
Услуги по штамповке металла на заказ обычно сталкиваются с проблемами, связанными с высоким процентом брака из-за высокой точности производства, где выбор неправильного металла может привести к трещинам напряжения, несоответствию размеров и дорогостоящим ошибкам, когда детали проходят миллионы циклов повторения. Основная проблема заключается в том, что поставщики не учитывают такие важные элементы, как упругое восстановление и направление волокон , которые существенно влияют на общую стоимость владения (TCO) . Вместо этого производители используют обобщенные руководства, что задерживает проекты и увеличивает затраты.
Компания LS Manufacturing решает эту проблему, расшифровывая специфические правила составления рецептур для каждого типа металла и используя критерии статистического контроля процессов для обеспечения эффективного и экономичного решения на этапе проектирования. Понимание поведения материалов, подверженных воздействию напряжений, имеет решающее значение для устранения дефектов в производственных процессах, и в этом отношении LS Manufacturing предлагает специализированное руководство по принятию решений для производства.

Услуги по штамповке металла на заказ: полный краткий справочник
| Ключевые соображения | Технические характеристики и применение |
| Совместимость материалов | Материалы для штамповки металла, такие как высокопрочная низколегированная сталь (HSLA) или алюминий марки 5052, выбираются в зависимости от усилий, которые они могут выдержать при штамповке. |
| Контроль допусков и точности | При допусках ±0,05 мм высокоточная штамповка имеет решающее значение; последовательные штампы и внутрипроизводственный контроль обеспечивают желаемую стабильность результатов. |
| Влияние дизайна оснастки | Возможность изготовления детали зависит от конструкции штампа; наши инженеры обеспечивают надлежащий поток материала, ограничивая напряжение и упругое восстановление . |
| Требования к качеству обработки поверхности | Для финишной обработки штампованных деталей может потребоваться дополнительная обработка; мы тщательно выбираем используемые материалы и методы. |
| Оптимизация объема и стоимости | Для крупносерийного производства оправдано использование прогрессивных штампов ; для мелкосерийного производства применяются составные штампы или заготовки, вырезанные лазером, с последующей формовкой. |
| Наш интегрированный процесс | Мы объединяем материаловедение, проектирование оснастки и прецизионную штамповку для производства деталей, отвечающих точным техническим требованиям. |
| Результат: высокопроизводительные компоненты. | Штамповка позволяет изготавливать детали, обладающие механическими свойствами и точностью размеров для эффективной сборки . |
| Результат: повышение эффективности цепочки поставок. | Благодаря объединению всего процесса в один этап, мы ограничиваем количество производимых деталей. |
Высокоточная штамповка достигается за счет применения методов материаловедения, инновационных инструментов и технологических процессов. Мы гарантируем, что наши услуги обеспечат вашим изделиям высокую точность, максимальную прочность и эффективное производство по доступной цене. Мы предоставим вам детали, которые легко собираются и улучшают характеристики ваших изделий, изготовленных методом штамповки металла .
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Услуги по штамповке металла на заказ играют важнейшую роль в точном машиностроении. Однако выбор материала — одна из ошибок, которую допускает большинство людей в своих проектах, что приводит к большому проценту металлолома и бракованной продукции. Наше руководство предоставляет вам проверенные экспертные знания, основанные на многолетнем опыте решения сложных задач, таких как упругое восстановление и микротрещины в высокопрочных сплавах.
Неправильный выбор материалов может привести к катастрофическим отказам, таким как неисправность кронштейна в аэрокосмических узлах или коррозия компонента в медицинских приборах. Наш подход основан на строгом соблюдении технических характеристик материалов и эмпирических данных, предоставленных Федерацией производителей металлических порошков (MPIF) и базой данных материалов NIST , что гарантирует соответствие всех предложений по сплавам от нержавеющей стали 301 до титана самым строгим стандартам качества, производительности и экономической эффективности.
Все представленные здесь результаты были проверены в ходе тысяч производственных итераций. Мы подробно рассказываем о том, какие сплавы выдерживают жесткие требования к изготовлению, как оптимизировать производственные процедуры для сложных материалов и как проектировать конструкции для максимальной технологичности . Это реальный опыт, накопленный нами ежедневно в ходе работы, и мы предоставляем его вам, чтобы обеспечить бесперебойный путь к производству без дефектов, начиная с этапа проектирования.
