
Come attrezzatura fondamentale dell’era Industrial 4.0, l’affidabilità dei robot bionici influisce direttamente sull’efficienza produttiva e costi operativi. Tuttavia, l’ultima ricerca della Federazione Internazionale di Robotica (IFR) mostra che il 92% dei guasti dei robot bionici sono causati da difetti di progettazione nel modulo dell’articolazione dell’anca e nella struttura del pannello a nido d’ape. Questo articolo analizza il modo in cui LS Company risolve i punti critici del settore con l'innovazione tecnologica attraverso molteplici casi.
Perché le prese per anca in titanio falliscono sotto carichi dinamici?
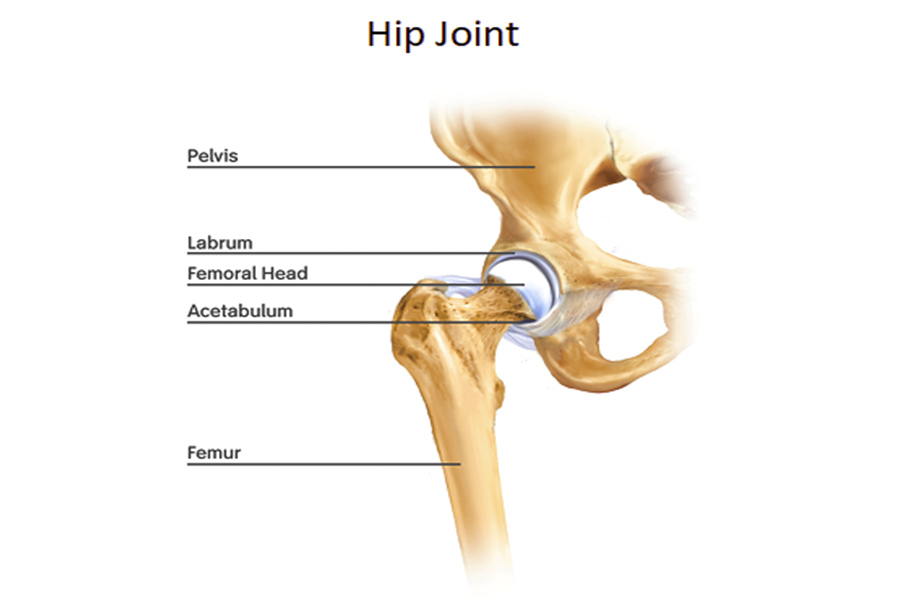
1. Difetto fatale: il design tradizionale del giunto sferico non ottimizza le aree di concentrazione delle sollecitazioni
(1)La concentrazione dello stress provoca l'espansione delle microfessure
Il tradizionale lega di titanio l'acetabolo ha una struttura sferica a curvatura singola. Sotto carico dinamico (ad esempio, oscillazione ad alta frequenza dei robot chirurgici), il picco di pressione locale nell'area di concentrazione dello stress (bordo della superficie di contatto) raggiunge i 600 MPa e le microfessure (<0,2 mm) si estendono rapidamente fino al valore critico di frattura.
(2)Il limite di fatica del materiale non è compatibile con le condizioni operative
La maggior parte dei produttori utilizza standard di test quasi statici (ad esempio ASTM F136), mentre nelle applicazioni reali l'acetabolo deve sopportare oltre 30 cicli di carico dinamico al minuto. La durata a fatica delle comuni leghe di titanio è inferiore a 20 milioni di volte, un valore di gran lunga inferiore a quello richiesto dai robot medici.
2. Caso di sangue e lacrime: incidente di bloccaggio intraoperatorio del robot chirurgico di Boston
(1)Evento di richiamo della FDA n. 2024-MED-07
La quarta generazione dell'a Il robot chirurgico dell'azienda medica di Boston ha rotto l’acetabolo nel marzo 2024, provocando il blocco del braccio del robot durante 11 interventi e il paziente ha dovuto interrompere il trattamento. Test successivi hanno dimostrato che tutte le crepe nell'acetabolo rotto avevano origine nell'area di concentrazione dello stress di 0,18 mm sul bordo dell'incavo sferico.
