
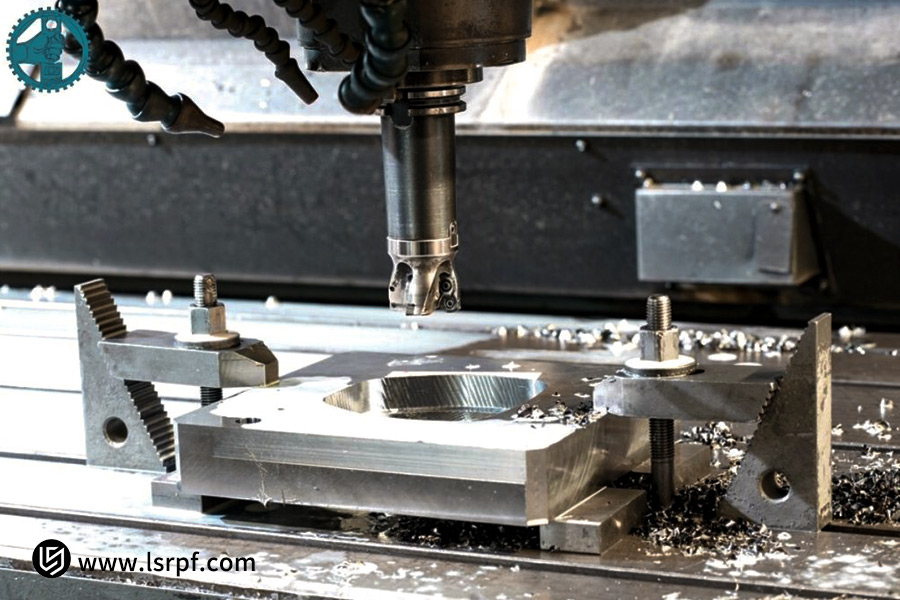
Im Zentrum der modernen Fertigung hat sich die CNC-Bearbeitung von Aluminium aufgrund ihrer unübertroffenen Effizienz, atemberaubenden Präzision und exzellenten Reproduzierbarkeit als entscheidender Eckpfeiler für die Herstellung hochentwickelter, hochpräziser Bauteile etabliert. Von der Luft- und Raumfahrt bis zur Unterhaltungselektronik sind Aluminium und Aluminiumlegierungen aufgrund ihres geringen Gewichts, ihrer hohen Festigkeit und ihrer guten Bearbeitbarkeit in den meisten Branchen das Material der Wahl.
Doch der Weg zur Perfektion ist nicht immer einfach. Die Materialeigenschaften von Aluminium – seine geringe Streckgrenze und sein hoher Wärmeausdehnungskoeffizient – machen es besonders anfällig für Schnittkräfte, Spannkräfte und Hitze bei der CNC-Bearbeitung . Dies führt zu instabilem Verzug und schädlichen Eigenspannungen. Diese Spannungen und Verformungen bleiben typischerweise bis nach der Bearbeitung verborgen, was im besten Fall zu Maßungenauigkeiten und im schlimmsten Fall zum Ausschuss des gesamten Werkstücks führt. Dadurch werden Qualität, strukturelle Integrität und Montagegenauigkeit des fertigen CNC-Teils stark beeinträchtigt.
Dieses Tutorial analysiert die Ursachen solcher Probleme systematisch und logisch und bietet eine umfassende Liste erprobter Lösungen für die Konstruktion fehlerfreier CNC-gefertigter Teile. Um Ihnen Zeit zu sparen, finden Sie hier eine kurze Übersicht der wichtigsten Ergebnisse.
CNC-Aluminiumbearbeitung: Kurzübersicht zur Vermeidung von Verformungen und Spannungen
| Steuerverbindungen | Kernziele | Wichtigste Strategien |
| Prozessparameter | Reduzierung der Schnittkräfte und der Wärme |
|
| Leuchtendesign | Gleichmäßigen Stress verteilen |
|
| Werkzeugkühlung | Effiziente Kühlung und Späneabfuhr |
|
Die Vermeidung und Kontrolle von Verzug und Spannungen in CNC-gefrästen Aluminiumteilen erfordert einen systematischen, interdisziplinären Ansatz. Diese praktische Kurzübersicht veranschaulicht die Wechselbeziehung dreier grundlegender technischer Disziplinen:
- Minimierung der Schnittkräfte und des Wärmeeintrags an der Quelle durch optimierte Prozessparameter.
