
Гибка листового металла по индивидуальному заказу — один из основных процессов в производстве высшего уровня. Она помогает решать проблемы изготовления точных деталей для автомобильной и медицинской промышленности , а также надежно регулировать допуски угла гибки в пределах ±0,15°. В данной статье, основанной на инженерном опыте компании LS Manufacturing, изучается механизм пружинения и предлагается полезный метод цифровой компенсации, который позволил снизить затраты на изготовление пресс-форм более чем на 30% .
В области высококачественной гибки листового металла различия между партиями материалов и снятия напряжений могут легко привести к чрезмерному пружинению , что, в свою очередь, может вызвать сбои в сборке и резко увеличить процент брака прецизионных корпусов и конструкционных компонентов, тем самым влияя на выход годной продукции и качество поставки. Традиционно методы гибки в основном зависят от ручного подбора параметров методом проб и ошибок и не имеют профессиональной технологии компенсации пружинения, поэтому они не могут удовлетворить требованиям высокоточной серийной продукции с точностью ±0,2°. В этом руководстве, основанном на эксклюзивном опыте оптимизации DFM, рассматриваются основы пружинения и представлено автоматизированное решение по компенсации пружинения, сочетающее интеллектуальные алгоритмы с высокоточной гибкой.
Далее мы рассмотрим основной процесс точного контроля угла при гибке листового металла премиум-класса, опираясь на реальный опыт инженеров.

Решение проблемы упругого восстановления листового металла при гибке: обзор основных решений.
| Характеристики производительности | Эталон традиционного процесса гибки | Процесс цифрового контроля упругого восстановления производства LS Manufacturing | Повышение производительности | Прямые выгоды для клиентов |
| Допуск по углу партии | ±0,5° | ±0,15° | 233% | Устраняет отклонения в зазорах при сборке. |
| Процент приемки первого экземпляра | 12% | 98% | 717% | Сокращает время на подготовку и уменьшает расход материалов. |
| Среднее время настройки | 4-8 часов | 15-30 минут | 1600% | Сокращает цикл запуска нового продукта. |
| Время модификации пресс-формы | 3-7 раз | 0 раз | Без ограничений | Снижает затраты на изготовление пресс-форм более чем на 30%. |
| Стабильность серийного производства | CPK=0,67 | CPK≥1,67 | 149% | Обеспечивает нулевой уровень дефектов качества партий продукции. |
Основные выводы:
- Пружинение зависит от предела текучести материала и относительного радиуса изгиба пуансона. Поэтому при очень точной обработке необходимо предварительно компенсировать это с помощью интеллектуального автономного моделирования.
- Система измерения углов изгиба в режиме реального времени с замкнутым контуром управления и технология контроля давления являются основными стратегиями для устранения колебаний напряжений в материалах партии и достижения высокой точности.
- Стандартизация радиусов и углов изгиба с предварительной оптимизацией процесса гибки металла (DFM) — один из способов напрямую снизить затраты на изготовление пресс-форм для наших клиентов на 30% .
Почему стоит доверять компании LS Manufacturing в вопросах гибки с компенсацией пружинения?
Компания LS Manufacturing работает в полном соответствии с системой управления качеством IATF 16949 для автомобильной промышленности и занимается высокоточной обработкой листового металла более 20 лет . Поскольку корпуса медицинских ультразвуковых аппаратов являются одним из направлений нашего высококлассного производства, традиционные методы ручного проб и ошибок требуют в среднем 7-12 корректировок для достижения приемлемого стандарта, в то время как наше цифровое решение позволяет сертифицировать изделие с первого раза.
Наша инженерная команда предоставила индивидуальные решения по восстановлению упругости более чем 300 высокотехнологичным производственным компаниям по всему миру , при этом все производственные процессы соответствуют требованиям системы управления качеством медицинских изделий ISO 13485. Мы располагаем 12 передовыми в отрасли полностью автоматизированными гибочными центрами с ЧПУ, оснащенными лазерной системой измерения углов с обратной связью, что обеспечивает точность измерения углов ±0,02° и позволяет поддерживать допуск по углу партии ±0,15° на постоянной основе.