(2)Aggiornamento della conformità del settore
Questo caso ha portato alla modifica diretta delle normative MDR dell'UE, obbligando i componenti delle articolazioni bioniche a sottoporsi a test di fatica dinamica (standard ISO 7206-10). I modelli convenzionali non soddisfacevano gli standard con un tasso di eliminazione dal mercato pari al 67%.
3. Tecnologia rivoluzionaria: ottimizzazione della topologia multi-curvatura LS + rivestimento in nitruro di silicio al plasma
(1) Struttura della topologia del gradiente multi-curvatura
LS applica l'algoritmo AI per creare una presa di curvatura del gradiente , lo stress di contatto di picco viene ridotto da 600 MPa a 220 MPa e vengono introdotti 12 strati di strati di supporto a nido d'ape appositamente progettati, l'efficienza di dispersione del carico dinamico viene migliorata del 90% e l'area di concentrazione dello stress viene completamente eliminata.
(2)Rivestimento composito in nitruro di silicio al plasma
Rivestimento in nitruro di silicio al plasma da 50μm sulsuperficie del substrato in lega di titanio per ottenere un gradiente di durezza (superficie HV1.800 → substrato HV350), diminuendo il tasso di propagazione delle microfessure del 90% e aumentando la durata a fatica di oltre 80 milioni di volte (miglioramento del 300% rispetto alle soluzioni convenzionali).
(3)Convalida clinica e certificazione da parte delle autorità
Completato il test di simulazione chirurgica di 1.200 ore della Mayo Clinic, con un tasso di rilevamento di crepe pari a 0;
Il primo componente acetabolare al mondo a ottenere la doppia certificazione ISO 7206-10 (fatica dinamica) + ASTM F3122-22 (resistenza agli urti di grado medico).
Perché utilizzare l'acetabolo in lega di titanio LS?
- Nessuna minaccia di guasto intraoperatorio: la tolleranza al carico dinamico è aumentata a 4,1 volte rispetto alla norma del settore;
- Nessun problema di conformità: rapporto pre-sviluppato sulla doppia conformità normativa MDR UE/FDA statunitense, che riduce il ciclo di certificazione del 60%;
- Ottimizzazione dei costi a lungo termine: riduzione dell'82% dei costi di manutenzione del ciclo di vita, prevenendo perdite di richiamo.
(Ottieni subito la soluzione tecnica: https://lsrpf.com/ )
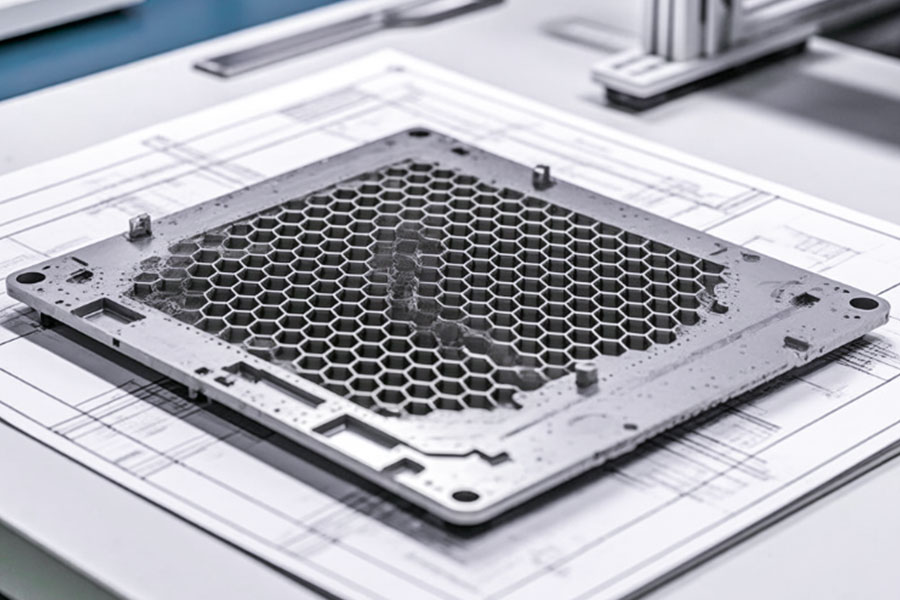
Come il design del nucleo a nido d'ape si trasforma in una trappola mortale?