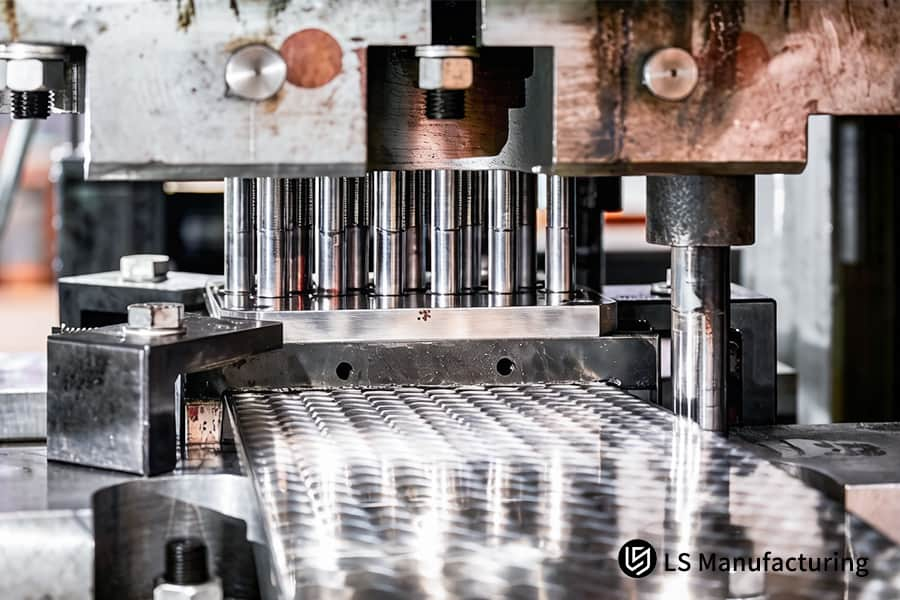
Рисунок 1: Несколько цилиндрических пуансонов штампуют алюминиевый лист 6061, создавая кронштейны на заказ для оборудования промышленной автоматизации.
Почему понимание выбора материала для штамповки металла имеет важное значение для контроля бюджета проекта?
При выборе материала для штамповки металла фактическая стоимость складывается из стоимости самого материала, стоимости оснастки и эффективности процесса. Выбор идеального сплава определяет общую стоимость проекта и ожидаемую окупаемость инвестиций. Ниже представлен анализ факторов, влияющих на этот процесс.
| Фактор принятия решения | Влияние на бюджет и показатели эффективности |
| Спецификация марки сплава (например, 304 против 316L) | Разница в стоимости в значительной степени объясняется различиями в требованиях к нанесению покрытия на инструменты и скорости прессования для максимизации экономической эффективности производства, а не только первоначальной стоимостью материалов . |
| Оптимизированная твердость материала (HV) | Поддержание оптимальной твердости материала приводит к увеличению срока службы штампов более чем на 20% при выполнении крупных заказов, что, следовательно, минимизирует амортизированные затраты на оснастку на единицу продукции. |
| Скорость упрочнения при деформации | Коэффициент упрочнения при деформации определяет, сколько циклов отжига потребуется в процессе производства, и, следовательно, влияет на эффективность, стоимость и энергопотребление . |
| Масштаб объемов производства | Крупносерийное производство штампованных металлических изделий позволяет эффективно амортизировать затраты на изготовление специализированных инструментов и использование высококачественных материалов. |
Стратегические услуги по штамповке металла на заказ позволяют преобразовать свойства материала в предсказуемые финансовые результаты. Мы обеспечиваем экономически эффективное производство, выбирая сплавы, гарантирующие стабильность процесса и увеличенный срок службы инструмента для сложных задач штамповки . Такой технический подход позволяет превратить прецизионную штамповку металла из затрат на закупку в источник надежного долгосрочного конкурентного преимущества.
Как услуги по штамповке металла на заказ могут снизить риск пружинения высокопрочных сплавов?
