
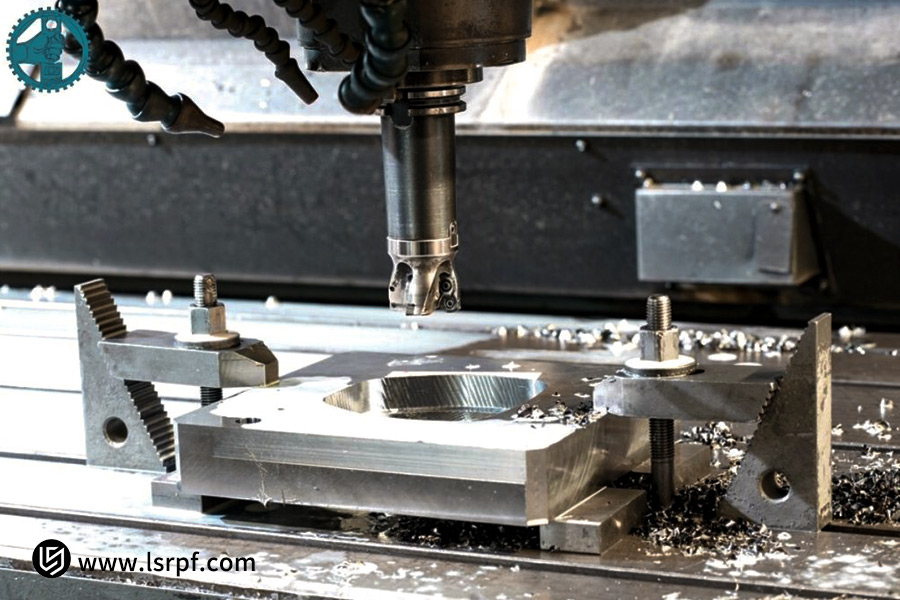
В самом центре современного производства обработка алюминия на станках с ЧПУ стала важнейшим краеугольным камнем для производства чрезвычайно сложных высокоточных компонентов благодаря своей непревзойденной эффективности, потрясающей точности и превосходной воспроизводимости. От аэрокосмической отрасли до бытовой электроники алюминий и алюминиевые сплавы являются предпочтительным материалом для большинства отраслей промышленности благодаря своему малому весу, высокой прочности и обрабатываемости.
Однако путь к совершенству не всегда прост. Врожденные свойства алюминия — низкий предел текучести и высокий коэффициент теплового расширения — делают его наиболее восприимчивым к силам резания, зажима и нагреву при обработке алюминия на станках с ЧПУ , что приводит к нестабильной деформации деталей и вредным остаточным напряжениям. Эти напряжения и деформации обычно скрыты до завершения обработки, что в лучшем случае приводит к неточностям размеров, а в худшем — к отбраковке целых заготовок, что серьезно ухудшает качество, структурную целостность и точность сборки готовой детали, обработанной на станке с ЧПУ .
В этом руководстве будет проведен систематический и логический анализ первопричин подобных проблем, а также представлен обширный список проверенных решений, которые помогут вам проектировать безупречные детали, изготовленные на станках с ЧПУ. Чтобы сэкономить ваше время, вот краткий обзор основных выводов.
Краткая справочная таблица по предотвращению деформации и напряжений при обработке алюминия на станках с ЧПУ
| Управляющие ссылки | Основные цели | Ключевые стратегии |
| Параметры процесса | Снижение силы резания и тепловыделения. |
|
| Проектирование светильников | Равномерно распределить стресс |
|
| Охлаждение инструмента | Эффективное охлаждение и удаление стружки |
|
Предотвращение и контроль деформации и напряжений в алюминиевых деталях, изготовленных на станках с ЧПУ, представляют собой систематический, междисциплинарный подход. Эта удобная справочная таблица наглядно иллюстрирует взаимосвязь трех основных технических дисциплин:
- Минимизация сил резания и теплового воздействия в источнике за счет оптимизации параметров процесса.
- Точная конструкция зажимного приспособления обеспечивает надежную поддержку заготовки без создания внешних напряжений.
- Эффективные инструменты и методы охлаждения позволяют контролировать и направлять тепло, выделяемое в процессе обработки, непосредственно на целевой процесс.
Почему этому руководству можно доверять? Практический опыт работы на станках с ЧПУ от компании LS.
