
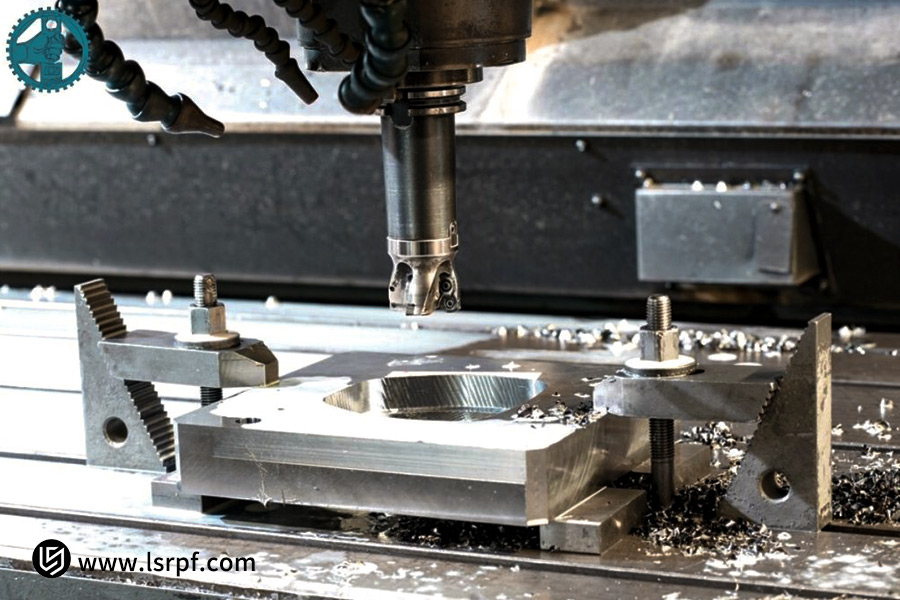
No epicentro da manufatura moderna, a usinagem CNC de alumínio emergiu como um pilar fundamental para a produção de componentes extremamente avançados e de alta precisão, devido à sua eficiência incomparável, precisão impressionante e excelente reprodutibilidade. Do setor aeroespacial à eletrônica de consumo, o alumínio e as ligas de alumínio são os materiais preferidos pela maioria das indústrias devido à sua leveza, alta resistência e usinabilidade.
Mas o caminho para a perfeição nem sempre é fácil. As propriedades inerentes do alumínio — seu baixo limite de escoamento e alto coeficiente de expansão térmica — o tornam mais suscetível a forças de corte, forças de fixação e calor na usinagem CNC de alumínio , levando à deformação instável das peças e a tensões residuais prejudiciais. Essas tensões e distorções geralmente ficam ocultas até o final da usinagem, resultando, na melhor das hipóteses, em imprecisões dimensionais e, na pior, em peças inteiras descartadas, comprometendo significativamente a qualidade, a integridade estrutural e a precisão da montagem da peça CNC finalizada .
Este tutorial analisará as causas-raízes desses problemas de forma sistemática e lógica e fornecerá uma extensa lista de soluções testadas para ajudar você a projetar peças usinadas em CNC impecáveis. Para economizar seu tempo, aqui está uma rápida visão geral das principais descobertas.
Tabela de referência rápida sobre prevenção de deformação e tensão em usinagem de alumínio CNC
| Links de controle | Objetivos Principais | Estratégias-chave |
| Parâmetros do Processo | Reduza as forças de corte e o calor |
|
| Design de luminárias | Distribuir o estresse uniformemente |
|
| Resfriamento de ferramentas | Resfriamento eficiente e remoção de cavacos |
|
A prevenção e o controle de empenamento e tensão em peças de alumínio CNC são uma abordagem sistemática e multidisciplinar. Este prático gráfico de referência rápida ilustra claramente a inter-relação de três disciplinas técnicas básicas:
- Forças de corte e entrada de calor minimizadas na fonte por meio de parâmetros de processo otimizados.
- O design preciso do acessório proporciona suporte estável à peça de trabalho sem adicionar estresse externo.
- Métodos eficazes de ferramental e resfriamento controlam e direcionam o calor gerado durante a usinagem.
Por que confiar neste guia? Experiência prática em usinagem CNC da LS
Nossa experiência na LS Precision é que a teoria deve ser testada pela prática para criar valor. Cada método neste guia não é uma instrução teórica, mas o ápice da nossa experiência coletiva, comprovada e maximizada, dia após dia, na máquina, com milhares de peças CNC complexas. Enfrentamos o problema da deformação do alumínio de frente e condensamos logicamente soluções eficientes para fornecer a você um caminho aberto, estável e eficiente.
