Los servicios de estampado de metales se enfrentan a algunos desafíos, especialmente en lo que respecta a la producción de materiales livianos y de alta resistencia debido a la falta de claridad sobre qué es el hidroformado y los procesos de fabricación tradicionales. Además, las piezas convencionales con soldaduras reducen el rendimiento estructural y crean así una brecha en términos de costes y rendimientos para los fabricantes de equipos originales (OEM).
LS Manufacturing describe cómo las soluciones de hidroconformado de precisión pueden ayudar a resolver estos problemas mediante el uso de conformado integral, que aumenta la resistencia estructural hasta un 30 % mientras mantiene la presión de conformado en un rango de 100-200 MPa. Al leer más, verá lo importante que es elegir un proveedor de servicios de estampado de metal con experiencia para reducir costos y mejorar la eficiencia de los productos OEM.

Hidroformado de precisión: referencia rápida de piezas OEM
| Atributo clave del proceso | Solución de hidroconformado | Beneficio de la aplicación OEM |
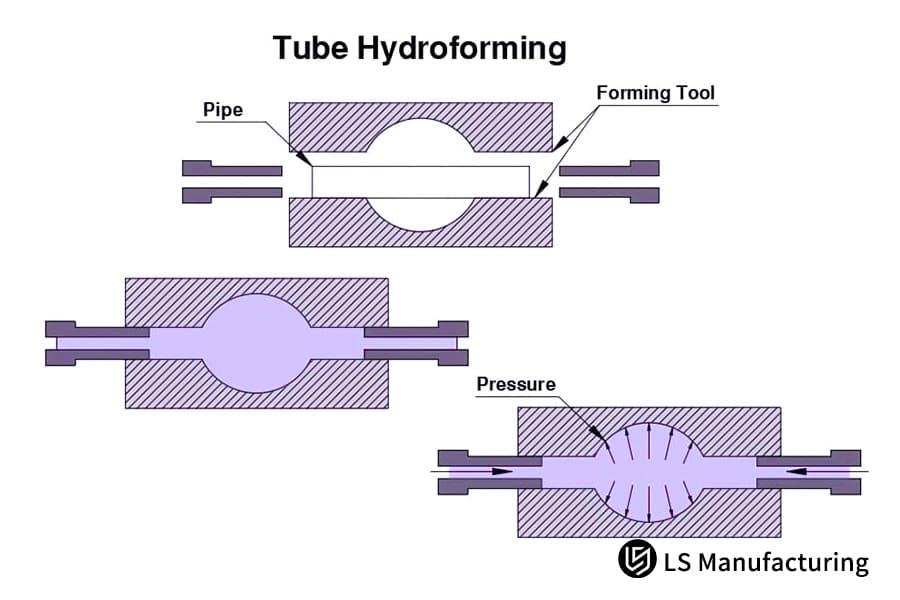
| Formación de geometría compleja | La presión del fluido permite la creación de geometrías tridimensionales dibujadas profundamente y sin costuras a partir de un solo espacio en blanco. | Permite el diseño de hidroformado de una sola pieza, lo que elimina conjuntos de múltiples componentes, lo que reduce el peso y la soldadura. |
| Integridad del material y la resistencia | Presión de fluido uniforme significa espesor de pared uniforme, lo que aumenta la resistencia mediante el endurecimiento por trabajo. | Contribuye a estructuras eficientes para aplicaciones de contención de presión y soporte de carga. |
| Costo de herramientas y plazo de entrega | Un solo troquel significa costos y plazos de entrega muy reducidos en comparación con los juegos tradicionales de dos troqueles. | Reduce el costo inicial y acelera la creación de prototipos para piezas complejas de volumen bajo a medio. |
| Tolerancia y acabado superficial | El control del proceso permite tolerancias precisas (±0,1-0,2 mm) con un excelente acabado superficial. | Significa que se requiere poco o ningún mecanizado secundario para piezas con forma casi neta. |
| Nuestro proceso integrado | Nuestro proceso incluye hidroconformado seguido de perforación, recorte y calibración en línea. | Agiliza nuestro proceso desde los espacios en blanco hasta las piezas finales para lograr la máxima eficiencia. |


| Categoría de parámetro | Nuestro estándar de control y resultado mensurable |
| Preservación de la integridad del material | En nuestro proceso de estampado de metal por hidroformado, el valor máximo de adelgazamiento de paredes que hemos logrado es menos del 10% mientras que en la industria se sitúa en el 18-20 %. |
| Precisión dimensional y geométrica | Aseguramos tolerancias en ubicaciones de características críticas de hasta ±0,05 mm utilizando máquinas de medición de coordenadas de cinco ejes, garantizando así el ajuste adecuado de los componentes producidos a partir del proceso de estampado de metal de precisión. |
| Acabado superficial y consistencia de las piezas | Aseguramos el Ra mínimo de ≤1,6 µm para minimizar la fricción y el desgaste en el sistemas complejos de estampado de metales. |
| Control de procesos y repetibilidad | De acuerdo con nuestros estándares de calidad, cada dimensión crítica debe tener un CpK de al menos 1,67 para garantizar el control estadístico del proceso y la repetibilidad entre lotes de operaciones de estampado de metales en varios pasos. |


| Área de enfoque de DFM | Nuestra acción de optimización y resultado medible |
| Diseño de funciones para mayor durabilidad | Aumentar el radio R en el área de tensión de 0,5 t a 1,0 t, que es un ejemplo de una acción de mejora de la vida útil de la herramienta que ayuda a aumentar la vida útil del punzón de 100 000 ciclos a más de 300 000 ciclos. |
| Optimización de parámetros de proceso | Ajuste de tiempo y velocidad del alimentador en el proceso de estampado de metal progresivo para garantizar un flujo suave de metal y minimizar la formación de rebabas y los costos de fabricación secundaria en un 25 %. |
| Utilización y eficiencia del material | Disposición de tiras y anidamiento en el caso de hidroconformado de alta velocidad para maximizar la utilización del material hasta 8-12%. |
| Tolerance Strategy for Cost | Analysis of tolerance to distinguish between those required and unnecessary from the functional aspect, avoiding inclusion of any nonessential tolerance to avoid requiring the process of precision metal stamping where regular stamping is sufficient. |