Наш опыт в LS Precision показывает, что теорию необходимо проверять на практике, чтобы создавать ценность. Каждый метод, описанный в этом руководстве, — это не теоретическое обучение, а результат нашего коллективного, проверенного и максимально эффективного опыта, накопленного изо дня в день на станке, при обработке тысяч сложных деталей на станках с ЧПУ . Мы столкнулись с проблемой деформации алюминия лицом к лицу и логически сжали эффективные решения, чтобы предоставить вам открытый, стабильный и действенный путь.
Наша экспертиза говорит сама за себя. Например, применив метод «внутреннего охлаждения под высоким давлением + динамического фрезерования » , мы успешно снизили погрешность плоскостности конкретной детали из авиационного алюминия с 0,15 мм/ м² до менее чем 0,05 мм/ м² . Используя стандартизированный процесс «отжига для снятия напряжений после черновой обработки», мы полностью устранили давнюю проблему вариаций точности посадки ряда тонкостенных компонентов с полостью. Эти примеры из практики обеспечивают прочную основу и гарантию для всех рекомендаций, представленных в этом руководстве.
Почему при обработке алюминия возникают деформации и напряжения? Каковы первопричины?
Обработка алюминия на станках с ЧПУ широко применяется благодаря своей точности и эффективности. Детали из алюминия подвержены остаточным напряжениям и деформациям при механической обработке, что может значительно снизить качество конечного продукта. Эта проблема возникает, по сути, из-за взаимодействия характеристик алюминия и самого процесса обработки.
Свойства алюминия
Алюминий обладает высоким коэффициентом теплового расширения и низкой твердостью, что является его неотъемлемыми характеристиками, способствующими деформации. Алюминий очень чувствителен к температуре . Локальный нагрев в процессе обработки вызывает неравномерное расширение материала при нагреве, за которым следует неравномерное сжатие при охлаждении, что приводит к деформации и остаточным термическим напряжениям. Кроме того, алюминий относительно мягкий и, следовательно, более подвержен пластической деформации или внутриматериальной перестройке напряжений под действием внешних механических нагрузок.
Процесс обработки
С точки зрения обработки материалов, силы резания и теплота резания являются внешними причинами, непосредственно приводящими к деформации . Высокие температуры генерируются в зоне контакта инструмента и заготовки. В случаях недостаточного охлаждения высокая температура может вызвать расширение материала и локальное размягчение.
И наоборот, сдвиг и выдавливание материала инструментом во время резки нарушают внутреннее равновесие напряжений в материале. Это особенно актуально, когда параметры резки неподходящие или инструмент затупился. Чрезмерные механические напряжения приводят к прямой деформации заготовки. Кроме того, неправильный зажим создает дополнительные напряжения, что также увеличивает вероятность деформации.
Основной причиной деформации и напряжений при обработке алюминия является взаимосвязь между присущими материалу характеристиками и термическими и механическими напряжениями, возникающими в процессе фрезерования.
Как можно снизить риск деформации путем оптимизации параметров обработки?
В современном высокоточном производстве производительность станков с ЧПУ является достаточной основой для изготовления деталей высокого качества, однако максимальный потенциал оборудования может быть достигнут только при правильной настройке параметров процесса. Ключом к оптимальной настройке параметров резания является использование принципов «высокоскоростного резания» (ВСР).
1. Скорость резки:
Первым шагом является использование высокой скорости резания (рекомендуется 200-300 м/мин) . Чем выше скорость, тем тоньше стружка, тем равномернее сила резания и тем больше тепла отводится от стружки, а не передается на заготовку.
2. Настройка скорости подачи:
Настройка скорости подачи имеет важное значение. Рекомендуется увеличить подачу на зуб (0,1-0,2 мм/зуб), чтобы избежать чрезмерного трения между инструментом и материалом, приводящего к выделению тепла. Однако это необходимо компенсировать, поддерживая низкую глубину резания, чтобы избежать высоких сил резания.
3. Контроль глубины резания:
Контроль радиальной глубины резания имеет решающее значение. Необходимо применять стратегию «малая глубина резания, высокая подача», при этом радиальная глубина резания должна быть ограничена 5–20% от диаметра инструмента. Это позволит снизить силы резания, тем самым минимизируя изгибающие напряжения и деформацию заготовки.