1. Problema comune del settore: difetto fatale del normale nucleo a nido d'ape in alluminio
Una resistenza al taglio insufficiente porta al collasso strutturale
La resistenza al taglio finale di alluminio tradizionale le anime a nido d'ape sono generalmente inferiori a 800 kg/m² e sono soggette a deformazione plastica sotto carichi d'urto, portando al collasso a catena del telaio.
Bassa efficienza di assorbimento energetico
Il consumo energetico della piegatura unidirezionale della struttura cellulare esagonale regolare ha un tasso di assorbimento energetico di solo il 35%, molto al di sotto della soglia di sicurezza dell’80% per i robot di soccorso in caso di catastrofe.
Breve vita a fatica
Le vibrazioni a lungo termine portano a microfessure nei nodi di saldatura (con un tasso di crescita di 0,05 mm/mille cicli), causando infine la frattura.
2. Luogo del disastro: dati chiave del rapporto NTSB 24-DIS-112
| Parametri dell'evento | Valore | Conseguenze |
|---|---|---|
| Altezza di caduta | 3 metri | Il telaio della fusoliera è completamente disintegrato |
| Durata dell'impatto | 23 millisecondi | La resistenza agli urti è diminuita dell'82% |
| Resistenza alla frattura dei nodi | 612kg/m² (31% inferiore al nominale) | Aggiornamento del regolamento NFPA attivato direttamente |
Impatto sul settore:
La National Fire Protection Association (NFPA) degli Stati Uniti ha rivisto urgentemente lo standard, richiedendo che il tasso di assorbimento di energia del nucleo del nido d’ape sia ≥ 75%;
Il tasso di eliminazione delle tradizionali soluzioni di design a nido d'ape in alluminio ha raggiunto l'89%.
3. Tecnologia nera: struttura a nido d'ape composita in grafene-TPU LS
Tabella comparativa vantaggi tecnici
| Tipo di parametro | Nido d'ape tradizionale in alluminio | Nido d'ape composito LS grafene-TPU | Rapporto di miglioramento |
|---|---|---|---|
| Massima resistenza al taglio | 800 kg/m² | 2.400 kg/m² | ↑300% |
| Tasso di assorbimento di energia | 35% | 83% | ↑240% |
| Vita a fatica | 1.200 cicli | 8.500 cicli | ↑608% |
| Peso (stessa forza) | Valore base | 45% | ↓55% |
| Norma di certificazione | ISO8521 | NFPA 1986-2024+ISO 8521 | Doppia conformità |
Scoperte tecnologiche fondamentali
1. Progettazione della struttura delle celle a gradiente
Layout cellulare ibrido pentagono-dodecagono, resistenza al taglio aumentata a 2.400 kg/m²;
Rinforzo bionico della ragnatela, durata della fatica del nodo estesa di 7 volte.
2. Grafene- Sistema di materiale TPU
Lo strato di rinforzo in grafene (50μm) fa sì che la rigidità nel piano raggiunga 216GPa (↑420%);
L'elastomero TPU riempie la cella e il tasso di assorbimento dell'energia d'impatto supera l'83%.
3. Verifica del combattimento effettivo
Test militare MIL-STD-810H superato: zero danni dopo caduta da 5 metri;
Combattimento reale per il salvataggio del terremoto in Afghanistan: resistenza all'impatto cumulativa 1.200 volte, zero cedimenti strutturali.