Феномен упругого восстановления в высокопрочных материалах имеет решающее значение при обеспечении правильной подгонки деталей и автоматизации. Ниже приводится описание нашего подхода, основанного на многофизическом моделировании и динамическом управлении процессом для достижения надежной компенсации упругого восстановления . Наши услуги по штамповке металла на заказ преобразуют случайность этого эффекта в предсказуемый результат следующим образом:
Прогнозирующий анализ формообразования с помощью CAE-моделирования
Каждый проект начинается с виртуального формования с помощью программного обеспечения для моделирования, такого как LS-DYNA . Многофизическое моделирование моделирует взаимодействие между нашими высокопрочными металлическими штамповочными материалами и позволяет нам прогнозировать не только геометрию, но и остаточные напряжения, которые могут возникнуть. На ранних этапах проектирования оснастки мы выявляем возможные зоны упругого восстановления, что позволяет нам оптимизировать конструкцию оснастки до пробного запуска .
Динамическая компенсация в проектировании оснастки
Для учета различных пределов текучести партии материала мы применяем метод динамической компенсации на этапе проектирования. Критические изгибы нашей оснастки включают в себя специальный механизм регулировки. В соответствии с сертифицированными механическими свойствами получаемых нами рулонов мы рассчитываем необходимый угол компенсации. Таким образом, мы обеспечиваем максимальную точность при высокоточной штамповке металла .
Валидация с обратной связью и управление процессом
Это замкнутый цикл обратной связи, в котором компоненты первого образца проверяются с помощью оптических сканеров высокого разрешения . Трехмерные результаты сопоставляются с прогнозируемой деформацией упругого восстановления, и любое расхождение между ними оценивается, что позволяет уточнить значение компенсации для параметров управления процессом штамповки металла . Именно это эмпирическое уточнение, основанное на реальных результатах, позволяет нам обеспечивать допуски на изгиб ±0,5° при серийном производстве.
Этот процесс, от моделирования до регулировки оснастки и эмпирической оценки, составляет суть нашей технической экспертизы. Он выходит за рамки простых заявлений о возможностях и представляет собой четко определенную, основанную на физических принципах методологию штамповки металла . Мы не только поставим детали, но и предоставим вам решение для управления процессом штамповки металла , которое устранит вашу главную проблему — упругое деформирование, обеспечивая плавную интеграцию в ваши автоматизированные сборочные линии.

Рисунок 2: Штамповочный пресс придает алюминиевому сплаву определенную форму детали для автомобильной сборки на заводе LS Manufacturing.
Какие параметры определяют высокоточную матрицу для штамповки металла при изготовлении компонентов медицинского назначения?
Высокоточная штамповка металлических деталей медицинского назначения требует применения высокоточных технологий, исключающих появление мельчайших дефектов на поверхностях, которые могут служить рассадником микроорганизмов или вызывать разрушение детали. Для решения этой задачи был разработан следующий подход к штамповке без следов, основанный на задании определенных параметров материала, смазки и статистических параметров:
Специально разработанная смазка для обеспечения чистоты от микроорганизмов.
Контроль химического состава и правильное нанесение смазки позволяют устранить любую оставшуюся пленку.
- Свойства указанной жидкости: инертная жидкость, полностью испаряющаяся, синтетическая смазка, не оставляющая следов.
- Целенаправленное микроосаждение: замкнутая, нераспыляющая система наносит нанолитровые объемы непосредственно на границу раздела инструмент-заготовка, что является важнейшим методом качественной штамповки металла .
- Проверка методом экстракции: чистота после штамповки количественно оценивается в соответствии с протоколами ISO 10993 , что обеспечивает соответствие требованиям при изготовлении медицинских изделий .
Стратегии выбора подложки и нанесения покрытия для устранения дефектов
Правильный выбор материала исключает микрофрикционное изнашивание и появление следов напряжения.
- Предварительно луженая полосовая заготовка: Использование пластичных, предварительно луженых полос служит в качестве жертвенного материала, поглощающего сдвиговые напряжения и сохраняющего поверхность основного сплава .
- Постформовочное селективное покрытие: функциональные слои (например, золото ) наносятся после штамповки, предотвращая растрескивание, что является важным отличием при сравнении наших услуг по штамповке металла для медицинских изделий.
