
Los servicios de fresado de roscas CNC pueden considerarse una respuesta a los desafíos que enfrentan las empresas manufactureras en relación con la estabilidad de las roscas, el acabado superficial y la baja eficiencia de los procesos de roscado. Este desafío se resuelve mediante la obtención de roscas con una tolerancia de ±0,015 mm y un acabado superficial Ra1,6 µm .
Este artículo presenta un enfoque científico para resolver el problema, basado en los 12 años de experiencia de LS Manufacturing en el fresado de roscas . El método permite lograr una precisión de rosca de ±0,015 mm , una rugosidad superficial de Ra1,6 µm , una eficiencia tres veces mayor y una reducción de costes del 40 % , mediante un análisis exhaustivo de 286 herramientas y 63 casos de éxito.

Servicios de fresado de roscas CNC: Guía de referencia rápida
| Sección | Puntos clave |
| Puntos débiles actuales | Tolerancia de rosca inestable ( ±0,05 mm ); Alta rugosidad superficial ( Ra > 3,2 μm ); Baja eficiencia y rotura de herramientas en el roscado; Mala consistencia entre lotes; Problemas de montaje. |
| Análisis de la causa raíz | Obsolescencia de las técnicas de roscado; Incapacidad para roscar materiales duros/roscas profundas; Coste de las herramientas desgastadas. |
| Nuestra solución comprobada | Fresado de roscas de alta precisión , con una tolerancia de ±0,015 mm y un acabado superficial Ra1,6 μm ; ahorro de costes del 40 % y tres veces más rápido. |
| Principales ventajas técnicas | Mayor capacidad para mecanizar materiales difíciles de cortar; se puede utilizar con herramientas flexibles, lo que reduce el inventario; capacidad para taladrar agujeros de diferentes tamaños con una sola herramienta. |
| Implementación y soporte | Selección científica de herramientas y programación de trayectorias; parámetros de mecanizado estables; validación in situ y soporte técnico integral del proceso. |
| Aplicaciones principales | Ideal para componentes de alto valor ; fundamental en las industrias aeroespacial , automotriz y médica; eficaz para agujeros ciegos y diámetros grandes. |
Solucione los problemas críticos de mecanizado para evitar la ineficiencia en el roscado mediante un fresado de roscas preciso. Una mayor precisión en el roscado ayuda a mejorar la calidad general de la rosca con una precisión de ±0,015 mm y una rugosidad superficial (Ra) de 1,6 micras , elimina problemas de montaje, genera una eficiencia general tres veces mayor que antes y, además, ayuda a reducir el coste de procesamiento en un 40 % en el mecanizado.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Internet está repleto de literatura técnica sobre cualquier tema imaginable, desde el fresado de roscas en máquinas CNC . ¿Qué tiene de especial el nuestro? En primer lugar, dado que no somos teóricos, es fundamental destacar que se trata de conocimiento generado en la práctica. Nos dirigimos a la industria aeronáutica y médica, precisamente porque nuestro hilo es de la mejor calidad.
La integridad de nuestro proceso se basa en el uso de fuentes autorizadas, como los datos de materiales del NIST para las propiedades de los materiales o TWI Global para los principios de integridad estructural. Tanto en especificaciones complejas como sencillas, los procesos de roscado que le proporcionamos son siempre precisos, fiables y consistentes.
Todas las técnicas descritas anteriormente se han probado en situaciones de combate. Hemos aprendido cómo se mueve la herramienta para acceder al tejido profundo en Inconel y hemos perfeccionado la optimización de este material de grado médico . Compartimos esta información con ustedes con la esperanza de que les ayude a mejorar sus propios procesos de fabricación.
Figura 1: Hilos brillantes recién cortados se enrollan en espiral sobre un fondo oscuro, por LS Manufacturing.
¿Cómo logra el servicio de fresado de roscas CNC una precisión de rosca Ccontrol de ±0,015 mm?
