
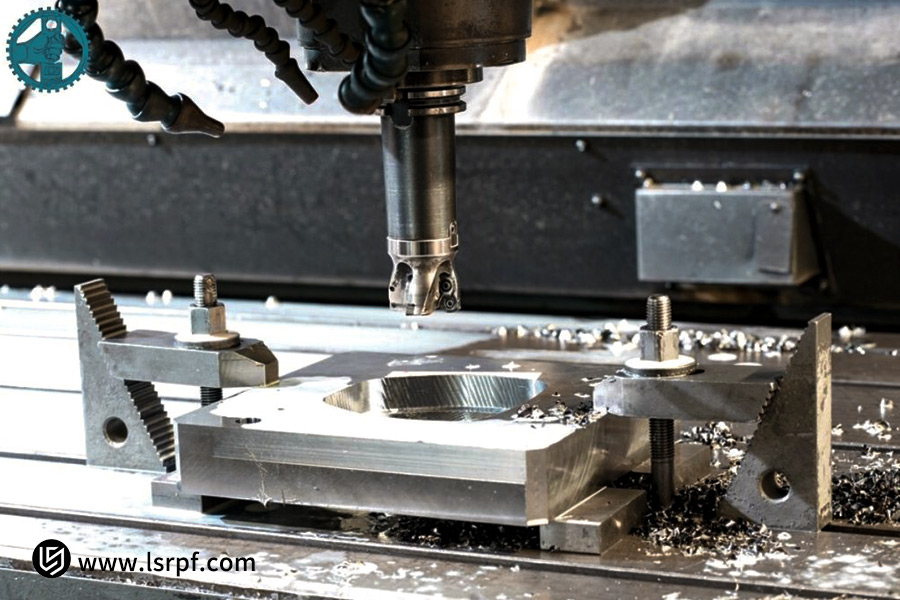
En el epicentro de la fabricación moderna, el mecanizado CNC de aluminio se ha consolidado como un pilar fundamental para la producción de componentes de alta precisión y tecnología avanzada, gracias a su eficiencia inigualable, precisión asombrosa y excelente reproducibilidad. Desde el sector aeroespacial hasta la electrónica de consumo, el aluminio y sus aleaciones son el material predilecto de la mayoría de las industrias debido a su ligereza, alta resistencia y facilidad de mecanizado.
Pero el camino hacia la perfección no siempre es fácil. Las propiedades inherentes del aluminio —su bajo límite elástico y su alto coeficiente de dilatación térmica— lo hacen muy susceptible a las fuerzas de corte, las fuerzas de sujeción y el calor durante el mecanizado CNC , lo que provoca deformaciones inestables de la pieza y tensiones residuales perjudiciales. Estas tensiones y distorsiones suelen quedar ocultas hasta después del mecanizado, lo que resulta en imprecisiones dimensionales en el mejor de los casos y en el descarte de piezas enteras en el peor, comprometiendo gravemente la calidad, la integridad estructural y la precisión de ensamblaje de la pieza CNC terminada .
Este tutorial analizará las causas fundamentales de estos problemas de forma sistemática y lógica, y proporcionará una extensa lista de soluciones probadas para ayudarle a diseñar piezas mecanizadas por CNC impecables. Para ahorrarle tiempo, aquí tiene un resumen de los hallazgos clave.
Tabla de referencia rápida sobre la prevención de deformaciones y tensiones en el mecanizado CNC de aluminio
| Enlaces de control | Objetivos principales | Estrategias clave |
| Parámetros del proceso | Reduzca las fuerzas de corte y el calor. |
|
| Diseño de accesorios | Distribuye la tensión de manera uniforme |
|
| Refrigeración de herramientas | Refrigeración eficiente y eliminación de chips |
|
La prevención y el control de la deformación y las tensiones en las piezas de aluminio mecanizadas por CNC requieren un enfoque sistemático y multidisciplinario. Esta práctica tabla de referencia rápida ilustra claramente la interrelación de tres disciplinas técnicas básicas:
- Se minimizan las fuerzas de corte y el aporte de calor en la fuente mediante la optimización de los parámetros del proceso.