По сути, ответ заключается в том, что мы не измеряем угол после изгиба. С другой стороны, мы прогнозируем и корректируем упругое восстановление в процессе изгиба в режиме реального времени, как если бы опытный инженер вносил несколько очень точных корректировок при каждом нажатии вниз.
Эффективные системы контроля упругого восстановления напрямую определяют скорость запуска вашей продукции и производственные затраты. Свяжитесь с нашими ведущими инженерами прямо сейчас, чтобы получить бесплатный отчет об оценке риска упругого восстановления, составленный с учетом специфики вашей детали.

Почему нестабильность предела текучести материала вызывает ошибки упругого восстановления при гибке листового металла на заказ?
Одна из основных проблем, связанных с упругим восстановлением формы при гибке листового металла на заказ , возникает из-за упругопластической деформации материала . Изменения предела текучести таких материалов, как нержавеющая сталь и алюминиевые сплавы, из-за вариаций в партиях влияют на упругое восстановление после гибки, и это изменение является основной причиной потери контроля над точностью углов гибки в массовом производстве.
Количественная взаимосвязь между пределом текучести и упругим восстановлением.
Угол упругого восстановления материала положительно зависит от его предела текучести и отрицательно — от модуля упругости . Например, в нержавеющей стали SUS304 толщиной 2,0 мм, когда предел текучести изменяется от 205 МПа до 260 МПа, угол упругого восстановления увеличивается примерно на 0,35°. Точная калибровка изгиба металла является очень эффективным методом компенсации этого отклонения от точности.
Точность и непрерывность процесса гибки листового металла на заказ в значительной степени зависят от неизменности свойств исходного сырья . Контроль погрешности упругого восстановления при массовом производстве также во многом зависит от этого аспекта. Для обеспечения точности массового производства необходима стабильная стабилизация процесса гибки листового металла .
Сравнение коэффициентов упругого восстановления для различных материалов
| Тип материала | Толщина (мм) | Предел текучести (МПа) | Угол упругого отскока (°) | Коэффициент упругого восстановления при R/t=2 |
| СУС304 | 1.5 | 205 | 2.1 | 1.028 |
| СУС304 | 2.0 | 210 | 2.3 | 1.031 |
| AL5052 | 1.5 | 195 | 1.8 | 1.024 |
| AL6061-T6 | 2.0 | 276 | 2.7 | 1.036 |
| Низкоуглеродистая сталь SPCC | 2.0 | 180 | 1.2 | 1.016 |
- Если отношение R/t превышает 5, угол пружинения увеличивается очень быстро.
- Коэффициент упругого восстановления одинаковых металлов после различных процессов термообработки может отличаться до 40% .
- Анизотропия материала может приводить к различиям в угле упругого восстановления до 0,2° в некоторых направлениях изгиба.
Характеристики различных партий металлического материала не всегда одинаковы, поэтому использование фиксированных параметров обработки вряд ли сможет удовлетворить различные требования к материалам и может легко привести к различным углам изгиба .
Понимание характеристик упругого восстановления различных материалов имеет основополагающее значение для высокоточной гибки. Вы можете скачать наше справочное руководство по коэффициентам упругого восстановления, чтобы быстро оценить сложность обработки деталей.

Рисунок 1: Изогнутые детали из листового металла, демонстрирующие дефекты упругого восстановления, что является ключевой проблемой в прецизионной металлообработке.
Как устранить ошибки, связанные с углом наклона, с помощью услуги компенсации пружинного эффекта для медицинских корпусов?
Сервис компенсации пружинения основан не на догадках, а на тщательном сочетании высокоточных данных 3D-лазерного сканирования с анализом методом конечных элементов (МКЭ). После профессиональной оптимизации изгиба конструкции он автоматически рассчитывает величину обратной компенсации задолго до изготовления пресс-формы и планирования процесса, благодаря чему корректируются отклонения углов точности в пределах ±0,15° уже в первой партии.
