Una elección de proceso incorrecta puede duplicar su costo
Diseñaste una carcasa metálica perfecta: líneas suaves, estructura delicada y funciones completas. Los dibujos fueron examinados repetidamente y los detalles fueron refinados. Sin embargo, cuando enviaste el diseño al fabricante con grandes expectativas, la cotización que recibiste fue como un balde de agua fría vertida sobre tu cabeza: ¡ superó con creces el presupuesto! ¡Puede que incluso se duplique!
¿Dónde está el problema?
Lo más probable es que el problema no sea el diseño en sí, sino una opción predeterminada aparentemente simple pero crucial: por defecto " Mecanizado CNC ", y su diseño puede ser un típico " chapa de metal " parte en esencia.
"Fabricación de chapa metálica" y "Mecanizado CNC": ambas palabras significan " fabricación de metales ", que suenan como caminos diferentes hacia el mismo objetivo. Pero comprenda: son dos filosofías de fabricación completamente diferentes, que siguen una lógica subyacente completamente diferente .
Una elección equivocada no es sólo una desviación en el proceso. Significa desperdicio de materiales, aumento de horas de trabajo y mal uso de moldes, lo que en última instancia se traduce directamente en asombrosas diferencias de costos y ciclos de producción incontrolables. Comprender las diferencias fundamentales entre fabricación de chapa y el mecanizado CNC no es sólo una discusión técnica en papel, sino el primer paso clave para controlar eficazmente los costos y optimizar los ciclos de entrega en las primeras etapas del desarrollo del producto.
Fabricación de chapa metálica versus mecanizado CNC
| Características |
Fabricación de chapa metálica |
Mecanizado CNC |
|---|---|---|
| Principios básicos | Predomina la deformación/conexión: cortar placa plana -> doblar/conformar -> conexión (soldadura, remachado, etc.). | La esencia es "dar forma" a placas delgadas. Dominado sustractivo: cortar y retirar materiales de espacios sólidos (bloques, barras) para "tallar" formas. |
| Piezas más adecuadas | De paredes delgadas, huecas, tipo caja: chasis, carcasas, soportes, paneles, conductos de ventilación, contenedores simples. | Estructura sólida y compleja, características de alta precisión: moldes, accesorios, piezas de motor, radiadores complejos, engranajes, casquillos de precisión, piezas con superficies 3D complejas. |
| Ventajas principales | Costo (lotes grandes): El estampado con troquel es extremadamente eficiente. Utilización de material: Generalmente alta (cierre plano). Creación rápida de prototipos: el corte y doblado por láser es rápido. Ligero: Paredes naturalmente delgadas. |
Libertad de diseño: Geometría casi ilimitada (cavidades profundas, curvas complejas, agujeros con formas especiales, etc.). Precisión ultraalta y calidad de superficie: hasta el nivel de micras. Consistencia del material: Toda la pieza está hecha de un único material sólido con un rendimiento uniforme. |
| Restricciones centrales | Complejidad geométrica: es difícil procesar cavidades cerradas, superficies que se intersecan solas y características sólidas gruesas. Consistencia del espesor de la pared: Debe ser uniforme (determinado por el espesor inicial de la lámina). Limitaciones de precisión: múltiples errores acumulativos de flexión y deformaciones de soldadura afectan la precisión absoluta. |
Costo (material y tiempo): Mucho desperdicio de material (astillas); Largo tiempo de procesamiento para piezas complejas. Las piezas de paredes delgadas son fáciles de deformar: las fuerzas de corte pueden hacer que las paredes delgadas vibren y se deformen, dificultando el procesamiento. Restricciones de diseño: se debe considerar la accesibilidad de las herramientas (como cavidades profundas y espacios estrechos). |
| Impulsores de costos | Lote: lotes pequeños (láser/doblado); lotes grandes (los costes de estampación del molde se diluyen). Complejidad de las características: número de curvas, moldes especiales, volumen de soldadura. |
Volumen de material: tamaño del espacio en blanco y coste del material. Tiempo de procesamiento: complejidad, requisitos de precisión, acabado superficial. Número de tiempos de sujeción: La sujeción múltiple aumenta el coste y el error. |
| Espesor típico del material | Placa delgada: generalmente de 0,5 mm a 6 mm (común en flexión). El estampado puede ser un poco más grueso, pero todavía está en la categoría de "placa". | No hay restricciones fijas: en teoría, se pueden procesar piezas en bruto muy gruesas (de decenas de centímetros o incluso metros), pero también paredes delgadas (pero con gran dificultad). |
Esta guía comenzará con los principios básicos y comparará en profundidad las diferencias entre los dos procesos en términos de precisión, costo y velocidad. A través de casos reales y pautas de diseño, te ayudará en última instancia a establecer un marco claro para la toma de decisiones. 
Esto es lo que aprenderá:
- Los principios básicos de funcionamiento de la chapa y el CNC: análisis en profundidad de cómo funcionan dos filosofías de fabricación completamente diferentes”, doblando y dar forma” y “tallar y quitar”, se puede lograr la fabricación de piezas.