Статистическое обеспечение надежности процессов при циклической нагрузке
Постоянный коэффициент CpK ≥ 1,33 доказывает, что работоспособность процесса гарантирована на протяжении миллионов циклов.
- Инструментальная оснастка с активной центровкой: Направленные штампы с выровненными направляющими и термостойкими материалами обеспечивают допуски на микронном уровне, необходимые для прогрессивной штамповки больших объемов металлических деталей.
- Встроенные системы статистического контроля процессов и управления: встроенные измерительные приборы передают данные в режиме реального времени в программное обеспечение статистического контроля процессов (SPC), что позволяет вносить корректировки для поддержания показателей производительности процесса штамповки металла в надлежащем состоянии.
Этот параметрический подход, охватывающий все аспекты — от летучести смазки до статистического анализа в реальном времени, — обеспечивает необходимую точность при штамповке металла в медицинской промышленности . Эти решения позволяют добраться до сути проблем загрязнения, предоставляя проверенные меры контроля, а не просто определяя технические характеристики. Такие тщательные инженерные процессы объясняют, почему нас считают специалистами в работе с компонентами, требующими абсолютной надежности.

Рисунок 3: Большой синий гидравлический пресс штампует листы углеродистой стали A36 с узорчатой поверхностью для строительной техники.
Почему инженерам следует следовать руководству по выбору специализированных штамповочных материалов, чтобы избежать износа инструмента?
Непредвиденный износ инструмента приводит к снижению эффективности при сложной штамповке металла . Это специализированное руководство по материалам для штамповки предоставляет полезные данные, устанавливая прямую связь между определенными материалами и износом инструмента. Такие процессы позволяют инженерам разрабатывать превентивные решения для обеспечения стабильности в условиях массового производства.
| Фактор | Измеренное влияние на износ инструмента | Проактивная инженерная корректировка |
| Содержание никеля | Увеличение на 5% привело к увеличению скорости износа пуансона на 15% при массовых операциях. | Укажите, что следует использовать более износостойкую легированную инструментальную сталь и отрегулировать зазор в штампе. |
| Содержание углерода | В случае среднеуглеродистых марок стали наблюдалось увеличение износа боковой поверхности формовочных штампов в среднем на 20% . | Увеличьте частоту смазки и регулярной полировки . |
| Направление зерен материала | При работе в условиях плотной вытяжки против волокон наблюдалась частота возникновения разрывов кромок, составляющая 30% . | Вставляйте детали таким образом, чтобы направление волокон совпадало с основной линией изгиба . |
| Абразивные включения | Сложные сульфидные абразивные включения значительно сокращают срок службы инструмента, до 40% . | Ограничение использования материалов только определенными стандартами – в этом заключается основное преимущество услуг по штамповке металла на заказ. |
Данное руководство по материалам для штамповки позволит оптимизировать срок службы инструмента , что позволит избежать преждевременных поломок и дорогостоящего обслуживания. Такой подход гарантирует долгосрочное производство для сложных задач штамповки за счет минимизации общей стоимости владения. Это единственный выход для инженеров в условиях высококонкурентного производства, стремящихся к стабильному выпуску продукции.
Как услуги по прецизионной штамповке металла обеспечивают точность на уровне микрон в электронных разъемах?
Ниже приведено описание технической процедуры, позволяющей достичь точности ±0,01 мм при штамповке чрезвычайно тонких сплавов, таких как фосфористая бронза, толщиной 0,1 мм . Эти процессы включают проектирование процесса, регулировку в реальном времени и полную цифровую проверку, что необходимо для производства миниатюрной электроники . Процесс разделен на три этапа:
Разработка технологических процессов для тонких сплавов с учетом специфики материала
Первым шагом к успешной и высокоточной штамповке металла для электронных применений является стабилизация материалов. Для фосфористой бронзы толщиной 0,1 мм мы используем многоступенчатый процесс штамповки с прогрессивной матрицей, применяя направляющие штифты и специально разработанные съемные пластины для контроля подачи ленты и предотвращения ее смещения. Это обеспечивает точное позиционирование материала перед фазой формовки, что является важным этапом в штамповке металла для микроразъемов .