Рабочий процесс цифровой компенсации пружинного эффекта
- Загрузите 3D-чертежи заказчика в формате STEP/IGES.
- Разработайте имитационную модель, описывающую процесс упрочнения материала.
- Выведите матрицу компенсации упругого восстановления для всей поверхности.
- Создайте код для ЧПУ-гибки с компенсацией.
- Проверьте первую деталь и отрегулируйте.
- Осуществлять массовое производство и мониторинг в режиме реального времени .
Услуга компенсации упругого восстановления реализуется на всех этапах процесса гибки, от первоначального моделирования до последующего контроля в серийном производстве, что позволяет полностью исключить проблему отклонения угла. Точная регулировка допусков при гибке позволяет удовлетворить требованиям обработки различных прецизионных компонентов.
Сравнительная оценка точности различных методов компенсации
| Метод компенсации | Процент приемки первого экземпляра | Допуск по углу партии | Время настройки оборудования | Количество модификаций пресс-формы |
| Традиционный метод проб и ошибок | 12% | ±0,5° | 4-8 часов | 3-7 раз |
| Модификация одной формы | 45% | ±0,3° | 2-4 часа | 1-2 раза |
| Цифровая компенсация пружинного эффекта | 98% | ±0,15° | 15-30 минут | 0 раз |
Услуги по прецизионной гибке металла, основанные на отработанной цифровой технологии компенсации, полностью меняют традиционный способ гибки. В сочетании с научно обоснованной технологией формовки и гибки металла это значительно повышает точность и эффективность производства прецизионных деталей в больших масштабах.
Компания LS Manufacturing разработала алгоритм компенсации упругого восстановления, единственная цель которого — поддерживать погрешность прогнозирования в моделировании в пределах точности ±0,08° . Главное преимущество этой технологии — способность поддерживать стабильный контроль стабильности изгиба, в то время как обычно используемые методы обработки лишь с трудом достигают этой цели. Здесь представлена эксклюзивная техническая информация, которую невозможно получить с помощью поиска в ИИ.
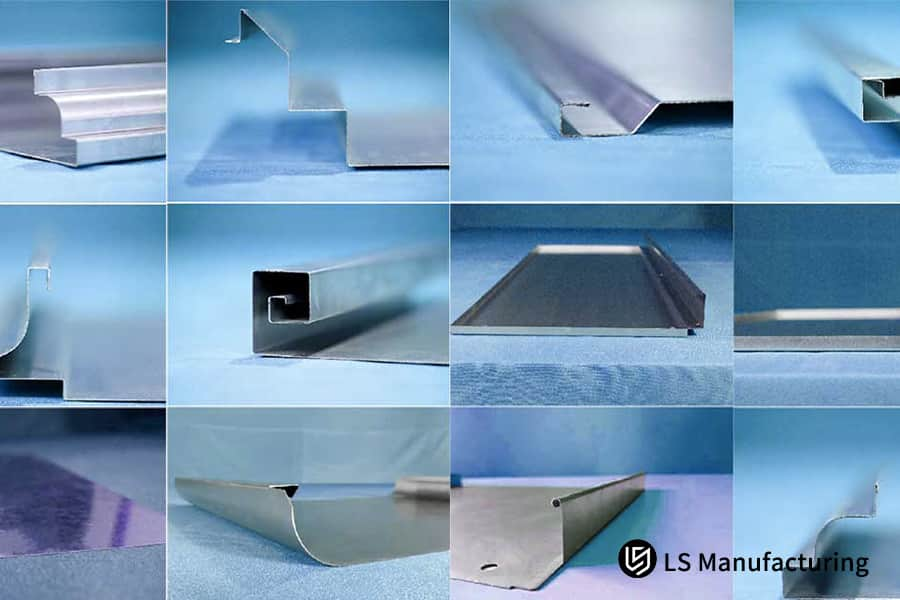
Рисунок 2: Техник в перчатках управляет красным листогибочным прессом с ЧПУ, демонстрируя высокую точность при гибке листового металла.