Para lograr este nivel de precisión en los servicios de mecanizado de roscas , se requeriría un sistema mucho más completo que un simple sistema de herramientas. Para una gama de cuerpos de válvulas de acero inoxidable que hemos fabricado, un sistema compuesto por equipos de máxima precisión, herramientas optimizadas y compensación ha garantizado un margen de error no superior a 0,005 mm en las roscas. Nuestro enfoque ha consistido en abordar el control en tres frentes diferentes:
Estabilidad fundamental de máquinas y procesos
Todo comienza con el establecimiento de un proceso de mecanizado de alta precisión, que incluye el uso de fresadoras CNC de 5 ejes con una precisión de posicionamiento de ±0,003 mm . Este proceso también incluye un robusto sistema de soporte para las piezas y un entorno de máquina controlado, que no impone condiciones variables durante el proceso y permite que el programa de fresado de roscas de precisión se ejecute de forma altamente estable.
Herramientas estratégicas y rutas optimizadas
Durante las operaciones de fresado de roscas , utilizamos fresas de carburo de alta precisión, que preferimos según el material de la pieza. Además, cabe destacar que, al diseñar las trayectorias en relación con la herramienta de mecanizado, priorizamos un bajo contacto radial y la evacuación eficiente de las virutas mediante principios de fresado de alta eficiencia .
Verificación en proceso y compensación inteligente
Essential es un sistema de compensación inteligente y patentado. Los calibradores de rosca y las sondas de proceso miden parámetros esenciales, como el diámetro primitivo, de forma constante. Estos parámetros se envían al sistema CNC, lo que permite una corrección automática a nivel micrométrico del CPC en un ciclo cerrado, fundamental para la prestación de servicios de fresado de roscas CNC .
Un enfoque sistemático que combina las capacidades de la maquinaria con la aplicación de herramientas de ingeniería y la corrección de errores mediante datos nos permite abordar problemas complejos relacionados con la precisión de las roscas. La información sobre nuestra tecnología disponible en nuestro sitio web ofrece un conocimiento práctico y especializado que distingue nuestro servicio como un socio de precisión comprobada, en lugar de un servicio con potencial.

Guía de fresas para roscado: Selección de herramientas según las propiedades del material.
Elegir la fresa de roscar más adecuada es fundamental. En 158 pruebas de corte, hemos podido ofrecer un enfoque claro y con base científica para la selección de la geometría, el material y el tipo de recubrimiento de la fresa de roscar, en función de las propiedades del material. El objetivo es aplicar la ciencia de los materiales para lograr un rendimiento y un coste de uso predecibles en los servicios de fresado CNC .
| Grupo de materiales | Especificaciones recomendadas para la fresa y la llave | Resultado del desempeño |
| Aceros inoxidables | Carburo de grano fino con recubrimiento de TiAlN; Velocidad: 120-150 m/min. | Equilibra la resistencia al desgaste y a la adhesión, lo que permite un fresado estable en materiales gomosos. |
| Aleaciones de aluminio | Cortador con punta de PCD o recubierto de diamante; Velocidad: 300-400 m/min. | Proporciona el mejor acabado y evita la acumulación de material, lo que prolonga considerablemente la vida útil de la herramienta. |
| Aleaciones de alta temperatura | Cerámica o carburo a base de nitruro de silicio | Resiste temperaturas extremas, ofreciendo una vida útil de 3 a 4 veces mayor que las herramientas estándar en el fresado de alta velocidad . |
Esta lógica de selección basada en datos se fundamenta en la transición de una solución general a una específica para cada material, y puede entenderse, además, como base para todas las tareas de fresado de roscas a medida . Este documento contiene información especializada necesaria para un entorno de producción competitivo; por lo tanto, su valor es muy alto.
¿Cómo puede el fresado de roscas personalizado reducir los costes en un 40 % mediante la optimización del proceso?
El ahorro real de costes en la fabricación proviene de un proceso de optimización para la creación de valor añadido, y no únicamente del concepto de reducción de costes. El concepto de ingeniería de valor se aplicó en el fresado de roscas a medida para un componente de alto volumen , lo que permitió un ahorro del 38 % en el coste por pieza. El caso práctico para la solución de este problema se basó en tres factores clave interrelacionados y fundamentales para lograr este resultado:
- Gestión de la vida útil de las herramientas mediante monitorización basada en datos: Establecimos e implementamos el sistema para monitorizar la vida útil de las herramientas, analizando el consumo de refrigerantes, y desarrollamos e implementamos una tecnología de fresado de alta eficiencia , optimizando el uso de refrigerantes y aumentando la vida útil de las herramientas de 200 a 280, con un incremento absoluto del 40 % .