- Un diseño de fijación preciso proporciona un soporte estable a la pieza de trabajo sin añadir tensiones externas.
- Los métodos eficaces de utillaje y refrigeración controlan y dirigen directamente el calor generado durante el mecanizado.
¿Por qué confiar en esta guía? Experiencia práctica en mecanizado CNC de LS.
En LS Precision, nuestra experiencia nos demuestra que la teoría debe ponerse a prueba en la práctica para generar valor. Cada método de esta guía no es una instrucción teórica, sino la culminación de nuestra experiencia colectiva, probada y optimizada, día tras día, en la máquina, con miles de piezas CNC complejas. Hemos abordado directamente el problema de la deformación del aluminio y hemos condensado lógicamente soluciones eficientes para ofrecerle un camino abierto, estable y eficaz.
Nuestra experiencia es evidente. Por ejemplo, mediante la aplicación de un método de «enfriamiento interno a alta presión + fresado dinámico» , logramos reducir el error de planitud de una pieza específica de aluminio aeronáutico de 0,15 mm/ m² a menos de 0,05 mm/ m² . Mediante un proceso estandarizado de «recocido de alivio de tensiones tras el mecanizado en bruto», eliminamos por completo el problema histórico de la variación de precisión en el ajuste de una serie de componentes de cavidades de paredes delgadas. Estos ejemplos prácticos constituyen la base sólida y la garantía de todas las recomendaciones presentadas en este manual.
¿Por qué el procesamiento del aluminio es propenso a la deformación y a las tensiones? ¿Cuáles son las causas principales?
El mecanizado CNC de aluminio es ampliamente utilizado por su precisión y eficiencia. Las piezas de aluminio son propensas a sufrir tensiones residuales y deformaciones durante el mecanizado, lo que puede reducir significativamente la calidad del producto final. Este problema se debe principalmente a la interacción entre las características del aluminio y el propio proceso de mecanizado.
Propiedades del aluminio
El aluminio posee un alto coeficiente de dilatación térmica y una baja dureza, características intrínsecas que tienden a deformarlo. Es muy sensible a la temperatura . El calentamiento localizado durante el mecanizado provoca una dilatación desigual del material al calentarse, seguida de una contracción desigual al enfriarse, lo que genera deformación y tensiones térmicas residuales. Además, el aluminio es relativamente blando y, por lo tanto, más susceptible a la deformación plástica o a la reorganización interna de las tensiones bajo cargas mecánicas externas.
Proceso de mecanizado
Desde la perspectiva del mecanizado, las fuerzas y el calor de corte son las causas externas que provocan directamente la deformación . Se generan altas temperaturas en la zona de contacto entre la herramienta y la pieza. En caso de refrigeración insuficiente, la alta temperatura puede provocar la expansión del material y un ablandamiento localizado.
Por el contrario, el corte y la extrusión del material por la herramienta durante el proceso alteran el equilibrio interno de tensiones. Esto es especialmente cierto cuando los parámetros de corte son inadecuados o la herramienta está desafilada. Las tensiones mecánicas extremas provocan la deformación directa de la pieza. Además, una sujeción incorrecta genera tensiones externas, lo que también aumenta el riesgo de deformación.
La causa intrínseca de la deformación y la tensión en el mecanizado del aluminio es el acoplamiento entre las características inherentes del material y las tensiones térmicas y mecánicas durante el fresado.
¿Cómo podemos reducir los riesgos de deformación optimizando los parámetros de mecanizado?
En la fabricación de precisión actual, el rendimiento de la máquina herramienta CNC constituye una base satisfactoria para la producción de piezas de buena calidad; sin embargo, su máximo potencial solo se alcanza cuando los parámetros del proceso se configuran correctamente. La clave para la configuración óptima de los parámetros de corte reside en la aplicación de los principios del corte de alta velocidad (HSC).