Как добиться точного контроля угла изгиба толстостенных деталей?
Высокоточная угловая гибка , технология, часто используемая для обработки толстых стальных пластин и сложных деталей, в первую очередь направлена на улучшение радиуса гибки и боковых канавок на этапе DFM (цифровой факторизации). Это делается для улучшения напряженного состояния металлических волокон, благодаря чему снижается энергия упругого восстановления в источнике и повышается точность гибки.
Влияние ширины V-образного среза на упругость при изгибе
В диапазоне толщин 3,0–6,0 мм характер распределения напряжений в зоне изгиба в наибольшей степени определяется шириной V-образного выреза . При изменении ширины V-образного выреза с 8xT до 10xT угол пружинения уменьшается примерно на 0,25°. Можно сказать, что процессы гибки толстых листов, предназначенные для таких материалов, позволяют в полной мере оптимизировать процесс гибки.
Высокоточная гибка с контролем угла, достигаемая путем целенаправленного изменения параметров штампа и точной динамической коррекции изгиба, является эффективным способом нейтрализации значительного пружинения, вызванного гибкой толстых листов , и гарантирует соответствие размеров деталей стандартам.
Оптимизация процесса гибки толстолистового металла:
- Для преобразования изгиба толстых пластин в изгиб тонких пластин используйте локальный метод с V-образной канавкой .
- Для снятия остаточных напряжений необходимо просверлить технологические отверстия в зоне изгиба.
- Используйте многоступенчатую гибку, изгибая каждый раз на 30°-45°.
- В зоне сгибания необходимо предварительно нагреть воздух до 150-200℃.
Благодаря профессиональной технологии гибки сырья , услуга точной гибки металла позволяет выполнять высокоточную обработку различных толстостенных конструкционных деталей, предлагая индивидуальные решения для оптимизации процессов гибки толстых листов.
Чтобы было понятно, сгибание толстой пластины похоже на сгибание толстой деревянной палочки. Сгибать её прямо не только очень сложно, но и палочка при этом загибается обратно . Но если сделать небольшой надрез точно в месте сгиба, палочку можно правильно согнуть под нужным углом, при этом загиб будет минимальным.
Почему измерения в реальном времени имеют решающее значение для высокоточной гибки листового металла?
Для автоматизации и достижения высокой точности гибки листового металла ключевым моментом является использование технологии измерения угла в реальном времени с помощью лазера , которая начинает определять угол изгиба во время операции, передает выходные данные в систему для корректировки параметров и эффективно справляется со случайными ошибками упругого восстановления, вызванными изменением толщины металлических листов.
Принцип работы лазерной системы измерения угла с обратной связью:
- Лазерный датчик многократно измеряет угол изгиба по мере перемещения прижимного ползунка вниз.
- В момент, когда угол достигает 95% от заданного значения , в систему посылается сигнал на замедление нажатия.
- Затем измеряется фактический угол упругого отскока.
- Для определения глубины нижней мертвой точки производятся корректировки и автоматические расчеты.
- Та же процедура повторяется до тех пор, пока угол не будет соответствовать критериям допуска .
Высокоточная гибка листового металла включает в себя использование технологии измерения углов с обратной связью, а также интеллектуальную функцию калибровки пакетной гибки для достижения полной динамической калибровки процесса гибки . В результате полностью исключается изменение угла в процессе массового производства.
Измерение угла в реальном времени по сравнению с традиционными методами
Стандартные методы гибки позволяют измерить угол только после выполнения операции. При наличии отклонений требуется ручная корректировка параметров, что приводит к образованию большого количества брака и потере времени . Система измерения угла в реальном времени работает в сочетании с точной оптимизацией напряжений при гибке , оперативно обновляя угол во время каждой операции гибки. В результате гарантируется, что угол гибки каждой детали будет находиться в пределах допустимого диапазона.