Коррекция в процессе работы с использованием визуального контроля
Для обеспечения точности на уровне микронов необходима обратная связь по замкнутому контуру. Встроенная система машинного зрения на основе ПЗС-матрицы анализирует профиль каждой штампованной детали в полосе и сравнивает его с цифровым шаблоном. При отклонении более ±0,005 мм в сервопривод передается поправочный коэффициент для обеспечения высокоточной штамповки деталей с точными размерными характеристиками.
100% цифровая отслеживаемость и отчетность
Каждая произведенная партия проходит оптический анализ, в ходе которого на каждом цикле фиксируются ключевые размеры. На основе полученных данных формируется полный цифровой отчет о прослеживаемости , который затем предоставляется клиенту. Такая система важна в качестве последней меры контроля качества для современных штампованных деталей автомобильной промышленности .
Данная технология решает ключевую проблему нестабильности размеров при обработке сверхтонких металлических штампованных деталей за счет ограниченного технологического процесса и адаптивной коррекции в реальном времени. Наша приверженность обеспечению качества разъемов и производительности производства для наших клиентов выходит за рамки простого изготовления деталей, подтверждая нашу приверженность точности, основанной на данных, и полной прослеживаемости производства .

Рисунок 4: Изготовление кронштейнов из углеродистой стали для автомобильных узлов с использованием услуг крупносерийной штамповки металла.
Почему стоит выбрать услуги штамповки на заказ для мелкосерийной сборки сложных аэрокосмических узлов?
Наибольшая проблема при производстве мелкосерийных и высокосложных аэрокосмических узлов заключается в том, как удовлетворить технические и финансовые требования, избегая при этом дорогостоящих инвестиций в оснастку. Ниже представлена краткая методология, использующая гибкие инструменты и процессы, заменяющие традиционные прогрессивные штампы, для производства критически важных для полетов деталей, отвечающих строгим техническим и финансовым критериям :
Гибкая и экономичная стратегия использования инструментов
- Решение: Модульные штамповочные узлы: Мы используем модульные, упрочненные инструментальные вставки внутри стандартного штамповочного узла, а не совершенно новую конструкцию штампа .
- Решение: Значительно снижает первоначальные затраты и сроки выполнения работ при разработке прототипов металлических штампованных изделий и мелкосерийном производстве, что делает возможным мелкосерийное изготовление.
Высокоточное терморегулирование для экзотических сплавов
- Решение: Формование при контролируемой температуре: Для титана и других высокопрочных сплавов мы интегрируем зоны точного индукционного или лучистого нагрева в процесс высокоточной штамповки металла .
- Решает следующие задачи: сохраняет пластичность материала в процессе формования, предотвращает растрескивание и, что крайне важно, исключает риск водородного охрупчивания, обеспечивая максимальную усталостную прочность для требовательных штампованных компонентов аэрокосмической отрасли .
Настройка процесса для обеспечения целостности материалов
- Решение: Разработка технологического процесса с учетом особенностей конкретного сплава: Каждый параметр — от скорости нагрева/охлаждения до скорости прессования и смазки — проектируется с учетом свойств конкретного сплава.
- Решение: Гарантирует металлургическую целостность и механические характеристики готовой детали в экстремальных условиях эксплуатации, что является основной ценностью наших услуг по штамповке на заказ .
Эта технология решает противоречие между экономической целесообразностью и техническими требованиями сложного и мелкосерийного производства. Мы предлагаем аэрокосмические узлы , которые изготавливаются с использованием наших запатентованных методов, включающих разработку комплексного процесса от сырья до окончательной сборки. Такая техническая экспертиза является явным конкурентным преимуществом в приложениях, имеющих первостепенное значение с точки зрения функциональности, отслеживаемости и экономической эффективности.
Пример из практики: Проект по изготовлению корпуса датчика из нержавеющей стали для медицинского оборудования компанией LS Manufacturing по индивидуальному заказу.
Ниже приведён пример того, как компания LS Manufacturing успешно решила критическую производственную проблему, связанную с выходом годных изделий, для глобального производителя медицинских изделий. Это демонстрирует наши возможности в области высокоточной штамповки металла . Задача заключалась в изготовлении сложного и очень тонкого корпуса с использованием традиционных процессов, что привело к неразрешимой производственной проблеме. Решение иллюстрирует первостепенную важность прикладного проектирования в решении критически важных производственных проблем:
Задача клиента
В этом проекте заказчику требовался тонкий лист толщиной 0,15 мм. Толстостенный корпус из нержавеющей стали 316L с допуском ±0,025 мм. В существующем процессе наблюдался 18% брака из-за микротрещин, часто встречающейся проблемы при штамповке металла в сложных условиях . Эта проблема привела к задержке запуска на 4 недели .