1. Velocidad de corte:
El primer paso consiste en utilizar una alta velocidad de corte (se recomienda entre 200 y 300 m/min) . Cuanto mayor sea la velocidad, más finas serán las virutas, más uniformes serán las fuerzas de corte y mayor será la disipación del calor de las virutas en lugar de transferirlo a la pieza de trabajo.
2. Ajuste de la velocidad de avance:
El ajuste de la velocidad de avance es fundamental. Se recomienda un avance mayor por diente (0,1-0,2 mm/diente) para evitar la fricción excesiva entre la herramienta y el material, que podría generar calor. Sin embargo, esto debe compensarse manteniendo una profundidad de corte baja para evitar fuerzas de corte elevadas.
3. Control de la profundidad de corte:
El control de la profundidad de corte radial es fundamental. Es necesario adoptar una estrategia de "poca profundidad de corte y gran avance", limitando la profundidad de corte radial a un rango del 5 % al 20 % del diámetro de la herramienta. Esto reduce las fuerzas de corte, minimizando así la tensión de flexión y la deformación de la pieza.
4. Estrategia de recorte:
La estrategia de recorte también es importante:
- Durante la programación, dé la máxima prioridad al fresado descendente y emplee un movimiento de corte suave y constante para evitar cargas de choque debidas a movimientos bruscos de entrada y salida.
- Al aprovechar el buen rendimiento dinámico de las modernas fresadoras CNC, el empleo de estrategias de fresado trocoidal o dinámico permite mantener una carga de corte constante, a la vez que mejora la estabilidad del proceso y reduce el aumento de temperatura.
Mediante el uso de un conjunto de parámetros basados en la ciencia, como el mecanizado de alta velocidad, los operarios pueden optimizar el rendimiento de las máquinas herramienta CNC , mejorando así la estabilidad del mecanizado y la calidad de las piezas.
¿Cómo afecta el diseño de la fijación a la precisión del mecanizado del aluminio?
En el mecanizado CNC de aluminio, el diseño de la fijación desempeña un papel fundamental en la precisión del producto final , solo superado por el rendimiento de la máquina herramienta y la selección de la herramienta. Un diseño de fijación deficiente provocaría deformación, vibración o desplazamiento directo de la pieza, comprometiendo así la precisión del mecanizado.
1. Ventajas y desventajas de los diferentes diseños de luminarias:
Los distintos diseños de accesorios también poseen diferentes fortalezas y debilidades:
- Los soportes de platina son prácticos y sencillos, pero propensos a deformaciones localizadas por la falta de puntos de sujeción o la aplicación irregular de presión.
- Los dispositivos de sujeción para tornillos de banco son rápidos y fáciles de instalar, pero generan tensión debido a un paralelismo inadecuado de las mordazas o a una regulación incorrecta de la fuerza de sujeción.
- Para piezas de aluminio complejas o de paredes delgadas, las ventosas y los soportes contorneados son la mejor opción. Proporcionan una sujeción y succión amplias y uniformes, distribuyen la presión de sujeción de manera uniforme sobre toda la superficie inferior y prácticamente evitan la deformación localizada.
Buenas prácticas para la sujeción de piezas de aluminio
Las mejores prácticas para la sujeción de piezas de aluminio requieren dos pautas principales:
- Optimice la zona de contacto de los soportes. Los puntos de apoyo deben ubicarse estratégicamente según la forma de la pieza, especialmente en la dirección de los voladizos, para evitar la desviación de las herramientas por las fuerzas de corte.
- Controle el volumen y la superficie de la fuerza de sujeción , y utilice una llave dinamométrica y apriete gradualmente de forma simétrica para evitar un apriete excesivo en un solo punto. Para piezas muy delgadas, incluso se pueden emplear técnicas especializadas, como soportes fundidos de aleaciones de bajo punto de fusión .
Mediante una selección eficaz del tipo de fijación, acorde con la forma de la pieza, y un soporte rígido y un control preciso de la fuerza de sujeción, se pueden minimizar las tensiones secundarias inducidas por la sujeción, preservando así la precisión geométrica y la consistencia en el mecanizado CNC de aluminio.

