
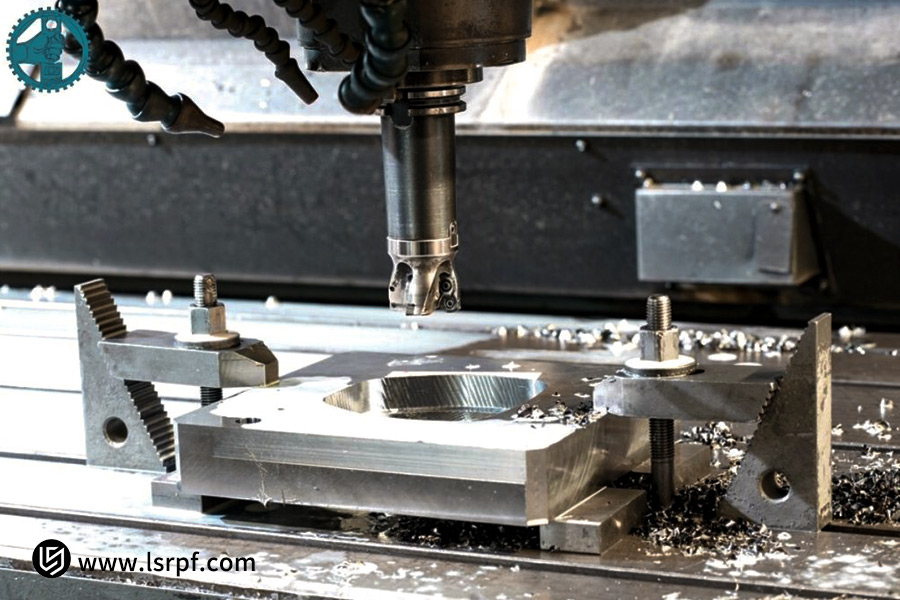
Al centro della produzione moderna, la lavorazione CNC dell'alluminio si è affermata come elemento fondamentale per la produzione di componenti estremamente avanzati e di alta precisione, grazie alla sua impareggiabile efficienza, alla precisione straordinaria e all'eccellente riproducibilità. Dal settore aerospaziale all'elettronica di consumo, l'alluminio e le sue leghe sono il materiale d'elezione per la maggior parte delle industrie grazie alla loro leggerezza, all'elevata resistenza e alla lavorabilità.
Ma la strada verso la perfezione non è sempre facile. Le proprietà intrinseche dell'alluminio – la sua bassa resistenza allo snervamento e l'elevato coefficiente di dilatazione termica – lo rendono particolarmente vulnerabile alle forze di taglio, alle forze di serraggio e al calore durante la lavorazione CNC , causando deformazioni instabili del pezzo e dannose tensioni residue. Queste tensioni e distorsioni sono in genere nascoste fino a dopo la lavorazione, con conseguenti imprecisioni dimensionali nella migliore delle ipotesi e, nella peggiore, la necessità di scartare interi pezzi, compromettendo gravemente la qualità, l'integrità strutturale e la precisione di assemblaggio del componente finito lavorato a CNC .
Questo tutorial analizzerà le cause principali di tali problemi in modo sistematico e logico e fornirà un elenco esaustivo di soluzioni collaudate per aiutarvi a progettare componenti lavorati a CNC impeccabili. Per risparmiarvi tempo, ecco una rapida panoramica dei risultati principali.
Tabella di riferimento rapido per la prevenzione di deformazioni e tensioni nella lavorazione CNC dell'alluminio
| Collegamenti di controllo | Obiettivi principali | Strategie chiave |
| Parametri di processo | Ridurre le forze di taglio e il calore |
|
| Progettazione di apparecchi di illuminazione | Distribuire uniformemente lo stress |
|
| Raffreddamento degli utensili | Raffreddamento efficiente e rimozione dei trucioli |
|
La prevenzione e il controllo di deformazioni e tensioni nei componenti in alluminio lavorati a CNC richiedono un approccio sistematico e multidisciplinare. Questa pratica tabella di riferimento rapido illustra chiaramente l'interrelazione tra tre discipline tecniche fondamentali:
- Riduzione al minimo delle forze di taglio e dell'apporto termico alla fonte grazie all'ottimizzazione dei parametri di processo.