Nossa expertise é autoexplicativa. Por exemplo, aplicando um método de "resfriamento interno de alta pressão + fresamento dinâmico" , reduzimos com sucesso o erro de planicidade de uma peça específica de alumínio para aviação de 0,15 mm/ ㎡ para menos de 0,05 mm/ ㎡ . Utilizando um processo padronizado de "recozimento para alívio de tensões após usinagem de desbaste", erradicamos completamente o problema histórico da variação de precisão no encaixe de uma série de componentes de cavidades de paredes finas. Esses exemplos de campo fornecem a base sólida e a garantia para todas as recomendações deste manual.
Por que o processamento de alumínio é propenso a deformações e tensões? Quais são as causas?
A usinagem CNC de alumínio é amplamente adotada por sua precisão e eficiência. Peças feitas de alumínio são propensas a tensões residuais e deformações durante a usinagem, o que pode reduzir significativamente a qualidade do produto final. Esse problema ocorre essencialmente devido à interação entre as características do alumínio e a usinagem em si.
Propriedades do alumínio
O alumínio possui alto coeficiente de expansão térmica e baixa dureza, características intrínsecas que tendem a deformá-lo. O alumínio é muito sensível à temperatura . O aquecimento local durante o processo de usinagem causa expansão desigual do material quando aquecido, seguida de contração desigual quando resfriado, levando à deformação e à tensão térmica residual. Além disso, o alumínio é relativamente macio e, portanto, mais suscetível à deformação plástica ou à reorganização intramaterial de tensões sob cargas mecânicas externas aplicadas.
Processo de usinagem
Do ponto de vista da usinagem, as forças de corte e o calor de corte são as causas externas que levam diretamente à deformação . Altas temperaturas são geradas na região de contato ferramenta-peça. Em casos de resfriamento inadequado, a alta temperatura pode causar expansão do material e amolecimento localizado.
Por outro lado, o cisalhamento e a extrusão do material pela ferramenta durante o corte perturbam o equilíbrio interno de tensões no material. Isso é especialmente verdadeiro quando os parâmetros de corte são inadequados ou a ferramenta é cega. Tensões mecânicas extremas resultam em deformação direta da peça. Além disso, a fixação incorreta adiciona tensões externas, aumentando também o potencial de deformação.
A causa intrínseca da deformação e do estresse na usinagem de alumínio é o acoplamento entre as características inerentes do material e as tensões térmicas e mecânicas durante a usinagem.
Como podemos reduzir os riscos de deformação otimizando os parâmetros de usinagem?
Na manufatura de precisão contemporânea, o desempenho da máquina-ferramenta CNC é uma base satisfatória para a produção de peças de alta qualidade, mas o potencial máximo do equipamento só pode ser alcançado quando os parâmetros do processo são ajustados corretamente. A chave para o ajuste ideal dos parâmetros de corte é utilizar os princípios do "corte de alta velocidade (HSC)".
1. Velocidade de corte:
O passo inicial é usar alta velocidade de corte (recomenda-se 200-300 m/min) . Quanto maior a velocidade, mais finos serão os cavacos, mais consistentes serão as forças de corte e maior será a remoção de calor dos cavacos, em vez de transferi-lo para a peça de trabalho.
2. Configuração da taxa de avanço:
A configuração da taxa de avanço é significativa. Recomenda-se um avanço maior por dente (0,1-0,2 mm/dente) para que não haja atrito excessivo entre a ferramenta e o material, o que pode levar à geração de calor. No entanto, isso precisa ser compensado mantendo-se a profundidade de corte baixa para que não haja forças de corte elevadas.
3. Controlando a profundidade de corte:
O controle da profundidade de corte radial é extremamente crítico. Uma estratégia de "pequena profundidade de corte, alto avanço" precisa ser adotada, e a profundidade de corte radial deve ser restrita a 5% a 20% do diâmetro da ferramenta. Isso reduz as forças de corte, minimizando, na prática, a tensão de flexão e a deformação da peça.
4. Estratégia de corte:
A estratégia de corte também é importante:
- Ao programar, dê prioridade máxima ao fresamento descendente e empregue um movimento de corte suave e constante para evitar cargas de choque devido a movimentos repentinos de entrada e saída.