- Diferencias clave: revele las diferencias decisivas y los escenarios aplicables entre los dos en dimensiones centrales como precisión, costo, velocidad, libertad geométrica y resistencia del material.
- Guía de optimización de diseño para ingenieros: pautas de diseño diseñadas especialmente para chapa y CNC para ayudarle a mantenerse alejado de los obstáculos y aprovechar las ventajas del proceso para reducir costos. drásticamente.
- Caso Práctico de Optimización de Costos: Revele el relato real de cómo reducimos el costo de producción de una carcasa de controlador industrial en un 75% mediante la sustitución del proceso (chapa metalizada).
La inteligencia de la fabricación híbrida: descubra cómo combinar hábilmente las ventajas de la chapa y el CNC para lograr un equilibrio perfecto entre coste y precisión en una sola pieza. - Preguntas y respuestas rápidas de expertos (FAQ): aclare malentendidos (como "¿La chapa siempre es más barata?", "¿Qué es el procesamiento de chapa?") y brinde asesoramiento de expertos sobre la selección de materiales.
Ahora, echemos un vistazo más profundo a estos dos procesos elementales que caracterizan la fabricación actual y obtengamos información para tomar la mejor decisión para su proyecto.
¿Por qué confiar en esta guía? Filosofía de fabricación de LS
Trato miles de piezas reales al día en LS. Lo que más me conmovió fue ver tantas piezas "bien diseñadas" pero caras. La causa raíz suele ser muy simple: por ejemplo, el diseñador tenía la costumbre de utilizar el comando "extruir" en CAD, y listo, una pieza que podría haber sido simplemente doblada con chapa de metal se convirtió en una pieza mecanizada costosa y que devora material. Esta capacidad de ver la desconexión entre "diseño y fabricación" es el núcleo de LS.
La singularidad de nuestra experiencia reside en el ámbito de procesos cruzados: desde el sector aeroespacial piezas CNC de precisión Con tolerancias estrictas para los chasis de chapa de servidor que requieren la máxima rentabilidad, estamos profundamente involucrados. Es esta visión global la que nos da el poder de optimización para "convertir la piedra en oro".
Un ejemplo típico: el cliente tenía que mecanizar una pieza con un sistema costoso. CNC de cinco ejes .No lo hicimos directamente sino que nos preguntamos:
¿Se puede lograr con una combinación de procesos menos compleja y más económica? Al final, lo desmantelamos en varios componentes básicos de chapa y soldado ellos, ahorrando a los clientes hasta un 70% de los costos sin comprometer las funciones.
Esto no es una teoría, sino una solución práctica que hemos verificado repetidamente en el taller rugiente.
El valor de esta guía está en ésta.
No es un libro de teoría sino el conocimiento verdadero aderezado con ingenieros LS por las lecciones de la vida real y las experiencias exitosas de 10,000 piezas por día. Somos muy conscientes del propósito del diseño original y tenemos una mejor idea del costo y la viabilidad de la fabricación.
Créeme Gloria, la experiencia trabajando en el taller de LS me dice: Este manual puede ayudarte a evitar trampas de costos y crear diseños sonoros realmente efectivos y económicos. Muestra nuestra profunda comprensión y aprecio por la artesanía.
La fabricación de chapa va mucho más allá del "doblado". Es un sistemático procesamiento de metales tecnología, que se dobla relativamente hojas delgadas de metal (como acero, aluminio, acero inoxidable, cobre, etc.) en piezas tridimensionales o productos con funciones y formas especiales mediante una serie de procesos exactos. Su naturaleza es el ahorro de material y creación rápida de prototipos , especialmente adecuado para la producción en masa de componentes de estructura relativamente simple.
Fabricación de chapa metálica en profundidad: ¿cómo funciona? Descripción general de los pasos básicos del procesamiento de chapa metálica
| Pasos | Equipo/tecnología central | Propósito y características clave |
|---|---|---|
| 1.Blanqueo | Corte por láser, corte por plasma, punzonadora. | Separe con precisión la forma desplegada del plano bidimensional de la pieza de una gran hoja de metal. |
| 2.Formación | Prensa plegadora | Dé forma a la placa plana bidimensional en una estructura tridimensional mediante doblado de precisión (en forma de V, en forma de U, doblado por aire, etc.). |
| 3.Conexión | Soldar, remachar, atornillar | Ensamble y combine piezas complejas que una sola hoja no puede formar en un todo. |
| 4. Postprocesamiento | Rectificado, pulverización, anodizado, etc. | Mejorar la calidad superficial, la resistencia a la corrosión, la estética de las piezas o darles funciones específicas. |
1. Blanking: El primer proceso de separación correcta
Objetivo: Cortar el diagrama de pieza desplegado bidimensional deseado (teniendo en cuenta la deformación por flexión posterior) de la enorme materia prima placa de metal adecuada y correctamente.
Principales tecnologías y equipos:
- Corte por láser: utilice un rayo láser concentrado de alta potencia para derretir o vaporizar el material. Posee una precisión extremadamente alta (hasta ±0,1 mm), una costura de corte delgada, una pequeña zona afectada por el calor y es adecuado para formas intrincadas y piezas finas. Es el método de supresión de alta precisión más utilizado actualmente.