- Eine präzise Vorrichtungskonstruktion bietet eine stabile Unterstützung des Werkstücks, ohne zusätzliche Belastungen zu verursachen.
- Effektive Werkzeuge und Kühlmethoden kontrollieren und lenken die bei der Bearbeitung entstehende Wärme direkt ab.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische CNC-Bearbeitungserfahrung von LS
Unsere Erfahrung bei LS Precision zeigt, dass Theorie in der Praxis erprobt werden muss, um Mehrwert zu schaffen. Jede Methode in diesem Leitfaden ist keine rein theoretische Abhandlung, sondern das Ergebnis unserer gesammelten, bewährten und maximierten Erfahrung – Tag für Tag an der Maschine mit Tausenden anspruchsvoller CNC-Teile . Wir haben uns dem Problem der Aluminiumverformung direkt gestellt und effiziente Lösungen logisch zusammengefasst, um Ihnen einen offenen, stabilen und effizienten Weg zu bieten.
Unsere Expertise spricht für sich. Beispielsweise konnten wir durch die Anwendung eines Verfahrens aus Hochdruck-Innenkühlung und dynamischem Fräsen die Ebenheitsabweichung eines spezifischen Aluminiumbauteils für die Luftfahrt von 0,15 mm/ m² auf unter 0,05 mm/ m² reduzieren . Mit einem standardisierten Verfahren zur Spannungsarmglühung nach der Schruppbearbeitung beseitigten wir das bisherige Problem der Präzisionsabweichungen bei der Passung einer Reihe dünnwandiger Hohlraumbauteile vollständig. Diese Praxisbeispiele bilden die solide Grundlage und geben allen Empfehlungen in diesem Handbuch Sicherheit.
Warum ist die Aluminiumverarbeitung anfällig für Verformungen und Spannungen? Was sind die Hauptursachen?
Die CNC-Bearbeitung von Aluminium ist aufgrund ihrer Präzision und Effizienz weit verbreitet. Bauteile aus Aluminium neigen bei der Bearbeitung zu Eigenspannungen und Verformungen, was die Qualität des Endprodukts erheblich mindern kann. Dieses Problem entsteht im Wesentlichen durch das Zusammenspiel der Eigenschaften von Aluminium und der Bearbeitung selbst.
Aluminiumeigenschaften
Aluminium besitzt einen hohen Wärmeausdehnungskoeffizienten und eine geringe Härte, Eigenschaften, die es verformbar machen. Es reagiert sehr empfindlich auf Temperaturänderungen . Die lokale Erwärmung beim Bearbeitungsprozess führt zu einer ungleichmäßigen Ausdehnung des Materials beim Erhitzen, gefolgt von einer ungleichmäßigen Kontraktion beim Abkühlen. Dies verursacht Verformungen und thermische Eigenspannungen. Darüber hinaus ist Aluminium relativ weich und daher anfälliger für plastische Verformung oder die Umverteilung von Spannungen im Material unter äußerer mechanischer Belastung.
Bearbeitungsprozess
Aus Sicht der Zerspanung sind Schnittkräfte und Schnittwärme die äußeren Ursachen, die direkt zu Verformungen führen . Im Kontaktbereich zwischen Werkzeug und Werkstück entstehen hohe Temperaturen. Bei unzureichender Kühlung kann die hohe Temperatur zu Materialausdehnung und lokaler Erweichung führen.
Umgekehrt stören Scherung und Extrusion des Materials durch das Werkzeug beim Schneiden das innere Spannungsgleichgewicht im Material. Dies gilt insbesondere bei ungeeigneten Schnittparametern oder einem stumpfen Werkzeug. Extreme mechanische Spannungen führen zu einer direkten Verformung des Werkstücks. Auch eine fehlerhafte Einspannung erzeugt zusätzliche Spannungen und erhöht somit das Verformungspotenzial.
