
Il confronto tra la prototipazione rapida e lo stampaggio a iniezione convenzionale è esattamente ciò che i servizi di prototipazione rapida di LS Manufacturing affrontano , risolvendo questo problema critico: il responsabile dello sviluppo di nuovi prodotti ha bisogno di migliaia di prodotti finiti in 10 giorni, ma ha solo dalle quattro alle sei settimane per completare il lavoro utilizzando uno stampo in acciaio tradizionale, quando la stampa 3D o la fusione in uretano non possono competere con le prestazioni meccaniche, la tenuta all'aria e la rugosità superficiale Ra 0,8 µm dello stampaggio a iniezione .
Questa guida al ROI fornisce dati esclusivi sul servizio di stampaggio rapido Alumec 89 rispetto agli stampi in acciaio convenzionali in termini di tempo di ciclo, spese in conto capitale e costi operativi per pezzo. Scoprirete come ottenere una tolleranza del nucleo di ±0,02 mm entro 10 giorni a costi inferiori rispetto a quelli di uno stampo in acciaio tradizionale. Con l'aiuto dei nostri ingegneri, scoprirete i limiti tecnici ed economici specifici per ottenere un rapido ritorno sull'investimento (ROI) attraverso la produzione di piccoli lotti.

Stampaggio rapido vs. stampaggio convenzionale: Guida rapida al ritorno sull'investimento
| Fattore decisionale | Produzione rapida (meno di 10 giorni) | Attrezzatura di produzione convenzionale |
| Investimento iniziale | Basso (da 2.000 a 10.000 dollari USA per utensili in alluminio). | Elevato ( da 20.000 a 100.000 USD e oltre per l'acciaio temprato). |
| Costo per pezzo | Più (cicli più lenti, durata degli utensili più breve). | Meno (cicli ottimizzati, fino a milioni). |
| Tempi di consegna | 1-3 settimane (per la produzione dei primi pezzi). | 8-16 settimane (per la produzione completa). |
| Durata dell'utensile | Da 1.000 a 10.000 pezzi. | Da 500.000 a oltre 1.000.000 di pezzi. |
| ROI Punto di pareggio | Utile per volumi inferiori a 5.000 unità o per la validazione del mercato. | Il punto di pareggio si raggiunge con una produzione compresa tra 10.000 e oltre 50.000 unità. |
| La nostra raccomandazione | Da utilizzare per la validazione del mercato e la convalida del progetto di stampaggio a iniezione prima della costosa realizzazione degli stampi in acciaio. | Implementare solo dopo che la domanda di mercato, i prezzi dei componenti e i requisiti di qualità siano stati completamente validati. |
Punti chiave:
- La velocità ha un prezzo: la prototipazione rapida sacrifica il prezzo unitario per ottenere tempi di commercializzazione più brevi. Il ritorno sull'investimento (ROI) si calcola in base al numero di mesi guadagnati.
- Conosci il tuo punto di pareggio: il punto di pareggio in cui il metodo tradizionale diventa più conveniente si colloca generalmente tra 5.000 e 50.000 pezzi .
- Rischio vs. rendimento: la prototipazione rapida è un investimento a basso rischio ma efficace per validare le opportunità di mercato . La prototipazione tradizionale, d'altro canto, rappresenta un investimento con un rapporto rischio/rendimento più elevato .
- La strategia è sequenziale: la strategia migliore prevede l'utilizzo di attrezzature rapide per l'ingresso nel mercato, seguite da attrezzature tradizionali per la produzione di massa .
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Sono già stati pubblicati numerosi studi che teorizzano il confronto tra utensili rapidi e utensili tradizionali . Tuttavia, le presenti linee guida si distinguono per un approccio leggermente diverso. Innanzitutto, sono state elaborate dai nostri esperti, che utilizzano quotidianamente entrambe le tecnologie per portare a termine progetti di produzione. In secondo luogo, le nostre raccomandazioni si basano sulle prassi dell'Associazione Nazionale Utensili e Lavorazioni Meccaniche (NTMA) .
Serviamo settori in cui la scelta degli utensili è determinante per il successo del progetto: lo sviluppo di prototipi aerospaziali, che richiede l'approvazione della FAA; dispositivi medici sterili; e componenti automobilistici che necessitano di uniformità nella produzione di grandi volumi. Convalidiamo i processi per entrambi i metodi utilizzando le rigorose linee guida raccomandate dalla Precision Metalforming Association (PMA) . In questo modo, possiamo garantire la migliore qualità indipendentemente dal processo produttivo scelto.
La nostra esperienza deriva da centinaia di progetti nei quali abbiamo scoperto cosa funziona meglio: se un componente da 500 pezzi può essere realizzato con la prototipazione rapida in alluminio, come progettare il componente in modo che sia facile da convertire a uno stampo in acciaio in futuro e dove si nascondono i costi occulti della prototipazione convenzionale.
