
Les services d'outillage sur mesure pour moules d'injection attirent souvent une clientèle exigeante en matière de précision. Cependant, lors des essais initiaux, de nombreux clients rencontrent fréquemment des difficultés, notamment la correction des bulles, des défauts de polymérisation et des collages dans les moules en résine . Le principal problème réside dans le fait que les ateliers d'outillage classiques négligent souvent la ventilation, le contrôle thermique de l'acier du moule et les déséquilibres dans la conception des éjecteurs. Ces défauts entraînent des problèmes courants de bavures, de vides et de collage des pièces, empêchant ainsi l'automatisation de la chaîne de montage.
Les services d'outillage de moulage par injection sur mesure de LS Manufacturing constituent une solution de fabrication en boucle fermée de haute précision qui résout de manière exhaustive les défauts critiques — tels que les bavures, les vides et le collage des pièces — grâce à une conception pour la fabrication (DFM) de précision, une ventilation avancée et un contrôle de processus en boucle fermée.

Services d'outillage sur mesure pour le moulage par injection : Guide d'élimination des défauts
| Type de défaut | Solution de base | Qualité résultante |
| Flash (marques de brûlure) | Acier à outils de haute qualité avec contrôle automatisé de la force de serrage. | Des bords nets, sans besoin de retouche. |
| Vides (Pièges à air) | Micro-ventilation (profondeur de 0,01 à 0,02 mm ). | Pièces solides et parfaitement formées, sans aucun défaut. |
| Pièce collée | 1° de tirage mural avec surfaces de cavité polies SPI A1 (norme de polissage miroir de qualité supérieure). | Éjection automatique des pièces sans endommager les pièces d'outillage de moule d'injection sur mesure . |
| Marques de retrait | Nécessite un refroidissement conforme et une conception d'épaisseur de paroi constante. | Produit des pièces à l'aspect impeccable, prêtes pour la finition, sans marques de retrait. |
| Plans courts | Nécessite une optimisation du système de vanne et de canal chaud. | Remplit les géométries complexes de manière uniforme, sans sous-remplissage. |
| Contrôle des processus | Un contrôle de processus en temps réel utilisant des capteurs et le SPC est nécessaire. | Supprime les lots défectueux et permet des performances constantes à long terme . |
Conclusion : Comme indiqué ci-dessous, la micro-ventilation et le serrage automatisé réduisent les taux de rebut à un niveau quasi nul.
Points clés à retenir :
- L’outillage de précision prévient les bavures : un outillage trempé de haute qualité et un alignement précis sont essentiels pour éviter les problèmes de bavures.
- La ventilation est essentielle à l'intégrité : une micro-ventilation stratégique est indispensable pour éviter la formation de vides et atteindre la densité de pièces souhaitée.
- L’ébauche et le polissage permettent l’automatisation : L’ébauche et le polissage sont des exigences cruciales et indispensables à la production de masse .
- La surveillance des processus est proactive : les informations des capteurs et le contrôle statistique des processus sont essentiels pour garantir la stabilité des processus.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Vous trouverez sans doute de nombreux documents théoriques en ligne sur le moulage par injection de précision . Mais ce guide est unique. Il a été élaboré par notre équipe d'experts en outillage et procédés d'injection, confrontés quotidiennement aux problèmes de déformation. Toutes nos règles et tous nos principes de conception ont été vérifiés et validés conformément aux recommandations de l'Association allemande des ingénieurs (VDI) .
Nos conceptions et moules doivent garantir une stabilité dimensionnelle irréprochable, car ils comprennent des lentilles pour semi-conducteurs, des canaux pour dispositifs de diagnostic et d'autres composants aérospatiaux. C'est pourquoi l'ensemble de notre processus d'assurance qualité doit être conforme aux normes de l'Organisation internationale de normalisation (ISO), la précision étant un aspect essentiel de ces applications .
Nous avons acquis cette expérience au fil des années grâce à de nombreux essais de moules, à nos erreurs et à l'analyse de chaque défaut et réussite de moulage. Nous maîtrisons la configuration optimale des points d'injection pour les polymères à cristaux liquides, le positionnement précis des canaux de refroidissement pour éviter toute contrainte excessive sur le PEEK, et l'application d'une pression de maintien précise pour obtenir des pièces moulées aux formes nettes et parfaites. Partagez notre expertise pour concevoir de meilleurs moules et acquérir des composants répondant à vos besoins.

