
El mecanizado de engranajes suele considerarse un eslabón independiente en la fabricación, pero en realidad refleja problemas sistémicos de transmisión. Cuando la maquinaria sufre averías constantes debido a fallos prematuros de los engranajes, o cuando el ruido en la transmisión impide el correcto posicionamiento de los productos , esta incompatibilidad entre el engranaje y otros componentes del sistema suele ser la causa.
La razón es que ignoran factores sistémicos como el espectro de carga, las condiciones de funcionamiento y la precisión de la instalación . Esta guía busca revelar cómo el enfoque de ingeniería colaborativa "Diseño-Materiales-Proceso" de LS Manufacturing transforma los engranajes de una pieza aislada en un componente altamente confiable e integrado al sistema para lograr la sincronización con la vida útil del equipo.
Para resolver problemas sistémicos, primero se necesita una perspectiva sistémica. Entendamos primero qué papel juegan realmente los engranajes en su equipo. Para ahorrarle tiempo, aquí tiene un breve resumen de los hallazgos clave.

Figura 1: Proceso de fabricación de engranajes que emplea insertos indexables por LS Manufacturing
Guía de mecanizado de engranajes (texto completo) Tabla de referencia rápida
| Categorías parciales | Resumen de los puntos clave |
| Concepto central | Para romper el Concepto aislado de fabricación de engranajes y establecimiento de una mentalidad de ingeniería colaborativa sistémica. |
| Problema central | La causa principal de la falla de los engranajes es la "descompatibilidad" sistémica con otros componentes de la transmisión, no la calidad del propio engranaje. |
| Solución | Utilice el enfoque de "diseño colaborativo, materiales y proceso" para garantizar una perfecta adaptación del sistema de engranajes . |
| Colaboración en el diseño | Fabricación de engranajes y diseño de perfiles macroscópicos basados en espectros de carga reales y condiciones de funcionamiento. |
| Colaboración de materiales | Adaptar las propiedades de los materiales y los procesos de tratamiento térmico a las cargas de diseño y a la vida útil prevista. |
| Colaboración en procesos | Los procesos de producción deben dar como resultado la obtención del perfil de diente diseñado y un rendimiento óptimo del material. |
| Instalación y validación | Controlar rigurosamente la precisión de las especificaciones de la carcasa y la instalación, y realizar pruebas y validaciones a nivel de sistema. |
| Objetivo final | Transformar los engranajes, componentes costosos, en piezas altamente confiables que aumenten la competitividad de la máquina. |
Desde una única etapa de fabricación, la estrecha colaboración entre diseño, materiales y procesos ha guiado la evolución del mecanizado de engranajes, transformándolo de un simple proceso de fabricación a un proceso de ingeniería clave que garantiza la fiabilidad y el rendimiento de todo el sistema de transmisión. Esto aborda algunos de los principales problemas, como las paradas no planificadas y el ruido, maximizando así el valor a lo largo del ciclo de vida del equipo.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Durante mucho tiempo, nuestro equipo ha prestado servicios a empresas líderes en los sectores automotriz, de automatización industrial y de maquinaria pesada . Debido al ruido de engranaje y la eficiencia de la transmisión, los engranajes que mecanizamos para las cajas de cambios influyen directamente en la competitividad del producto final en el mercado. Los pares de engranajes principales que suministramos determinan el nivel de fiabilidad de todo el sistema a través de su vida útil y holgura.
Tan solo en la última década, hemos entregado con éxito más de 50 000 piezas de engranajes personalizadas . Cada una de ellas ha profundizado nuestra comprensión de la sinergia entre diseño, materiales y procesos: qué trayectorias de herramientas aprovechan mejor el rendimiento del acero modificado, qué secuencia de tratamiento térmico y acabado equilibra la deformación y la tensión residual, y cómo garantizar la uniformidad de cada engranaje en la producción en masa.
Se trata de una guía en la que cada opinión y solución ha sido verificada repetidamente mediante innumerables pruebas, mediciones y rigurosas pruebas de aceptación por parte de los clientes en nuestro taller. Compartimos nuestra experiencia con total franqueza para ayudarle a evitar los problemas que hemos encontrado.
Mito fundamental: El 90% de las fallas de los engranajes se originan antes del diseño.