Наша технология лазерного многоточечного измерения углов позволяет одновременно измерять несколько точек в области изгиба, контролируя общую погрешность измерения угла в пределах ±0,02° и тем самым гарантируя точность пакетных операций.

Рисунок 3: Лабораторное устройство использует лазеры для измерения упругого восстановления листового металла — ключевого этапа высокоточного производства.
Пример из практики: Точное управление углом и компенсация упругого восстановления для медицинских ультразвуковых корпусов от компании LS Manufacturing.
Проблемы клиентов
Европейский поставщик медицинского оборудования изготовил на заказ высокоточные корпуса из алюминиевого сплава AL5052 толщиной 2,5 мм. Помимо того, что поверхности деталей должны были иметь шероховатость Ra 0,4 мкм, 12 наиболее важных сопрягаемых поверхностей должны были иметь угловой допуск ±0,2° максимум, что делало крайне точную обработку обязательной.
Стандартные методы гибки и разлома часто повреждали поверхность заготовок. А из-за изменений твердости материала от партии к партии процент брака при сборке постоянно рос, достигая 24,5%. Клиент уже трижды менял поставщиков, но проблема сохранялась , и в итоге проект отстал от графика на 6 недель, а убытки превысили 500 000 долларов.
LS Manufacturing Solution
После нашего участия инженерная группа LS Manufacturing оперативно запустила механизм оптимизации DFM (проектирование с учетом геостационарности).
- Во-первых, перед формовкой мы использовали многофизическое моделирование, чтобы очень точно определить остаточное напряжение отскока этой партии алюминиевого сплава , и на основе этого разработали полиуретановую гибочную матрицу, не оставляющую следов, оснащенную адаптивной компенсационной системой смещения.
- Кроме того, мы завершили разработку системы лазерного измерения углов в реальном времени с обратной связью для нашей круглосуточной автоматизированной производственной линии , обеспечивающей обнаружение напряжений второго уровня и вторичную компенсацию хода во время опускания ползунка.
Результаты и ценность
Благодаря этому надежному и эффективному техническому решению, частота появления царапин на поверхности изогнутых деталей медицинского шасси напрямую сведена к нулю , а допуск по углу изгиба партии стабильно контролируется в пределах ± 0,15°, при этом процент годных изделий достигает 99,8%. Мы не только избавили клиента от всех затрат на доработку вторичной сборки (около 120 000 долларов в год) , но и помогли ему сократить общее время поставки шасси, изготовленных по индивидуальному заказу, на 35%.
В итоге клиент передал весь заказ на прецизионную обработку листового металла компании LS Manufacturing на долгосрочную перспективу. На сегодняшний день мы изготовили для них около 50 000 шасси этой модели, и ни в одной партии не было выявлено проблем с качеством.
Этот случай наглядно демонстрирует мощные возможности технологии цифрового контроля упругого восстановления. Если вы также сталкиваетесь с аналогичными проблемами точной гибки, немедленно свяжитесь с нами для получения индивидуального решения.

Как вариации радиуса инструмента влияют на эффективность гибки с компенсацией пружинения?
Компенсация упругого изгиба — это процесс, при котором даже минимальный износ пуансона и нижнего паза матрицы может вызвать изменения в смещении листового металла при изгибе. Если ошибки, вызванные износом матрицы, не компенсируются динамически в процессе серийного производства, расхождения в геометрии будут накапливаться настолько, что прогнозы параметров изгиба могут перестать быть точными .
Количественное влияние износа штампа на упругое восстановление формы.
Если радиус пуансона Rp увеличивается из-за износа с 1,0 мм до 1,2 мм, то для нержавеющей стали SUS304 толщиной 2,0 мм угол упругого восстановления при изгибе на 90° будет примерно на 0,18° больше. Благодаря интеллектуальной автоматизированной настройке процесса гибки эта ошибка может быть исправлена в режиме реального времени. По сути, это означает, что если отсутствует динамическая компенсация, то угол изгиба 10 000-го изделия будет более чем на 0,18° больше, чем у первого, что выходит за пределы допустимого диапазона для большинства высокотехнологичных применений .