Figure 1 : Des techniciens ajustent un outillage de moule de précision sur mesure pour éviter que les pièces ne collent dans la production automobile.
Pourquoi les services d'outillage de moulage par injection sur mesure de Premier accordent-ils la priorité à la vitesse d'évacuation de l'air pour éliminer les bavures de cavité ?
Nos services d'outillage de moulage par injection sur mesure de qualité supérieure se concentrent sur la vitesse d'évacuation des gaz, car ils permettent de résoudre le problème à la source. Nous nous engageons à optimiser cette vitesse en l'adaptant à l'étanchéité de la ligne de joint afin de réguler la pression dans la cavité. Notre processus technique comprend les étapes suivantes :
Étanchéité de précision des lignes de séparation : la première défense
Le secret réside dans l'étanchéité parfaite le long de la ligne de joint. Nous exigeons un usinage sur rectifieuses de surface de précision pour une étanchéité optimale avec une tolérance d'écart ≤ 0,01 mm , ce qui se traduit pour vous par une réduction des erreurs cumulées et des coûts de mise au point , un résultat supérieur à la norme industrielle de 0,03 mm . L'étanchéité exceptionnelle obtenue grâce à l'outillage de moulage par injection de haute précision empêche toute infiltration de matière fondue aux endroits où il y a une fuite de gaz, formant ainsi une barrière physique contre les bavures.
Géométrie de ventilation optimisée pour l'évacuation transitoire des gaz
Une conception appropriée des évents permet la vitesse d'évacuation nécessaire. Nous utilisons des évents disposés en gradins, situés à 2,5 mm de la périphérie du produit et d'une profondeur de 0,015 mm à 0,02 mm , afin de permettre l'évacuation des gaz en moins de 0,02 seconde lors d'un remplissage à une vitesse élevée ( ≥ 80 mm/s) . Cette exigence fondamentale de nos services de conception de moules d'injection garantit l'évacuation des gaz haute pression et prévient le décollement des plaques.
Système intégré pour la production zéro défaut
L'association d'un système d'étanchéité et de ventilation forme un système fermé qui régule la pression. Ceci élimine les surpressions soudaines dues aux gaz emprisonnés et réduit ainsi la force d'extraction de plus de 85 % . Ce système garantit l'utilisation optimale des forces de serrage disponibles et assure ainsi un fonctionnement sans bavures des moules d' injection 24h/24 et 7j/7 , avec des solutions aux défauts de moulage par injection grâce à des moules durables .
Notre approche technique révolutionne la prévention des bavures en privilégiant la dynamique des gaz plutôt que la pression de serrage. Nos protocoles, notamment l'étanchéité des lignes de joint ≤ 0,01 mm et la profondeur d'évent optimisée, constituent un système éprouvé pour garantir l' absence de bavures dans nos moules . La profondeur d'évent maîtrisable, inhérente à nos moules d'injection de production en série, assure fiabilité et rentabilité, à l'instar des services d'outillage d'injection sur mesure haut de gamme .

Comment la conception d'outillage de moulage de précision sur mesure peut-elle supprimer les inclusions d'air pour garantir un moulage par injection sans vides ?
Le moulage par injection sans bulles d'air exige une gestion rigoureuse du front d'écoulement et du retrait volumétrique, ce qui ne peut être obtenu par un simple réglage du procédé. L'ingénierie prédictive de notre solution d'outillage de précision sur mesure élimine les bulles d'air avant la production, permettant ainsi la création de pièces robustes et à forte densité. Notre procédé s'attaque au problème complexe et le résout en amont afin de garantir le respect des spécifications de résistance strictes de l'industrie automobile.
Conception prédictive par analyse rhéologique non linéaire 3D
- Stratégie principale : Une simulation de remplissage basée sur des paramètres de processus réels tels qu'une température de moule de 85 °C et une température de fusion de 240 °C est utilisée pour identifier les zones de remplissage tardif.
- Critère de décision : Si les prévisions de variation du retrait volumétrique sont ≥ 1,2 % , une refonte de la porte d'injection est nécessaire pour éviter le piégeage d'air et le sous-remplissage, ce qui constitue la base de l' outillage du moule d'injection piloté par simulation .