Un error común pero fatal en la búsqueda de una calidad superior en el mecanizado de engranajes es considerarlos como piezas de precisión aisladas. Muchos fallos no se debieron a defectos de fabricación, sino a desajustes inherentes con las condiciones de funcionamiento reales establecidas durante la fase inicial de diseño del sistema de transmisión . Para evitar fundamentalmente tales " deficiencias inherentes ", nuestro enfoque se centra en dos pasos previos al diseño:
1. Ingeniería inversa de los parámetros de diseño a partir de las condiciones de funcionamiento del sistema:
Nuestro equipo de ingeniería inicia cada proyecto con un análisis exhaustivo del entorno operativo real de su equipo, evaluando meticulosamente factores que abarcan desde cargas de impacto transitorias y ciclos de deformación térmica hasta objetivos de vida útil a largo plazo. Estos requisitos críticos a nivel de sistema se traducen con precisión en parámetros de diseño de engranajes definitivos: incluyendo factores de seguridad calculados, esquemas de modificación del perfil de los dientes personalizados y la selección óptima del grado del material, lo que garantiza que el diseño final se adapte de forma robusta a las exigencias de la aplicación real.
2. Preverificación mediante cosimulación:
Antes de la fabricación física, el modelo de engranaje propuesto se somete a una exhaustiva simulación conjunta dentro de un sistema de transmisión totalmente virtualizado. Este avanzado prototipado digital integra la dinámica multicuerpo con el análisis de elementos finitos para identificar y corregir posibles puntos de fallo, como concentraciones localizadas de alta tensión, modos de vibración y ruido acústico, garantizando así una integración perfecta con los rodamientos y las carcasas para un rendimiento y durabilidad óptimos del sistema.
En definitiva, se trata del diseño de sistema de transmisión más científico y razonable , que constituye una base fundamental para el mecanizado eficaz de engranajes . En otras palabras, los engranajes pueden considerarse " servidores del sistema " dedicados, mientras que un proceso de ingeniería inversa y verificación impulsado por la demanda garantiza su perfecta adaptación a los requisitos del sistema anfitrión desde el principio, lo que garantiza un rendimiento y una vida útil inigualables.

Precisión frente a coste: ¿Cómo encontrar el equilibrio óptimo?
El mecanizado de engranajes de precisión suele regirse por el concepto de que " cuanto mayor sea la precisión, mejor ". Sin embargo, la optimización científica de costes debe romper con esta mentalidad. El problema radica en que una mayor precisión conlleva un aumento exponencial de los costes, mientras que las necesidades reales de muchas aplicaciones se satisfacen mucho mejor combinando "precisión adecuada + optimización del sistema".
1. Buscando el punto de inflexión del costo de precisión:
Con cada mejora de nivel, la precisión de la norma ISO conlleva un aumento considerable de los costos de procesamiento, el tiempo de inactividad y el desgaste de las máquinas herramienta . Por ejemplo, pasar de la norma ISO 8 a la 6 supone un aumento de costos manejable y una mejora significativa del rendimiento, pero intentar alcanzar la norma 3 desde la 6 de forma forzada provocará un aumento drástico de los costos, mientras que su contribución real al rendimiento del sistema puede ser insignificante.
2. Utilice una estrategia combinada de "precisión + modificación de perfil":
Para engranajes que requieren velocidades medias y cargas de impacto pequeñas, no es recomendable optar a ciegas por engranajes ISO 3. En su lugar, utilice engranajes ISO 6, mucho más económicos, pero modifique con precisión la dirección y el perfil de los dientes en función de los datos de error de instalación y deformación por carga. Este enfoque combinado proporciona una mayor suavidad de transmisión y una vida útil superior a la de un engranaje ISO 3 aislado, con un menor coste total .
En otras palabras, el método óptimo para el mecanizado de engranajes de precisión se basa en un enfoque sistémico. No buscamos la máxima precisión a cualquier precio, sino obtener el nivel de precisión más rentable mediante una comprensión profunda de las condiciones de trabajo, complementada con tecnologías de compensación del sistema como la modificación del perfil, logrando así una verdadera optimización de costes sin comprometer la fiabilidad.
Figura 2: Primer plano industrial de componentes mecanizados de engranajes de precisión por LS Manufacturing.
Selección de procesos: ¿Cómo determina el límite de rendimiento?