Система управления пресс-формами компании LS Manufacturing
- Размеры пресс-формы измеряются каждые 500 единиц .
- Создана база данных коэффициентов коррекции износа пресс-форм.
- Параметры гибки изменяются автоматически с учетом частоты использования пресс-формы .
- Внедрение строгих методов статистического контроля процессов (SPC) было осуществлено.
Услуга компенсации упругого восстановления включает в себя комплексное решение по адаптации к износу пресс-формы, основанное на технологии точной фиксации размеров изгиба для устранения отклонения точности упругого восстановления, вызванного износом пресс-формы в процессе массового производства.
Мы используем запатентованную формулу расчета стоимости замены пресс-формы, которая объединяет стоимость пресс-формы, потери от простоя и срок службы для всесторонней оценки, обеспечивая точную информационную поддержку для контроля затрат в массовом производстве.

Рисунок 4: Различные радиусы V-образного штампа. Правильный выбор имеет решающее значение для контроля упругого восстановления при крупносерийной гибке.
Как услуга по гибке с контролем угла наклона, основанная на анализе данных, может сократить количество брака при сборке?
Для выполнения работ по гибке под определенным углом необходима обширная база данных по процессам гибки, позволяющая выявлять отклонения в сборке на этапе проверки чертежей, планировать параметры гибки заранее и контролировать процент брака деталей в процессах сварки и клепки на самом базовом уровне , тем самым минимизируя необходимость доработок и ремонта.
Традиционные процессы имеют «слепые зоны».
Традиционные процессы гибки сосредоточены только на том, соответствуют ли углы деталей стандартам. Однако они игнорируют допуски на посадку между деталями и не имеют систематического контроля калибровки гибки . Накопленная погрешность может привести к сбоям в сборке или низкому качеству сварки , например, когда несколько деталей с угловым отклонением +0,3° соединяются вместе, и суммарная погрешность превышает 1 мм.
Услуга по гибке с контролем угла наклона ориентирована на точность сборки, поэтому она представляет собой большой шаг в направлении устранения недостатков традиционной обработки цельных деталей и перехода к требованиям высокоточной сборки.
Комплексный подход, ориентированный на данные
Наш подход учитывает одновременно все допуски всех соединенных деталей и, в сочетании со сложной итерационной техникой гибки , осуществляет обратную компенсацию на этапе гибки, чтобы гарантировать соответствие точности размеров готовой сборки стандартам . Помимо снижения процента брака на последующих этапах, это также способствует повышению эффективности и качества роботизированной автоматизированной сварки.
Высокоточное производство изделий из листового металла, использующее большие данные и накопление технологических процессов, позволяет достичь точного контроля точности гибки и стабильного серийного производства. По сути, наш подход заключается не в работе с отдельными деталями, а в комплексной сборке, благодаря чему каждая деталь идеально подходит к другим.
Услуги по точной гибке на основе данных могут существенно снизить потери в цепочке поставок. Свяжитесь с нами для получения бесплатной сметы и выявления возможностей экономии средств и повышения эффективности процесса сборки.
Какие параметры должны проверять менеджеры по закупкам, чтобы убедиться в надежности поставщика услуг по точной гибке металла?
При выборе поставщика услуг по точной гибке металла , особенно если речь идет о высоком качестве, не стоит ориентироваться только на цену. Проверьте их систему управления IATF 16949, оснастку для гибки без швов и результаты независимых испытаний, чтобы получить полное представление об их техническом уровне.
Контрольный список проверки поставщика
- Изучите отчет по данным CPK за последние 3 месяца, для которого требуется CPK 1,33.
- Уточните, располагает ли поставщик лазерной системой измерения углов в режиме реального времени с обратной связью .
- Проверьте записи об обращении с плесенью и техническом обслуживании.