Optimisation stratégique du processus de validation pour un emballage uniforme
- Mesure corrective : Utiliser des vannes à éventail pour répartir le flux et éviter des taux de cisaillement élevés par rapport aux vannes standard .
- Spécifications techniques : La largeur de la porte est conçue avec précision pour représenter 65 à 75 % de l'épaisseur de la zone la plus épaisse du moule.
- Résultat : Ceci garantit un transfert optimal de la pression dans le noyau de la cavité tout en maintenant le processus de maintien, une caractéristique essentielle des outillages de moules d'injection haute performance .
Procédé intégré pour une densité garantie
- Résultat du système : Le système de vanne et d'alimentation conçu assure une distribution optimale de la pression, ce qui minimise les contraintes résiduelles jusqu'à 4,5 % .
- Validation finale : La solution que nous avons développée garantit une densité et une résistance des pièces à 100 % à l'intérieur du moule, ce qui assure un moulage par injection sans vide et un outillage de moule d'injection à structure dense .
Notre solution repose sur une technique d'ingénierie préventive qui garantit des pièces sans porosité dès leur conception. L'utilisation de l'analyse rhéologique 3D et du positionnement précis des points d'injection permet de mettre au point un système d'outillage de moulage par injection de pointe qui élimine totalement les inclusions d'air. Il en résulte une intégrité des pièces assurée et des solutions efficaces pour corriger les défauts des moules d'injection , constituant ainsi notre norme de service en matière d'outillage de moulage par injection .
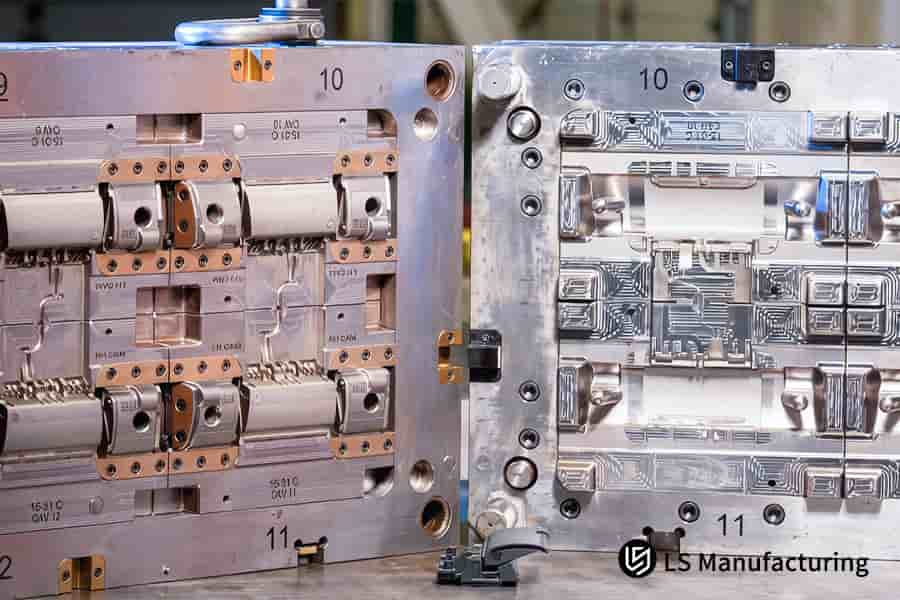
Figure 2 : L'outillage de moule sans bavure forme plusieurs fourchettes en plastique dans des cavités en acier inoxydable poli.
Quels paramètres d'équilibrage d'éjection permettent d'éviter que les pièces ne collent au moule lors d'une production automatisée à grand volume ?
Le collage des pièces et les problèmes d'éjection sont des enjeux majeurs pour l' outillage de moulage par injection automatisé . Grâce à une parfaite maîtrise des forces agissant sur le moule et les surfaces concernées, nous garantissons un fonctionnement optimal de tous les éjecteurs dans nos services de fabrication d'outillage de moulage par injection sur mesure .