LS Manufacturing Solution
Было проведено полномасштабное исследование проектирования с учетом технологичности изготовления (DFM). Наше решение состояло из двух аспектов. Во-первых, мы выбрали материал, прошедший вакуумную переплавку в процессе производства, что повысило его пластичность. Во-вторых, был разработан и интегрирован в систему управления с обратной связью уникальный многоступенчатый процесс штамповки металла . Это необходимо для успешного изготовления прототипов методом штамповки металла, поскольку стандартные методы приводят к растрескиванию компонентов.
Результаты и ценность
Внедренные изменения позволили снизить процент брака до менее 0,1% и повысить эффективность использования материалов на 15% . Это обеспечило 100% своевременную поставку сертифицированных деталей. Для клиента это привело к сокращению трудозатрат на сборку на 30% и существенной общей экономии средств. Успех позволил установить надежное производственное партнерство, подтвердив возможности наших технологий штамповки металла .
Этот случай иллюстрирует наш технический подход, в рамках которого глубокие инновации в производственных процессах позволяют решать конкретные проблемы, возникающие при штамповке металлических изделий на заказ . Мы обеспечиваем стабильность производства и целостность деталей, что позволяет клиентам снизить риски сложных проектов в регулируемых, высокодоходных секторах, таких как производство медицинских изделий.
Превратите свой рискованный проект по штамповке медицинских изделий в успешный проект без дефектов, используя экспертные решения в области материалов и технологических процессов.

Какие критерии необходимо проверить при выборе поставщика услуг по прецизионной штамповке металла?
При выборе компетентного поставщика услуг для критически важных операций по штамповке металла необходимо не только оценить его возможности, но и провести аудит процессов управления качеством и стабильностью компании . В приведенном ниже документе описаны наиболее важные факторы проверки, которые предотвращают проблемы, связанные с несоответствием размеров, незапланированными перебоями и сбоями в поставках. Представлен полный контрольный список для аудита поставщика по следующим качествам и компетенциям:
Возможность проведения металлургического анализа собственными силами.
Поставщик должен располагать всем необходимым лабораторным оборудованием, таким как сканирующий электронный микроскоп , что позволит ему проводить анализ и обеспечивать правильную структуру материала перед началом процесса высокоточной штамповки металла . Это предотвратит любые проблемы, вызванные использованием материалов с неприемлемыми характеристиками.
Прогнозируемое техническое обслуживание инструментов на основе искусственного интеллекта
Помимо планового технического обслуживания, еще один ключевой игрок использует датчики вибрации и температуры в сочетании с искусственным интеллектом для постоянного мониторинга состояния своих инструментов. Программное обеспечение может прогнозировать неисправности инструментов, обнаруживая небольшие отклонения в их рабочих характеристиках. Таким образом, эффективно решается проблема неожиданных остановок прессов, а также обеспечивается стабильное качество деталей, производимых в различных областях штамповки металла с широким ассортиментом продукции.
Полная прослеживаемость материалов в соответствии с IATF 16949
Для регулируемых отраслей поставщик должен продемонстрировать сертифицированную прослеживаемость на уровне процесса от исходного сырья до готовой детали. Это включает в себя документированную цепочку поставок и сертификаты завода-изготовителя, интегрированные в цифровую производственную систему. Это решает проблемы соответствия нормативным требованиям и ответственности, предоставляя проверяемые доказательства, необходимые для штамповки металла с жесткими допусками в автомобильной и аэрокосмической отраслях.
Прозрачность и контроль цифрового производства
Настоящий партнер предоставляет доступ в режиме реального времени к панели мониторинга производства, отображающей такие показатели, как OEE и FPY . Прозрачность способствует принятию совместных решений на основе объективных фактов, что решает проблему реактивного и неэффективного подхода. Наше предложение превращает обычное партнерство с поставщиком в хорошо управляемые отношения, характеризующиеся проактивным сотрудничеством в области услуг по прецизионной штамповке металла .