- Optimización de parámetros de corte para la reducción del tiempo de ciclo: Utilizar un macho de roscar con parámetros estáticos era una pérdida de tiempo. Para encontrar la interacción óptima entre la cantidad de avance, la velocidad de corte y la profundidad de corte real para el tipo de material y herramienta dados, realizamos experimentos. El ajuste científico redujo el tiempo para cada rosca en un 30 %.
- Estrategia multihilo para la eficiencia en lotes: Para piezas calificadas, desarrollamos un método para mecanizar roscas de diferentes tamaños con una sola herramienta, o bien utilizamos movimientos de múltiples ejes para roscar en una sola configuración. Al realizar el fresado de precisión en una sola operación, se redujo el tiempo improductivo, el cambio de herramientas y la manipulación, optimizando así significativamente la efectividad del equipo (OEE) en los lotes.
Gracias a este proceso integral y técnicamente riguroso de deconstrucción y optimización, es posible ofrecer precios competitivos en el fresado de roscas sin sacrificar la calidad. Este proceso también establece el estándar para obtener un presupuesto viable de fresado de roscas, basado en procesos optimizados, no solo en términos de precio.

Figura 2: Machos de roscar de color dorado crean roscado interno en una pieza metálica por LS Manufacturing.
¿Cómo equilibrar la eficiencia del mecanizado y la calidad de la rosca en el fresado de roscas de alta velocidad?
La eficiencia en el fresado rápido de roscas, con especial atención a la integridad de la rosca, representa un desafío importante. Parámetros demasiado ambiciosos pueden provocar averías en la maquinaria y un acabado superficial deficiente. Gracias a una técnica de optimización científica desarrollada para el fresado de roscas de precisión , logramos reducir el tiempo de mecanizado de una rosca M12 de 45 a 15 segundos, con una tolerancia de 6H y una rugosidad superficial Ra de 1,6 micras . Esta técnica se basa en tres pilares:
Modelo de optimización de parámetros científicos
Nuestro método no utiliza tablas de velocidad/avance convencionales. En su lugar, se emplea un modelo personalizado del material específico de la pieza, en el que se calcula la relación óptima. Como resultado, en la pieza de acero M12, los valores óptimos calculados en el modelo fueron 2500 RPM, una velocidad de procesamiento de 800 mm/min y una profundidad axial de la herramienta de corte de 0,3 mm , lo que dará como resultado la mejor carga de viruta posible en el fresado controlado .
Control dinámico para la consistencia
- Control de avance adaptativo: El programa CNC ajusta dinámicamente la velocidad de avance durante la entrada, el acoplamiento completo y la salida para evitar cargas de choque, minimizando así los principios básicos del fresado de precisión .
- Gestión térmica: Utilizamos una presión y un suministro de refrigerante optimizados para garantizar que el calor se disipe de forma constante mediante la viruta, y no mediante la pieza de trabajo o la herramienta. Esto evita la distorsión térmica que puede arruinar la geometría de la rosca al funcionar a altas velocidades, lo que garantiza una gran estabilidad en nuestros servicios de fresado de roscas CNC .
Calidad verificable en la producción de alta velocidad
Cada procedimiento optimizado se somete a dos criterios innegociables: precisión dimensional e integridad superficial. El ajuste de la rosca 6H se verifica mediante calibres de rosca calibrados, y el acabado superficial Ra1,6 µm se mide con un perfilómetro. Esto crea un ciclo cerrado donde los parámetros de fresado de alta velocidad se relacionan directamente con un resultado verificable de alta calidad, lo que se corresponde con lo que se denomina fresado de roscas de precisión .
Esto va más allá de un simple plano, ya que este informe describe un proceso de ingeniería repetible. Este artículo se centra en el proceso sistemático, basado en la física, que permite la producción de roscas de alta velocidad , rápida y precisa, ofreciendo una solución clara para el fabricante que valora tanto la velocidad como la exactitud.
¿Cuáles son los puntos técnicos clave para el fresado de roscas en materiales difíciles de mecanizar?