| Pilier de solution | Mise en œuvre technique |
| Analyse de l'équilibre des forces | L'analyse de pré-production prédit la résistance au démoulage, ce qui permet un placement correct des broches d'éjection, en maintenant une précision stricte de ±0,5° pour éviter que la pièce ne colle au moule . |
| Dynamique d'éjection optimisée | Une courbe de vitesse de 15 à 25 mm/s est utilisée pour éviter la concentration des contraintes, une caractéristique clé de l'outillage de moule d'injection à éjection synchronisée . |
| Ingénierie de surface avancée | Le revêtement DLC (Diamond-Like Carbon nano-coating with low friction profile) ( HV >2200 ) est appliqué aux surfaces du noyau, abaissant le coefficient de frottement à ≤0,1 , service de dépannage du moulage par injection du noyau . |
| Norme de production validée | Grâce à des succès répétés sur des milliers de cycles, cette approche garantit un démoulage 100 % prévisible, assurant ainsi une disponibilité maximale des moules d'injection . |
Remarque : Le tableau comparatif ci-dessus démontre que le passage d’un réglage réactif des paramètres à une précision équivalente à celle de l’acier à outils et à une micro-ventilation garantit une production sans défaut. Éliminez les collages de moule et assurez des productions en grande série sans interruption. Bénéficiez de notre expertise en revêtement DLC et en éjection synchronisée. Contactez LS Manufacturing pour discuter de votre projet et demander une étude de faisabilité.
Pourquoi la thermorégulation dynamique multizone domine-t-elle l'efficacité des solutions de traitement des défauts des moules d'injection ?
La thermorégulation dynamique multizone élimine les déformations et les bavures de moule en assurant une température de surface uniforme à ± 1,5 °C . Son efficacité pour résoudre les défauts est due à l'élimination de leur source : le déséquilibre thermique. Les systèmes de refroidissement traditionnels génèrent des écarts de température supérieurs à 25 °C en surface, provoquant déformations et bavures. Notre solution utilise un refroidissement de conformation précis pour produire des températures uniformes à ± 1,5 °C , offrant ainsi des solutions aux défauts des moules d'injection .
Remplacer les systèmes de refroidissement traditionnels inefficaces
Les circuits de refroidissement rectilignes ne permettent pas de reproduire la forme complexe de la pièce. Il en résulte un refroidissement irrégulier, source de variations de température, de contraintes et de défauts. Cette méthode est réactive et inefficace. Nous proposons une approche qui remplace cette solution réactive par une solution proactive, fondée sur des principes physiques, pour la fabrication d'outillages de moulage par injection à température contrôlée .
Précision d'ingénierie avec des canaux conformes
Pour atteindre nos objectifs, nous utilisons la technologie d'impression 3D afin de réaliser les canaux de refroidissement, conçus pour épouser la forme de la cavité. Le point crucial est de maintenir une distance de 8 mm entre le canal et la surface du moule. Ceci garantit une extraction thermique uniforme, en agissant directement sur les gradients thermiques et en éliminant ainsi les bavures qui s'accumulent à leur origine ; un avantage fondamental des outillages de moulage par injection conçus pour prévenir les défauts .
Valider les performances à l'aide de mesures basées sur les données
L'efficacité du système réside dans ses résultats concrets. En ramenant l'écart de température dans l'ensemble du moule à ±1,5 °C , on réduit les contraintes thermiques responsables des déformations. Cette uniformité permet de réduire les temps de cycle de plus de 35 % et garantit des pièces aux dimensions stables grâce à un outillage de moulage de précision sur mesure , caractéristique des moules d'injection multizones .
Notre technique va au-delà du simple refroidissement, car elle assure une uniformité thermique au sein même du moule. L'écart de 8 mm et la plage de régulation de température de ±1,5 °C garantissent des exigences concrètes pour prévenir les défauts. Notre procédé élimine les incertitudes liées à la qualité et à la productivité, pour une production toujours efficace. [Téléchargez notre guide de dépannage des défauts de moulage par injection] pour optimiser vos paramètres de production.
Comment l'alignement de la formulation des matériaux et les mécanismes d'extraction des noyaux permettent-ils d'éliminer simultanément le collage des flashs vidéo ?
L'élimination simultanée des bavures, des vides et des collages est possible grâce à une parfaite adéquation entre le comportement et les propriétés mécaniques des matériaux, une compétence clé de nos services de conception de moules d'injection . L'intégration de ces deux processus explique notre philosophie pour notre service d'outillage de moules d'injection visant à éliminer les défauts . Plus précisément, pour les polymères semi-cristallins à fort retrait ( 1,8 % à 2,2 % ) tels que le PA66 + 30 % GF , notre procédé garantit :
Mécanisme avancé d'extraction du noyau pour la prévention des flashs
- Amélioration critique : Passage d'un système de glissement en une étape à un système d'extraction du noyau de verrouillage hydraulique en deux étapes.