- Corte por plasma: utilice un arco de plasma de alta temperatura y alta velocidad para fundir el metal y una corriente de aire de alta velocidad para apagar el metal fundido. La velocidad de corte es rápida, especialmente buena en placas medianas y pesadas (espesor de placa para el cual corte por láser no es económico), pero la precisión y la calidad del acabado suelen ser menos buenas que el corte por láser, con una zona afectada por el calor más grande.
- Punzonado/estampado: Cortar la placa con una matriz. Ventajas: Para una gran cantidad de piezas con contornos relativamente estandarizados (grandes cantidades de orificios redondos, orificios cuadrados y formas exteriores prescritas), la productividad es extremadamente alta y un punzonado puede completar varias operaciones (punzonado, corte, embutición superficial). Desventajas: Moldes caros, poca flexibilidad (largo tiempo de cambio) y no para lotes pequeños de una sola pieza o contornos complicados.
Puntos clave:
La calidad del borde y la precisión del corte influyen directamente en la calidad de los procesos posteriores (más concretamente en el posicionamiento). doblando ) y el producto final. Para elegir qué tecnología considerar es necesario considerar el tipo de material, el espesor, la complejidad de la pieza, los requisitos de precisión, el lote y el costo de producción.
2. Formar: El arte de dar vida tridimensional
Propósito: Deformar la pieza plana en la forma tridimensional requerida mediante deformación plástica. El proceso más básico y más utilizado en el conformado de chapa metálica es el doblado.
Equipo esencial: Prensa plegadora
Proceso esencial: Doblado
Doblado en forma de V : Técnica más empleada. La lámina se coloca en el troquel inferior con un orificio en forma de V y el troquel superior (punta de cuchillo) se presiona hacia abajo en la ranura en V, doblando la lámina a lo largo de la línea de curvatura predeterminada. El ángulo de flexión está regulado con precisión por la profundidad de prensado del troquel superior.
Doblado en forma de U: use un troquel inferior en forma de U y un punzón correspondiente para crear una forma en forma de U al mismo tiempo. Generalmente requiere más presión.
Doblado de aire : La punta del troquel superior no golpea la lámina hacia abajo hasta tocar la parte inferior de la ranura en V del troquel inferior, ni cuelga por encima de la lámina por un espacio finito. Es la profundidad de prensado la que determina el ángulo acabado . Ventajas: Buena flexibilidad (un juego de troqueles se puede doblar en múltiples ángulos), la presión necesaria es menor y el rebote es más fácil de revertir. Es el método de flexión convencional actual.
Doblado inferior/doblado por impresión: el troquel superior empuja la hoja completamente hacia la ranura en V inferior del troquel inferior y presiona más, con el material sufriendo deformación plástica o incluso una extrusión menor dentro de la cavidad del troquel. Ventaja: Alta precisión y baja recuperación elástica. Desventaja: Requiere un mayor tonelaje máquina herramienta , provoca un mayor desgaste del troquel y requiere una ranura en V específica para cada ángulo/espesor.
Consideraciones clave
- Recuperación elástica: tan pronto como se elimina la fuerza de flexión, el metal recuperará elásticamente parte del ángulo. La compensación debe realizarse adecuadamente durante la programación y diseño del troquel.
- Secuencia de plegado: Para complejos multiflexión componentes, la secuencia de doblado es extremadamente crucial, y se deben evitar interferencias y se debe garantizar la precisión.
- Radio mínimo de curvatura: Depende del tipo de material, espesor y condición del tratamiento térmico. Un radio demasiado pequeño provocará demasiado estiramiento y agrietamiento del material exterior.
- Factor K/coeficiente de flexión: Un factor significativo utilizado para determinar la ubicación de la capa neutra al calcular la longitud desplegada.
3. Conexión: construir un todo complejo
Propósito: Cuando los componentes son tan complejos que ya no se pueden producir doblando una sola hoja, o necesitan construirse con otros componentes, se pueden usar múltiples piezas de chapa o piezas de chapa se unen regularmente con otras piezas.
Principales tecnologías:
- Soldadura : (MIG, TIG, soldadura por puntos, soldadura láser , etc.) El material está unido mediante metal fundido. Puntos fuertes: Fuerte y bien sellado (soldadura consecutiva). Debilidades: Se induce deformación térmica, se requiere procesamiento posterior y la apariencia no es necesariamente hermosa.
- Remachado: La conexión se consigue mediante deformación mecánica de los remaches. Ventajas: Sin efecto térmico, empleado para unir diversos materiales, alta confiabilidad. Desventajas: Se requiere perforación previa, lo que aumenta el peso de las piezas.
- Atornillado/Atornillado: La conexión se consigue mediante la ayuda de pernos, tuercas, tornillos autorroscantes, etc. Ventajas: Desmontable, sencillo de unir, sin efecto térmico. Desventajas: Se requiere perforación previa o roscado y el punto de conexión está elevado.