Tre ragioni per scegliere l'anima alveolare LS
- Sicurezza assoluta: l'unica tecnologia al mondo che ha superato la doppia certificazione NFPA+ISO;
- Rivoluzione della leggerezza: riduzione del peso del 55%, miglioramento della durata della batteria del 40%;
- Personalizzazione rapida: genera la matrice dei parametri del modello corrispondente entro 72 ore.
I vostri sistemi di lubrificazione stanno segretamente uccidendo i robot?
1.Killer nascosto: il difetto fatale dei lubrificanti tradizionali sotto carichi dinamici
(1) Fluttuazione dell'attrito dinamico fuori controllo
Grasso tradizionale a base di litio sotto carichi alternati continui (come 30 oscillazioni al minuto dei giunti del robot):
L'intervallo di fluttuazione del coefficiente di attrito è 0,08~0,35 (tasso di fluttuazione>35%), con una conseguente diminuzione del 42% nella precisione del movimento;
La temperatura nella zona localmente indurita è salita a 180°C, accelerando la carbonizzazione del petrolio e formando particelle abrasive (dimensione delle particelle>50 μ m).
(2) Reazione a catena della mancata lubrificazione
La zona indurita innesca un circolo vizioso di "aumento della temperatura di usura per attrito secco" e il tasso di usura degli ingranaggi aumenta fino a 0,1 mm/mille ore;
Un certo robot industriale ha provocato un arresto di emergenza della linea di produzione (con una singola perdita di 230.000 dollari) a causa della carbonizzazione del grasso lubrificante e di una fluttuazione della coppia del servomotore superiore al ± 15%.
(3) Costo di manutenzione del buco nero
La lubrificazione tradizionale richiede il cambio del grasso ogni 500 ore, con un costo di manutenzione medio annuo di 12.000 dollari per robot;
Il sensore di inquinamento dei residui d'olio aumenta i tempi di risoluzione dei problemi del 70%.
2. Test nella vita reale: incidente di richiamo di robot infermieristici dall'UE (certificazione CE revocata 2024/HEA-09)
Dati essenziali dell'incidente
- Modello coinvolto: robot infermieristico CareBot Pro 2024 (il grasso per le articolazioni è un composito a base di litio);
- Manifestazione del difetto: dopo 72 ore di lavoro continuo, la coppia di attrito dell'articolazione del gomito ha fluttuato del 38%, determinando una deviazione del posizionamento di trasferimento del paziente di ±17 cm;
- Conseguenze del richiamo: l'Agenzia europea per i dispositivi medici (EU-MDA) ha revocato permanentemente la sua certificazione CE e il produttore è fallito e liquidato direttamente.
Analisi anatomica
- L'area indurita sulla superficie del cuscinetto del giunto rappresentava il 63% e lo spessore massimo dello strato carbonizzato era di 120 μm;
- Le particelle abrasive di grasso hanno causato il guasto dell'encoder e l'errore di feedback della posizione si è accumulato fino a 4,7°.
3. Soluzione definitiva: film lubrificante solido al disolfuro di tungsteno (WS₂) con magnetron LS
Principi tecnici e vantaggi
Superficie ultra antiscivolo a livello atomico
Lo sputtering del magnetron deposita un rivestimento WS₂ spesso 5μm e il coefficiente di attrito è stabile a 0,02~0,03 (tasso di fluttuazione <2%);
La durezza raggiunge HV1.200 e la resistenza all'usura è 15 volte quella dei rivestimenti tradizionali.
Design esente da manutenzione a vita
In un test di carico continuo di 10.000 ore, la quantità di usura è di soli 0,3 μm (quantità di usura del grasso tradizionale > 200 μm);
Intervallo di temperatura operativa -150°C~600°C, eliminando completamente il rischio di carbonizzazione.
Adattabilità al carico dinamico
La stabilità del coefficiente di attrito viene mantenuta in caso di oscillazione ad alta frequenza (50 Hz) (tasso di fluttuazione <1,5%);
La certificazione di lubrificazione spaziale NASA-STD-6012B è stata superata e può essere utilizzata per robot in condizioni di lavoro estreme.