Die eigentliche Ursache für Verformungen und Spannungen bei der Bearbeitung von Aluminium ist die Wechselwirkung zwischen den inhärenten Eigenschaften des Materials und den thermischen und mechanischen Spannungen während des Fräsvorgangs.
Wie können wir das Verformungsrisiko durch die Optimierung von Bearbeitungsparametern reduzieren?
In der modernen Präzisionsfertigung bildet die Leistungsfähigkeit der CNC-Werkzeugmaschine eine zufriedenstellende Grundlage für die Herstellung qualitativ hochwertiger Teile. Das maximale Potenzial der Anlage lässt sich jedoch nur ausschöpfen, wenn die Prozessparameter optimal eingestellt sind. Der Schlüssel zur optimalen Einstellung der Schnittparameter liegt in der Anwendung der Prinzipien des Hochgeschwindigkeitsschneidens (HSC).
1. Schnittgeschwindigkeit:
Der erste Schritt besteht darin, eine hohe Schnittgeschwindigkeit zu verwenden (200–300 m/min werden empfohlen) . Je höher die Geschwindigkeit, desto dünner die Späne, desto gleichmäßiger die Schnittkräfte und desto mehr Wärme wird von den Spänen abgeführt, anstatt auf das Werkstück übertragen zu werden.
2. Einstellung der Vorschubgeschwindigkeit:
Die Einstellung der Vorschubgeschwindigkeit ist entscheidend. Ein höherer Vorschub pro Zahn (0,1–0,2 mm/Zahn) wird empfohlen, um übermäßige Reibung zwischen Werkzeug und Material und damit verbundene Wärmeentwicklung zu vermeiden. Dies muss jedoch durch eine geringe Schnitttiefe kompensiert werden, um hohe Schnittkräfte zu verhindern.
3. Schnitttiefe steuern:
Die Kontrolle der radialen Schnitttiefe ist von entscheidender Bedeutung. Es empfiehlt sich, mit geringer Schnitttiefe und hohem Vorschub zu arbeiten und die radiale Schnitttiefe auf 5–20 % des Werkzeugdurchmessers zu begrenzen. Dadurch werden die Schnittkräfte reduziert und somit Biegespannungen und Werkstückverformungen minimiert.
4. Kürzungsstrategie:
Die Kürzungsstrategie ist ebenfalls wichtig:
- Beim Programmieren sollte der Abwärtsfräsung höchste Priorität eingeräumt und eine gleichmäßige und konstante Schnittbewegung angewendet werden, um Stoßbelastungen durch plötzliche Ein- und Auswärtsbewegungen zu vermeiden.
- Durch die Nutzung der guten dynamischen Leistungsfähigkeit moderner CNC-Fräsmaschinen kann durch den Einsatz von trochoidalen Fräs- oder dynamischen Frässtrategien eine konstante Schnittlast aufrechterhalten, gleichzeitig aber die Stabilität des Prozesses verbessert und der Temperaturanstieg verringert werden.
Durch die Verwendung eines wissenschaftlich fundierten Parametersatzes, wie z. B. der Hochgeschwindigkeitsbearbeitung, können die Bediener die Leistung von CNC-Werkzeugmaschinen optimieren und dadurch die Bearbeitungsstabilität und die Teilequalität verbessern.
Wie beeinflusst die Vorrichtungskonstruktion die Genauigkeit der Aluminiumbearbeitung?
Bei der CNC-Bearbeitung von Aluminium spielt die Vorrichtungskonstruktion eine entscheidende Rolle für die Präzision des Endprodukts – gleich nach der Leistung der Werkzeugmaschine und der Werkzeugauswahl. Eine mangelhafte Vorrichtungskonstruktion führt zu direkter Werkstückverformung, Vibrationen oder Verschiebungen und beeinträchtigt somit die Präzision der Bearbeitung.
1. Vor- und Nachteile verschiedener Leuchtenkonstruktionen:
Unterschiedliche Leuchtenkonstruktionen weisen auch unterschiedliche Stärken und Schwächen auf:
- Plattenvorrichtungen sind praktisch und unkompliziert, neigen aber aufgrund fehlender Klemmpunkte oder unregelmäßiger Druckverteilung zu lokalen Verformungen.