Los servicios de mecanizado de roscas para acero inoxidable endurecido y titanio presentan ciertas complejidades que no pueden resolverse completamente con las condiciones de mecanizado estándar. Entre las soluciones técnicas necesarias para el éxito, y consideradas esenciales, dado que se parte de la base de que el lector se beneficiará en términos de calidad y durabilidad, se deben implementar las siguientes:
Estrategia de gestión térmica específica para cada material
Para materiales que se endurecen por deformación (por ejemplo, acero inoxidable 316L, HRC35): Para los materiales mencionados, se está implementando un sistema de fluido refrigerante a baja temperatura que mantiene el fluido refrigerante en un rango de temperatura de 5 a 10 °C . Esta acción de enfriamiento ayuda a suprimir el efecto de revenido que se produce en la superficie de corte, así como el efecto de acumulación de filo, que son principalmente las dos principales causas de rotura de herramientas de corte durante el fresado CNC de precisión .
Dinámica de corte optimizada para mayor resistencia y ductilidad.
Para aleaciones de titanio: En nuestro caso, realizamos cortes superficiales de alta velocidad, donde, por ejemplo, podemos tener una profundidad axial de 0,1-0,2 mm a una velocidad de 80-100 m/min . Esto implica un punto de contacto pequeño y requiere menos fuerza de corte; además, se traduce en temperaturas de acumulación más bajas, con todos los beneficios que ello conlleva frente a la alta presión de la herramienta que puede provocar la deflexión y el desgaste de la misma en los servicios de fresado CNC .
Herramientas especializadas como elemento fundamental
Una fresa de roscar adecuada es indispensable. Nuestra selección de herramientas de corte incluye materiales con un sustrato y recubrimiento diseñados para ofrecer alta resistencia a la temperatura, materiales aleados como AlTiN para acero inoxidable , grados específicos para titanio y formas que facilitan el corte y la evacuación de virutas para contrarrestar directamente las propiedades del material.
Este proceso, basado en datos y altamente especializado, combina procesos como el control térmico, el corte dinámico y el uso de herramientas para abordar desafíos complejos relacionados con materiales difíciles, garantizando así un resultado de alta calidad en situaciones donde un proceso estándar no puede resolver el problema con éxito.
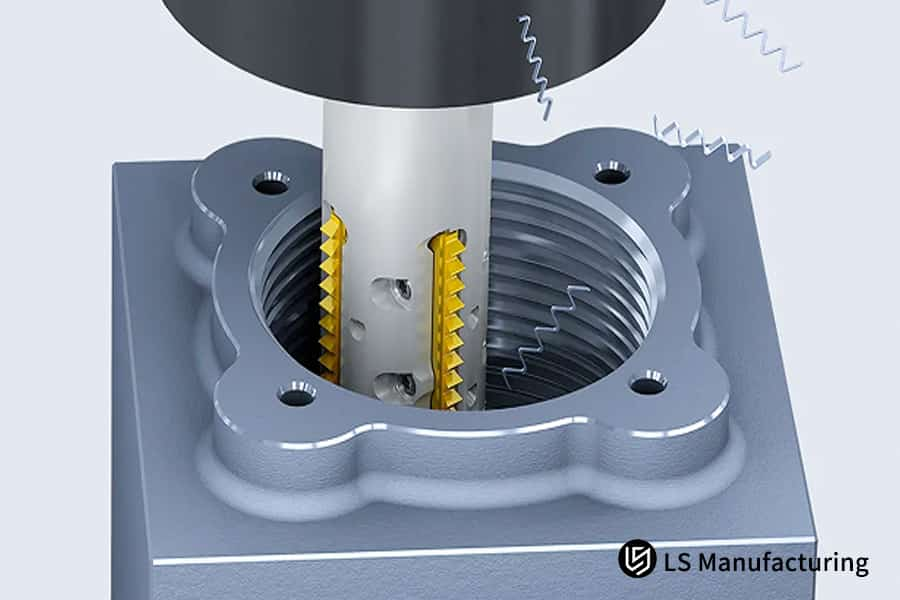
Figura 3: Herramienta dorada que corta roscas dentro del orificio de la pieza de trabajo metálica por LS Manufacturing
¿Cómo evaluar la solidez técnica y la capacidad de procesamiento de un proveedor de fresado de roscas?