¿Qué importancia tienen la selección de herramientas y las estrategias de enfriamiento para controlar la deformación?
La selección de herramientas y las estrategias de refrigeración en el mecanizado CNC de aluminio distan mucho de ser secundarias; son elementos esenciales que intervienen directamente en la regulación de la generación y transmisión del calor de mecanizado y, por consiguiente, en la magnitud de la deformación de la pieza. Siguen siendo una de las mejores maneras de regular las fuerzas de corte y el calor en el punto de generación.
1. Influencia de la geometría de la herramienta en la calidad del mecanizado:
La geometría de la herramienta y la tecnología de recubrimiento influyen directamente en la suavidad y la distribución térmica del proceso de corte . Para el aluminio, los ángulos de ataque elevados y las grandes ranuras de evacuación de virutas se logran al máximo con herramientas afiladas. Esta forma reduce significativamente la resistencia al corte, mejorando así la suavidad del proceso y disminuyendo la deformación plástica y el calor generado por el efecto de compresión. Un diseño de tres filos proporciona una buena rigidez con suficiente espacio para la viruta.
2. El impacto de la tecnología de recubrimiento en la calidad del mecanizado:
Además, las tecnologías de recubrimiento especializadas (como los recubrimientos exclusivos para metales no ferrosos) no solo reducen el desgaste de las herramientas, sino que también suprimen eficazmente el aumento de la temperatura de corte al reducir el coeficiente de fricción.
3. Estrategias de refrigeración:
La eficiencia de los sistemas de refrigeración está inversamente relacionada con la eliminación oportuna del calor generado durante el mecanizado. Los sistemas de refrigeración por desbordamiento tradicionales suelen tener dificultades para penetrar con precisión en la zona caliente alrededor de la punta de la herramienta.
Debido a esto, el refrigerante interno a alta presión ( HPCO ) se ha vuelto cada vez más popular como la mejor técnica para el control de la deformación. El refrigerante, a más de 70 bar, se rocía con precisión sobre el filo de corte a través de los canales del portaherramientas. Realiza tres funciones:
- Reduce instantáneamente las temperaturas de corte;
- Elimina eficazmente las virutas mediante enjuague, de modo que la superficie mecanizada queda libre de quemaduras secundarias;
- Forma una película lubricante entre la herramienta y las virutas que reduce la generación de calor por fricción.
Mediante el uso de herramientas de corte afiladas, específicas para el mecanizado de aluminio , y la utilización de tecnología de refrigeración interna a alta presión, se minimiza y elimina eficazmente la generación de calor durante el corte, evitando así la deformación inducida por el estrés térmico. Esta es una garantía técnica fundamental para la precisión dimensional de las piezas.

¿Dónde son más eficaces los tratamientos térmicos y los procesos de alivio de tensiones?
En el mecanizado CNC de aluminio, el alivio de tensiones y el tratamiento térmico no son procesos correctivos de un solo paso; son acciones de control significativas que se realizan paso a paso. Depende en gran medida de la sincronización, y elegir el paso adecuado marca la diferencia. Se utiliza principalmente en dos etapas importantes:
1. El paso óptimo es después del mecanizado en bruto y antes del acabado:
Este es el período más frecuente y productivo. Después del desbaste, cuando se ha eliminado la mayor parte del material, las tensiones residuales de fundición o laminación en la pieza y las tensiones adicionales introducidas por esta operación de mecanizado alcanzan un máximo desequilibrado.
2. Recocido para aliviar tensiones:
El recocido para aliviar tensiones (que normalmente consiste en calentar a 300-350 °C, mantener la temperatura durante 2-4 horas y luego enfriar en el horno) es ahora la forma óptima de aliviar y uniformizar la mayoría de estas tensiones y desarrollar una condición de tensión estable para el acabado futuro, y así garantizar la estabilidad dimensional a largo plazo.