4. Стратегия сокращения:
Стратегия сокращения также имеет важное значение:
- При программировании следует отдавать наивысший приоритет фрезерованию с нисходящим резом и использовать плавное и постоянное движение резания, чтобы избежать ударных нагрузок, возникающих из-за резких движений вперед и назад.
- Благодаря использованию высоких динамических характеристик современных фрезерных станков с ЧПУ, применение трохоидального или динамического фрезерования позволяет поддерживать постоянную нагрузку резания, а также повышать стабильность процесса и снижать повышение температуры.
Используя научно обоснованный набор параметров, таких как высокоскоростная обработка, операторы могут оптимизировать работу станков с ЧПУ , что, в свою очередь, повышает стабильность обработки и качество деталей.
Как конструкция оснастки влияет на точность обработки алюминия?
При обработке алюминия на станках с ЧПУ конструкция оснастки играет значительную роль в обеспечении точности конечного продукта, уступая по этому показателю только производительности станка и выбору инструмента. Некачественная конструкция оснастки приведет к прямой деформации, вибрации или смещению заготовки, что в конечном итоге снизит точность обработки.
1. Преимущества и недостатки различных конструкций светильников:
Различные конструкции светильников также обладают разными сильными и слабыми сторонами:
- Прижимные устройства удобны и просты в использовании, но подвержены локальной деформации из-за отсутствия точек зажима или неравномерного приложения давления.
- Тиски устанавливаются быстро и легко, но создают напряжение из-за неправильной параллельности губок или недостаточной регулировки силы зажима.
- Для сложных или тонкостенных алюминиевых деталей наилучшим вариантом являются вакуумные присоски и профилированные зажимные приспособления . Они обеспечивают большую, равномерную поддержку и вакуумное присасывание, равномерно распределяют давление зажима по всей нижней поверхности и практически предотвращают локальную деформацию.
Рекомендации по зажиму алюминиевых деталей
При правильном зажиме алюминиевых деталей необходимо соблюдать два основных правила:
- Оптимизируйте площадь контакта опоры. Точки опоры должны располагаться стратегически в соответствии с формой заготовки, особенно в направлении выступов, чтобы избежать деформации инструмента под действием сил резания.
- Контролируйте объем и площадь поверхности зажимного усилия , используйте динамометрический ключ и затягивайте детали пошагово симметрично, чтобы избежать чрезмерного затягивания в одной точке. Для очень тонких деталей можно даже использовать специализированные методы, такие как литые опоры из низкоплавких сплавов .
Благодаря эффективному выбору типа зажимного приспособления в соответствии с формой детали, жесткой опорой и контролем усилия зажима, можно минимизировать вторичные напряжения, возникающие при зажиме, сохраняя геометрическую точность и стабильность при обработке алюминия на станках с ЧПУ.

Насколько важны выбор инструмента и стратегии охлаждения для контроля деформации?
Выбор инструмента и стратегии охлаждения при обработке алюминия на станках с ЧПУ отнюдь не являются второстепенными; они представляют собой важнейшие элементы, непосредственно влияющие на генерацию и передачу тепла при обработке , а следовательно, и на величину деформации заготовки. Они остаются одним из лучших способов регулирования сил резания и тепла в точке их генерации.
1. Влияние геометрии инструмента на качество обработки:
Геометрия инструмента и технология покрытия оказывают наиболее прямое влияние на гладкость и распределение тепла в процессе резания . При обработке алюминия большие углы заточки и крупные канавки для стружки максимально достигаются за счет острых инструментов. Такая форма значительно снижает сопротивление резанию, тем самым повышая гладкость резания, уменьшая пластическую деформацию и нагрев от эффекта «сжатия». Трехлезвийная конструкция создает условия, при которых достигается хорошая жесткость при достаточном пространстве для стружки.
2. Влияние технологии нанесения покрытий на качество обработки:
Кроме того, специализированные технологии нанесения покрытий (например, покрытия исключительно для цветных металлов) не только снижают износ инструмента, но и эффективно подавляют повышение температуры резания за счет снижения коэффициента трения.
3. Стратегии охлаждения:
Эффективность систем охлаждения обратно пропорциональна своевременному отводу тепла от обработки. Традиционные системы охлаждения с переливом часто испытывают трудности с точным проникновением тепла в горячую зону вокруг кончика инструмента.