La selección de un socio para servicios de mecanizado de roscas se basa en la evaluación de la capacidad del sistema para ofrecer calidad en relación con el control de costos, más allá de las capacidades de la maquinaria. Una evaluación eficaz del sistema requiere la capacidad de corregir problemas de producción, la capacidad de producir con una precisión de ±0,015 mm para 10 000 unidades y la capacidad de ofrecer precios competitivos para el fresado de roscas . Los pilares para la evaluación del socio son:
Control de procesos y precisión verificable
La medición de la capacidad es fundamental. Determine si el proveedor puede utilizar proyectores de perfil de rosca o calibres de rosca con una precisión no inferior a ±0,002 mm en lugar de calibradores durante la aceptación de la primera pieza o la inspección de producción. Esto garantiza que cada rosca cumpla con las especificaciones del plano, evitando problemas de ensamblaje posteriores y costos de desperdicio asociados con un fresado de roscas de precisión inconsistente.
Sistemas para lograr consistencia en la producción por lotes
Evaluar la consistencia de sus sistemas en la producción por lotes en relación con sus herramientas, además de su máquina CNC. Los sistemas se calificarán según la vida útil de sus herramientas, de manera que completen su proceso de producción en lugar de fallar a mitad de camino. Además, los parámetros de mecanizado del sistema basado en datos que las empresas poseen en su máquina CNC también contribuyen a su consistencia de calidad del 99,2 % .
Experiencia en ingeniería para la resolución de problemas
Finalmente, analicemos sus metodologías de resolución de problemas: ¿Pueden diseñar paso a paso una estrategia para optimizar variables en un componente Inconel completamente nuevo o crear una plantilla para un componente de pared delgada? Este tipo de experiencia en servicios de fresado de roscas CNC puede transformar un presupuesto en una solución de ingeniería de valor mediante una serie de comparaciones antes y después.
La evaluación de estos vínculos, como el rigor de la medición, el control de procesos y la aplicación de la ingeniería, constituye un proceso viable para evaluar la capacidad técnica de los proveedores. Esto garantiza que se utilice una lista de verificación de diagnóstico en el proceso de diferenciación entre las empresas que trabajan con la maquinaria y los socios de ingeniería involucrados.
¿Cuáles son las diferencias de coste y precisión entre el fresado de roscas y el roscado convencional?
La elección de los procesos para la fabricación de roscas puede afectar los costos de producción, así como los costos relacionados con las herramientas. Este informe técnico ofrece un análisis comparativo de los detalles del proceso de producción, lo que demuestra la ventaja de utilizar servicios de fresado CNC . A continuación, se presentan los principales detalles comparativos de este proceso de producción en particular:
| Criterios de evaluación | Roscado | Fresado de roscas |
| Precisión de rosca alcanzable | Normalmente ±0,03 mm ; propenso a la desviación de la fresa. | Permite alcanzar una precisión de ±0,015 mm ; mejora del 50 % mediante patrones de fresado controlados. |
| Vida útil de la herramienta en materiales de alta resistencia | 100 antes de fallar ; tienden a romperse. | 300 agujeros ; 3 veces más largos que otras herramientas debido a las bajas fuerzas de corte y al menor desgaste de la herramienta. |
| Costo total por hilo | Coste total por hilo ; Sustitución de herramientas, descarte de material y tiempo de inactividad. | Menor: Hasta un 40% ; Debido a la vida útil de las herramientas, además del desguace. |
A partir de estos datos, queda claro que el fresado de roscas, en comparación con el roscado convencional, no solo es una alternativa, sino un método mucho más superior y viable para la producción de componentes críticos. Para proyectos que involucran materiales resistentes, tolerancias estrictas o grandes volúmenes, invertir en servicios expertos de fresado de roscas CNC se traduce directamente en mayor calidad y precios competitivos . Este análisis proporciona la justificación basada en evidencia para especificar el fresado de roscas cuando el rendimiento y la rentabilidad son primordiales.