- Justification technique : Ceci permettra d’éviter le jeu mécanique et le jeu lié à l’usure , qui entraînent des bavures en cas de haute pression, une exigence essentielle de notre outillage de moule de précision sur mesure .
- Intégration du système : Le processus fonctionnera en coordination avec une pression de serrage de 150 MPa , essentielle pour l’outillage de moulage par injection haute pression afin d’assurer une étanchéité parfaite.
Contrôle précis du processus pour éliminer les vides
- Intervention ciblée : Introduire un profil de vitesse par paliers lors de la phase finale de compactage.
- Action spécifique : Lorsque le remplissage approche 98 % , diminuez la vitesse à 12 mm/s .
- Prévention des défauts : En ralentissant le processus, nous prévenons efficacement le retrait anisotrope dû à l’orientation des fibres, responsable de la création de vides et l’un des principaux avantages des moules d’injection sans vides .
Gestion de la cristallisation spécifique aux matériaux
- Stratégie principale : Coordination des paramètres de processus pour contrôler la cinétique de cristallisation du matériau.
- Comment ça marche : L'utilisation d'une pression de maintien élevée et stable ( 150 MPa ) associée à un profil de remplissage précis permet de contrôler le refroidissement et la solidification .
- Résultat final : Ceci assure un retrait uniforme sans contrainte, contribuant directement à éliminer les bavures et l'adhérence .
Notre approche allie ingéniosité mécanique et science des matériaux. L'extraction en deux étapes du noyau verrouillé et la pression de 150 MPa évitent les bavures, tandis que le profil de vitesse de fin de remplissage de 12 mm/s prévient la formation de vides. Ce procédé combiné contrôle la cristallisation pour éviter l'adhérence, créant ainsi un système intégré capable de résoudre de manière proactive les problèmes posés par les polymères techniques les plus exigeants, grâce à un outillage de moulage par injection à cristallisation contrôlée .
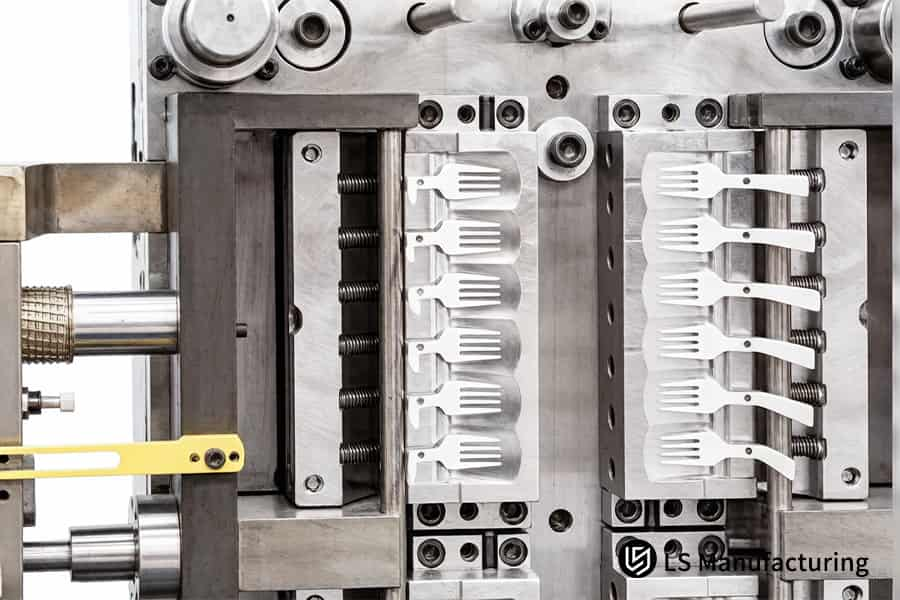
Figure 3 : Les services d'outillage de moules d'injection personnalisés usinent des cavités en aluminium marquées 10 et 11 pour la production.
Étude de cas : Comment LS Manufacturing a-t-il fourni des outils de connexion automobile sans bavures à un fournisseur automobile allemand de rang 1 ?