- Un design accurato del dispositivo di fissaggio garantisce un supporto stabile al pezzo in lavorazione senza aggiungere sollecitazioni esterne.
- Metodi efficaci di lavorazione e raffreddamento consentono di controllare e dirigere direttamente il calore generato durante la lavorazione.
Perché fidarsi di questa guida? L'esperienza pratica di lavorazione CNC di LS
La nostra esperienza in LS Precision ci insegna che la teoria deve essere testata nella pratica per creare valore. Ogni metodo descritto in questa guida non è un'istruzione teorica, ma il risultato della nostra esperienza collettiva, comprovata e ottimizzata, maturata giorno dopo giorno sulle macchine, con migliaia di componenti CNC complessi. Abbiamo affrontato di petto il problema della deformazione dell'alluminio e abbiamo sintetizzato in modo logico soluzioni efficienti per offrirvi un percorso aperto, stabile ed efficace.
La nostra competenza parla da sé. Ad esempio, applicando un metodo di "raffreddamento interno ad alta pressione + fresatura dinamica" , siamo riusciti a ridurre l'errore di planarità di uno specifico componente in alluminio aeronautico da 0,15 mm/ m² a meno di 0,05 mm/ m² . Utilizzando un processo standardizzato di "ricottura di distensione dopo la sgrossatura", abbiamo eliminato completamente il problema storico della variazione di precisione nell'accoppiamento di una serie di componenti a cavità a parete sottile. Questi esempi pratici forniscono le solide basi e la garanzia per tutte le raccomandazioni contenute in questo manuale.
Perché la lavorazione dell'alluminio è soggetta a deformazioni e tensioni? Quali sono le cause principali?
La lavorazione CNC dell'alluminio è ampiamente utilizzata per la sua precisione ed efficienza. I componenti in alluminio sono soggetti a tensioni residue e deformazioni durante la lavorazione, che possono ridurre significativamente la qualità del prodotto finale. Questo problema si verifica essenzialmente a causa dell'interazione tra le caratteristiche dell'alluminio e il processo di lavorazione stesso.
Proprietà dell'alluminio
L'alluminio presenta un elevato coefficiente di dilatazione termica e una bassa durezza, caratteristiche intrinseche che tendono a deformarlo. L'alluminio è molto sensibile alla temperatura . Il riscaldamento localizzato durante la lavorazione provoca un'espansione non uniforme del materiale quando viene riscaldato, seguita da una contrazione non uniforme quando si raffredda, con conseguente deformazione e tensioni termiche residue. Inoltre, l'alluminio è relativamente morbido e quindi più soggetto a deformazione plastica o a riorganizzazione interna delle tensioni sotto l'azione di carichi meccanici esterni.
Processo di lavorazione
Dal punto di vista della lavorazione, le forze di taglio e il calore generato dal taglio sono le cause esterne che portano direttamente alla deformazione . Nella zona di contatto tra utensile e pezzo si generano temperature elevate. In caso di raffreddamento inadeguato, l'alta temperatura può causare l'espansione del materiale e un rammollimento localizzato.
Al contrario, il taglio e l'estrusione del materiale da parte dell'utensile durante la lavorazione alterano l'equilibrio interno delle tensioni nel materiale stesso. Ciò è particolarmente vero quando i parametri di taglio non sono appropriati o l'utensile è smussato. Sollecitazioni meccaniche estreme provocano una deformazione diretta del pezzo. Inoltre, un serraggio errato aggiunge tensioni estranee, aumentando ulteriormente il rischio di deformazione.
La causa intrinseca della deformazione e delle sollecitazioni nella lavorazione dell'alluminio è l'accoppiamento tra le caratteristiche intrinseche del materiale e le sollecitazioni termiche e meccaniche durante la fresatura.
Come possiamo ridurre i rischi di deformazione ottimizzando i parametri di lavorazione?
Nella moderna produzione di precisione, le prestazioni della macchina utensile CNC rappresentano una base sufficiente per la produzione di pezzi di buona qualità, tuttavia il massimo potenziale dell'attrezzatura può essere raggiunto solo impostando correttamente i parametri di processo. La chiave per un'impostazione ottimale dei parametri di taglio risiede nell'utilizzo dei principi del "taglio ad alta velocità (HSC)".