En la fabricación de engranajes , la selección de un proceso implica mucho más que una simple lista de operaciones de mecanizado, ya que determina fundamentalmente el rendimiento final y la estructura de costos. En particular, la elección entre los distintos procesos de fabricación de engranajes , específicamente la combinación del proceso clave de corte y el tratamiento térmico, influye directamente en la integridad de la superficie del diente, la microestructura y el estado de tensión residual, definiendo así los límites de la capacidad de carga, el nivel de ruido y la vida útil a la fatiga.
| Etapa del proceso | Capacidades básicas e impacto en el rendimiento | Costo típico y límites aplicables |
| Tallado/conformación de engranajes | La superficie del diente es blanda , con alta eficiencia de conformado pero baja capacidad de carga y precisión en dicha superficie. Este es el método básico para el mecanizado de engranajes con superficie dentada blanda. | Al menor coste, es adecuado para transmisiones de carga ligera y en condiciones generales, pero con un rendimiento relativamente bajo . |
| Tratamientos térmicos posteriores, laminado/raspado de precisión | Esto aumentará económicamente la precisión y mejorará la calidad de la superficie de los dientes en los engranajes templados , pero en un grado limitado. | El coste económico es un compromiso habitual entre coste y rendimiento para aplicaciones de carga media. |
| Engranajes que rechinan | Garantiza la máxima precisión en el perfil de los dientes y una rugosidad óptima de la superficie dental, lo que aumenta enormemente la resistencia a la fatiga y reduce el ruido. | Proceso de mayor coste y preferido para aplicaciones de servicio pesado asociadas con cargas pesadas, altas velocidades y bajo nivel de ruido. |
En otras palabras, la selección básica del proceso de fabricación de engranajes consiste en encontrar la ruta más económica para alcanzar el rendimiento deseado. La clave para evitar un rendimiento excesivo o insuficiente, o para establecer científicamente el límite de rendimiento de los engranajes, reside en identificar el mapa completo de capacidades, desde el proceso de corte hasta el acabado.

Ciencia de los materiales: ¿Cómo aumentar la vida útil de los engranajes en un 300%?
La selección y el control microscópico de los materiales en la búsqueda del máximo rendimiento son factores clave que determinan la vida útil de los engranajes. No se trata solo de elegir un tipo de engranaje; el máximo potencial de durabilidad se alcanza mediante una intervención precisa a nivel de material. Esto va mucho más allá de una simple sustitución de materiales; se trata de una « personalización » de precisión orientada a determinados modos de fallo.
- Diseño preciso de la aleación y proporciones de los elementos: La optimización de las proporciones de algunos elementos clave de aleación, como el cromo, el molibdeno y el níquel, no solo fortalece la matriz, sino que también endurece el núcleo en particular y aumenta la resistencia a la fatiga de la superficie del diente para ofrecer una garantía fundamental contra cargas de impacto y tensiones elevadas.
- Tecnología de gradiente de capa carburizada controlable: La transición perfecta entre la superficie y el interior es clave para una mayor durabilidad. Controlamos con precisión el gradiente de concentración de carbono y la profundidad efectiva de la capa carburizada para lograr una dureza superficial extremadamente alta, a la vez que conseguimos una unión perfecta con el núcleo resistente , evitando así el aplastamiento o el desconchado de la superficie.
- Control cuantitativo de la austenita residual: La austenita residual, que normalmente es indeseable, se mantiene dentro de un rango óptimo mediante un proceso especial. Las estructuras metaestables se transforman en martensita bajo tensión, generando una tensión de compresión que impide eficazmente la propagación de microfisuras y mejora notablemente la resistencia del engranaje al picado y al desgaste.
La forma científica de lograr un aumento considerable en la vida útil de los materiales de los engranajes es aprovechar al máximo su potencial. Mediante ingeniería sinérgica, optimizaremos la composición de la aleación, la profundidad de la capa de tratamiento térmico y la microestructura para personalizar el blindaje de sus engranajes y que resistan modos de falla específicos, logrando así un salto cualitativo en confiabilidad que supera los estándares convencionales.