- Snap/crimp: Utilice la deformación elástica del material de hoja sí mismo o una estructura especialmente diseñada para crear una unión sin sujetadores. Generalmente utilizado en cubiertas de chasis, etc.
- Puntos a tener en cuenta: La elección del método de unión debe considerar todas las necesidades de resistencia, necesidades de sellado, necesidades de apariencia, si es desmontable, eficiencia de fabricación, costo y el impacto en el material base (por ejemplo, la distorsión térmica debido a la soldadura).
4. Postprocesamiento: acabado y protección
Finalidad: Mejorar la funcionalidad, vida útil y estética del producto.
Procesos comunes:
- Desbarbado/esmerilado: elimine los bordes afilados y las rebabas al cortar y doblar para ofrecer seguridad y facilidad de montaje.
- Rectificado/pulido de soldadura: pula el área de soldadura y déjala deslumbrante.
- Limpieza de superficies: elimine el aceite, el polvo y la capa de óxido (p. ej., chorro de arena, decapado).
- Pintura (pintura/recubrimiento en polvo): aplique pintura líquida o recubrimiento en polvo electrostático que forme un acabado decorativo protector al curar. Anticorrosión, de varios colores y texturas, el recubrimiento en polvo es duradero y respetuoso con el medio ambiente.
- Galvanoplastia: (niquelado, cromado, cincado, etc.) emplea el método de electrólisis para depositar una capa de metal sobre la superficie, principalmente para protección contra el desgaste o anticorrosión, o para acabado decorativo.
- Anodizado: (para aleaciones de aluminio ) forma una fina capa superficial de óxido duro. Aumenta la resistencia a la corrosión, la resistencia al desgaste, el aislamiento y se puede teñir para producir colores intensos.
- Serigrafía/marcado láser: agregue logotipos, texto y gráficos.
Explicación detallada del mecanizado CNC: nuevo arte de "tallar" con corte controlado
"Aunque la filosofía de 'conformación' de las láminas metálicas mediante compresión y retención de la forma define la geometría de la parte final mediante el proceso de deshacer el material, el mecanizado CNC es un arte de "tallado" cuya esencia es la eliminación del material bajo control".
Es muy parecido a un escultor de la era de las computadoras que despoja gradualmente el rígido metal en bruto con comandos paso a paso y herramientas de corte y, en última instancia, producir la forma compleja requerida por el dibujo.
Antes de entrar en el meollo de la cuestión, repasemos los pasos clave y los contenidos clave del mecanizado CNC de la siguiente tabla:
| etapa central | Tareas principales | Entrada clave/herramienta | Resultado/objetivo clave |
|---|---|---|---|
| 1.Programación | Convierta la intención del diseño en instrucciones de máquina | Modelo CAD, software CAM | Código G (instrucciones de ruta de herramienta) |
| 2. Sujeción | Asegúrese de que el blanco esté estable y colocado con precisión durante el procesamiento. | Billet de metal sólido (Billet), accesorio, mesa de máquina herramienta | Pieza a procesar firmemente fijada y posicionada con precisión |
| 3. Cortar | Retire con precisión el exceso de material según las instrucciones para formar la forma objetivo. | Máquinas herramienta CNC (fresadoras/tornos), herramientas rotativas de alta velocidad, refrigerantes | Piezas cercanas a la forma final (mecanizado desbaste/acabado) |
| 4. Postprocesamiento | Mejorar la calidad de la superficie y el rendimiento de las piezas y realizar la verificación final. | Herramientas de desbarbado, máquinas de chorro de arena, tanques de anodizado, equipos de medición. | Piezas terminadas que cumplen con los requisitos de diseño (tamaño, superficie, función) |
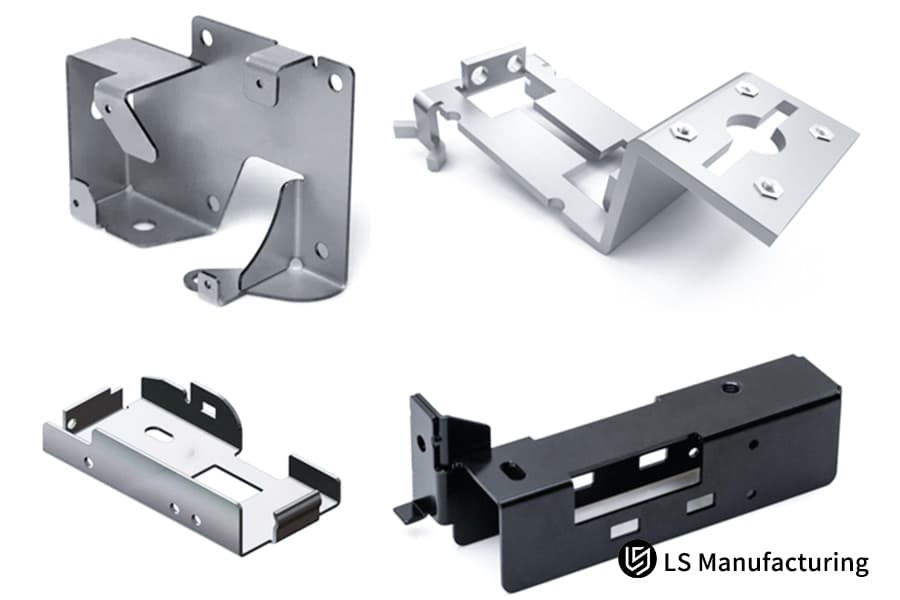
Figura 1: Componentes metálicos moldeados y mecanizados a medida para aplicaciones exactas de LS Manufacturing
Programación: el intérprete del diseño digital
Proceso: Es el inicio y cerebro de todo el proceso de mecanizado. Los ingenieros primero diseñan u obtienen un producto específico. modelo 3D de la pieza en software de diseño asistido por ordenador (CAD). Luego se interpreta en un software de fabricación asistida por computadora (CAM). Los ingenieros planifican y programan cuidadosamente las trayectorias de las herramientas, las condiciones de corte (velocidad, avance, profundidad de corte), la elección de las herramientas, etc., en función de las propiedades del material, la tolerancia requerida, el acabado de la superficie y la capacidad de la máquina herramienta. La función principal del software CAM es traducir complicadas geometrías y mecanizados 3D en una serie de instrucciones precisas: código G que maquinas cnc puede utilizar para realizar las operaciones.