3. Proceso de pretratamiento del material:
Asimismo, el alivio de tensiones en láminas de aluminio en bruto durante el pretratamiento del material (es decir, antes del mecanizado) resulta igualmente eficaz , especialmente para materiales de gran tamaño o con un estado de tensión inicial desconocido. Para piezas con requisitos de ultra alta precisión , se puede aplicar otro tratamiento de estabilización (envejecimiento a baja temperatura) después del semiacabado para eliminar las microtensiones inducidas durante el proceso.
Su incorporación como vínculo probado entre el proceso de mecanizado en bruto y el acabado puede prevenir la acumulación de tensiones y transmitirlas de forma sistemática y económica, siendo una de las medidas más eficaces para garantizar la calidad de las piezas de aluminio mecanizadas por CNC de alta precisión.
¿Cómo garantizan los servicios de mecanizado en línea la calidad de las piezas de aluminio?
Elegir servicios de mecanizado CNC en línea es conveniente para los clientes, pero ¿cómo podemos superar las limitaciones de la distancia y garantizar la precisión y confiabilidad del mecanizado de aluminio? Esto depende de que la plataforma de servicios cuente con un sistema de control de calidad sistemático, digital e integral durante todo el proceso.
1. Revisión del proceso:
Consideremos el ejemplo de la plataforma de servicios en línea de LS . Nuestro control de calidad comienza con una revisión exhaustiva del proceso . Tras recibir los planos del cliente, nuestro departamento de ingeniería realiza un análisis profesional de Diseño para la Fabricación (DFM) , planificando previamente los procesos para evitar deformaciones y adaptándolos a las particularidades del componente de aluminio. Esto implica optimizar el esquema de sujeción, los parámetros de corte y la secuencia de mecanizado.
2. Monitoreo en tiempo real:
La monitorización en tiempo real es fundamental para la producción. Las modernas máquinas herramienta CNC incorporan sensores para monitorizar anomalías en los datos, como la fuerza de corte y la carga del husillo, lo que permite mantener condiciones de mecanizado estables. Cada paso esencial del proceso se registra para garantizar una trazabilidad completa.
Pruebas y verificación
El mecanizado no es el paso final; las pruebas y verificaciones rigurosas constituyen la última comprobación antes de la entrega . LS Precision utiliza máquinas de medición por coordenadas (CMM) de precisión y escáneres láser para realizar mediciones del 100 % de las dimensiones clave, tanto para la primera muestra como para la producción en serie, generando informes de inspección completos que verifican que cada dato se ajuste perfectamente a los planos de diseño, garantizando así el ajuste y el funcionamiento de las piezas.
El fiable servicio de mecanizado CNC remoto de LS Precision va más allá de la simple producción bajo pedido. Mediante un mecanismo de control de calidad de circuito cerrado de tres fases, que incluye inspección previa al proceso , procesos de producción abiertos e inspección de alta precisión al final de la línea , minimizamos el riesgo de deformación de las piezas de aluminio , lo que permite a los clientes obtener piezas mecanizadas de alta calidad de forma remota.
Caso práctico de LS: ¿Cómo resolver el problema de la deformación en el mecanizado de aluminio para la industria aeroespacial?
1. Desafío del cliente:
Un cliente del sector aeroespacial encargó el mecanizado de un lote de grandes marcos de aleación de aluminio para equipos aeronáuticos. Los componentes, de 800 × 500 × 50 mm, presentaban numerosas paredes delgadas ( la más delgada, de tan solo 2 mm ) y cavidades profundas. Estaban fabricados con aleación de aluminio 7075-T6 y contenían numerosas paredes delgadas ( la más delgada de tan solo 2 mm ) y cavidades profundas.
Con las técnicas tradicionales, las piezas terminadas sufrían deformaciones severas, desviaciones de planitud de hasta 0,3 mm y espesores de pared irregulares en las secciones , sin alcanzar las estrictas tolerancias aeroespaciales ( planitud general ≤ 0,05 mm ). El control de las tensiones y deformaciones durante el mecanizado se convirtió en el principal cuello de botella en la entrega.