1. Velocità di taglio:
Il primo passo consiste nell'utilizzare un'elevata velocità di taglio (si consigliano 200-300 m/min) . Maggiore è la velocità, più sottili saranno i trucioli, più uniformi saranno le forze di taglio e maggiore sarà la dissipazione del calore dai trucioli anziché il suo trasferimento al pezzo in lavorazione.
2. Impostazione della velocità di alimentazione:
L'impostazione della velocità di avanzamento è fondamentale. Si consiglia un avanzamento maggiore per dente (0,1-0,2 mm/dente) per evitare un attrito eccessivo tra l'utensile e il materiale, che potrebbe causare surriscaldamento. Tuttavia, questo inconveniente deve essere compensato mantenendo una profondità di taglio ridotta, in modo da non generare forze di taglio eccessive.
3. Controllo della profondità di taglio:
Il controllo della profondità di taglio radiale è fondamentale. È necessario adottare una strategia di "profondità di taglio ridotta, avanzamento elevato" e limitare la profondità di taglio radiale al 5%-20% del diametro dell'utensile. In questo modo si riducono le forze di taglio, minimizzando di fatto le sollecitazioni di flessione e la deformazione del pezzo.
4. Strategia di taglio:
Anche la strategia di taglio è importante:
- Durante la programmazione, dare la massima priorità alla fresatura verso il basso e impiegare un movimento di taglio fluido e costante per evitare carichi d'urto dovuti a movimenti bruschi di entrata e uscita.
- Sfruttando le ottime prestazioni dinamiche delle moderne fresatrici CNC, l'impiego di strategie di fresatura trocoidale o dinamica consente di mantenere un carico di taglio costante, migliorando ulteriormente la stabilità del processo e riducendo l'aumento di temperatura.
Grazie all'impiego di un insieme di parametri basati su principi scientifici, come la lavorazione ad alta velocità, gli operatori sono in grado di ottimizzare le prestazioni delle macchine utensili a controllo numerico , migliorando di fatto la stabilità della lavorazione e la qualità dei pezzi.
In che modo la progettazione delle attrezzature influisce sulla precisione della lavorazione dell'alluminio?
Nella lavorazione CNC dell'alluminio, la progettazione del dispositivo di fissaggio riveste un ruolo fondamentale nell'influenzare la precisione del prodotto finale , secondo solo alle prestazioni della macchina utensile e alla scelta dell'utensile stesso. Un dispositivo di fissaggio progettato in modo inadeguato può causare deformazioni, vibrazioni o spostamenti diretti del pezzo, compromettendo in ultima analisi la precisione della lavorazione.
1. Vantaggi e svantaggi dei diversi modelli di apparecchi di illuminazione:
I diversi modelli di apparecchi di illuminazione presentano inoltre diversi punti di forza e di debolezza:
- I dispositivi di fissaggio a piastra sono pratici e semplici, ma soggetti a deformazioni localizzate a causa della mancanza di punti di serraggio o dell'applicazione irregolare della pressione.
- Le morse di fissaggio sono facili e veloci da installare, ma possono causare sollecitazioni dovute a un errato parallelismo delle ganasce o a una regolazione inadeguata della forza di serraggio.
- Per componenti in alluminio complessi o a parete sottile, le ventose e i dispositivi di fissaggio sagomati rappresentano le soluzioni migliori. Sono in grado di fornire un supporto e un'aspirazione ampi e uniformi, distribuire la pressione di serraggio in modo omogeneo su tutta la superficie inferiore e prevenire praticamente deformazioni localizzate.
Procedure ottimali per il serraggio di componenti in alluminio
Le migliori pratiche per il fissaggio di componenti in alluminio richiedono due linee guida principali:
- Ottimizzare l'area di contatto di supporto. I punti di supporto devono essere posizionati strategicamente in base alla forma del pezzo, in particolare nella direzione delle sporgenze, per evitare la flessione degli utensili dovuta alle forze di taglio.
- Controllare il volume e la superficie di applicazione della forza di serraggio e utilizzare una chiave dinamometrica, procedendo inizialmente con un serraggio graduale e simmetrico per evitare un serraggio eccessivo in un singolo punto. Per i pezzi molto sottili, si possono utilizzare anche tecniche specializzate come supporti fusi in leghe a basso punto di fusione .