- Ao utilizar o bom desempenho dinâmico das modernas máquinas-ferramentas CNC, o emprego de estratégias de fresamento trocoidal ou fresamento dinâmico pode manter a carga de corte constante, mas também aumentar a estabilidade do processo e o baixo aumento de temperatura.
Ao empregar um conjunto de parâmetros baseados na ciência, como usinagem de alta velocidade, os operadores conseguem otimizar o desempenho das máquinas-ferramentas CNC , melhorando efetivamente a estabilidade da usinagem e a qualidade das peças.
Como o projeto do dispositivo afeta a precisão da usinagem de alumínio?
Na usinagem CNC de alumínio, o projeto dos dispositivos de fixação desempenha um papel significativo no impacto que exerce na precisão do produto final , perdendo apenas para o desempenho da máquina-ferramenta e a seleção de ferramentas. Um projeto de dispositivo de fixação abaixo do padrão resultaria em deformação direta, vibração ou deslocamento da peça, comprometendo, em última análise, a precisão da usinagem.
1. Prós e contras de diferentes designs de luminárias:
Diferentes designs de acessórios também possuem diferentes pontos fortes e fracos:
- Os fixadores de platina são práticos e descomplicados, mas propensos à deformação localizada devido à falta de pontos de fixação ou aplicação irregular de pressão.
- Os dispositivos de fixação de morsa são rápidos e fáceis de instalar, mas impõem tensão devido ao paralelismo inadequado das mandíbulas ou à regulação da força de fixação.
- Para peças de alumínio complexas ou com paredes finas, ventosas e fixadores com contornos são as melhores opções. Eles são capazes de fornecer suporte e sucção amplos e uniformes, distribuir a pressão de fixação uniformemente por toda a superfície inferior e praticamente evitar deformações localizadas.
Melhores práticas para fixação de peças de alumínio
As melhores práticas de fixação de peças de alumínio exigem duas diretrizes principais:
- Otimize a área de contato do suporte. Os pontos de apoio precisam ser posicionados estrategicamente de acordo com o formato da peça, principalmente na direção dos balanços, para evitar a deflexão das ferramentas devido às forças de corte.
- Controle o volume e a área da superfície da força de fixação e utilize uma chave de torque e aperte passo a passo, de forma simétrica, primeiro para evitar o aperto excessivo em um único ponto. Para peças muito finas, técnicas especializadas, como suportes fundidos em ligas de baixo ponto de fusão, podem ser empregadas.
Com a seleção eficaz do tipo de fixação de acordo com o formato da peça, o suporte rígido e o controle da força de fixação, as tensões secundárias induzidas pela fixação podem ser minimizadas, preservando a precisão geométrica e a consistência na usinagem CNC de alumínio.

Qual a importância da seleção de ferramentas e das estratégias de resfriamento para controlar a deformação?
A seleção de ferramentas e as estratégias de resfriamento na usinagem CNC de alumínio estão longe de ser secundárias; são elementos essenciais diretamente envolvidos na regulação da geração e transmissão de calor da usinagem e, consequentemente, da magnitude da deformação da peça. Elas continuam sendo uma das principais formas de regular as forças de corte e o calor no ponto de geração.
1. A influência da geometria da ferramenta na qualidade da usinagem:
A geometria da ferramenta e a tecnologia de revestimento influenciam diretamente a suavidade e a distribuição térmica do processo de corte . No alumínio, ângulos de saída elevados e grandes sulcos de cavacos são maximizados por meio de ferramentas afiadas. Esse formato reduz significativamente a resistência ao corte, aumentando assim a suavidade do corte e reduzindo a deformação plástica e o calor causados pelo efeito de "compressão". Um design de três arestas cria uma situação em que há boa rigidez com espaço suficiente para cavacos.
2. O impacto da tecnologia de revestimento na qualidade da usinagem:
Além disso, tecnologias de revestimento especializadas (como revestimentos exclusivos para metais não ferrosos) não apenas reduzem o desgaste da ferramenta, mas também suprimem efetivamente os aumentos de temperatura de corte, reduzindo o coeficiente de atrito.
3. Estratégias de resfriamento:
A eficiência dos sistemas de resfriamento está inversamente relacionada à remoção oportuna do calor da usinagem. O resfriamento por transbordamento tradicional frequentemente enfrenta dificuldades para penetrar com precisão na zona quente ao redor da ponta da ferramenta.