Les services d'outillage de moulage par injection sur mesure fournis par LS Manufacturing ont permis de résoudre le problème à la source, démontrant ainsi notre expertise en matière d'outillage de moulage par injection à grand volume, avec un outillage sans bavures et un moulage par injection sans vides :
Défi du client
Le client a rencontré des problèmes critiques avec son connecteur haute tension 48 V fabriqué en PBT+15 % GF à haute fluidité. Un moule provenant d'un autre fournisseur a généré des bavures excessives ( 0,12 mm ) au niveau de la ligne de joint et des porosités internes, entraînant un taux de défaillance de 18,5 % lors de l'assemblage. Ce problème a compromis la réussite du test d'isolation haute tension, ce qui pourrait engendrer des pertes de plusieurs millions d'euros et l'arrêt de la ligne de production.
Solution de fabrication LS
Grâce à l' outillage de moulage par injection à haute stabilité , la variation de la température de surface de la cavité a été réduite. De 28 °C à ±1 °C . Lors des premiers essais d'écoulement, un retrait anisotrope inattendu est apparu en raison de l'alignement des fibres. Une refonte complète a alors été réalisée, en commençant par une analyse approfondie de la fabricabilité (DFM). La solution retenue a consisté à utiliser un acier à outils pour travail à chaud de haute qualité (dureté supérieure à 52 HRC) combiné à un usinage CNC 5 axes afin de garantir des ajustements précis des lignes de joint, avec un jeu maintenu à ±0,008 mm . Parallèlement, le système de ventilation a été repensé et 12 canaux de refroidissement conformes ont été intégrés grâce à l' impression 3D métal.
Résultats et valeur
Selon les normes industrielles en vigueur pour les connecteurs haute tension, le taux de rebut typique se situe entre 3 et 5 %, tandis que la solution de LS Manufacturing a permis d'atteindre un taux sans précédent de 0,05 %. Ces résultats ont été confirmés par des mesures CMM en ligne. Les bavures ont été éliminées, les mesures indiquant un taux inférieur ou égal à 0,005 mm , tandis que la porosité interne a été réduite de 98,5 % , aboutissant à un moulage par injection parfaitement exempt de défauts . Le temps de cycle a été réduit de 24 % , et le rendement de la ligne d'assemblage automatisée a atteint 99,95 % . Grâce à cet outillage de moulage par injection , le client a pu éviter d'importantes pénalités financières et a décroché trois autres contrats pour des moules bi-injection.
Ce projet illustre notre capacité à résoudre des problèmes complexes et critiques liés à la fabrication grâce à des principes d'ingénierie rigoureux. En corrigeant les principaux facteurs de défaillance, tels qu'un mauvais ajustement, un refroidissement insuffisant et une ventilation inadéquate, avec des spécifications précises de tolérance de ±0,008 mm et de température de ±1 °C , nous garantissons des outillages de moulage sans bavures . Cette méthode basée sur les données est au cœur de nos services d'outillage de moulage par injection sur mesure , notamment lorsqu'un problème peut engendrer des coûts considérables.
Démontrez une précision d'ajustement de ±0,008 mm et une réduction des vides de 98,5 % pour vos composants haute tension. Soumettez la conception de votre connecteur pour valider un processus sans bavures et confirmer votre calendrier de production.

Pourquoi un service de dépannage analytique en moulage par injection est-il essentiel avant de finaliser la découpe de l'acier ?
Effectuer une analyse préventive lors du dépannage du moulage par injection, avant toute découpe d'acier, est la méthode optimale pour éviter des modifications inutiles et coûteuses des moules. Cette approche est l'un des principes clés de notre outillage de moulage par injection piloté par simulation , car elle permet de simuler l'intégralité du processus de production afin de détecter et d'éliminer les problèmes potentiels d'écoulement, de compactage et de refroidissement avant la fabrication de l'outillage.