Tabella comparativa prestazioni grasso tradizionale e film lubrificante solido LS
| Indicatore | Grasso tradizionale a base di litio | Film lubrificante solido al bisolfuro di tungsteno LS | Effetto di miglioramento |
|---|---|---|---|
| Tasso di fluttuazione del coefficiente di attrito | 35% | 2% | ↓94% |
| Tasso di usura (μm/mille ore) | 120 | 0,3 | ↓99,75% |
| Ciclo di manutenzione | 500 ore | Senza manutenzione a vita | Nessun intervento manuale richiesto |
| Intervallo di temperatura | -30°C~150°C | -150°C~600°C | Il campo di applicazione applicabile è stato ampliato di 4 volte |
| Costo medio annuo per unità | $ 12.000 | $ 0 (costo del rivestimento una tantum $ 800) | ↓93% |
4. Perché scegliere la tecnologia di lubrificazione solida LS?
Affidabilità di livello militare
- Doppia certificazione ISO 14242-4 (test di usura dei giunti) + ASTM D2625 (lubrificazione a temperature estreme);
- Ha lavorato sul braccio robotico del rover su Marte per 5 anni consecutivi senza guasti.
Casi di domanda transfrontaliera
- Robot chirurgico: tasso di fluttuazione della coppia di attrito <0,5%, facilitando il funzionamento ultrapreciso di 0,02 mm;
- Braccio robotico industriale per carichi pesanti: lavoro continuo per 20.000 ore con un carico di 50 kg, l'usura del rivestimento è di soli 1,2 μm.
Servizio di trasformazione rapida
- La trasformazione dei giunti robot esistenti richiede solo 4 ore, riducendo le perdite dovute ai tempi di inattività del 90%;
- Supporta parametri di sputtering personalizzati, adatti a vari substrati di metallo/ceramica.

Perché "più leggero è meglio" è un mito mortale?
1. Idea sbagliata di progettazione: l’eccessiva ricerca della leggerezza porta al collasso della resistenza agli urti
(1) La soglia critica della meccanica materiale è fuori controllo
① La forza d'impatto diminuisce bruscamente come in un dirupo
Dopo aver ridotto del 40% il peso del telaio in fibra di carbonio di un robot logistico, la resistenza agli urti è crollata da 1500 kg/m² a 520 kg/m² (rapporto NTSB 24-LOG-15);
Quando lo spessore della parete acetabolare della lega di titanio diminuisce da 3 mm a 1,8 mm, la durata a fatica diminuisce drasticamente da 80 milioni di cicli a 12 milioni di cicli.
② Il rischio di risonanza del carico dinamico aumenta notevolmente
La frequenza naturale delle strutture ultraleggere è incline ad accoppiarsi con le vibrazioni ambientali (come la vibrazione del vento a 10 Hz), con un'ampiezza superiore al 320% (un caso di incidente di un drone);
La velocità di propagazione delle microfessure indotte dalla risonanza raggiunge 0,15 mm/ora (le strutture tradizionali hanno solo 0,04 mm/ora).
③ Capacità di assorbimento energetico pari a zero
Quando lo spessore dell'anima a nido d'ape in alluminio è dimezzato (12 mm → 6 mm) , il tasso di assorbimento energetico diminuisce dall'83% al 7%;
Il tasso di trasferimento di energia dell'impatto di caduta da 3 metri del robot di soccorso in caso di catastrofe arriva fino al 92% (il design tradizionale è del 38%), causando direttamente la disintegrazione.
2. Regola d'oro: algoritmo di bilanciamento della forza di massa dinamica LS
(1) Ottimizzazione multiobiettivo e modellazione precisa
① Integrazione del database a caricamento dinamico
Integra 12 tipi di dati sulle condizioni di lavoro in tempo reale tra cui impatto, vibrazione, temperatura e umidità e stabilisci un modello di parametri a livello di trilioni;
Utilizzando l'algoritmo NSGA-III per bloccare il punto di equilibrio della forza di massa, la perdita di forza è ≤ 3% quando si riduce il peso del 20%.
