acrylic sheets ranging in thickness from 0.5mm to over 100mm, ensuring perfect perpendicularity even when cutting through multiple stacked layers.
3. How does LS Manufacturing prevent crazing during the machining process?
By utilizing specialized acrylic coolant formulations and implementing a comprehensive post-machining annealing process, we relieve residual stress at the molecular level, thereby completely eliminating the risk of stress cracking.
4. Can you provide a price quote for small-batch precision machining of cast acrylic?
Yes, we do not impose strict Minimum Order Quantity (MOQ) requirements. Please click the "Get a Quote" button below to upload your STEP files; we will provide you with a direct-from-manufacturer price quote within 24 hours.
5. Which is better for my project: Cast or Extruded acrylic components?
Cast acrylic is ideal for parts requiring exceptional optical clarity and mechanical strength, while extruded acrylic is best suited for high-volume, cost-effective orders. Our engineers will provide recommendations tailored to your specific Design for Manufacturability (DFM) requirements.
6. Does LS Manufacturing provide surface finish options such as solvent bonding or flame polishing?
We offer comprehensive post-processing solutions, including medical-grade seamless bonding, vapor polishing, and anti-static (ESD) coating services.
7. How quickly can I receive samples of CNC-machined acrylic parts?
Leveraging our digital engineering systems, we can complete the production of high-precision prototypes and arrange for international express shipping within 48 to 72 hours of drawing confirmation.
8. Why choose LS Manufacturing as your ISO-certified manufacturer for both metal and plastic components?
We offer integrated, multi-material machining capabilities, enabling us to resolve complex precision tolerance challenges—such as fitting transparent components into metal frames—and helping you streamline your supplier list.
Résumé
In the realm of precision machining, understanding the differences between cast and extruded acrylic is merely the beginning; the true key to success lies in transforming these materials into functional components through LS Manufacturing's exceptional precision machining services. From resolving microscopic stress cracking to realizing complex geometries via 5-axis simultaneous machining, we have demonstrated—through hard data and medical-grade case studies—that partnering with a manufacturer who truly "understands materials" is the only path to reducing Total Cost of Ownership (TCO) and enhancing market competitiveness.
Stop letting supplier-induced machining cracks or dimensional errors slow down your R&D progress. Your exceptional designs deserve a physically perfect replication. Click the "Get Instant Quote" button below right now to upload your 3D design files (STEP/PDF). LS Manufacturing’s Senior Application Engineers will provide you with a complimentary Design for Manufacturability (DFM) review and a material optimization report, helping you secure a highly competitive, direct-from-factory manufacturing solution within just 24 hours.
Stop cracking at 15,000 RPM. Achieve 99.8% yield for medical centrifuge rotors with our custom acrylic fabrication.
📞Tél : +86 185 6675 9667
📧E-mail : info@lsrpf.com
🌐Site Web : https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