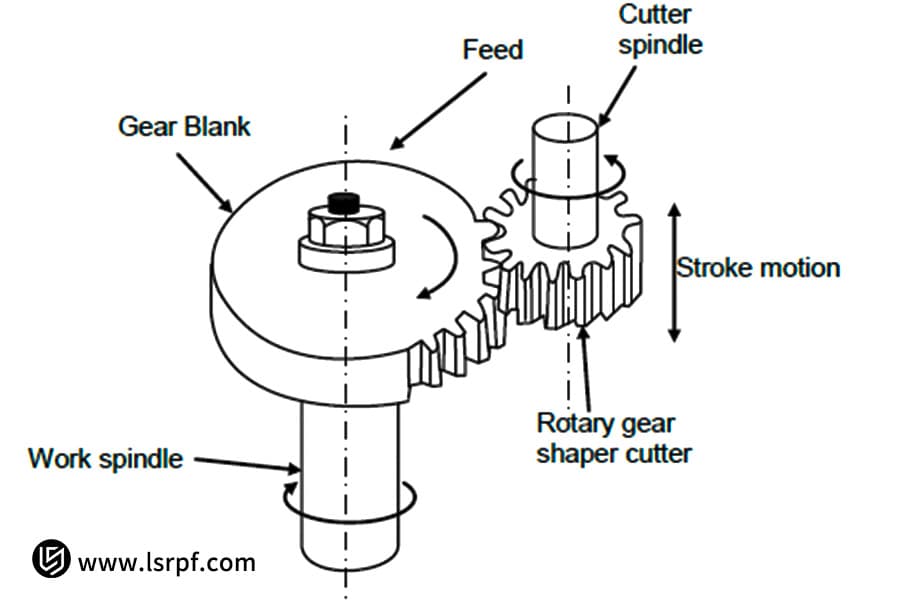
Figura 3: Configuración interna de una herramienta de conformado de engranajes de precisión y una pieza de trabajo de LS Manufacturing.
Selección de equipo: Encontrar el "mejor socio" para sus situaciones
En el proceso de diseño de un sistema de transmisión, la selección adecuada de engranajes es fundamental para garantizar un rendimiento óptimo y una buena relación costo-beneficio. De hecho, la eficiencia de la transmisión, la densidad de par, el ruido y el costo varían considerablemente según el escenario de aplicación . Solo mediante una comparación basada en los principios fundamentales podremos encontrar la mejor opción para su equipo.
| Tipos de equipo | Características principales y ventajas | Escenarios de aplicación típicos y consideraciones |
| Engranajes helicoidales | Transmisión suave, bajo nivel de ruido, alta capacidad de carga, pero genera fuerza axial. | Era idóneo para aplicaciones de transmisión de potencia de alta velocidad, suaves y silenciosas . Por ello, se utiliza en cajas de cambios de automóviles y reductores industriales. |
| Engranajes cónicos | Permite la transmisión de potencia para transmisiones de ejes que se cruzan , posibilitando un cambio de dirección y ofreciendo una alta capacidad de par motor. | Permiten aplicaciones de ejes que se cruzan espacialmente; por ejemplo, diferenciales de ejes traseros de vehículos y accionamientos rotativos de máquinas herramienta . |
| Engranaje helicoidal | Este sistema de transmisión permite alcanzar una alta relación de velocidad en una transmisión de una sola etapa, con una transmisión suave y función de autobloqueo, aunque la eficiencia es relativamente baja. | El engranaje helicoidal está diseñado para la transmisión a velocidad media y baja con una alta relación de reducción y funciones de autobloqueo, como en sistemas de elevación y equipos de transporte. |
En otras palabras, no existe un tipo de equipo ideal; solo existe el escenario de aplicación óptimo. Por lo tanto, el punto de partida para cualquier selección radica en un análisis exhaustivo de los requisitos esenciales del equipo. Una selección acertada surge de una comprensión precisa de estas necesidades —como la distribución del espacio, la eficiencia, el ruido y el costo—, lo que permite tomar la decisión más acertada entre las diferentes opciones .
Tratamiento térmico: El "amplificador definitivo" del rendimiento de los engranajes
El tratamiento térmico de los engranajes es el procedimiento central de todo el proceso de fabricación, ya que determina su rendimiento. Es un verdadero " amplificador de rendimiento". Un excelente tratamiento térmico no se limita al temple y endurecimiento ; en realidad, es un proceso de ingeniería de precisión, una mejora del rendimiento , cuyo objetivo es lograr un equilibrio ideal entre una alta dureza superficial y una alta tenacidad del núcleo para un salto cualitativo en las capacidades del componente.
1. Tecnología de tratamiento térmico en atmósfera controlada:
Utilizamos un método de tratamiento térmico en atmósfera controlada con un control preciso del potencial de carbono para garantizar que la superficie del engranaje tenga una concentración de carbono constante y uniforme durante la carburización y una profundidad de capa efectiva ideal, sentando las bases para la formación de una estructura martensítica de alta dureza y alta resistencia al desgaste sin oxidación perjudicial de los límites de grano, lo que garantiza que la superficie del diente sea de buena calidad desde el origen.