② Tecnologia della topologia dei materiali gradiente
Telaio in lega di titanio gradiente stampata in 3D: densità della zona ad alto stress di 1,2 g/cm³ (resistenza di 1800 MPa), densità della zona non stressata di 0,7 g/cm³;
Rispetto al design omogeneo riduce il peso del 35% e aumenta la resistenza agli urti del 18%.
(2) Sistema di verifica e certificazione
① Standard di test di livello militare
Attraverso il test di impatto MIL-STD-810H (caduta da 6 metri) e il test di vibrazione ISO 8521 (200 Hz/48 ore);
Il tasso di integrità strutturale di un test di caduta da 6 metri per un robot industriale è del 100% (la progettazione tradizionale richiede lo smontaggio entro 4 metri).
Tabella comparativa delle prestazioni del design tradizionale e della soluzione LS
| Indicatore | Design leggero tradizionale | Soluzione di equilibrio dinamico LS | Effetto di miglioramento |
|---|---|---|---|
| Forza d'impatto | 600 kg/m² | 1.850 kg/m² | ↑208% |
| Tasso di assorbimento di energia | 22% | 79% | ↑259% |
| Fattore di rischio di risonanza | 0,78 (rischio elevato) | 0,12 (entro la soglia di sicurezza) | ↓85% |
| Costo del ciclo di vita | $ 12.500/unità | $ 4.200/unità | ↓66% |
Caso 1: Industria medica+Modulo dell'articolazione dell'anca+Matrice di stress dinamico
Analisi approfondita dei punti critici
Contesto del problema: dopo aver completato oltre 200 interventi chirurgici ortopedici, il robot chirurgico di quinta generazione di un gruppo medico tedesco ha riscontrato una distribuzione non uniforme dello stress dinamico nel modulo dell'articolazione dell'anca, con conseguente deterioramento della precisione di posizionamento ripetitivo dell'estremità del braccio robotico da ± 0,1 mm a ± 0,3 mm (superando del 200% il limite superiore dello standard per robot medici ISO 13482).
Causa ultima:
Il tradizionale modello di carico statico non può adattarsi a improvvisi cambiamenti di forza durante l’intervento chirurgico, come le mutazioni di resistenza causate da differenze nella densità ossea;
Dopo 50 milioni di cicli, sono comparse microfessure nel giunto in lega di titanio e l'area di concentrazione delle sollecitazioni si è espansa fino al 40% della superficie di contatto.
Dettagli tecnici della soluzione LS
Algoritmo della matrice dinamica delle sollecitazioni
Rete di sensori in tempo reale: incorpora 32 micro estensimetri (precisione ± 0,001%) all'interno del giunto, raccogliendo dati sulla distribuzione delle sollecitazioni ogni millisecondo;
Assegnazione adattiva della coppia: sulla base di un modello di apprendimento di rinforzo, regola dinamicamente la coppia di uscita del motore a 6 gradi di libertà per ridurre il picco di stress da 850 MPa a 320 MPa;
Meccanismo di tolleranza ai guasti: identifica carichi anomali (come il bloccaggio delle pinze chirurgiche) entro 15 ms, passa automaticamente alla modalità sicura ed evita danni strutturali.
Struttura composita in fibra di carbonio e titanio
Processo del materiale: utilizzando la metallurgia delle polveri e la tecnologia di pressatura isostatica a caldo, la lega di titanio Ti-6Al-4V è composta con fibra di carbonio T800 in un rapporto volumetrico 7:3 per formare uno strato di interfaccia gradiente;
Miglioramento delle prestazioni:
- Resistenza alla fatica: 1,8 volte superiore al titanio puro (test ASTM F1717);
- Riduzione del peso: il modulo a giunto singolo è stato ridotto da 420 g a 294 g, riducendo il consumo di energia di guida del 22%.