| Phase | Mise en œuvre technique et justification |
| Analyse préventive | L'utilisation de solveurs d'écoulement non linéaires pour simuler le processus d'écoulement de la résine permet de découvrir les défauts potentiels tels que les pièges à air sans qu'aucune pièce d'acier ne soit découpée, ce qui est essentiel dans l'outillage des moules d'injection . |
| Surveillance du gradient de pression | Analyse de la pression de la cavité à l'aide d'un intervalle de 0,001 seconde, où un gradient supérieur à 15 % indique un risque élevé de vides ou de problèmes de collage. |
| Mesures d'atténuation des risques | La modification des conceptions de la grille et du refroidissement au sein d'une simulation informatique permet d'éliminer préventivement les problèmes de collage des bulles de flash . |
| Réalisation de la valeur client | Ce service de conception de moulage par injection élimine quatre à cinq essais qui auraient été nécessaires autrement et réduit les coûts d'outillage d'environ 70 % . |
Grâce à notre analyse de la dynamique de pression en moins d'une seconde et à notre exigence d'une limite de gradient de 15 % , nous proposons une feuille de route basée sur les données pour garantir le succès. Cette approche s'attaque directement aux problèmes majeurs que sont les essais coûteux et les pièces de mauvaise qualité rencontrés par nos clients, assurant ainsi que l'outillage final repose sur des conceptions éprouvées . Cet outillage de moulage par injection pré-validé garantit la fabricabilité et permet de réaliser des économies sur les projets stratégiques.

Figure 4 : Les composants de moule en aluminium et en acier de précision permettent un moulage par injection sans bavures ni vides en production.
Pourquoi choisir LS Manufacturing comme fournisseur privilégié d'outillage de moulage de précision sur mesure et d'une fabrication rentable ?
Choisir LS Manufacturing comme fournisseur privilégié, c'est faire un choix judicieux pour une fabrication de pièces rentable et précise. Nous y parvenons en intégrant tous les aspects de systèmes de qualité certifiés, des procédés de fabrication avancés et un support technique de pointe, ce qui nous permet de transformer des conceptions de pièces complexes en outillages de production hautement productifs .
Intégration certifiée des processus pour une qualité prévisible
En tant qu'entreprise certifiée ISO 9001:2015 et IATF 16949:2016 , nous intégrons des systèmes de gestion de la qualité, et non de simples certifications. Cette approche garantit une maîtrise de chaque étape du processus, de la certification des matériaux à l'inspection finale des produits. Nous sommes ainsi en mesure de fournir des outillages de moulage de précision sur mesure .
Usinage interne de pointe pour une stabilité d'outil inégalée
Nous utilisons des outils de pointe, tels que des centres d'usinage 5 axes Makino et des machines d'électroérosion à fil Sodick . La capacité à fabriquer ces pièces complexes aux dimensions exactes souhaitées nous permet d'obtenir des ajustements parfaits et une stabilité thermique optimale. Cette maîtrise totale du processus d'usinage est essentielle à la fabrication d'outillages de moulage par injection haute stabilité, indispensables au fonctionnement continu des lignes de production.
Partenariat de conception proactif dès la phase de concept
Nous vous offrons une valeur ajoutée grâce à un rapport DFM complet et gratuit, réalisé sous 24 heures après réception de votre fichier de données 3D (STEP, IGS, X_T). Ce rapport inclut l'analyse des points d'injection, l'estimation du temps de cycle et l'optimisation de la ventilation. Ces services sont inclus dans notre offre de conception de moules d'injection . Cela nous permet d'identifier et de résoudre rapidement tout problème de fabricabilité, garantissant ainsi la pertinence des devis et des prestations de fabrication d'outillage de moulage par injection sur mesure que nous réalisons.
Nos procédés éprouvés garantissent la fiabilité des processus, notre parc de machines de pointe assure la qualité des outillages et notre évaluation rigoureuse de la conception garantit la faisabilité de la fabrication. Notre maîtrise totale, du début à la fin – y compris notre outillage de moulage par injection intégré – permet de résoudre les problèmes majeurs que sont les retards de projet, les dépassements de budget et l'instabilité de la production.
FAQ
1. Quel est le délai de livraison de LS Manufacturing pour des outillages de moule sans bavures ?
Le délai de production standard pour l'outillage de moulage par injection de précision est de 25 à 35 jours . L'entreprise applique l'optimisation DFM et peut ainsi garantir l'absence de bavures supérieures à 0,01 mm lors des essais de moulage T1, ce qui permet une validation rapide des prototypes.
2. Comment garantir mathématiquement une structure moulée par injection sans vide pour des pièces transparentes à parois épaisses ?
L'entreprise utilise des simulations 3D Moldflow pour contrôler la pression de maintien (qui restera supérieure à 120 MPa ) tout en employant des canaux d'alimentation à haut débit dont l'épaisseur de paroi est supérieure à 65 % . De ce fait, le retrait de cristallisation dans les zones centrales peut être maîtrisé à ±0,2 % .