- Schraubstockvorrichtungen sind schnell und einfach zu montieren, können aber durch ungenaue Parallelität der Backen oder mangelnde Regulierung der Spannkraft zu Belastungen führen.
- Für komplexe oder dünnwandige Aluminiumteile sind Vakuumsauger und konturierte Vorrichtungen die beste Wahl. Sie bieten eine große, gleichmäßige Auflagefläche und Saugwirkung, verteilen den Anpressdruck gleichmäßig über die gesamte Unterseite und verhindern praktisch lokale Verformungen.
Bewährte Verfahren zum Spannen von Aluminiumteilen
Optimale Verfahren zum Spannen von Aluminiumteilen erfordern zwei Hauptrichtlinien:
- Optimieren Sie die Auflagefläche. Die Auflagepunkte müssen entsprechend der Werkstückform strategisch platziert werden, insbesondere in Richtung der Überhänge, um ein Ablenken der Werkzeuge durch die Schnittkräfte zu vermeiden.
- Kontrollieren Sie Volumen und Fläche der Spannkraft und verwenden Sie einen Drehmomentschlüssel sowie ein schrittweises, symmetrisches Anziehen, um ein Überdrehen an einer einzelnen Stelle zu vermeiden. Bei sehr dünnen Teilen können auch spezielle Techniken wie Gussstützen aus niedrigschmelzenden Legierungen zum Einsatz kommen.
Durch die Auswahl geeigneter Vorrichtungen entsprechend der Teileform sowie durch eine steife Unterstützung und präzise Steuerung der Spannkraft lassen sich spannbedingte Sekundärspannungen minimieren und somit die geometrische Genauigkeit und Konsistenz bei der CNC-Bearbeitung von Aluminium erhalten.

Wie wichtig sind Werkzeugauswahl und Kühlstrategien für die Kontrolle der Verformung?
Die Werkzeugauswahl und Kühlstrategien bei der CNC-Bearbeitung von Aluminium sind alles andere als nebensächlich; sie sind wesentliche Elemente, die direkt die Entstehung und Weiterleitung der Bearbeitungswärme und damit das Ausmaß der Werkstückverformung beeinflussen. Sie zählen nach wie vor zu den effektivsten Methoden, die Schnittkräfte und die Wärmeentwicklung direkt am Entstehungsort zu regulieren.
1. Der Einfluss der Werkzeuggeometrie auf die Bearbeitungsqualität:
Werkzeuggeometrie und Beschichtungstechnologie beeinflussen maßgeblich die Schnittglätte und Wärmeverteilung. Bei Aluminium lassen sich hohe Spanwinkel und große Spanräume optimal mit scharfen Werkzeugen realisieren. Diese Formgebung reduziert den Schnittwiderstand deutlich und verbessert dadurch die Schnittglätte. Gleichzeitig werden plastische Verformung und Wärmeentwicklung durch den Quetscheffekt minimiert. Eine Dreischneidenkonstruktion sorgt für hohe Steifigkeit bei gleichzeitig ausreichendem Spanraum.
2. Der Einfluss der Beschichtungstechnologie auf die Bearbeitungsqualität:
Darüber hinaus reduzieren spezielle Beschichtungstechnologien (wie z. B. Beschichtungen ausschließlich für Nichteisenmetalle) nicht nur den Werkzeugverschleiß, sondern unterdrücken auch effektiv den Anstieg der Schnitttemperatur durch Verringerung des Reibungskoeffizienten.
3. Kühlstrategien:
Die Effizienz von Kühlsystemen verhält sich umgekehrt proportional zur zeitgerechten Abfuhr der Bearbeitungswärme. Herkömmliche Überlaufkühlungen haben oft Schwierigkeiten, die heiße Zone um die Werkzeugspitze präzise zu durchdringen.
Aus diesem Grund hat sich die Hochdruck-Innenkühlung ( HPCO ) als beste Methode zur Verformungskontrolle zunehmend etabliert. Kühlmittel mit einem Druck von über 70 bar wird präzise durch Werkzeughalterkanäle an die Schneidkante gesprüht. Dies bewirkt dreierlei:
- Es senkt die Schnitttemperaturen sofort;
- Es spült Späne effektiv ab, sodass die bearbeitete Oberfläche frei von Sekundärverbrennungen bleibt;
- Es bildet einen Schmierfilm zwischen Werkzeug und Spänen, der die Reibungswärmeentwicklung reduziert.