2. La solución innovadora de LS Precision:
Ante este dilema clásico, el equipo de LS abandonó los métodos convencionales de ensayo y error. En su lugar, basándose en su experiencia en mecanizado y fabricación CNC a medida, diseñaron una solución sistemática e innovadora:
- Procesamiento de alivio de tensiones por fases: Este proceso divide el mecanizado en cinco etapas: desbaste, alivio de tensiones, semiacabado, alivio de tensiones secundario y acabado . Una vez eliminado el material sobrante durante el desbaste, la pieza se retira del dispositivo de sujeción especial y se somete a un envejecimiento a baja temperatura para liberar completamente las tensiones internas antes de volver a sujetarla para el mecanizado posterior.
- Control colaborativo multidimensional: Se utilizó una ventosa de vacío combinada con un soporte auxiliar multipunto para lograr una succión uniforme y un soporte óptimo en la superficie inferior de piezas extremadamente grandes y de paredes delgadas. En cuanto a la estrategia de utillaje, se emplearon herramientas de corte de aluminio de alto ángulo de ataque y se respetaron estrictamente las condiciones de corte de baja profundidad, alta velocidad y alta velocidad de avance. Se utilizó refrigerante interno a alta presión ( >80 bar ) durante todo el proceso para reducir significativamente el efecto de la fuerza de corte y la generación de calor.
- Monitorización y compensación en tiempo real en la máquina: La sonda de la máquina herramienta, que mide la pieza de trabajo durante los procesos críticos, recibe datos de deformación en tiempo real. Posteriormente, se aplica una compensación dinámica a la trayectoria de acabado basándose en estos datos, anticipando la compensación ante cualquier deformación.
3. Resultado final:
Gracias a este servicio integral de mecanizado CNC personalizado , LS Precision resolvió con éxito el problema de deformación por mecanizado de esta pieza de aluminio aeroespacial . La planitud de todas las piezas exportadas se logró de forma uniforme con una tolerancia de 0,04 mm , cumpliendo plenamente con los requisitos de diseño y consiguiendo una consistencia del espesor de pared significativamente mejorada. Este caso práctico recibió elogios generalizados de los clientes y estableció los procedimientos operativos estándar para el mecanizado de piezas de aluminio ultragrandes y ultrafinas de LS, demostrando su superioridad en la resolución de problemas complejos.
¿Cómo evaluar el equilibrio óptimo entre el costo de procesamiento y el control de calidad?
En la industria manufacturera, el costo del mecanizado CNC y la calidad del producto suelen ser los dos parámetros más valorados por los clientes. Sin embargo, normalmente existe el dilema de encontrar la cotización más baja y, al mismo tiempo, lograr la máxima calidad. Una decisión acertada no se trata solo de elegir el menor costo o la mayor calidad, sino de alcanzar el equilibrio óptimo entre costo y control de calidad, según la aplicación final de la pieza.
La reducción de costes debe abordarse desde múltiples perspectivas. Seleccionar materiales de calidad rentable , reducir las dimensiones no críticas proporcionalmente sin afectar al rendimiento funcional, emplear equipos estándar eficientes y planificar la distribución de la planta en la medida de lo posible para minimizar el desperdicio de material son medidas que permiten controlar eficazmente los costes del mecanizado CNC.
Sin embargo, cada medida de reducción de costos debe considerarse en función de su posible impacto en los riesgos de calidad. Los niveles de control de calidad se agrupan generalmente de la siguiente manera: básico (inspección de dimensiones críticas), estándar (informe dimensional completo) y de alta precisión (informe dimensional completo + verificación completa de tolerancias geométricas y posicionales).
- Cada nivel requiere tiempo de prueba, equipo y personal adicionales, lo que incrementa los costos. Por ejemplo, una pieza utilizada en una casa común no requiere pruebas de nivel aeroespacial.