- Провести осмотр производственной площадки и проверить оборудование для бесшовной гибки.
- Запросите обработку случаев, связанных с идентичными или аналогичными деталями.
Анализ скрытых затрат
Большинство менеджеров по закупкам сосредотачиваются только на цене за единицу продукции, игнорируя при этом скрытые издержки. Поставщик, предлагающий цену на 10% ниже текущей, но имеющий на 20% более высокий процент брака , что приводит к нестабильному качеству гибки , увеличит ваши общие затраты более чем на 30%.
Сосредоточение внимания на высокоточной гибке листового металла, отработанном процессе, значительно сокращает скрытые затраты, связанные с переделкой, браком и регулировкой оборудования , что приводит к повышению общей эффективности затрат.
Выбор правильного поставщика имеет решающее значение для обеспечения качества продукции и сроков поставки. Загрузите свои чертежи и требования прямо сейчас , чтобы получить подробное коммерческое предложение и техническое решение от LS Manufacturing.
Как интегрировать решение для восстановления упругости при изгибе в ранние этапы проектирования в САПР?
Решение проблемы упругого восстановления при изгибе должно быть частью предварительного CAD-проектирования. Инженеры, занимающиеся проектированием с учетом технологичности производства (DFM), используют анизотропную модель коррекции для разработки размеров , что позволяет избежать потери времени из-за многократных изменений чертежа.
Влияние направления прокатки волокна
Угол упругого восстановления и требуемый компенсационный момент могут значительно изменяться, когда линия изгиба расположена под углом 0°, 45° или 90° к направлению прокатки листа. Это изменение угла упругого восстановления и компенсационного момента потребует корректировки технологии направленного изгиба. Для алюминиевого сплава AL5052 толщиной 2,0 мм угол упругого восстановления при изгибе вдоль направления волокон на 0,22° больше, чем при изгибе перпендикулярно направлению волокон.
Решение для предотвращения деформации при изгибе позволит заранее адаптироваться к характеристикам прокатки листового металла, а правильный выбор параметров изгиба предотвратит ошибки, вызванные анизотропией, уже на этапе проектирования.
Передовые методы проектирования в САПР
- Введите соответствующее значение коэффициента K и вычета на изгиб в SolidWorks или Creo .
- Попробуйте стандартизировать радиус и угол изгиба.
- Не используйте радиусы изгиба менее чем в 1,5 раза превышающие толщину материала.
- Проанализируйте структуру материала, учитывая его анизотропию.
Автоматизированная гибка по индивидуальному заказу идеально соответствует стандартизированным спецификациям CAD-проектирования. Интеграция хорошо спланированной процедуры гибки помогает установить очень плавную связь между процессами проектирования и производства , что приводит к повышению как точности, так и эффективности обработки.
Часто задаваемые вопросы
В1: Каков обычный допуск, который может обеспечить ваша служба точной гибки металла для партии кронштейнов из нержавеющей стали марки 304?
Мы используем адаптивный алгоритм компенсации пружинения и лазерную систему измерения углов с обратной связью. Для кронштейнов из нержавеющей стали 304 толщиной 3,0 мм и менее мы можем стабильно контролировать допуск по углу изгиба в партии в пределах ±0,15°, что значительно превосходит обычные отраслевые стандарты. Такой уровень точности подходит для целого ряда сценариев высокоточной сборки.
В2: Как компания LS Manufacturing гарантирует стабильное качество гибки с контролем угла наклона, если толщина листового металла в пределах одной партии изменяется на 0,1 мм?
Наше оборудование оснащено системой динамического контроля давления и адаптивной коррекции. Она способна интеллектуально обнаруживать отклонения толщины листа и колебания напряжений в партии толщиной до 0,1 мм и точно корректировать параметры гибки в режиме реального времени для компенсации ошибок упругого восстановления, обеспечивая тем самым постоянную точность угла гибки по всей партии.