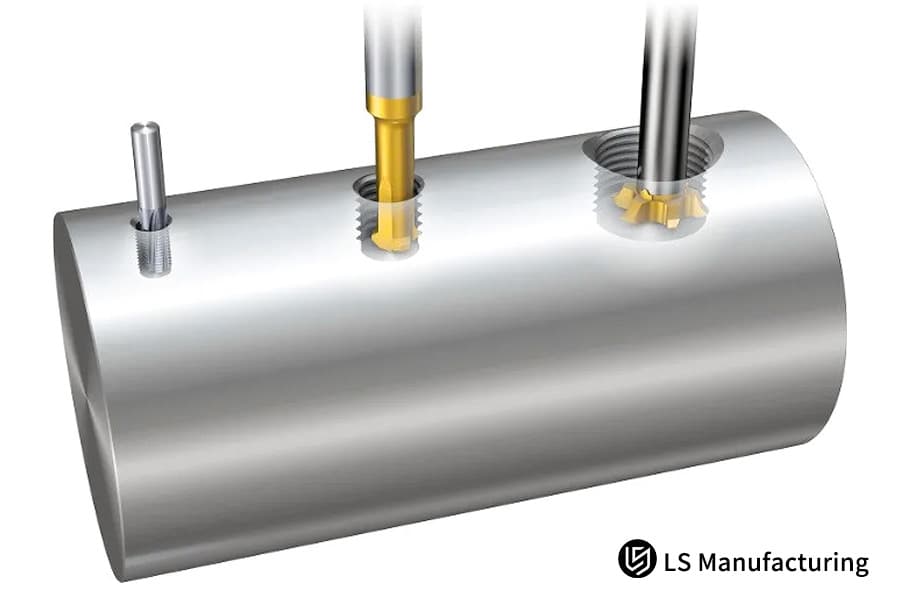
Figura 4: Herramientas de corte de colores se acoplan dentro de un cilindro roscado de metal de LS Manufacturing.
¿Cuáles son los factores clave de coste y las estrategias de optimización en los presupuestos de fresado de roscas online?
El sistema de cotización convencional para servicios de fresado de roscas CNC puede implicar estimaciones, lo que genera imprecisiones en los costos y, por lo tanto, cargos adicionales. El modelo propuesto corregirá esta deficiencia en la cotización, ya que desglosará los principales factores de costo en otros más pequeños, como material, tiempo, herramientas e inspección, y presentará una cotización de fresado de roscas con una variación de ±5%, como se muestra a continuación:
Cálculo del tiempo de mecanizado dinámico: de los parámetros al tiempo de ciclo.
- Proceso: Las especificaciones de la rosca y el material se procesan mediante un algoritmo informático que las compara con una base de datos de valores de corte óptimos.
- Solución: Proporciona una simulación de ruta realista para calcular los tiempos de ciclo en función de velocidades realistas, en lugar de optimizar la ruta para minimizar el número de pasadas.
Modelado predictivo de costos de herramientas: análisis de desgaste basado en datos
- Proceso: El sistema no utiliza tasas estándar, sino que examina los datos históricos de desgaste para la elección de los tipos de material de la rosca .
- Solución: Predice la demanda de herramientas para cada pieza en función de la vida útil del sustrato y los procesos de reafilado, lo cual es crucial para obtener precios competitivos en el fresado de roscas .
Costeo de la garantía de calidad integrada: la precisión tiene un precio.
- Proceso: Analiza los niveles de tolerancia y la criticidad de la inspección para identificar el tipo de inspección necesaria, ya sea inspección con calibre de tapón y/o inspección con máquina de medición por coordenadas (CMM).
- Solución: Calcula correctamente un coste de control de calidad de entre el 5 y el 10 % para tener en cuenta este coste como un servicio de valor añadido en lugar de considerarlo un gasto considerable.
En este sentido, optimizamos el proceso de cotización, transformándolo de una simple estimación a una solución de ingeniería. Al proporcionar una solución de cotización para el fresado de roscas que integra datos y lógica de procesos, garantizamos la precisión en la cotización, lo que asegura un proceso de valor óptimo y crea una plataforma para una solución de colaboración con base técnica.