Grazie a un'efficace selezione del tipo di attrezzatura in base alla forma del pezzo e a un supporto rigido e al controllo della forza di serraggio, è possibile ridurre al minimo le sollecitazioni secondarie indotte dal serraggio, preservando la precisione geometrica e la coerenza nella lavorazione CNC dell'alluminio.

Quanto sono importanti la scelta degli utensili e le strategie di raffreddamento per il controllo della deformazione?
La scelta degli utensili e le strategie di raffreddamento nella lavorazione CNC dell'alluminio sono tutt'altro che secondarie; sono elementi essenziali che influenzano direttamente la generazione e la trasmissione del calore di lavorazione e, di conseguenza, l'entità della deformazione del pezzo. Rimangono uno dei metodi più efficaci per regolare le forze di taglio e il calore nel punto di generazione.
1. L'influenza della geometria dell'utensile sulla qualità della lavorazione:
La geometria dell'utensile e la tecnologia di rivestimento influenzano direttamente la fluidità e la distribuzione termica del processo di taglio . Per l'alluminio, angoli di spoglia elevati e scanalature di scarico del truciolo ampie si ottengono al meglio con utensili affilati. Tale forma riduce significativamente la resistenza al taglio, migliorando così la fluidità del taglio e riducendo la deformazione plastica e il calore generato dall'effetto di "compressione". Un design a tre taglienti crea una situazione in cui si ottiene una buona rigidità con un adeguato spazio per il truciolo.
2. L'impatto della tecnologia di rivestimento sulla qualità della lavorazione:
Inoltre, le tecnologie di rivestimento specializzate (come i rivestimenti specifici per metalli non ferrosi) non solo riducono l'usura degli utensili, ma sopprimono efficacemente anche l'aumento della temperatura di taglio, riducendo il coefficiente di attrito.
3. Strategie di raffreddamento:
L'efficienza dei sistemi di raffreddamento è inversamente proporzionale alla tempestiva rimozione del calore generato dalla lavorazione. I tradizionali sistemi di raffreddamento a troppopieno spesso faticano a penetrare con precisione nella zona calda attorno alla punta dell'utensile.
Per questo motivo, il raffreddamento interno ad alta pressione ( HPCO ) è diventato sempre più popolare come la migliore tecnica di controllo della deformazione. Il refrigerante a una pressione superiore a 70 bar viene spruzzato con precisione sul tagliente attraverso i canali del portautensili. Questo processo svolge tre funzioni:
- Riduce istantaneamente le temperature di taglio;
- Risciacqua efficacemente i trucioli, in modo che la superficie lavorata rimanga priva di bruciature secondarie;
- Si forma una pellicola lubrificante tra l'utensile e i trucioli che riduce la generazione di calore per attrito.
Grazie all'impiego di utensili da taglio affilati specifici per la lavorazione dell'alluminio e all'utilizzo di una tecnologia di raffreddamento interno ad alta pressione, la generazione di calore durante il taglio può essere ridotta al minimo e dissipata efficacemente, annullando in modo naturale le deformazioni indotte da stress termico. Questa è una garanzia tecnica fondamentale per la precisione dimensionale del pezzo.

Dove risultano più efficaci i trattamenti termici e le tecniche di rilassamento muscolare?
Nella lavorazione CNC dell'alluminio, la distensione e il trattamento termico non sono processi correttivi in un'unica fase, bensì azioni di controllo significative che si susseguono passo dopo passo. La tempistica è fondamentale e la scelta della fase appropriata fa la differenza. Questi processi sono utilizzati principalmente in due fasi principali:
1. La fase ottimale è successiva alla sgrossatura e prima della finitura:
Questo è il periodo più frequente e produttivo. Dopo la sgrossatura, quando la maggior parte del materiale è stata rimossa, le tensioni residue di fusione o laminazione nel pezzo e le tensioni aggiuntive introdotte da questa operazione di lavorazione raggiungono un massimo sbilanciato.
2. Ricottura di distensione:
La ricottura di distensione (in genere riscaldamento a 300-350 °C, mantenimento per 2-4 ore e successivo raffreddamento in forno) è oggi il metodo ottimale per alleviare e uniformare la maggior parte di queste tensioni e sviluppare una condizione di tensione stabile per le successive fasi di finitura, garantendo così la stabilità dimensionale a lungo termine.