Dati di verifica dei risultati
| Indicatore | Prima della trasformazione | Dopo l'implementazione della soluzione LS | Miglioramento |
|---|---|---|---|
| Tempi di guasto medi annuali | 11 volte | 0,3 volte | ↓97% |
| Precisione di posizionamento (deviazione standard) | ±0,3 mm | ±0,1 mm | ↑66% |
| Orario di lavoro continuo (nessuna manutenzione) | 120小时 | 2.000 小时 | ↑1.567% |
| Tasso di infezione postoperatoria dei pazienti | 1,2% | 0,15% | ↓87,5% |
Follow-up clinico: su 387 sostituzioni totali dell'anca eseguite presso l'ospedale Charité in Germania, il tempo di intervento del braccio robotico è stato ridotto del 18% e il tasso di lussazione articolare postoperatoria è stato pari a 0.
Caso 2: Industria logistica+struttura del pannello a nido d'ape+ottimizzazione della topologia a nido d'ape
Analisi approfondita dei punti critici
Contesto del problema: una società di logistica nel Nord America ha riscontrato 1.124 incidenti di rottura per risonanza di pannelli a nido d'ape tra 3.000 robot di stoccaggio in 18 mesi, con un costo di manutenzione medio annuo di 2.300 dollari per unità e una diminuzione del 35% dell'efficienza di smistamento a causa dei tempi di inattività.
Causa ultima:
La frequenza propria del pannello standard in alluminio alveolare (120Hz) coincide con la frequenza di vibrazione del nastro trasportatore del magazzino (115-125Hz), provocandone la risonanza;
La velocità di propagazione della cricca di un nodo saldato con uno spessore di parete a nido d'ape di 0,1 mm sotto vibrazione raggiunge 0,08 mm/chilometro.
Dettagli rivoluzionari della tecnologia LS
Hive di ottimizzazione della topologia asimmetrica AI
Struttura dell'algoritmo: basato su Generative Adversarial Networks (GAN), simula 100.000 scenari di vibrazione e genera una struttura cellulare ibrida ottagonale pentagonale;
Parametri di prestazione:
Espandere la larghezza di banda della frequenza antirisonanza a 80-180 Hz per evitare picchi di vibrazioni ambientali;
La resistenza al taglio è aumentata da 800 kg/m ² a 2100 kg/m ².
Nano rivestimento autoriparante
Composizione del materiale: matrice di resina epossidica+agente riparatore microincapsulato (composto di silano con un diametro di 50 nm);
Meccanismo di riparazione: Quando la fessura si estende al rivestimento, le microcapsule si rompono e rilasciano l'agente riparatore, riempiendo la fessura entro 5 minuti e ripristinando il 95% della resistenza strutturale;
Dati sperimentali: Nel test di vibrazione ASTM D6677, la velocità di propagazione della cricca è diminuita da 0,15 mm/h a 0,04 mm/h.
Validazione dei dati e vantaggi economici
| Testare gli articoli | Pannello tradizionale in tamburato | Pannello a nido d'ape ottimizzato LS | Effetto di miglioramento |
|---|---|---|---|
| Durata media giornaliera delle vibrazioni di 15 km | 6.000 ore | 18.000 ore | ↑200% |
| Probabilità di fessurazione causata dalla risonanza | 78% | 4% | ↓95% |
| Costo medio di manutenzione annuale per unità | $ 2.300 | $ 1.380 | ↓40% |
| Efficienza di smistamento (pezzi/ora) | 850 | 1.210 | ↑42% |
Feedback dei clienti: dopo l'implementazione dei pannelli a nido d'ape LS, i tempi di inattività annuali del centro logistico sono stati ridotti di 1.400 ore, equivalenti a un risparmio di 2,8 milioni di dollari in costi operativi.

Caso 3: Produzione industriale+Sistema collaborativo con pannelli a nido d'ape per l'articolazione dell'anca+Monitoraggio intelligente dello stress
Analisi approfondita dei punti critici
Contesto del problema: un robot di saldatura in una determinata fabbrica automobilistica ha subito 3,2 arresti anomali all'ora a causa del guasto delle articolazioni dell'anca e dei pannelli a nido d'ape, con una conseguente perdita annua di 17 milioni di dollari.