Devido a isso, a refrigeração interna de alta pressão ( HPCO ) tornou-se cada vez mais popular como a melhor técnica de controle de deformação. A refrigeração a mais de 70 bar é pulverizada com precisão na aresta de corte através dos canais do porta-ferramentas. Ela realiza três funções:
- Reduz instantaneamente as temperaturas de corte;
- Ele remove os cavacos de forma eficaz, mantendo a superfície usinada livre de queimaduras secundárias;
- Ele forma uma película lubrificante entre a ferramenta e os cavacos que reduz a geração de calor por atrito.
Com o emprego de ferramentas de corte afiadas, específicas para usinagem de alumínio , e a utilização da tecnologia de refrigeração interna de alta pressão, a geração de calor durante o corte pode ser minimizada e efetivamente removida, anulando naturalmente a deformação induzida por estresse térmico. Esta é uma garantia técnica básica da precisão dimensional da peça.

Onde os processos de tratamento térmico e alívio de estresse são mais eficazes?
Na usinagem CNC de alumínio, o alívio de tensões e o tratamento térmico não são processos corretivos de uma única etapa; são ações de controle significativas, passo a passo. Depende muito do tempo, e a escolha da etapa apropriada faz toda a diferença. É usado principalmente em duas etapas importantes:
1. O passo ideal é após a usinagem de desbaste e antes do acabamento:
Este é o período mais frequente e produtivo. Após a usinagem de desbaste, quando a maior parte do material foi removida, as tensões residuais de fundição ou laminação na peça e as tensões adicionais introduzidas por esta operação de usinagem atingem um máximo desbalanceado.
2. Recozimento de alívio de tensões:
O recozimento para alívio de tensões (normalmente aquecido a 300-350 °C, mantido por 2 a 4 horas e então resfriado no forno) é agora a maneira ideal de aliviar e equalizar a maioria dessas tensões e desenvolver uma condição estável de tensões para acabamento futuro, garantindo assim a estabilidade dimensional a longo prazo.
3. Processo de pré-tratamento do material:
Além disso, o alívio de tensões em chapas de alumínio bruto durante o processo de pré-tratamento do material (ou seja, antes da usinagem) é igualmente eficaz , especialmente para materiais grandes ou com estado de tensão inicial desconhecido. Para peças com requisitos de precisão ultra-alta , outro tratamento de estabilização (envelhecimento em baixa temperatura) pode ser introduzido após o semiacabamento para remover microtensões induzidas no processo.
Incorporá-lo como um elo comprovado entre o processo de usinagem bruta e acabamento pode prevenir cumulativamente e transmitir estresse de forma sistemática e econômica, e é uma das medidas mais eficazes para garantir a qualidade de peças de usinagem de alumínio CNC de alta precisão.
Como os serviços de usinagem online garantem a qualidade das peças de alumínio?
Escolher serviços de usinagem CNC online é conveniente para os clientes, mas como podemos superar as restrições de distância e garantir a precisão e a confiabilidade da usinagem de alumínio? Isso depende de a plataforma de serviços ter um sistema de controle de qualidade sistemático, digital e completo durante todo o processo.
1. Revisão do processo:
Considere o exemplo da plataforma de serviços online LS . Nosso controle de qualidade começa com uma revisão intensiva do processo . Após o recebimento dos desenhos do cliente, nosso departamento de engenharia realiza uma análise profissional de Projeto para Fabricação (DFM) , pré-planejando processos de prevenção de deformações adaptados às peculiaridades do componente de alumínio. Isso envolve a otimização do esquema de fixação, dos parâmetros de corte e da sequência de usinagem.
2. Monitoramento em tempo real:
O monitoramento em tempo real é a base da produção. Máquinas-ferramentas CNC modernas incorporam sensores para monitorar anomalias de dados, como força de corte e carga do fuso, a fim de proporcionar condições de usinagem estáveis. Cada etapa essencial do processo é registrada para total rastreabilidade.
Teste e verificação
A usinagem não é a etapa final; testes e verificações rigorosos são a verificação final antes da entrega . A LS Precision utiliza CMMs de precisão e scanners a laser para realizar medições de 100% das principais dimensões, tanto para a produção de primeira peça quanto para a produção em lote, gerando relatórios de inspeção completos para verificar se cada dado está perfeitamente alinhado com os desenhos de projeto, garantindo assim a montagem e a funcionalidade das peças.
O confiável serviço de usinagem CNC remota da LS Precision é mais do que uma simples produção baseada em pedidos. Por meio de um mecanismo de controle de qualidade de circuito fechado de três partes, que consiste em inspeção pré-processo , processos de produção abertos e inspeção de alta precisão no final da linha , minimizamos o risco de deformação de peças de alumínio , permitindo que os clientes obtenham peças usinadas de alta qualidade remotamente.