2. Tecnología de compensación de predeformación:
Basándose en un profundo conocimiento de las leyes de deformación del tratamiento térmico de los materiales , se lleva a cabo un diseño de "pre-deformación" inversa durante la etapa de trabajo en frío. La pre-corrección de la geometría del engranaje y la pre-compensación de las deformaciones habituales que se producen durante el tratamiento térmico permiten mantener altos niveles de precisión sin necesidad de rectificado excesivo posterior al tratamiento, preservar la capa carburizada óptima y reducir las tensiones residuales.
En resumen, el tratamiento térmico de engranajes actual ha superado las limitaciones del tratamiento térmico convencional: con procesos controlables y una compensación proactiva de la deformación al máximo, se aprovecha al máximo el potencial de los materiales . La tecnología de control de precisión es clave para obtener alta resistencia, larga vida útil y alta fiabilidad en los engranajes, y representa la garantía definitiva para lograr el objetivo de mejorar el rendimiento .

Figura 4: Primer plano industrial de engranajes y piezas de transmisión mecanizadas por LS Manufacturing.
Caso práctico: Cómo superar la maldición de la "pérdida de precisión" en los engranajes de los robots.
Este estudio de caso detalla el enfoque de ingeniería sistemático y colaborativo que empleamos para resolver los problemas de fiabilidad a largo plazo de los componentes clave de la transmisión de un fabricante líder de robots colaborativos. Al ir más allá de una relación convencional con un proveedor y establecer una colaboración profundamente integrada, nos centramos en las causas fundamentales del desgaste y las fallas. La solución se basó en la optimización material y geométrica de los engranajes de fabricación LS , lo que permitió extender drásticamente su vida útil de precisión bajo cargas dinámicas continuas.
1. Retos de los clientes
Tras funcionar durante aproximadamente seis meses a alta velocidad y bajo cargas dinámicas elevadas, los engranajes de las juntas principales del cliente sufrieron un deterioro irreversible, a nivel micrométrico, en la precisión de posicionamiento , lo que resultó en una repetibilidad ultrabaja en el posicionamiento del robot y una disminución en el rendimiento del producto. Las quejas de los clientes continuaron aumentando, afectando seriamente su expansión en el mercado.
2. Solución de ingeniería colaborativa de LS Manufacturing
Las pruebas precisas y el análisis de simulación revelaron que se trataba del resultado de una combinación de defectos microscópicos del material y tensiones residuales generadas por el tratamiento térmico. Por lo tanto, nuestro equipo de ingeniería ha ideado una solución multidimensional:
- Mejora de los materiales: La adopción de acero especializado para fusión al vacío permitió un control preciso de las inclusiones perjudiciales, como óxidos y sulfuros, manteniéndolas en niveles excepcionalmente bajos . Esto se tradujo en una mejora significativa de la pureza del material desde su origen, lo que contribuyó directamente a una resistencia a la fatiga superior y a una mayor vida útil de los componentes bajo condiciones de carga de alto ciclo.
- Innovación de procesos: Se implementó una metodología de tratamiento térmico integrado que combina un control preciso del potencial de carbono con un tratamiento criogénico profundo para estabilizar la estructura metalográfica y maximizar la eliminación de tensiones residuales . Esta innovación abordó de manera fundamental las causas de la inestabilidad dimensional en etapas posteriores, garantizando una precisión geométrica a largo plazo.
- Optimización del diseño: Mediante la optimización precisa del filete del engranaje y la modificación localizada del perfil de la superficie del diente, se mitigaron eficazmente las concentraciones de tensión. Estas mejoras de diseño promovieron una distribución más uniforme de las cargas operativas en el flanco del diente, lo que aumentó significativamente la capacidad de carga y redujo el riesgo de falla por fatiga.
3. Resultados y valor
- Vida útil de precisión: La vida útil de retención de precisión de los pares de engranajes diseñados a medida se extendió significativamente de 6 meses iniciales a más de 5 años de funcionamiento continuo. Este avance no solo resuelve el problema de fallas crónicas, sino que también se sincroniza perfectamente con la vida útil general del robot, eliminando el tiempo de inactividad no planificado y garantizando la precisión de posicionamiento a largo plazo . Un logro fundamental para una automatización fiable.