3. Processo di pretrattamento del materiale:
Inoltre, il trattamento di distensione delle tensioni della lamiera di alluminio grezza durante la fase di pretrattamento del materiale (ovvero prima della lavorazione) risulta altrettanto efficace , soprattutto per materiali di grandi dimensioni o con stato di tensione iniziale sconosciuto. Per i componenti con requisiti di precisione estremamente elevati , dopo la semifinitura è possibile introdurre un ulteriore trattamento di stabilizzazione (invecchiamento a bassa temperatura) per eliminare le microtensioni indotte durante il processo.
Integrarlo come collegamento collaudato tra il processo di sgrossatura e quello di finitura può prevenire cumulativamente e trasmettere le sollecitazioni in modo sistematico ed economico, ed è una delle misure più efficaci per garantire la qualità dei pezzi in alluminio lavorati con macchine CNC ad alta precisione.
In che modo i servizi di lavorazione meccanica online garantiscono la qualità dei componenti in alluminio?
Scegliere servizi di lavorazione CNC online è comodo per i clienti, ma come possiamo superare i limiti della distanza e garantire la precisione e l'affidabilità della lavorazione dell'alluminio? Ciò dipende dalla piattaforma di servizio, che deve disporre di un sistema di controllo qualità sistematico, digitale e completo durante l'intero processo.
1. Revisione del processo:
Consideriamo l'esempio della piattaforma di servizi online LS . Il nostro controllo qualità inizia con un'attenta revisione del processo . Dopo aver ricevuto i disegni del cliente, il nostro ufficio tecnico esegue un'analisi professionale di progettazione per la producibilità (DFM) , pianificando in anticipo un processo di prevenzione delle deformazioni adattato alle peculiarità del componente in alluminio. Ciò comporta l'ottimizzazione dello schema di serraggio, dei parametri di taglio e della sequenza di lavorazione.
2. Monitoraggio in tempo reale:
Il monitoraggio in tempo reale è la pietra angolare della produzione. Le moderne macchine utensili a controllo numerico (CNC) integrano sensori per monitorare anomalie dei dati, come la forza di taglio e il carico del mandrino, al fine di garantire condizioni di lavorazione stabili. Ogni fase essenziale del processo viene registrata per una tracciabilità completa.
Test e verifica
La lavorazione non è la fase finale; test e verifiche rigorose rappresentano il controllo finale prima della consegna . LS Precision utilizza macchine di misura a coordinate (CMM) di precisione e scanner laser per eseguire misurazioni al 100% delle dimensioni chiave sia per il primo articolo che per la produzione in serie, generando report di ispezione completi per verificare che ogni dato sia perfettamente allineato ai disegni di progetto, garantendo così l'adattamento e la funzionalità del componente.
Il servizio di lavorazione CNC a distanza di LS Precision è molto più di una semplice produzione su ordinazione. Grazie a un meccanismo di controllo qualità a circuito chiuso articolato in tre fasi: ispezione pre-lavorazione , processi di produzione aperti e ispezione di alta precisione a fine linea , riduciamo al minimo il rischio di deformazione dei componenti in alluminio , consentendo così ai clienti di ottenere a distanza pezzi lavorati di alta qualità.
Caso di studio LS: Come risolvere il problema della deformazione nella lavorazione dell'alluminio per il settore aerospaziale?
1. Sfida del cliente:
Un cliente del settore aerospaziale ha commissionato la lavorazione di un lotto di telai in lega di alluminio di grandi dimensioni per apparecchiature aeronautiche. I componenti, di dimensioni 800 × 500 × 50 mm, presentavano numerose pareti sottili ( la più sottile di soli 2 mm ) e cavità profonde. Erano costituiti da lega di alluminio 7075-T6 e contenevano numerose pareti sottili ( la più sottile di soli 2 mm ) e cavità profonde.