В связи с этим, внутреннее охлаждение под высоким давлением ( HPCO ) становится все более популярным методом контроля деформации. Охлаждающая жидкость под давлением более 70 бар точно распыляется на режущую кромку через каналы держателя инструмента. Она выполняет три функции:
- Это мгновенно снижает температуру резки;
- Он эффективно смывает стружку, предотвращая вторичные пригорания на обработанной поверхности;
- Она образует смазывающую пленку между инструментом и стружкой, которая снижает тепловыделение, возникающее из-за трения.
Использование острых режущих инструментов, специально предназначенных для обработки алюминия , и технологии внутреннего охлаждения под высоким давлением позволяет минимизировать тепловыделение при резке и эффективно отводить тепло, что естественным образом исключает деформацию, вызванную термическими напряжениями. Это является основной технической гарантией точности размеров детали.

Где наиболее эффективны методы термической обработки и снятия внутренних напряжений?
При обработке алюминия на станках с ЧПУ снятие напряжений и термообработка — это не одноэтапные корректирующие процессы, а значительные контрольные действия, выполняемые поэтапно. Это в значительной степени зависит от времени, и выбор подходящего этапа имеет решающее значение. В основном это происходит на двух важных этапах:
1. Оптимальный этап — после черновой обработки и перед чистовой:
Это наиболее частый и наиболее продуктивный период. После черновой обработки, когда удалена большая часть заготовки, остаточные литейные или прокатные напряжения в заготовке и дополнительные напряжения, возникающие в результате этой операции обработки, достигают своего несбалансированного максимума.
2. Отжиг для снятия напряжений:
В настоящее время оптимальным способом снятия и выравнивания большинства этих напряжений и создания стабильного состояния напряжений для последующей обработки является термический отжиг для снятия напряжений (обычно нагрев до 300-350°C, выдержка 2-4 часа, а затем охлаждение в печи).
3. Процесс предварительной обработки материала:
Кроме того, снятие напряжений с необработанного алюминиевого листа в процессе предварительной обработки материала (т.е. перед механической обработкой) также эффективно , особенно для крупных материалов или материалов с неизвестным начальным напряженным состоянием. Для деталей со сверхвысокими требованиями к точности после полуфабриката может быть применена дополнительная стабилизирующая обработка (низкотемпературное старение) для снятия микронапряжений, возникших в процессе обработки.
Внедрение этого метода в качестве проверенного связующего звена между процессами черновой и чистовой обработки позволяет предотвратить накопление и систематически, экономично передавать напряжение, и является одной из наиболее эффективных мер для обеспечения качества высокоточных деталей из алюминия, обработанных на станках с ЧПУ .
Как онлайн-сервисы механической обработки гарантируют качество алюминиевых деталей?
Выбор онлайн -сервисов обработки на станках с ЧПУ удобен для клиентов, но как преодолеть географические ограничения и обеспечить точность и надежность обработки алюминия? Это зависит от наличия у сервисной платформы систематической, цифровой и всесторонней системы контроля качества на протяжении всего процесса.
1. Анализ процесса:
Рассмотрим пример онлайн-сервисной платформы LS . Наш контроль качества начинается с тщательного анализа процесса . После получения чертежей заказчика наш инженерный отдел проводит профессиональный анализ технологичности изготовления (DFM) , предварительно планируя процессы предотвращения деформаций, адаптированные к особенностям алюминиевого компонента. Это включает оптимизацию схемы зажима, параметров резки и последовательности обработки.
2. Мониторинг в реальном времени:
Мониторинг в реальном времени является краеугольным камнем производства. Современные станки с ЧПУ оснащаются датчиками для отслеживания аномалий данных, таких как сила резания и нагрузка на шпиндель, что обеспечивает стабильные условия обработки. Каждый важный этап процесса регистрируется для полной отслеживаемости.
Тестирование и проверка
Механическая обработка — это не заключительный этап; тщательные испытания и проверка являются окончательной проверкой перед отгрузкой . Компания LS Precision использует прецизионные координатно-измерительные машины и лазерные сканеры для 100% измерения ключевых размеров как для первого образца, так и для серийного производства, создавая полные отчеты о проверке, подтверждающие идеальное соответствие каждой детали чертежам, тем самым гарантируя точность подгонки и функциональность детали.