Предложенная методология служит наглядным способом оценки как технической компетентности, так и надежности поставщика услуг. Компания помогает своим клиентам управлять рисками в цепочке создания стоимости не только потому, что предлагает услуги по штамповке металла, но и потому, что обладает возможностью обеспечить необходимое управление с помощью проверенных показателей.
Часто задаваемые вопросы
1. Как компания LS Manufacturing решает проблемы однородности материалов при выполнении крупносерийных заказов на прецизионную штамповку?
Для каждой партии поступающих металлических листов будут проводиться испытания на твердость и МТР, а параметры штамповки будут постоянно корректироваться в соответствии с данными SPC для поддержания стабильного уровня CPK не ниже 1,33 .
2. Какой диапазон толщины материалов могут обрабатывать ваши услуги по прецизионной штамповке металла?
Мы можем производить высококачественные детали из металлов различной толщины, от чрезвычайно тонких пленок толщиной 0,05 мм до толстых листов толщиной до 6,5 мм .
3. Оказывает ли компания LS Manufacturing поддержку в разработке прототипов в рамках своих услуг по штамповке металла на заказ?
Да, это так. В нашей компании есть специальное подразделение быстрого прототипирования, которое использует технологию электроэрозионной обработки проволокой и более простую оснастку, чтобы предоставить вам рабочие прототипы в течение 5-10 рабочих дней .
4. Как вы обеспечиваете отсутствие царапин на поверхности высокоточных штампованных деталей?
Для обеспечения 100% целостности поверхности наших медицинских и косметических компонентов мы используем либо запатентованную полиуретановую оснастку, либо штампы с PVD-покрытием, а также современное оборудование для производства в чистых помещениях.
5. Включают ли ваши услуги по штамповке металла последующую термообработку или гальваническое покрытие?
Да. Компания LS Manufacturing предоставляет услуги «под ключ», включая: Вакуумная термообработка для снятия внутренних напряжений, пескоструйная обработка, анодирование и гальваническое покрытие с использованием экологически чистых процессов, соответствующих международным стандартам.
6. Может ли компания LS Manufacturing предоставить бесплатную оценку технологичности моего проекта с точки зрения проектирования для производства (DFM)?
Безусловно. В процессе составления сметы наши опытные инженеры проанализируют ваши 3D-чертежи и порекомендуют различные материалы или технологические процессы изготовления, что обычно позволяет сэкономить более 15% средств.
7. Как вы защищаете интеллектуальную собственность и конфиденциальность дизайна ваших клиентов?
С нашей стороны обязательно строгое соблюдение соглашений о неразглашении (NDA) . Все цифровые чертежи хранятся на физически изолированных серверах, а предоставленное разрешение подлежит тщательной индивидуальной проверке.
8. Сколько времени обычно требуется для получения официального коммерческого предложения с подробным описанием стоимости?
После получения от вас подробных 3D-чертежей и данных о допусках, наша команда по анализу затрат в течение 24 часов предоставит вам смету и анализ сроков выполнения заказа.
Краткое содержание
Штамповка металла — это не просто прессование; это высокотехнологичная область системной инженерии, включающая материаловедение, технологическое проектирование и цифровую аналитику . В компании LS Manufacturing мы внедряем знания материаловедения во все этапы производства, создавая компоненты высочайшего качества. Благодаря оптимизированной конструкции для производства, точным допускам и полной отслеживаемости материалов мы создаем абсолютно безопасную и бесперебойную основу для вашей цепочки поставок. Речь идет не просто о формовке металлов, а о вашем конкурентном преимуществе.
Хотите минимизировать затраты на изготовление прецизионных штампованных деталей? Предотвратите снижение прибыли из-за неудовлетворительных свойств материалов. Позвоните нашим опытным инженерам для бесплатного аудита DFM и сравнительного анализа стоимости материалов. Мы оценим ваши 3D CAD-чертежи, выявим такие проблемы, как трещины, и предложим рекомендации, основанные на данных. Отправьте ваши 3D CAD-файлы для бесплатного анализа прямо сейчас.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