Importancia: La calidad de la programación afectará directamente la eficiencia, precisión y calidad de la pieza terminada. Una buena programación puede ahorrar trayectorias de herramientas, eliminar recorridos desperdiciados, eliminar colisiones, maximizar la utilización del material y lograr las tolerancias y acabados superficiales del diseño.
Sujeción: una base sólida
Proceso: Luego, el operador coloca la pieza sólida de material metálico (por ejemplo, un tocho) sobre una mesa o mandril de un máquina cnc (que más a menudo es un fresadora o torno). Esto significará el uso de dispositivos especiales (por ejemplo, mandriles, prensas, abrazaderas, plantillas especiales, etc.) para mantener el tocho seguro y estable y evitar que vibre o se mueva debido al impacto o tensión de las fuerzas de corte a alta velocidad.
Puntos clave: Tanto el posicionamiento preciso como la sujeción rígida son importantes. Incluso una ligera pérdida o holgura de la sujeción provocará directamente errores de mecanizado o incluso desperdicio de piezas de trabajo. El sistema de sujeción debe diseñarse específicamente para proporcionar rigidez y permitir la accesibilidad de la herramienta a todas las superficies a mecanizar.
Corte: "Escultura digital de precisión"
Proceso: Este es el eslabón central del mecanizado CNC. El sistema de control de la máquina herramienta lee y ejecuta instrucciones de código G. El husillo hace girar la herramienta seleccionada (p. ej., fresas, taladros, herramientas de torneado, etc.) a alta velocidad.
Al mismo tiempo, el servomotor de la máquina herramienta impulsa con precisión la herramienta y/o la mesa para que se mueva a lo largo de los ejes X, Y, Z y otros, siguiendo la trayectoria programada. El borde afilado de la herramienta entra en contacto con la pieza de metal, cortando capa por capa, eliminando continuamente el material no deseado. Generalmente se utiliza refrigerante para lavar las virutas, reducir la temperatura del área de corte y lubricar la herramienta, lo que prolonga la vida útil de la herramienta y mejora la calidad de la superficie.
Mecanizado multieje:
3 ejes: la forma más básica, la herramienta puede moverse en tres ejes lineales, X, Y y Z. Adecuado para mecanizar piezas con formas relativamente simples y características principales ubicadas en la parte superior y los lados (como piezas de placa, cavidades simples).
4 ejes: se agrega un eje de rotación sobre la base de 3 ejes (generalmente girando alrededor del eje X o el eje Y, llamado eje A o eje B). Permitir que la pieza de trabajo gire, de modo que la herramienta pueda procesar el lado y parte de la superficie no vertical de la pieza de trabajo, reduciendo la cantidad de tiempos de sujeción (como el mecanizado de ranuras de formas especiales y letras en cilindros).
5 ejes : Se agregan dos ejes de rotación sobre la base de 3 ejes lineales (X, Y, Z) (los más comunes son el eje A alrededor del eje X y el eje B alrededor del eje Y, o el eje C alrededor del eje Z más un eje de giro). La herramienta puede acercarse a la superficie de la pieza de trabajo desde cualquier dirección, y se pueden procesar superficies curvas extremadamente complejas, cavidades profundas y características socavadas (como impulsores, culatas de motor y cavidades de moldes de precisión) con una sola sujeción, lo que mejora en gran medida la capacidad de procesamiento y la precisión de piezas complejas.