Надежная услуга дистанционной обработки на станках с ЧПУ от LS Precision – это больше, чем просто производство по заказу. Благодаря трехступенчатой системе контроля качества, включающей предварительную проверку , открытые производственные процессы и высокоточную проверку в конце линии , мы минимизируем риск деформации алюминиевых деталей , позволяя клиентам получать высококачественные обработанные детали дистанционно.
Пример из практики LS: Как решить проблему деформации при обработке алюминия в аэрокосмической отрасли?
1. Задача клиента:
Заказчик из аэрокосмической отрасли заказал механическую обработку партии крупногабаритных рам из алюминиевого сплава для авиационной техники. Компоненты размером 800 × 500 × 50 мм содержали множество тонких стенок ( самая тонкая — всего 2 мм ) и глубоких полостей. Они были изготовлены из алюминиевого сплава 7075-T6 и имели множество тонких стенок ( самая тонкая — всего 2 мм ) и глубоких полостей.
При использовании традиционных технологий готовые детали страдали от сильной деформации, отклонения плоскостности до 0,3 мм и неравномерной толщины стенок в отдельных участках , не соответствуя очень строгим аэрокосмическим допускам ( общая плоскостность ≤ 0,05 мм ). Контроль напряжений и деформаций при механической обработке стал основным узким местом, ограничивающим сроки поставки.
2. Инновационное решение от LS Precision:
Столкнувшись с этой классической дилеммой, команда LS отказалась от традиционных методов проб и ошибок. Вместо этого, опираясь на свой опыт в области обработки и производства на станках с ЧПУ, они разработали систематическое и инновационное решение:
- Поэтапная обработка для снятия внутренних напряжений: этот прорывной метод разделяет обработку на пять этапов: черновая обработка, снятие внутренних напряжений, получистовая обработка, вторичная обработка внутренних напряжений и чистовая обработка . После удаления большей части избыточного припуска в процессе черновой обработки заготовка извлекается из специального приспособления и подвергается низкотемпературному старению для полного снятия внутренних напряжений, после чего снова зажимается для последующей обработки.
- Многомерное совместное управление: для обеспечения равномерного вакуумного присоса и поддержки нижней поверхности очень больших тонкостенных деталей использовалась специальная комбинированная вакуумная присоска и многоточечное вспомогательное опорное приспособление. В плане оснастки использовались только острые алюминиевые режущие инструменты с высоким углом заточки, а условия резания строго соблюдались: малая глубина резания, высокая скорость и высокая подача. В течение всего процесса использовалась внутренняя подача охлаждающей жидкости под высоким давлением ( давление >80 бар ) для значительного снижения силы резания и тепловыделения.
- Мониторинг и компенсация в реальном времени непосредственно на станке: измерение заготовки с помощью измерительного щупа станка после выполнения критически важных процессов позволяет получать данные о деформации в реальном времени. На основе этих данных к траектории чистовой обработки применяется динамическая компенсация, которая заранее учитывает любые возможные деформации.
3. Итоговый результат:
Благодаря этому комплексному, индивидуальному сервису обработки на станках с ЧПУ , компания LS Precision успешно решила проблему деформации при обработке этой детали из авиационного алюминия . Плоскостность всех экспортируемых деталей была равномерной в пределах 0,04 мм , что полностью соответствовало проектным требованиям и обеспечило значительно улучшенную стабильность толщины стенок. Этот пример получил широкое признание клиентов, а также установил стандартные рабочие процедуры для обработки компанией LS сверхбольших и сверхтонких алюминиевых деталей, продемонстрировав ее превосходство в решении сложных задач.
Как оценить оптимальный баланс между затратами на обработку и контролем качества?
В обрабатывающей промышленности стоимость обработки на станках с ЧПУ и качество продукции зачастую являются двумя наиболее ценными параметрами для клиентов. Однако обычно всегда возникает дилемма: найти самую низкую цену и при этом обеспечить высочайшее качество. Разумное решение заключается не только в выборе наименьшей стоимости или наивысшего качества, но и в достижении оптимального компромисса между стоимостью и контролем качества, исходя из конечного применения детали.
Снижение затрат должно решаться комплексно. Выбор экономически эффективных марок материалов, пропорциональное уменьшение некритичных размеров без ущерба для функциональных характеристик, использование эффективного стандартного оборудования и планирование компоновки таким образом, чтобы максимально сократить отходы материалов, — все это может эффективно контролировать затраты на обработку на станках с ЧПУ.