- La clave para lograr un equilibrio óptimo reside en especificar correctamente los requisitos. Es fundamental hablar con los proveedores sobre la función de la pieza, las condiciones de funcionamiento y las necesidades de calidad para que puedan diseñar el proceso y el plan de inspección más económicos.
Los excelentes proveedores de LS Precision pueden ofrecer a los clientes la máxima calidad posible para su aplicación a un precio razonable de mecanizado CNC ; ni demasiado bueno ni demasiado barato, sino la mejor relación calidad-precio.

Preguntas frecuentes
1. ¿Cuál es la distorsión mínima de mecanizado que se puede controlar?
Gracias a la mejora sistemática de procesos como el corte a alta velocidad , el alivio de tensiones en múltiples etapas y el uso de fijaciones especiales, LS Precision mantiene la distorsión de mecanizado en piezas grandes de aluminio de paredes delgadas en tan solo 0,1 mm. La precisión depende de la estructura específica de la pieza (por ejemplo, el espesor de la pared y la ubicación de las nervaduras) y del estado del material. Ofrecemos predicciones y compromisos precisos durante la fase de revisión del proceso.
2. ¿Cómo podemos determinar si las tensiones de mecanizado se han eliminado por completo?
LS Precision utiliza equipos de ensayo de vanguardia, como analizadores de tensiones residuales por difracción de rayos X (DRX), para medir cuantitativamente la distribución de tensiones en la superficie de la pieza tras el mecanizado. Esta tecnología permite obtener con precisión y de forma no destructiva los valores y la distribución de las tensiones, garantizando que se encuentren dentro de los límites de diseño y posibilitando una medición científica de la reducción efectiva de las tensiones.
3. ¿Puede el procesamiento en lotes pequeños disfrutar del mismo control de calidad?
Sí. LS Precision se rige por la filosofía de que "la calidad no se ve comprometida por el tamaño del lote". En el caso de pedidos de lotes pequeños , seguimos procesos estandarizados en cada etapa: desde la medición tridimensional de coordenadas ( CMM ) de la primera pieza hasta el control estadístico de procesos (SPC ) de los procesos clave para garantizar que la fiabilidad y la consistencia de la calidad de cada producto sean idénticas a las de la producción a gran escala.
4. ¿El presupuesto online incluye una solución de optimización de procesos?
Sí, el presupuesto online de mecanizado CNC que ofrece LS Precision no es solo un gasto; es una primera respuesta técnica. Nuestros ingenieros realizarán un análisis de diseño para la fabricación ( DFM ) de sus planos y le proporcionarán sugerencias completas para la optimización del proceso junto con el presupuesto. Por ejemplo, cómo ajustar la estructura para reducir la complejidad o el coste del mecanizado, con el objetivo de generar valor desde el principio.
Resumen
Prevenir la deformación en el mecanizado CNC de aluminio va más allá de un simple ajuste; es un proceso que depende de los materiales, las fijaciones, las herramientas, la programación y la inspección final. Gracias a nuestra amplia experiencia y numerosos casos de éxito en el mecanizado CNC , LS Precision Manufacturing ofrece soluciones sistemáticas, desde el diseño hasta el producto final, para que su proyecto alcance la máxima calidad y fiabilidad.
¡Sube tus archivos CAD hoy mismo y recibe gratis un informe de análisis de diseño para la fabricación (DFM) y de viabilidad de fabricación, además de un presupuesto preciso! Confía tu próximo proyecto a nuestros expertos y garantiza una producción de alta calidad sin complicaciones.
¡Sube tus planos de diseño ahora y obtén un presupuesto instantáneo para fresado CNC (precio de fresado CNC)! ¡Deja que LS sea tu mejor aliado en la búsqueda de la máxima precisión en el fresado CNC!

📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Serie LS. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red LS. Es responsabilidad del comprador . Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS es una empresa líder en el sector, especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos centramos en el mecanizado CNC de alta precisión, la fabricación de chapa metálica, la impresión 3D, el moldeo por inyección, el estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija la tecnología LS : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com