Durch den Einsatz scharfer, speziell für die Aluminiumbearbeitung entwickelter Schneidwerkzeuge und die Nutzung von Hochdruck-Innenkühlung wird die Wärmeentwicklung beim Schneiden minimiert und effektiv abgeführt, wodurch thermisch bedingte Verformungen vermieden werden. Dies ist eine grundlegende technische Voraussetzung für die Maßgenauigkeit der Bauteile.

Wo sind Wärmebehandlungs- und Spannungsabbauverfahren am effektivsten?
Bei der CNC-Bearbeitung von Aluminium sind Spannungsarmglühen und Wärmebehandlung keine einstufigen Korrekturverfahren, sondern wichtige, schrittweise Steuerungsmaßnahmen. Die Wahl des richtigen Schrittes ist dabei entscheidend und hängt stark vom Timing ab. Sie kommen hauptsächlich in zwei wichtigen Phasen zum Einsatz:
1. Der optimale Bearbeitungsschritt erfolgt nach der Grobbearbeitung und vor der Endbearbeitung:
Dies ist die häufigste und produktivste Phase. Nach der Schruppbearbeitung, wenn der größte Teil des Materials abgetragen ist, erreichen die Restspannungen aus dem Guss- oder Walzprozess im Werkstück und die durch den Bearbeitungsvorgang zusätzlich eingebrachten Spannungen ein unausgeglichenes Maximum.
2. Spannungsarmglühen:
Spannungsarmglühen (typischerweise Erhitzen auf 300-350°C, Halten für 2-4 Stunden und anschließendes Abkühlen im Ofen) ist heute die optimale Methode, um die meisten dieser Spannungen abzubauen und auszugleichen und einen stabilen Spannungszustand für die spätere Endbearbeitung zu erreichen und so die langfristige Dimensionsstabilität zu gewährleisten.
3. Materialvorbehandlungsprozess:
Auch die Spannungsarmglühung von rohem Aluminiumblech während der Materialvorbehandlung (d. h. vor der Bearbeitung) ist gleichermaßen wirksam , insbesondere bei großen Werkstücken oder Werkstoffen mit unbekanntem Ausgangsspannungszustand. Bei Bauteilen mit extrem hohen Genauigkeitsanforderungen kann nach der Vorbearbeitung eine weitere Stabilisierungsbehandlung (Tieftemperatur-Auslagerung) durchgeführt werden, um die im Prozess entstandenen Mikrospannungen abzubauen.
Durch die Einbindung als bewährtes Bindeglied zwischen den Prozessen der Schruppbearbeitung und der Feinbearbeitung können kumulative Spannungen vermieden und systematisch und wirtschaftlich übertragen werden. Dies ist eine der effektivsten Maßnahmen zur Sicherstellung der Qualität von hochpräzisen CNC-bearbeiteten Aluminiumteilen .
Wie gewährleisten Online-Bearbeitungsdienstleister die Qualität von Aluminiumteilen?
Die Wahl von Online -CNC-Bearbeitungsdienstleistungen ist für Kunden bequem, doch wie können wir die räumliche Distanz überwinden und die Genauigkeit und Zuverlässigkeit der Aluminiumbearbeitung gewährleisten? Dies setzt voraus, dass die Serviceplattform über ein systematisches, digitales und umfassendes Qualitätskontrollsystem während des gesamten Prozesses verfügt.
1. Prozessprüfung:
Nehmen wir als Beispiel die Online-Serviceplattform von LS . Unsere Qualitätskontrolle beginnt mit einer gründlichen Prozessprüfung . Nach Eingang der Kundenzeichnungen führt unsere Konstruktionsabteilung eine professionelle DFM-Analyse (Design for Manufacturability) durch und plant im Vorfeld verformungsvermeidende Prozesse , die auf die Besonderheiten des Aluminiumbauteils abgestimmt sind. Dies beinhaltet die Optimierung der Spannvorrichtung, der Schnittparameter und der Bearbeitungsreihenfolge.