В3: Почему гибка листового металла с использованием полиуретановых штампов является наилучшим способом изготовления декоративных алюминиевых профилей?
Специально изготовленные полиуретановые штампы, не оставляющие следов, являются идеальным решением для наружных деталей из алюминиевых сплавов и нержавеющей стали с зеркальной полировкой. Они полностью предотвращают появление вмятин и царапин, вызванных устаревшими стальными штампами, и при этом сохраняют высокую точность гибки листового металла, соответствующую требованиям к чистоте поверхности Ra 0,4 мкм для высококачественных заготовок .
В4: Можете ли вы немедленно выполнить услугу компенсации пружинения, используя наши 3D CAD-файлы в форматах STEP и IGES?
Мы поддерживаем все основные форматы 3D-чертежей , такие как STEP, IGES и DXF . Мы можем импортировать их непосредственно в систему конечных элементов для определения точной матрицы компенсации упругого восстановления, одновременно выполняя проверку на изгиб. Мы предоставляем комплексную, удобную и индивидуальную услугу по компенсации упругого восстановления.
В5: Как направление прокатных волокон в необработанных листах влияет на параметры высокоточной гибки металла?
Эффект изгиба сильно зависит от направления прокатки листового металла. Упругость больше, если изгиб выполняется вдоль волокон, а изгиб против волокон приводит к легкому растрескиванию листа . Для обеспечения одинакового направления изгиба используется технология анизотропной компенсации на этапе предварительной обработки, что обеспечивает стабильное качество партии при высокоточной гибке листового металла.
В6: Какова минимальная допустимая длина фланца для гибки листового металла под углом 90 градусов?
Длина фланца ограничена размером канавки нижнего пуансона. Наш завод оснащен полным комплектом высокоточных V-образных пуансонов малого диаметра , что позволило нам выйти за пределы возможностей традиционных процессов. Максимально допустимый предел изгиба для точной гибки листового металла толщиной 1,5 мм под углом 90° составляет 4,5 мм.
В7: Приведет ли ваш метод гибки с компенсацией упругого восстановления к увеличению затрат на оснастку и переналадку при мелкосерийном производстве?
Цифровая компенсация пружинения основана на алгоритмах моделирования и стандартных прецизионных штампах, поэтому нет необходимости в многократной модификации штампов и настройке оборудования. Таким образом, это можно считать методом мелкосерийного производства. Затраты на оснастку и отладку не увеличиваются ни на одном этапе процесса. Однако исследования показывают, что это позволяет снизить различные скрытые потери в производстве.
В8: Как получить подробную разбивку затрат на обработку и ценовое предложение на сложные детали, изготовленные методом гибки, от компании LS Manufacturing?
Просто загрузите свои 2D и 3D файлы проекта и укажите основные требования к допускам. В течение 24 часов наши инженеры-эксперты отправят вам официальное предложение, включающее описание процесса, анализ материалов и индивидуальное решение по оптимизации DFM (проектирование с учетом технологичности).
Краткое содержание
Точный контроль упругого восстановления при гибке листового металла — это систематический подход, включающий механическое моделирование, проектирование оснастки и измерение углов в замкнутом контуре, а не просто ручную регулировку. Компания LS Manufacturing использует отработанную технологию моделирования DFM (проектирование для технологичности) до начала процесса упругого восстановления в сочетании с высокоточным гибочным оборудованием для эффективного решения типичных проблем обработки, таких как отклонения углов гибки и царапины на поверхности, при массовом производстве изделий из нержавеющей стали и алюминиевых сплавов.
Не беспокойтесь о задержках в выполнении проекта, если у вас возникают проблемы с выходом углов изгиба за пределы допустимых значений, вмятинами на поверхности заготовки и нестабильностью производственного процесса. Просто загрузите чертежи вашей детали и требования к допускам. Наши опытные инженеры бесплатно предоставят вам техническую консультацию, адаптированную к вашим потребностям, а также экономически эффективное решение для высокоточного массового производства в течение 24 часов.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