Однако каждый этап снижения затрат следует рассматривать с учетом его возможного влияния на риски, связанные с качеством. Уровни контроля качества обычно подразделяются на следующие группы: базовый (проверка критических размеров), стандартный (полный отчет о размерах) и высокоточный (полный отчет о размерах + полная проверка геометрических и позиционных допусков).
- Каждый последующий уровень требует дополнительного времени на тестирование, оборудования и рабочей силы, а следовательно, и затрат. Например, деталь, используемая в обычном доме, не требует испытаний на уровне аэрокосмической техники.
- Ключ к достижению оптимального баланса — правильное определение требований. Обсудите с поставщиками функциональные возможности детали, условия эксплуатации и требования к качеству, чтобы они могли разработать наиболее экономичный процесс и план контроля качества.
Превосходные поставщики LS Precision могут обеспечить клиентов продукцией высочайшего качества, соответствующей их задачам, по разумной цене , не слишком высокой и не слишком низкой, а предлагающей оптимальное соотношение цены и качества.

Часто задаваемые вопросы
1. Каков минимальный уровень деформации при механической обработке, который можно контролировать?
Благодаря систематическому совершенствованию процесса, включая высокоскоростную резку , многоступенчатую термическую обработку и специальные приспособления, компания LS Precision поддерживает минимальную деформацию при обработке крупных тонкостенных алюминиевых деталей на уровне 0,1 мм. Точность зависит от точной структуры детали (например, толщины стенки и расположения ребер) и состояния материала. Мы предоставляем точные прогнозы и обязательства на этапе анализа процесса.
2. Как определить, полностью ли устранены напряжения, возникающие при механической обработке?
Компания LS Precision использует передовые испытательные установки, такие как рентгенодифракционные анализаторы (XRD) остаточных напряжений, для количественного измерения распределения напряжений на поверхности заготовки после обработки. Технология точно и неразрушающим методом позволяет получать значения и распределение напряжений, гарантируя их соответствие проектным пределам, что обеспечивает научное измерение эффективного снижения напряжений.
3. Может ли мелкосерийное производство обеспечить такой же контроль качества?
Да. Компания LS Precision придерживается принципа «качество не страдает от размера партии». В случае мелкосерийных заказов мы придерживаемся стандартных процессов на каждом этапе производства: от измерения трехмерных координат ( КИМ ) первого образца до статистического контроля процессов (SPC ), чтобы обеспечить надежность и стабильность качества каждого продукта, идентичные крупномасштабному производству.
4. Включает ли онлайн-предложение решение по оптимизации процесса?
Да, предоставленная компанией LS Precision онлайн смета на обработку на станках с ЧПУ — это не просто расчет стоимости; это предварительный технический ответ. Наши инженеры проведут анализ ваших чертежей с учетом технологичности производства ( DFM ) и вместе со сметой предложат комплексные рекомендации по оптимизации процесса, например, как скорректировать конструкцию для снижения сложности или стоимости обработки, стремясь создать ценность с самого начала.
Краткое содержание
Предотвращение деформаций при обработке алюминия на станках с ЧПУ — это не просто вопрос внесения одной корректировки; это процесс, зависящий от материалов, приспособлений, инструмента, программирования и окончательной проверки. Основываясь на нашем богатом опыте и многочисленных успешных проектах в области обработки на станках с ЧПУ , компания LS Precision Manufacturing предлагает комплексные решения от проектирования до готового продукта, чтобы ваш проект получил наилучшее качество и надежность.
Загрузите свои CAD-файлы сегодня и получите бесплатный отчет по проектированию с учетом технологичности производства (DFM) и точную смету! Доверьте свой следующий проект нашим экспертам и обеспечьте беспроблемное и высококачественное производство.
Загрузите свои чертежи прямо сейчас и получите мгновенную смету на фрезерование на станке с ЧПУ (цена фрезерования на станке с ЧПУ). Пусть LS станет вашей надежной опорой в стремлении к высочайшей точности фрезерования на станках с ЧПУ!

📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Серия LS. Никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации не предоставляется. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS. Ответственность за получение коммерческого предложения на запчасти лежит на покупателе. Уточните конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
LS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша деятельность включает высокоточную обработку на станках с ЧПУ, производство изделий из листового металла, 3D-печать, литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте технологию LS. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com