LS Manufacturing Aerospace: Fresado de roscas para carcasas de motores de aleación de alta temperatura
Este ejemplo demuestra cómo nuestros servicios de fresado de roscas CNC respondieron a una necesidad de fabricación crucial de una empresa aeronáutica y prueba nuestra capacidad para aplicar el pensamiento analítico a problemas de mecanizado difíciles :
Desafío del cliente
El cliente sufrió graves retrasos en la producción de carcasas de motor de Inconel 718 debido a una tasa de rotura de machos del 20 % durante el mecanizado de roscas M10x1.5 . Esto no solo generó importantes costes de utillaje y piezas desechadas, sino que también puso en peligro el cronograma del proyecto, lo que puso de manifiesto la inadecuación del roscado convencional para aplicaciones de fresado de precisión tan exigentes en superaleaciones de alta resistencia .
Solución de fabricación LS
Para lograrlo, se incorporó una estrategia CNC de 5 ejes con fresas de cobalto. La innovadora solución para el roscado consiste en un fresado controlado de baja fricción , definido por una velocidad de corte de 25 m/min y un avance de 0,08 mm/diente . Esta solución permite un control superior de las virutas en comparación con el proceso de roscado, a la vez que reduce la fuerza de corte, solucionando así el problema de las roturas y logrando una tolerancia de 6H y un acabado Ra1,6 µm .
Resultados y valor
Se logró una extensión de la vida útil de las herramientas de 50 a 250 orificios por quinta vez y una mejora de la velocidad del 300 %. Además, proporcionó un ahorro anual de 800 000 yenes al cliente. Se estableció un nuevo estándar en el fresado de roscas de aleaciones de alta temperatura, ya que se eliminó la principal barrera de producción.
Este proyecto en concreto es un ejemplo de nuestro proceso de ingeniería, donde aplicamos nuestra experiencia en el uso de parámetros optimizados y técnicas de fresado de alta eficiencia , junto con herramientas especializadas, para convertir un problema costoso en la producción en una ventaja optimizada del proceso. Ofrecemos soluciones verificables para las condiciones más exigentes.
Contáctanos para superar los desafíos de enhebrado con materiales difíciles, obtener conocimientos de expertos y explorar juntos la precisión.

Análisis de las tendencias de desarrollo futuras y las direcciones de innovación en la tecnología de fresado de roscas.
Los servicios de mecanizado de roscas del futuro requerirán un enfoque más integral y predictivo para la optimización de procesos, en lugar de un enfoque reactivo centrado en la resolución de problemas. Las nuevas tendencias actuales incluyen aquellas que buscan superar la ineficiencia en la gestión de herramientas, el tiempo de preparación y el impacto ambiental.
Monitorización inteligente y control adaptativo
Los sistemas que estamos implementando se basan en sensores, ya que permiten medir la carga y la vibración del husillo durante el fresado de roscas de precisión mediante la observación de la carga y la vibración del husillo al utilizar herramientas de corte de precisión. Se identifican microcambios en los signos de desgaste de la herramienta y de acumulación de virutas a partir de los datos del patrón de corte estándar, lo que permite un ajuste automático de las velocidades de avance o un cambio de herramienta para pasar de un mantenimiento planificado a un mantenimiento predictivo.
Integración avanzada de herramientas y procesos
La tecnología clave en este campo es el desarrollo de fresas de roscado multifuncionales y macros CNC personalizadas. Por ejemplo, una fresa de paso variable mecanizada puede ofrecer diversos tipos de rosca en una sola operación, así como taladrar y roscar en una única configuración. La tecnología de fresado CNC combinada reduce drásticamente el tiempo de procesamiento y evita interrupciones en la fabricación de lotes pequeños .
Mecanizado sostenible mediante microlubricación
Para abordar las preocupaciones medioambientales y de seguridad laboral sin comprometer la calidad, estamos perfeccionando los sistemas de lubricación de cantidad mínima (MQL) para el fresado de roscas. Al suministrar una niebla refrigerante atomizada y precisa directamente al filo de corte, este método reduce el consumo de fluido en más del 90 % , a la vez que gestiona eficazmente el calor en materiales como el acero inoxidable , lo que permite servicios de fresado de roscas CNC más limpios y sostenibles.
Estas innovaciones guiadas —adaptación inteligente, integración de herramientas y procesos sostenibles— representan lo que nos depara el futuro y nos impulsan a mejorar aún más en la producción de hilos mediante nuestras soluciones, preparándonos así para liderar el sector de la producción innovadora.