Estudo de caso da LS: Como resolver o problema de deformação na usinagem de alumínio aeroespacial?
1. Desafio do cliente:
Um cliente aeroespacial encomendou a usinagem de um lote de estruturas de liga de alumínio de grande porte para equipamentos aéreos. Os componentes, com dimensões de 800 × 500 × 50 mm, continham inúmeras paredes finas ( a mais fina, apenas 2 mm ) e cavidades profundas. Eles eram feitos de liga de alumínio 7075-T6 e continham inúmeras paredes finas ( a mais fina, apenas 2 mm ) e cavidades profundas.
Com as técnicas tradicionais, as peças acabadas sofriam de empenamento severo, desvio de planicidade de até 0,3 mm e espessura de parede irregular em algumas seções , não atingindo as rigorosas tolerâncias aeroespaciais ( planicidade geral ≤ 0,05 mm ). O controle da tensão e da deformação da usinagem tornou-se o principal gargalo na entrega.
2. Solução de inovação da LS Precision:
Diante desse dilema clássico, a equipe da LS abandonou os métodos convencionais de tentativa e erro. Em vez disso, valendo-se de sua expertise em usinagem e fabricação CNC personalizadas, eles projetaram uma solução sistemática e inovadora:
- Processamento de Alívio de Tensões em Fases: Este processo divide a usinagem em cinco etapas: desbaste - alívio de tensões - semiacabamento - alívio de tensões secundário - e acabamento . Após o desbaste remover a maior parte do excesso de material, a peça é removida do dispositivo especial e submetida a um envelhecimento em baixa temperatura para liberar completamente as tensões internas antes de ser fixada novamente para usinagem subsequente.
- Controle Colaborativo Multidimensional: Uma ventosa de vácuo combinada dedicada e um dispositivo de suporte auxiliar multiponto foram utilizados para proporcionar sucção uniforme, bem como suporte na superfície inferior de peças extremamente grandes e de paredes finas. Em termos de estratégia de ferramental, todas as ferramentas de corte de alumínio de alto ângulo de corte foram utilizadas, e as condições de corte de baixa profundidade de corte, alta velocidade e alto avanço foram rigorosamente respeitadas. Refrigerante interno de alta pressão ( pressão > 80 bar ) foi utilizado durante todo o processo para reduzir significativamente o efeito da força de corte e a geração de calor.
- Monitoramento e compensação em tempo real na máquina: A medição na máquina, feita pelo apalpador da máquina-ferramenta, da peça após os processos críticos, recebe dados de deformação em tempo real. A compensação dinâmica é posteriormente aplicada à trajetória da ferramenta de acabamento com base nesses dados, antecipando a "compensação" para qualquer deformação.
3. Resultado final:
Graças a este serviço completo e personalizado de usinagem CNC , a LS Precision resolveu com sucesso o problema de deformação na usinagem desta peça de alumínio aeroespacial . A planura de todas as peças exportadas foi obtida uniformemente, com uma margem de erro de 0,04 mm , atendendo plenamente às exigências de projeto e alcançando uma consistência significativamente melhorada na espessura da parede. Este estudo de caso recebeu amplos elogios dos clientes, além de estabelecer os procedimentos operacionais padrão para a usinagem de peças de alumínio ultragrandes e ultrafinas da LS, demonstrando sua superioridade na resolução de problemas complexos.
Como avaliar o equilíbrio ideal entre custo de processamento e controle de qualidade?
Na indústria de manufatura, o custo da usinagem CNC e a qualidade do produto são frequentemente os dois parâmetros mais valorizados pelos clientes. No entanto, normalmente há sempre um dilema entre encontrar o menor orçamento e buscar a mais alta qualidade. Uma decisão sábia não se resume a escolher o menor custo ou a mais alta qualidade, mas sim a atingir o equilíbrio ideal entre custo e controle de qualidade com base na aplicação final da peça.
A redução de custos deve ser abordada de forma multifacetada. Selecionar materiais com melhor custo-benefício , reduzir dimensões não críticas proporcionalmente sem afetar o desempenho funcional, empregar equipamentos padrão eficientes e planejar layouts da melhor forma possível para reduzir o desperdício de material podem controlar eficazmente os custos de usinagem CNC.