- Valor comercial: La excepcional fiabilidad derivada de esta mejora constituyó una ventaja competitiva clave, permitiendo a nuestro cliente superar rigurosas certificaciones e incorporarse con éxito a varias líneas de ensamblaje final y de sistemas de propulsión de alta precisión para la industria automotriz. Esta entrada estratégica al mercado ha generado un crecimiento directo y sostenido del valor comercial, añadiendo más de 30 millones de RMB en valor contractual anual.
El éxito de LS en la fabricación de engranajes radica en la profunda sinergia de tres elementos: la ciencia de los materiales, los procesos de tratamiento térmico y el diseño de engranajes . Lograron un salto cualitativo en la vida útil de los engranajes mediante la innovación, desde el control de la microestructura y las tensiones residuales hasta la optimización del perfil macroscópico de los dientes, generando así un enorme valor tecnológico y comercial para sus clientes.

Figura 5: Proceso de fabricación de alta precisión para engranajes metálicos por LS Manufacturing.
Control de calidad en bucle cerrado: Convertir los datos de inspección en un "navegador de procesos"
En la fabricación actual, la inspección de engranajes abarca mucho más que la simple evaluación de la conformidad final. Nos comprometemos a integrarla en un sistema dinámico de control de calidad de circuito cerrado, donde cada dato de inspección actúa como un "navegador" que optimiza los procesos de fabricación y mejora continuamente la calidad de los engranajes . El objetivo de dicho sistema de circuito cerrado se logra en dos pasos principales:
1. Del juicio al análisis:
Utilizamos un centro de medición de engranajes de alta precisión para la adquisición integral de datos: perfil del diente, dirección del diente y error de paso. Más allá de los simples juicios de "aprobado/reprobado", empleamos métodos de control estadístico de procesos (SPC) para realizar un análisis de tendencias exhaustivo de estos datos , observando desviaciones mínimas y posibles variaciones en el proceso de mecanizado en tiempo real.
2. Del análisis a la optimización:
Si, mediante el análisis de datos, se detectan errores recurrentes, como el desgaste acelerado de la herramienta o la deformación térmica de la máquina herramienta , el sistema activará inmediatamente un mecanismo de retroalimentación. Estos errores se traducirán directamente en instrucciones específicas para el ajuste de parámetros del proceso, como la optimización de la velocidad de corte, la compensación de errores en la trayectoria de la herramienta o el ajuste de los parámetros del fluido de corte. De esta forma, se interviene de forma proactiva y se corrigen las desviaciones antes de que provoquen el descarte de la herramienta.
En resumen, transformamos la inspección de engranajes , pasando de ser una inspección pasiva posterior a la fabricación a un núcleo de control de calidad activo y preventivo. Basándonos en un flujo de datos en tiempo real de " inspección-análisis-retroalimentación-optimización ", garantizamos no solo la calidad de cada engranaje, sino también la alta consistencia de cada producto en la producción en masa , lo que mejora la inteligencia y la fiabilidad de la fabricación.
El secreto del éxito a medida: 5 detalles que determinan el éxito o el fracaso de un proyecto.
- Revisión de la viabilidad de fabricación en la fase inicial: Nuestro equipo de ingeniería realiza un análisis exhaustivo de la viabilidad de fabricación durante la fase de diseño inicial, identificando y optimizando de forma proactiva las características de diseño que, de otro modo, aumentarían los costes de fabricación, comprometerían el rendimiento final o presentarían importantes dificultades de mecanizado, garantizando así un diseño excelente y eficiente.
- Diseño de herramientas y dispositivos especiales: Las herramientas y los dispositivos de precisión personalizados se diseñan específicamente para perfiles de dientes no estándar y estructuras geométricas complejas. Este paso fundamental es crucial para garantizar el posicionamiento preciso y la estabilidad de la pieza durante todo el mecanizado, a la vez que se minimiza la deformación causada por las fuerzas de corte y las tensiones residuales .
- Establecimiento de puntos de control de precisión del proceso: Se establecen puntos de inspección rigurosos antes y después de cada proceso crítico, especialmente el tratamiento térmico , para monitorear las tendencias de deformación en tiempo real. Los datos recopilados proporcionan una base fáctica para la compensación precisa de tolerancias en las operaciones de acabado posteriores, lo que garantiza la exactitud dimensional final.