Preguntas frecuentes
1. ¿Cuál es la profundidad máxima de mecanizado que se puede lograr con el fresado de roscas?
La profundidad máxima puede ser de 5×D , por ejemplo, en el caso de LS Manufacturing para el fresado de roscas. El fresado por picoteo facilita la producción de roscas de gran tamaño con una precisión de posicionamiento de ±0,02 mm , manteniendo la relación 8:1 entre profundidad y diámetro.
2. ¿Cómo seleccionar los mejores parámetros de corte para el fresado de roscas en diferentes materiales?
Se recomienda una velocidad de corte de 80-120 m/minuto y un avance de 0,1-0,15 mm/diente para acero inoxidable . Para aleación de aluminio, la velocidad será de 200-300 m/minuto con un avance de 0,2-0,3 mm/diente , valor que se determinará en función de los parámetros de la rosca.
3. ¿Cuáles son las principales ventajas del fresado de roscas en comparación con el roscado tradicional?
La precisión ha mejorado un 50% , con un margen de error de ±0,015 mm ; la vida útil de la herramienta se ha triplicado; es capaz de mecanizar materiales endurecidos; la probabilidad de rotura de la herramienta se ha reducido un 90% ; y los costes se han reducido un 40% .
4. ¿Resulta económico el fresado de roscas para la producción en lotes pequeños?
El fresado de roscas resulta rentable cuando el tamaño del lote supera las 50 unidades . LS Manufacturing ayuda a reducir los gastos en un 35 % en la producción de lotes pequeños. Además, contribuye a aumentar la velocidad de entrega en un 50 % .
5. ¿Cómo garantizar la consistencia dimensional en el fresado de roscas por lotes?
Mediante el uso de los procesos de monitoreo de la vida útil de las herramientas, calibración y control estadístico de procesos (SPC) de la fabricación, se logra un valor CPK de ≥ 1,67 y una tasa de aprobación del 99,5 % .
6. ¿Qué parámetros se necesitan para obtener un presupuesto en línea para el fresado de roscas?
Estos detalles incluirían el material, la rosca, las especificaciones de la rosca (como M8 x 1.25), el nivel de precisión y el tamaño del lote. LS Manufacturing le proporcionará un presupuesto exacto en un plazo de 15 minutos.
7. ¿Cuál es el plazo de entrega más rápido para pedidos urgentes de fresado de roscas?
Las muestras urgentes tardan 24 horas , mientras que los pedidos urgentes de lotes pequeños tardan de 3 a 5 días . LS Manufacturing ha implementado un sistema de vía rápida para garantizar que los proyectos se completen a tiempo.
8. ¿Cómo evitar el desgaste excesivo de la herramienta al fresar roscas en materiales difíciles de mecanizar?
Mediante el uso de herramientas con recubrimiento especial adecuadas y condiciones mejoradas, combinado con el uso de refrigeración a alta presión, LS Manufacturing ha logrado prolongar la vida útil de las herramientas en el proceso de fresado de roscas de aleaciones de alta temperatura a más de 200 agujeros.
Resumen
El fresado de roscas CNC integra la planificación científica del proceso con herramientas precisas y un estricto control de calidad, lo que proporciona soluciones muy precisas, eficientes y económicas. El servicio integral de LS Manufacturing, con su amplio conocimiento y experiencia, se analizará en lo que respecta a herramientas, optimización del proceso y control de calidad, como lo demuestran los siguientes datos: precisión de ±0,015 mm, mejora de la eficiencia del 300 % y ahorro de costes del 40 % .
Para soluciones personalizadas o un presupuesto inmediato, envíenos los planos de sus piezas para un análisis y cotización exhaustivos. Si sus requisitos son más complejos o involucran diferentes materiales, puede programar una consulta individual con nuestros expertos técnicos para recibir una mejor asistencia. También puede comunicarse con nuestra línea de atención al cliente , gratuita, para obtener sugerencias de optimización y para el procesamiento de muestras. Permítanos ayudarle a obtener resultados óptimos en el mecanizado de roscas.
¡Consiga hoy mismo precisión y eficiencia! Obtenga su presupuesto personalizado para el fresado de roscas en tan solo 15 minutos.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