No entanto, cada etapa de redução de custos deve ser considerada com base em seu possível impacto sobre os riscos à qualidade. Os níveis de controle de qualidade são normalmente agrupados da seguinte forma: básico (inspeção de dimensões críticas), padrão (relatório de dimensões completas) e alta precisão (relatório de dimensões completas + verificação completa das tolerâncias geométricas e posicionais).
- Cada nível exige tempo de teste, equipamento e mão de obra adicionais, e, portanto, custos. Uma peça empregada em uma casa comum não requer testes de nível aeroespacial, por exemplo.
- A chave para definir o equilíbrio ideal é especificar os requisitos corretamente. Converse sobre a função da peça, as condições operacionais e as necessidades de qualidade com os fornecedores para que eles possam projetar o processo e o plano de inspeção mais econômicos.
Os excelentes fornecedores da LS Precision podem oferecer aos clientes a mais alta qualidade possível para suas aplicações a um preço de usinagem CNC razoável, nem muito bom, nem muito barato, mas com o melhor custo-benefício.

Perguntas frequentes
1. Qual é a distorção mínima de usinagem que pode ser controlada?
Com melhorias sistemáticas em processos como corte de alta velocidade , alívio de tensões em múltiplas etapas e fixações especiais, a LS Precision mantém a distorção de usinagem em peças grandes e de paredes finas de alumínio em 0,1 mm. A precisão depende da estrutura precisa da peça (por exemplo, espessura da parede e localização das nervuras) e das condições do material. Fornecemos previsões e compromissos precisos na fase de revisão do processo.
2. Como podemos determinar se as tensões de usinagem foram completamente eliminadas?
A LS Precision utiliza recursos de teste de última geração, como analisadores de tensão residual por difração de raios X (XRD), para medir quantitativamente a distribuição de tensões na superfície da peça após a usinagem. A tecnologia obtém valores e distribuição de tensões de forma precisa e não destrutiva, garantindo que estejam dentro dos limites de projeto, permitindo a medição científica da redução efetiva de tensões.
3. O processamento de pequenos lotes pode desfrutar do mesmo controle de qualidade?
Sim. A LS Precision segue a filosofia de que "a qualidade não é comprometida pelo tamanho do lote". Para pedidos de pequenos lotes , seguimos processos padrão em cada etapa do processo: desde a medição tridimensional por coordenadas ( CMM ) do primeiro artigo até o controle estatístico de processo SPC dos principais processos, para garantir que a qualidade, a confiabilidade e a consistência de cada produto sejam idênticas às da produção em larga escala.
4. O orçamento online inclui uma solução de otimização de processos?
Sim, o orçamento para usinagem CNC online fornecido pela LS Precision não é apenas uma despesa; é uma primeira resposta técnica. Nossos engenheiros farão uma revisão de projeto para viabilidade de fabricação ( DFM ) dos seus desenhos e fornecerão sugestões completas de otimização do processo junto com o orçamento, por exemplo, como ajustar a estrutura para reduzir a complexidade ou o custo da usinagem, buscando gerar valor desde o início.
Resumo
Prevenir a deformação na usinagem CNC de alumínio é mais do que uma simples questão de ajuste; é um processo que depende de materiais, fixações, ferramentas, programação e inspeção final. Com base em nossa vasta experiência e inúmeros casos de sucesso em usinagem CNC , a LS Precision Manufacturing oferece soluções sistemáticas, do design ao produto final, para que seu projeto obtenha a melhor qualidade e confiabilidade.
Carregue seus arquivos CAD hoje mesmo e receba gratuitamente um relatório de análise de Design para Fabricação (DFM) e de fabricabilidade, além de um orçamento preciso! Deixe seu próximo projeto nas mãos de nossos especialistas e garanta uma produção de alta qualidade sem complicações.
Carregue seus desenhos de projeto agora e receba um orçamento instantâneo de fresamento CNC (preço de fresamento CNC), deixe a LS ser seu forte apoio na busca pela máxima precisão em fresamento CNC!

📞Tel: +86 185 6675 9667
📧E-mail: info@longshengmfg.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Série LS. Não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede LS. É de responsabilidade do comprador . Solicitar cotação de peças. Identificar requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe LS
A LS é uma empresa líder do setor com foco em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, focamos em usinagem CNC de alta precisão, fabricação de chapas metálicas, impressão 3D, moldagem por injeção, estampagem de metal e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequena escala ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolha a tecnologia LS . Isso significa eficiência, qualidade e profissionalismo na seleção.
Para saber mais, visite nosso site: www.lsrpf.com