Con le tecniche tradizionali, i pezzi finiti presentavano gravi deformazioni, deviazioni di planarità fino a 0,3 mm e spessori di parete non uniformi in alcune sezioni , non riuscendo a raggiungere le rigorose tolleranze aerospaziali ( planarità complessiva ≤ 0,05 mm ). Il controllo delle sollecitazioni e delle deformazioni durante la lavorazione è diventato il principale collo di bottiglia per la consegna.
2. La soluzione innovativa di LS Precision:
Di fronte a questo classico dilemma, il team LS ha abbandonato i metodi convenzionali per tentativi ed errori. Piuttosto, attingendo alla propria esperienza nella lavorazione e produzione CNC personalizzata, ha progettato una soluzione sistematica e innovativa:
- Processo di distensione a fasi: questa innovazione suddivide la lavorazione in cinque fasi: sgrossatura - distensione - semifinitura - distensione secondaria - e finitura . Dopo che la sgrossatura ha rimosso la maggior parte del materiale in eccesso, il pezzo viene rimosso dall'apposito dispositivo di fissaggio e sottoposto a invecchiamento a bassa temperatura per eliminare completamente le tensioni interne prima di essere nuovamente bloccato per la lavorazione successiva.
- Controllo collaborativo multidimensionale: è stato utilizzato un sistema dedicato di ventosa a vuoto combinata con un dispositivo di supporto ausiliario multipunto per garantire un'aspirazione uniforme e un supporto sulla superficie inferiore di pezzi estremamente grandi e a parete sottile. Dal punto di vista della strategia di lavorazione, sono stati utilizzati utensili da taglio per alluminio ad alto angolo di spoglia e sono state rigorosamente rispettate le condizioni di taglio di bassa profondità, alta velocità e avanzamento elevato. Durante l'intero processo è stato utilizzato un refrigerante interno ad alta pressione ( pressione >80 bar ) per ridurre significativamente l'effetto della forza di taglio e la generazione di calore.
- Monitoraggio e compensazione in tempo reale direttamente sulla macchina: la misurazione in tempo reale effettuata dalla sonda della macchina utensile sul pezzo in lavorazione, a seguito delle fasi critiche, riceve dati di deformazione in tempo reale. Sulla base di questi dati, viene quindi applicata una compensazione dinamica al percorso utensile di finitura, anticipando la "compensazione" di eventuali deformazioni.
3. Risultato finale:
Grazie a questo servizio completo e personalizzato di lavorazione CNC , LS Precision ha risolto con successo il problema di deformazione durante la lavorazione di questo componente in alluminio per il settore aerospaziale . La planarità di tutti i pezzi esportati è risultata uniformemente entro 0,04 mm , soddisfacendo pienamente i requisiti di progettazione e ottenendo una consistenza dello spessore delle pareti significativamente migliorata. Questo caso di studio ha riscosso ampi consensi da parte del cliente e ha definito le procedure operative standard per la lavorazione di componenti in alluminio ultra-grandi e ultra-sottili da parte di LS, dimostrando la sua superiorità nella risoluzione di problemi complessi.
Come valutare il giusto equilibrio tra costi di produzione e controllo qualità?
Nell'industria manifatturiera, il costo della lavorazione CNC e la qualità del prodotto sono spesso i due parametri più apprezzati dai clienti. Tuttavia, si presenta quasi sempre un dilemma tra trovare il preventivo più basso e perseguire la massima qualità. Una decisione saggia non consiste solo nello scegliere il costo più basso o la qualità più elevata, ma nel raggiungere il punto di compromesso ottimale tra costo e controllo della qualità, in base all'applicazione finale del componente.
La riduzione dei costi deve essere affrontata su più fronti. La scelta di materiali economicamente vantaggiosi , la riduzione proporzionale delle dimensioni non critiche senza compromettere le prestazioni funzionali, l'impiego di attrezzature standard efficienti e la pianificazione ottimale dei layout per ridurre al minimo gli sprechi di materiale possono contribuire efficacemente a controllare i costi della lavorazione CNC.
Tuttavia, ogni misura di riduzione dei costi dovrebbe essere valutata in base al suo possibile impatto sui rischi per la qualità. I livelli di controllo qualità sono generalmente raggruppati come segue: base (ispezione delle dimensioni critiche), standard (rapporto dimensionale completo) e di alta precisione (rapporto dimensionale completo + verifica completa delle tolleranze geometriche e di posizione).