2. Echtzeitüberwachung:
Echtzeitüberwachung ist die Grundlage der Produktion. Moderne CNC-Werkzeugmaschinen sind mit Sensoren ausgestattet, die Datenanomalien wie Schnittkraft und Spindelbelastung überwachen und so für stabile Bearbeitungsbedingungen sorgen. Jeder wichtige Prozessschritt wird zur vollständigen Rückverfolgbarkeit protokolliert.
Prüfung und Verifizierung
Die Bearbeitung ist nicht der letzte Schritt; strenge Tests und Verifizierungen bilden die abschließende Kontrolle vor der Auslieferung . LS Precision verwendet Präzisions-Koordinatenmessgeräte und Laserscanner, um die wichtigsten Maße sowohl für die Erstmuster- als auch für die Serienfertigung vollständig zu messen und umfassende Prüfberichte zu erstellen. Diese bestätigen, dass alle Daten exakt mit den Konstruktionszeichnungen übereinstimmen und gewährleisten so die Passgenauigkeit und Funktion der Teile.
Der zuverlässige CNC-Fernbearbeitungsservice von LS Precision geht weit über die reine Auftragsfertigung hinaus. Durch ein dreistufiges, geschlossenes Qualitätskontrollsystem – bestehend aus Vorprozessprüfung , offener Produktion und hochpräziser Endkontrolle – minimieren wir das Risiko von Verformungen an Aluminiumteilen und ermöglichen unseren Kunden so die Fernbeschaffung hochwertiger Bearbeitungsteile.
LS-Fallstudie: Wie lässt sich das Problem der Verformung bei der Bearbeitung von Aluminium in der Luft- und Raumfahrt lösen?
1. Herausforderung des Kunden:
Ein Kunde aus der Luft- und Raumfahrtindustrie bestellte die Bearbeitung einer Serie großformatiger Aluminiumlegierungsrahmen für Bordgeräte. Die Bauteile mit den Abmessungen 800 × 500 × 50 mm wiesen zahlreiche dünne Wände ( die dünnste misst nur 2 mm) und tiefe Hohlräume auf. Sie bestanden aus der Aluminiumlegierung 7075-T6.
Bei herkömmlichen Verfahren wiesen die fertigen Teile starke Verzugserscheinungen, Planheitsabweichungen von bis zu 0,3 mm und ungleichmäßige Wandstärken in den Querschnitten auf und erfüllten somit nicht die sehr strengen Toleranzen der Luft- und Raumfahrtindustrie ( Gesamtplanheit ≤ 0,05 mm ). Die Kontrolle von Bearbeitungsspannungen und -verformungen erwies sich als Hauptengpass in der Fertigung.
2. Die innovative Lösung von LS Precision:
Angesichts dieses klassischen Problems gab das LS-Team die herkömmlichen Trial-and-Error-Methoden auf. Stattdessen entwickelte es, basierend auf seiner Expertise in der kundenspezifischen CNC-Bearbeitung und -Fertigung, eine systematische und innovative Lösung:
- Phasenweises Spannungsarmglühen: Dieses Verfahren unterteilt die Bearbeitung in fünf Schritte: Schruppen – Spannungsarmglühen – Vorschlichten – Nachspannungsarmglühen – und Schlichten . Nachdem beim Schruppen der Großteil des überschüssigen Materials abgetragen wurde, wird das Werkstück aus der Spezialvorrichtung entnommen und einer Tieftemperatur-Auslagerung unterzogen, um die inneren Spannungen vollständig abzubauen, bevor es für die weitere Bearbeitung wieder eingespannt wird.
- Mehrdimensionale kollaborative Steuerung: Ein spezieller kombinierter Vakuumsauger mit Mehrpunkt-Zusatzstütze sorgte für gleichmäßige Saugkraft und Abstützung der Unterseite extrem großer, dünnwandiger Bauteile. Für die Werkzeugbearbeitung wurden ausschließlich scharfschneidende Aluminium -Schneidwerkzeuge mit hohem Spanwinkel verwendet. Die Schnittbedingungen – geringe Schnitttiefe, hohe Schnittgeschwindigkeit und hoher Vorschub – wurden strikt eingehalten. Während des gesamten Prozesses wurde ein internes Hochdruckkühlmittel ( Druck > 80 bar ) eingesetzt, um die Schnittkräfte und die Wärmeentwicklung deutlich zu reduzieren.