3. Quelle est la quantité minimale de commande (MOQ) pour les services d'outillage de moules d'injection personnalisés chez LS Manufacturing ?
Nous n'imposons aucune quantité minimale de commande à nos clients. Nous proposons des devis personnalisés, même pour un seul moule, qu'il s'agisse de moules en aluminium utilisés pour le prototypage ou d'un moule en acier trempé haute résistance capable de produire jusqu'à 1 000 000 de pièces par an .
4. Comment LS Manufacturing protège-t-elle les fichiers CAO 3D confidentiels et la propriété intellectuelle (PI) de ses clients ?
Nous mettons en œuvre des protocoles de protection de la propriété intellectuelle rigoureux, de niveau militaire . Avant le téléchargement de vos dessins STEP, nous établissons un accord de confidentialité juridiquement contraignant (NDA) ; de plus, tous les paramètres de traitement et les dessins de conception sont stockés tout au long du flux de travail sur des serveurs isolés et cryptés.
5. Quelles nuances d'acier à outils utilisez-vous pour empêcher complètement les pièces de coller au moule ?
Nous privilégions les aciers à moules haut de gamme provenant de fabricants de renom tels que le suédois ASSAB et le japonais DAIDO (par exemple, S136, NAK80). Les composants principaux du moule subissent un traitement de trempe pour atteindre une dureté de HRC 52 ou plus, avec un revêtement nano DLC (carbone de type diamant) en option pour un coefficient de frottement ultra-faible.
6. Si mon moule actuel souffre de graves problèmes de bavures, votre service de dépannage de moulage par injection peut-il le réparer ?
Oui. Notre service de réparation de moules commence par une numérisation 3D CMM à l'échelle du micron de la ligne de joint de l'ancien moule afin d'identifier les zones déformées. Nous utilisons ensuite le soudage laser de précision pour réparer le matériau, suivi d' un fraisage CNC 5 axes de haute précision pour rétablir le jeu d'assemblage à une tolérance de ±0,01 mm .
7. Comment vos services d'outillage de moulage par injection sur mesure atténuent-ils les fluctuations des prix des matières premières pour vos clients ?
Nous avons signé des accords d'achat groupé annuels avec des géants internationaux des matières premières tels que BASF et DuPont . Notre solide mécanisme de stockage de matières plastiques techniques garantit que la tarification dégressive pour la production de masse reste protégée des fluctuations du marché extérieur pendant une période de 12 mois .
8. Quels rapports d'inspection de qualité recevrai-je avec la livraison de mon outillage de moule de précision sur mesure ?
La livraison du moule comprend un dossier complet incluant : les certificats d’origine des matériaux sidérurgiques, les rapports d’essais de dureté après traitement thermique, les rapports de contrôle dimensionnel par machine à mesurer tridimensionnelle (MMT), les fichiers numériques complets pour l’analyse de la fabricabilité (DFM) et l’analyse d’écoulement du moule, ainsi qu’un minimum de 50 échantillons d’essai T1 qualifiés . Veuillez nous contacter pour obtenir un devis gratuit .
Résumé
L'élimination des bavures, des vides et des collages exige une intégration parfaite d'outillage de moulage expert et de la science de l'écoulement du moule par jumeau numérique. LS Manufacturing contrôle les jeux de lignes de joint à ±0,008 mm , conçoit des évents à l'échelle du micron et utilise un refroidissement conforme pour éliminer les défauts à la source. Nous prouvons notre expertise par l'analyse de données et notre expérience en fabrication de moules, aidant ainsi les fabricants haut de gamme à éviter des reconceptions coûteuses et à transformer leurs conceptions en actifs irréprochables et durables.
Vous rencontrez des problèmes de bavures, de vides ou de pièces bloquées ? Ne laissez plus des moules de qualité inférieure grever votre budget. Cliquez sur « Évaluation et devis gratuits » pour télécharger vos fichiers CAO 3D. Sous 24 h , recevez un rapport DFM détaillé sur l’outillage de moulage par injection , incluant une analyse d’écoulement et d’éjection, ainsi qu’un devis transparent et échelonné. Atteignez un rendement de 100 % dès le premier essai.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