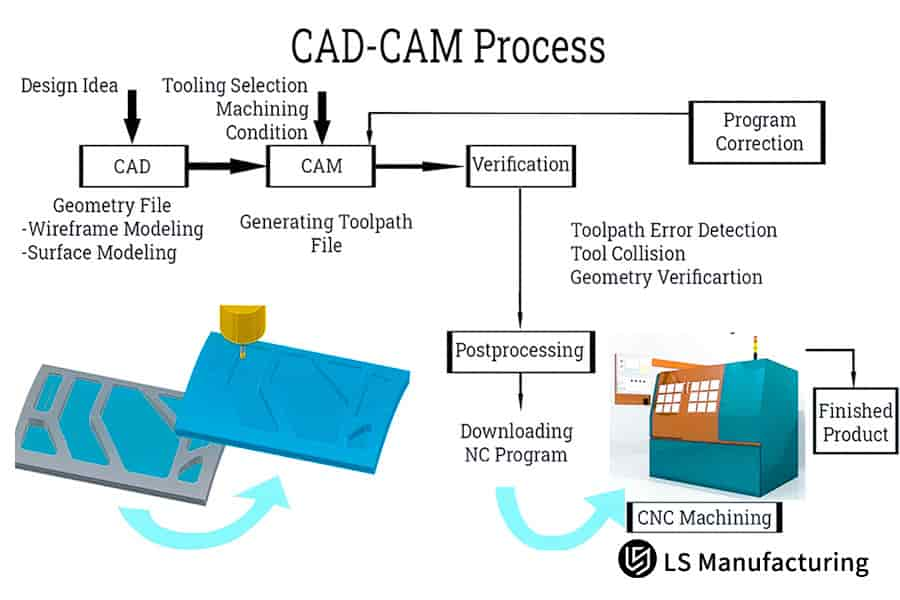
Figura 2: Diagrama de proceso para cotizar la producción de componentes mecanizados especializados por parte de LS Manufacturing
Postprocesamiento: acabado y garantía de calidad
Proceso: Las piezas después del corte (normalmente llamadas "piezas mecanizadas") no suelen ser los productos finales. Puede tener rebabas afiladas (rebabas), marcas de herramientas específicas o requerir protección y propiedades de superficie específicas.
Operaciones comunes:
- Desbarbado: Elimina de forma manual o automática las rebabas afiladas generadas por los filos para garantizar la seguridad y el posterior montaje.
- Arenado/pulido: Mejora el acabado superficial y obtiene un efecto mate o brillante uniforme.
- Anodizado (principalmente para piezas de aluminio): forma una película de óxido dura y resistente a la corrosión en la superficie y se puede teñir para mejorar la estética y la resistencia al desgaste. Otros tratamientos de superficie incluyen galvanoplastia, pulverización, etc.
- Medición e inspección: utilizando herramientas como calibradores, micrómetros, medidores de altura, máquinas de medición por coordenadas (MMC), etc., verificamos estrictamente las dimensiones críticas, las tolerancias geométricas (como planitud, redondez, posición) y la rugosidad de la superficie de las piezas para garantizar que cumplan plenamente con los dibujos de diseño y las especificaciones técnicas. Esta es la etapa final del control de calidad.
¿Cuál es la diferencia entre la fabricación de chapa metálica y el mecanizado CNC?
Ahora que entendemos cómo funcionan ambos procesos, comparémoslos directamente en las dimensiones que más interesan a los ingenieros.
| Dimensión de comparación | Fabricación de chapa metálica | Mecanizado CNC | Comentarios de expertos |
|---|---|---|---|
| Tolerancia de precisión | Generalmente ±0,2 mm o más. La alta precisión, muy afectada por el rebote del material, el desgaste del molde, la deformación de la soldadura, etc., requiere herramientas complejas o procesamiento secundario. | Generalmente ±0,025 mm o más (nivel micrométrico). El equipo tiene alta precisión y puede lograr de manera estable un mecanizado de precisión de características complejas. | "¿Ajuste de rodamientos, ensamblaje de precisión, requisitos complejos de tolerancia de superficie? El CNC es una opción confiable. La chapa metálica requiere procesos adicionales para garantizar la precisión". |
| Estructura de costos | Bajo costo de materia prima y alta tasa de utilización de material (menos desperdicio). Pieza única/lote pequeño: Alto costo de molde/herramientas, alto costo unitario después de la amortización. Lote grande: el costo del molde se diluye y el costo unitario es muy competitivo. | Alto costo de materia prima (pieza entera de material), baja tasa de utilización de material (virutas de desecho). Pieza única/lote pequeño: costo inicial relativamente bajo (la programación es suficiente), no se requiere tarifa de molde. Lote grande: el costo aumenta linealmente con el tiempo de procesamiento y faltan economías de escala. | "¿Prototipo/lote pequeño? El CNC es más flexible y económico. ¿Gran lote de piezas simples? Los costos de la chapa metálica son abrumadores. Las piezas complejas en lotes grandes requieren una evaluación exhaustiva". |
| Velocidad de producción (tiempo de entrega) | Piezas simples (como placas planas, curvas simples): Extremadamente rápidas (minutos), especialmente cuando hay moldes ya hechos. Se requieren piezas complejas/soldadura y ensamblaje: muchos procesos (corte, punzonado, plegado, soldadura, pulido) y el tiempo total del ciclo se extiende significativamente. | El tiempo de procesamiento suele ser mayor (horas o incluso días/pieza). Las formas complejas en 3D, las cavidades profundas y las características finas aumentan significativamente el tiempo de procesamiento. Los equipos multieje pueden mejorar la eficiencia, pero siguen siendo más lentos que una simple chapa de metal. | "¿1000 soportes simples? Se puede fabricar chapa metálica en un día. ¿Una caja/carcasa compleja? El CNC puede tardar varios días. ¡Los requisitos de velocidad son la consideración principal!" |
| Grados de libertad geométricos | Limitado. Se basa principalmente en contorno 2D + doblado/formado + soldadura/conexión. Es difícil crear superficies complejas, cavidades profundas, cavidades cerradas o elementos tridimensionales finos integrados. | Muy alto. Se puede crear casi cualquier forma 3D diseñable, incluidas superficies complejas, cavidades profundas, estructuras huecas, texturas finas y piezas integradas (sin puntos de conexión). | "¿Diseño como origami o ensamblaje? La chapa metálica es factible. ¿Diseño como escultura o con estructura interna compleja? El CNC es la única solución." |