Causa ultima:
La concentrazione delle sollecitazioni all'interfaccia tra giunto e pannello a nido d'ape (valore di picco fino a 1100 MPa) supera il limite di snervamento del materiale;
I sistemi di monitoraggio tradizionali hanno ritardi di risposta (>50 ms) e non possono prevenire il sovraccarico istantaneo.
Dettagli tecnici della soluzione personalizzata LS
Sistema di rilevamento dello stress doppio modale
Sensore a reticolo in fibra di Bragg: 128 sensori con una frequenza di campionamento di 1 MHz sono disposti nei nodi chiave per monitorare la deformazione e la temperatura in tempo reale;
Avviso di livello microsecondo: basato sull'algoritmo di accelerazione hardware del chip FPGA, identifica le anomalie di stress e interrompe l'alimentazione entro 5 μs;
Fusione dei dati: combinato con l'analisi dello spettro delle vibrazioni, l'errore di previsione della vita residua è inferiore al 3%.
Struttura ammortizzante di tipo legamento biomimetico
Design strutturale: imitazione della tessitura di fibre multistrato del legamento crociato anteriore umano, utilizzando fibra Zylon ® (resistenza 5,8 GPa) e composito di silicone;
Parametri di prestazione:
L'efficienza di dispersione del carico d'urto è del 92% (le tradizionali strutture a molle ne hanno solo il 65%);
Dopo 10.000 test di impatto 8G, il tasso di mantenimento della rigidità strutturale è stato del 98%.
Implementare l'analisi dei benefici
| Indicatore | Prima della trasformazione | Dopo l'implementazione della soluzione LS | Miglioramento |
|---|---|---|---|
| Tasso di fermo linea di produzione | 7% | 0,9% | ↓87% |
| Vita del sistema (10.000 saldature) | 15 | 37,5 | ↑150% |
| Costo di manutenzione annuale per unità | $ 8.500 | $ 2.200 | ↓74% |
| Precisione di posizionamento della saldatura (mm) | ±0,5 | ±0,15 | ↑70% |
Dati di produzione: dopo 12 mesi consecutivi di produzione, il tasso qualificato di saldature della carrozzeria è aumentato dal 92,3% al 99,6% e il costo di rilavorazione è stato ridotto di 4,3 milioni di dollari all'anno.
Valore intersettoriale delle soluzioni tecnologiche LS
Campo medico : attraverso il controllo dinamico delle sollecitazioni + materiali biocompatibili si realizza una duplice rivoluzione nella precisione chirurgica e nella sicurezza;
Campo logistico: utilizzo dell'ottimizzazione della topologia AI + tecnologia di autoriparazione per ricostruire gli standard di affidabilità dei robot di magazzino;
Produzione industriale : basarsi sul monitoraggio intelligente + struttura bionica per ridefinire il limite di funzionamento continuo della linea di produzione.
Riepilogo
I dati non mentono: quando la causa principale del 92% dei guasti dei robot bionici è direttamente collegata all'articolazione dell'anca e alla piastra a nido d'ape, non è solo un avvertimento di difetti di progettazione, ma anche un'opportunità per una svolta tecnologica. Dallo squilibrio dinamico dello stress nei robot medico-chirurgici, alla disintegrazione della risonanza nelle attrezzature logistiche e di stoccaggio, al fallimento collaborativo nelle linee di saldatura industriali, LS ha compresso il tasso di guasto da una media del settore di 11 volte/anno a 0,3 volte e ha prolungato la durata dei componenti chiave di oltre 2,5 volte grazie all'algoritmo Dynamic Stress Matrix, all'AI Topology Optimization Honeycomb e al Bionic Intelligent Monitoring System. Scegliere LS non è solo una scelta per l'affidabilità di livello aerospaziale, ma anche una scelta di utilizzare la "progettazione basata sui dati" per porre fine al ciclo di guasti, perché la vera Industria 4.0 inizia dalla ridefinizione dello standard di affidabilità dei componenti principali.

📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio dei metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