- Echtzeitüberwachung und -kompensation direkt an der Maschine: Die Messung des Werkstücks durch den Messtaster der Werkzeugmaschine während kritischer Prozesse liefert Echtzeit-Verformungsdaten. Basierend auf diesen Daten wird anschließend eine dynamische Kompensation auf den Bearbeitungsweg angewendet, um jegliche Verformung im Voraus auszugleichen.
3. Endergebnis:
Dank dieses umfassenden, kundenspezifischen CNC- Bearbeitungsservices konnte LS Precision das Problem der Bearbeitungsverformung dieses Aluminiumbauteils für die Luft- und Raumfahrt erfolgreich lösen. Die Ebenheit aller exportierten Teile lag innerhalb von 0,04 mm und erfüllte damit die Konstruktionsvorgaben vollständig. Zudem wurde eine deutlich verbesserte Wandstärkenkonsistenz erzielt. Diese Fallstudie erhielt breite Anerkennung von den Kunden und etablierte die Standardarbeitsanweisungen für die Bearbeitung ultragroßer, ultradünner Aluminiumbauteile durch LS. Sie demonstriert damit die Überlegenheit des Unternehmens bei der Lösung komplexer Probleme.
Wie lässt sich das optimale Gleichgewicht zwischen Verarbeitungskosten und Qualitätskontrolle bestimmen?
In der Fertigungsindustrie zählen CNC-Bearbeitungskosten und Produktqualität oft zu den wichtigsten Kriterien für Kunden. Häufig besteht jedoch ein Dilemma zwischen dem günstigsten Angebot und höchster Qualität. Eine kluge Entscheidung hängt nicht allein von den niedrigsten Kosten oder der höchsten Qualität ab, sondern vielmehr davon, den optimalen Kompromiss zwischen Kosten und Qualitätskontrolle – basierend auf dem vorgesehenen Anwendungszweck des Bauteils – zu finden.
Die Kostenreduzierung muss vielschichtig angegangen werden. Die Auswahl kostengünstiger Materialsorten, die proportionale Reduzierung nicht kritischer Abmessungen ohne Beeinträchtigung der Funktionalität, der Einsatz effizienter Standardausrüstung und eine optimale Planung der Layouts zur Minimierung von Materialverschwendung können die Kosten der CNC-Bearbeitung wirksam senken.
Dennoch sollte jede Kostensenkungsmaßnahme hinsichtlich ihrer möglichen Auswirkungen auf die Qualitätsrisiken bewertet werden. Die Qualitätskontrollstufen werden typischerweise wie folgt gruppiert: Basis (Prüfung kritischer Maße), Standard (vollständiger Maßbericht) und Hochpräzision (vollständiger Maßbericht + vollständige Prüfung der geometrischen und positionellen Toleranzen).
- Jede Stufe erfordert zusätzlichen Testaufwand, Ausrüstung und Personal und verursacht somit Kosten. Ein Bauteil, das in einem normalen Haus verwendet wird, benötigt beispielsweise keine Tests auf Luft- und Raumfahrtniveau.
- Der Schlüssel zu einem optimalen Gleichgewicht liegt in der korrekten Spezifizierung der Anforderungen. Besprechen Sie mit den Lieferanten die Bauteilfunktion, die Betriebsbedingungen und die Qualitätsanforderungen, damit diese den wirtschaftlichsten Prozess und Prüfplan entsprechend entwickeln können.
Die hervorragenden Zulieferer von LS Precision können ihren Kunden die höchstmögliche Qualität für ihre Anwendung zu einem vernünftigen Preis für CNC-Bearbeitung bieten – nicht zu hochwertig, nicht zu billig, sondern mit dem besten Preis-Leistungs-Verhältnis.