| Resistencia y características del material. | Hay endurecimiento por trabajo en las esquinas y se puede mejorar la resistencia local, pero también se puede introducir tensión residual. Los puntos de soldadura/conexión son posibles eslabones débiles que afectan la resistencia y el sellado generales. El espesor del material es relativamente uniforme. | Las piezas se procesan a partir de una pieza entera de material, manteniendo la estructura reticular uniforme y original y las prestaciones (resistencia, tenacidad, conductividad térmica, etc.) del material. Buena integridad, sin área de conexión débil, adecuada para requisitos de alta integridad. |
"¿Alta tensión, alta fatiga, alto sellado o estrictos requisitos de integridad? Las piezas moldeadas de una pieza CNC suelen ser más fiables. La chapa metálica debe manipularse con cuidado en los puntos de conexión". |
| Escenarios de aplicación típicos | Chasis, armarios, ménsulas, carcasas, chasis, ductos de ventilación, cubiertas de chapa, piezas estructurales simples. | Piezas de precisión, moldes, accesorios, piezas de motor/transmisión, carcasas complejas, piezas de dispositivos médicos, prototipos, obras de arte. | "La función determina la forma y la forma determina el proceso. ¡Aclarar los requisitos básicos de las piezas es el primer paso para elegir un proceso!" |
Comentarios de expertos:
- El CNC es la mejor opción para la precisión: El CNC es la primera opción cuando existen requisitos rígidos de tolerancias a nivel de micras y coincidencias de precisión complejas.
- La rentabilidad depende del tamaño del lote:
- Lote/prototipo pequeño: el CNC se inicia rápidamente, no tiene costos de moldeo y suele ser más rentable.
- Gran lote de piezas sencillas: La chapa metálica tiene una enorme ventaja de costes debido a su utilización extremadamente alta del material y su rápido estampado/doblado.
- Gran lote de piezas complejas: se requiere una contabilidad de costes detallada ( Procesamiento CNC tiempo vs. procesos múltiples de chapa + costos de molde).
- La demanda de velocidad determina el resultado:
- Piezas simples y masivas: la velocidad de la chapa (especialmente la estampación) es incomparable.
- Pieza única compleja/lote pequeño: el CNC es relativamente rápido (en comparación con esperar a que se abra el molde), pero el procesamiento en sí requiere mucho tiempo.
- La complejidad geométrica es el punto de inflexión: las formas 3D complejas, las cavidades profundas y las estructuras integradas son el dominio absoluto del CNC; La chapa de metal es buena en geometrías "expandibles" compuestas de planos + curvas.
- Consideraciones de integridad estructural: Moldeo CNC de una sola pieza proporciona una protección más confiable para piezas clave que soportan carga con altos requisitos de resistencia general, vida útil a la fatiga y sellado sin fugas; La chapa requiere especial atención al diseño y la calidad de los puntos de conexión.
- Comience con la demanda: el núcleo de la selección de procesos son siempre los requisitos funcionales, los requisitos de rendimiento (precisión/resistencia), la complejidad geométrica, el presupuesto y la cantidad de piezas. Esta tabla proporciona la base clave para tomar decisiones acertadas en estas dimensiones.
Esta tabla destaca claramente las diferencias esenciales y las ventajas respectivas de los dos procesos en varias dimensiones centrales que más preocupan a los ingenieros (costo, velocidad, precisión, capacidad, resistencia) y se complementa con comentarios de expertos para indicar las consideraciones clave para la selección.
Análisis de casos prácticos: un viaje hacia la optimización de costos para una carcasa de controlador industrial
Antecedentes y necesidades del cliente: una empresa líder en automatización diseñó un nuevo controlador PLC industrial que requería una protección resistente. El plan original era utilizar una pieza entera de aleación de aluminio 6061 (mecanizado CNC) para fabricar la carcasa, y le pedimos un presupuesto a LS.
Reto inicial: Según el diseño del cliente (fresado de una pieza entera de aluminio), estimamos el Costo de mecanizado CNC $180/pieza. Aunque cumplía con los requisitos, nos dimos cuenta de que no era la solución más rentable.