- Criterios de colaboración en la cadena de suministro claramente definidos: Se exigen estándares de aceptación explícitos para los procesos subcontratados (como los recubrimientos especializados ) y protocolos estrictos de transmisión de datos. Esto garantiza una calidad uniforme y una trazabilidad impecables a lo largo de toda la cadena de suministro, salvaguardando la integridad de las especificaciones críticas de fabricación.
- Documentación de instrucciones lista para usar: Se proporciona documentación completa, que incluye procedimientos detallados de alineación para la instalación, recomendaciones precisas de precarga y especificaciones de rodaje específicas del sistema . Esto permite a los clientes lograr un rendimiento y una vida útil óptimos de los engranajes en su aplicación final con un tiempo de configuración mínimo.
El éxito en la fabricación de engranajes a medida radica en un proyecto realizado de forma ordenada; esto requiere que los proveedores estén cualificados en productos de engranajes y, lo que es más importante, que transformen su experiencia profesional en un control exhaustivo de los detalles para garantizar el éxito de proyectos complejos y generar valor.
Preguntas frecuentes
1. ¿Por qué los precios unitarios de los lotes pequeños de engranajes personalizados son relativamente altos?
Has dado en el clavo. Los únicos factores que realmente influyen en el coste de la producción en lotes pequeños son el desarrollo y la verificación del proceso, como la programación, el utillaje y la inspección de la primera muestra. Nuestras ventajas son: 1) Una sólida base de datos de procesos nos permite identificar rápidamente la mejor solución y, por lo tanto, minimizar el costoso trabajo de prueba y error; 2) La colaboración intensiva en el diseño desde las primeras etapas evita costosos cambios de diseño posteriores y se traduce en una inversión total más económica. Si tienes un estándar de proyecto específico, puedes solicitar un presupuesto directamente.
2. ¿Cómo evaluar la capacidad técnica de un proveedor de engranajes?
Lo fundamental es si logran abandonar el concepto de "procesamiento según planos " y, en cambio, debatir activamente la lógica operativa a nivel de engranajes, como la carga máxima de impacto y las condiciones de lubricación, proponiendo diseños preventivos basados en los modos de fallo. Esa es la verdadera profundidad de la ingeniería.
3. ¿Cuánto tiempo transcurre desde la realización de los dibujos hasta la recepción de las primeras muestras?
Los engranajes estándar tardan de 2 a 3 semanas , incluyendo la planificación completa del proceso y el control de calidad . Contamos con un canal de muestras exprés. Para necesidades urgentes, podemos entregar prototipos funcionales en tan solo 7 días hábiles , garantizando la calidad principal.
4. ¿Cómo se garantiza la uniformidad de los lotes de engranajes?
Nos basamos en procedimientos operativos estandarizados, control estadístico de procesos y un sistema completo de trazabilidad de la calidad. Este enfoque garantiza que la fluctuación de los parámetros clave entre diferentes lotes sea muy inferior a los estándares de la industria, logrando así una excelente consistencia entre lotes.
Resumen
Los engranajes de excelencia son el resultado de la profunda integración del pensamiento sistémico, la ciencia de los materiales, la fabricación de precisión y un riguroso control de calidad. En LS Manufacturing , nos comprometemos a ser su socio de ingeniería confiable para sistemas de transmisión, satisfaciendo sus necesidades con soluciones de engranajes basadas en un profundo conocimiento.
Si busca una solución fundamental a sus problemas técnicos de engranajes , no dude en contactarnos de inmediato. Nuestro equipo de expertos en engranajes programará una reunión técnica exhaustiva. Permítanos ser la base de la confiabilidad de sus equipos gracias a nuestro enfoque sistemático en ingeniería de engranajes.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es meramente informativo. LS Manufacturing no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que proveedores o fabricantes externos proporcionen parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material, ni procesos a través de la red de LS Manufacturing. El comprador es el único responsable de esta información. Para obtener cotizaciones de piezas, especifique los requisitos exactos. Contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector, especializada en soluciones de fabricación a medida. Con más de 20 años de experiencia y más de 5000 clientes, nos centramos en el mecanizado CNC de alta precisión, la fabricación de chapa metálica , la impresión 3D , el moldeo por inyección , el estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de cinco ejes de última generación y posee la certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países y regiones de todo el mundo. Ya sea producción en lotes pequeños o personalización a gran escala, podemos satisfacer sus necesidades en 24 horas. Elegir LS Manufacturing significa elegir eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