Häufig gestellte Fragen
1. Was ist die minimale Bearbeitungsverzerrung, die kontrolliert werden kann?
Durch systematische Prozessoptimierungen wie Hochgeschwindigkeitsschneiden , mehrstufiges Spannungsarmglühen und spezielle Vorrichtungen erreicht LS Precision eine Bearbeitungsgenauigkeit von nur 0,1 mm bei großen, dünnwandigen Aluminiumteilen. Die Präzision hängt von der genauen Teilestruktur (z. B. Wandstärke und Rippenposition) und dem Materialzustand ab. Bereits in der Prozessprüfungsphase liefern wir präzise Prognosen und verbindliche Zusagen.
2. Wie können wir feststellen, ob die Bearbeitungsspannungen vollständig beseitigt wurden?
LS Precision setzt modernste Prüfeinrichtungen wie Röntgenbeugungs-Eigenspannungsanalysatoren (XRD) ein, um die Spannungsverteilung auf der Werkstückoberfläche nach der Bearbeitung quantitativ zu messen. Die Technologie ermittelt präzise und zerstörungsfrei Spannungswerte und -verteilungen und stellt sicher, dass diese innerhalb der Auslegungsgrenzen liegen. Dies ermöglicht eine wissenschaftliche Messung der effektiven Spannungsreduzierung.
3. Kann bei der Verarbeitung kleiner Chargen die gleiche Qualitätskontrolle gewährleistet werden?
Ja. LS Precision verfolgt die Philosophie, dass die Qualität unabhängig von der Losgröße gewährleistet ist. Auch bei Kleinserien halten wir uns in jedem Produktionsschritt an standardisierte Verfahren: von der dreidimensionalen Koordinatenmessung ( KMG ) des Erstmusters bis hin zur statistischen Prozesskontrolle (SPC ) der Schlüsselprozesse. So stellen wir sicher, dass die Qualität, Zuverlässigkeit und Konsistenz jedes einzelnen Produkts derjenigen der Großserienfertigung entsprechen.
4. Beinhaltet das Online-Angebot eine Lösung zur Prozessoptimierung?
Ja, das Online- Angebot von LS Precision für CNC-Bearbeitung ist nicht nur eine Kostenfrage, sondern eine erste technische Antwort. Unsere Ingenieure prüfen Ihre Zeichnungen im Hinblick auf die Fertigungsgerechtigkeit ( DFM ) und unterbreiten Ihnen zusammen mit dem Angebot umfassende Vorschläge zur Prozessoptimierung. Beispielsweise zeigen wir Ihnen, wie die Struktur angepasst werden kann, um die Bearbeitungskomplexität oder -kosten zu reduzieren und so von Anfang an Mehrwert zu schaffen.
Zusammenfassung
Die Vermeidung von Verformungen bei der CNC-Bearbeitung von Aluminium erfordert mehr als nur eine einfache Justierung; es handelt sich um einen Prozess, der von Material, Vorrichtungen, Werkzeugen, Programmierung und Endkontrolle abhängt. Dank unserer langjährigen Erfahrung und zahlreicher erfolgreicher Projekte in der CNC-Bearbeitung bietet LS Precision Manufacturing systematische Lösungen vom Entwurf bis zum fertigen Produkt, um höchste Qualität und Zuverlässigkeit für Ihr Projekt zu gewährleisten.
Laden Sie noch heute Ihre CAD-Dateien hoch und erhalten Sie kostenlos einen Bericht zur fertigungsgerechten Konstruktion (DFM) und Fertigungsanalyse sowie ein präzises Angebot! Überlassen Sie Ihr nächstes Projekt unseren Experten und sichern Sie sich eine reibungslose und qualitativ hochwertige Produktion.
Laden Sie jetzt Ihre Konstruktionszeichnungen hoch und erhalten Sie sofort ein Angebot für die CNC-Fräsung (Preis für die CNC-Fräsung). LS ist Ihr starker Partner für höchste Präzision bei der CNC-Fräsung!

📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS-Serie. Es werden weder ausdrücklich noch stillschweigend Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen gegeben. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers . Fordern Sie ein Teileangebot an und geben Sie die spezifischen Anforderungen für diese Abschnitte an. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung, Blechbearbeitung, 3D-Druck, Spritzguss, Metallstanzen und weitere Komplettlösungen im Fertigungsbereich.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder umfangreiche Sonderanfertigungen – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Technology . Das steht für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com