- Ogni livello richiede tempi di prova, attrezzature e personale aggiuntivi, e quindi costi maggiori. Un componente utilizzato in una normale abitazione, ad esempio, non necessita di test di livello aerospaziale.
- La chiave per raggiungere l'equilibrio ottimale è specificare correttamente i requisiti. Discutete con i fornitori la funzione del componente, le condizioni operative e le esigenze di qualità, in modo che possano progettare di conseguenza il processo più economico e il piano di ispezione.
Gli eccellenti fornitori di LS Precision sono in grado di offrire ai clienti la massima qualità possibile per le loro applicazioni a un prezzo ragionevole per la lavorazione CNC : né troppo alta, né troppo bassa, ma il miglior rapporto qualità-prezzo.

FAQ
1. Qual è la distorsione minima di lavorazione che può essere controllata?
Grazie al miglioramento sistematico dei processi, come il taglio ad alta velocità , la distensione multistadio e l'utilizzo di attrezzature speciali, LS Precision mantiene la distorsione di lavorazione su componenti in alluminio di grandi dimensioni e a parete sottile entro 0,1 mm. La precisione dipende dalla struttura precisa del pezzo (ad esempio, spessore della parete e posizione delle nervature) e dalle condizioni del materiale. Forniamo previsioni e impegni precisi già nella fase di revisione del processo.
2. Come possiamo determinare se le tensioni generate dalla lavorazione meccanica sono state completamente eliminate?
LS Precision utilizza apparecchiature di prova all'avanguardia, come gli analizzatori di tensioni residue a diffrazione di raggi X (XRD), per misurare quantitativamente la distribuzione delle tensioni sulla superficie del pezzo dopo la lavorazione. Questa tecnologia consente di ottenere con precisione e in modo non distruttivo i valori e la distribuzione delle tensioni, garantendo che rientrino nei limiti di progetto e permettendo una misurazione scientifica dell'effettiva riduzione delle tensioni.
3. La produzione in piccoli lotti può beneficiare dello stesso controllo di qualità?
Sì. LS Precision aderisce alla filosofia secondo cui "la qualità non è compromessa dalle dimensioni del lotto". In caso di ordini di piccoli lotti , ci atteniamo a processi standard in ogni fase: dalla misurazione tridimensionale a coordinate ( CMM ) del primo articolo al controllo statistico di processo (SPC ) delle fasi chiave, per garantire che l'affidabilità e la coerenza qualitativa di ogni prodotto siano identiche a quelle della produzione su larga scala.
4. Il preventivo online include una soluzione di ottimizzazione dei processi?
Sì, il preventivo online per la lavorazione CNC fornito da LS Precision non è solo una spesa, ma una prima risposta tecnica. I nostri ingegneri effettueranno un'analisi di fattibilità producibile ( DFM ) dei vostri disegni e, insieme al preventivo, vi forniranno suggerimenti completi per l'ottimizzazione del processo, ad esempio su come modificare la struttura per ridurre la complessità o il costo della lavorazione, al fine di creare valore fin da subito.
Riepilogo
Prevenire la deformazione dell'alluminio durante la lavorazione CNC non si limita a una semplice regolazione; è un processo che dipende da materiali, attrezzature, utensili, programmazione e controllo finale. Grazie alla nostra vasta esperienza e ai numerosi casi di successo nella lavorazione CNC , LS Precision Manufacturing offre soluzioni sistematiche, dalla progettazione al prodotto finito, per garantire al vostro progetto la massima qualità e affidabilità.
Carica oggi stesso i tuoi file CAD e ricevi gratuitamente un report di analisi di progettazione per la produzione (DFM) e di fattibilità, oltre a un preventivo preciso! Affida il tuo prossimo progetto ai nostri esperti e assicurati una produzione di alta qualità senza intoppi.
Carica subito i tuoi disegni e ricevi un preventivo immediato per la fresatura CNC (prezzo fresatura CNC). LS sarà il tuo partner ideale per raggiungere la massima precisione nella fresatura CNC!

📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Serie LS. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete LS. È responsabilità dell'acquirente richiedere un preventivo per i componenti. Identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di produzione LS
LS è un'azienda leader del settore, specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera, stampa 3D, stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere la tecnologia LS significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com