Creación de valor proactiva de LS: con nuestra profunda experiencia en procesos de fabricación de metales, nos comunicamos de manera proactiva con el cliente para discutir la optimización del diseño. Hicimos una sugerencia clave: transformar el diseño de soluciones de "mecanizado CNC completo" a soluciones de "proceso de chapa metálica".
Núcleo de la nueva solución: seleccione una lámina de aleación de aluminio 5052 de 3 mm.
Proceso de fabricación: corte por láser de precisión → conformado por doblado de precisión → refuerzo de soldadura de piezas clave → rectificado de soldadura necesario.
Logros y valor: El cliente aceptó con gusto nuestra propuesta de chapa. La cotización de la solución optimizada fue de solo $45 por pieza.
Beneficios principales: ¡ Reducción de costos del 75%! Se lograron importantes ahorros de costos al tiempo que se garantizaba la resistencia, el nivel de protección y la función requeridos del producto.
La propuesta de valor de LS: este caso demuestra claramente las principales ventajas de LS: no solo somos su ejecutor de fabricación confiable, sino también su consultor de proceso de fabricación y socio de optimización de costos de confianza. Utilizamos activamente nuestro conocimiento profesional para revisar el diseño (Diseño para fabricación, DFM) y encontrar rutas de proceso más eficientes y económicas (como reemplazar el CNC con chapa de metal en este caso), lo que en última instancia brinda ventajas competitivas reales a los clientes.
Eligiendo LS , obtendrá no solo un proveedor, sino también un socio estratégico comprometido a utilizar el conocimiento de fabricación profesional para reducir activamente los costos y aumentar la eficiencia para usted. ¡Esperamos utilizar la misma perspectiva profesional para crear valor para su próximo proyecto!

Figura 3: Piezas mecanizadas CNC personalizadas en exhibición para servicios en línea de LS Manufacturing
Preguntas frecuentes: preguntas y respuestas rápidas sobre chapa metálica y mecanizado
1. ¿La chapa es siempre más barata que el mecanizado CNC?
No necesariamente. La chapa metálica suele ser más barata cuando tiene paredes delgadas (<6 mm), estructura simple y se puede estampar/doblar debido a su alta utilización de material y su rápida velocidad de producción. Sin embargo, el mecanizado de piezas CNC puede resultar más económico cuando se trata de formas tridimensionales complejas, materiales gruesos (>10 mm) o cavidades de alta precisión. El costo final depende de la complejidad del diseño, el tamaño del lote, el espesor del material y los requisitos de tolerancia, y debe evaluarse caso por caso.
2. ¿Qué es el "mecanizado de chapa"? ¿Es este término problemático?
"Mecanizado de chapa" es un término común en la industria que se refiere a procesos de conformado en frío como corte, punzonado, doblado y soldadura de láminas de metal (generalmente de 0,5 a 6 mm de espesor). Aunque el "mecanizado" incluye ampliamente el CNC, se refiere específicamente al proceso de deformación plástica de láminas, que es esencialmente diferente del procesamiento mecánico (corte para eliminar material). Aunque el término no es absolutamente riguroso, permite distinguirlo con precisión de la fundición, la forja o el mecanizado.
3. ¿Cómo elijo el material adecuado para mi diseño?
Primero, aclare los requisitos funcionales: elija acero de alta resistencia (como SPCC) para soportar carga, acero inoxidable (304/316) o aluminio (5052) para resistencia a la corrosión, y aluminio (6061) o aleación de magnesio para peso ligero. Secondly, look at the process: complex bending requires materials with good ductility (avoid hard aluminum), and welding prefers low-carbon steel/stainless steel. Finally, evaluate the cost and environment: use cold-rolled steel for ordinary parts, and galvanized steel for outdoor parts, balancing budget and life requirements.
Resumen
The key difference between sheet metal manufacturing and CNC machining lies in their core process objects and target forms: sheet metal manufacturing focuses on cutting, bending, stamping, connecting and other operations on metal sheets. The core is to efficiently produce thin-walled, box-shaped and shell-like parts through deformation; while CNC machining (mainly milling and torneado ) uses rotating tools to cut and remove solid block materials (metal, plastic, etc.), and is good at manufacturing three-dimensional parts with complex three-dimensional shapes, precision features and high dimensional accuracy. Although the two are often used in conjunction, they are essentially complementary processes. The choice depends on the geometric characteristics, espesor del material and production requirements of the required parts - sheet metal is preferred for thin-walled structures, while three-dimensional complex precision parts rely on CNC machining.
"Are you still hesitating about whether your parts should be sheet metal or CNC machined? Don't guess anymore. At LS, we have top-notch equipment and senior engineers for both processes. Upload your CAD file now, our online platform will not only provide you with instant Cotizaciones de mecanizado CNC , but our engineers will also proactively evaluate the possibility of using sheet metal processes for you to find the most economical and efficient manufacturing path for you!"

📞Tel: +86 185 6675 9667
📧Correo electrónico: info@longshengmfg.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en el mecanizado CNC de alta precisión. Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