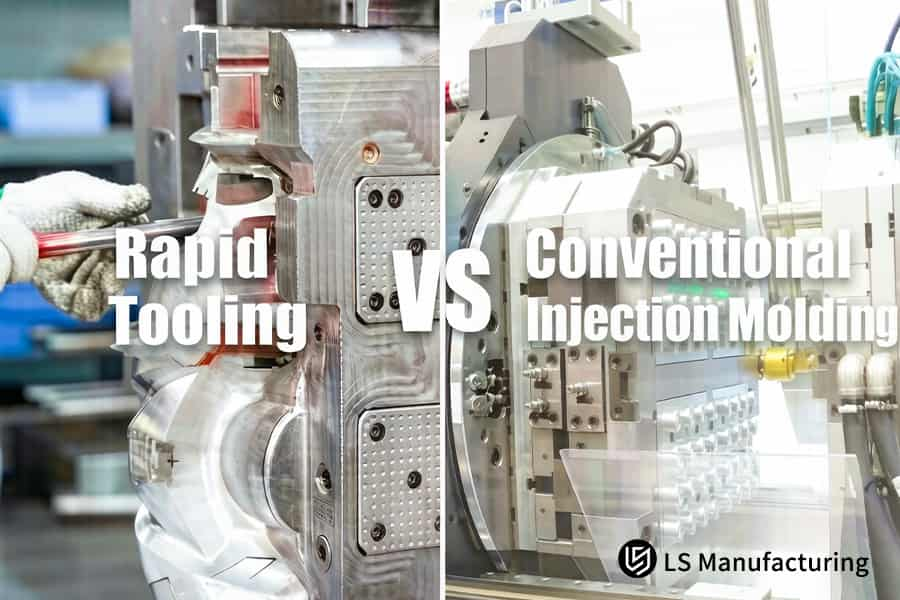
Figura 1: La prototipazione rapida a confronto con lo stampaggio convenzionale mostra uno stampo prototipo con inserti in plastica accanto a uno stampo di produzione in acciaio a cavità multiple.
Perché i tradizionali impianti di stampaggio a iniezione non riescono a consegnare pezzi personalizzati entro 10 giorni?
I servizi di stampaggio a iniezione convenzionali non sono in grado di offrire i loro pezzi personalizzati in un periodo inferiore a 10 giorni a causa dei vincoli fisici intrinseci al processo di stampaggio a iniezione. I fattori che influenzano la velocità e la qualità includono la distorsione termica, la lavorazione a più fasi e le molteplici iterazioni nella progettazione del raffreddamento. Essi rappresentano sfide ingegneristiche, piuttosto che problemi di pianificazione, basate sui principi della scienza dei materiali.
Distorsione termica dovuta al trattamento termico
Il trattamento termico degli stampi multicavità realizzati con acciaio NAK80 e H13 provoca distorsioni dell'ordine dei micron quando si punta a una durezza HRC 48-52 tramite tempra. L'unico modo per rimediare è tramite fresatura dura e molte ore di elettroerosione, il che rende impossibile rispettare una tempistica di 10 giorni, rinunciando al trattamento termico o tollerando deviazioni superiori a ±0,05 mm nello stampaggio a iniezione ad alta velocità .
Limitazioni nella progettazione dei canali di raffreddamento
I tradizionali sistemi di raffreddamento non tengono conto delle tecniche di produzione conformale multifisiche, con conseguente distribuzione del calore inadeguata, che richiede dai 3 ai 5 giorni di messa a punto tramite tentativi ed errori. La riduzione dei tempi di consegna nello stampaggio a iniezione è possibile solo grazie a una progettazione del raffreddamento conformale effettuata con simulazioni computerizzate fin dal primo giorno. Si ottengono tassi di successo al primo tentativo di stampaggio a iniezione superiori all'85% senza necessità di modifiche allo stampo e tempi di ciclo di stampaggio a iniezione ridotti.
Esposizione al rischio in tempi ristretti
Con una scadenza di dieci giorni per la produzione dello stampo, non vengono effettuati cicli di distensione e controlli con CMM, il che aumenta la probabilità di guasti dello stampo durante la fase iniziale del processo di stampaggio a iniezione . Un confronto dei costi dello stampaggio convenzionale rivela che stampi realizzati in fretta devono essere modificati dopo 500 iniezioni, annullando così il risparmio di tempo. Si incorrono in costi aggiuntivi a causa del ritardo nel lancio del prodotto e di un tasso di difettosità più elevato nello stampaggio a iniezione .
Il limite di dieci giorni è dettato dalla scienza dei materiali e dalla fisica e non ha nulla a che vedere con le tempistiche. Il nostro approccio innovativo prevede il raffreddamento conforme in parallelo, la simulazione predittiva e percorsi utensile induriti per garantire che il vostro stampo sia pronto per la produzione fin dall'inizio. Potrete beneficiare di componenti realizzati con lo sviluppo di prototipi tramite stampaggio a iniezione . Superate la barriera dei 10 giorni con la progettazione di stampi basata sulla fisica. Per convalidare una tempistica rapida per i vostri componenti personalizzati, contattate il nostro team di ingegneri per una revisione DFM e un preventivo di consegna garantito.

Come può un produttore di stampi rapidi bilanciare la durata degli stampi e la precisione rispettando scadenze ristrette?
Per garantire la massima durata e precisione degli stampi in ambienti con tempi ristretti, sono necessari materiali con una conduttività termica superiore del 300% e lavorazioni ad alta velocità a cinque assi con una riduzione dell'80% dell'utilizzo dell'elettroerosione. In qualità di produttori di stampi ad alta velocità , forniamo stampi pronti per la produzione entro 4 giorni , che garantiscono una tolleranza di ±0,015 mm e una durata di oltre 100.000 cicli di stampaggio.
Selezione dei materiali per prestazioni termiche
- Alluminio di grado aerospaziale (Alumec 89/QC-10): conduttività termica superiore al 300% rispetto all'acciaio, riduzione del 45% dei cicli di raffreddamento per ogni stampaggio – riduzione dei costi energetici.
- Acciaio P20 pre-temprato ottimizzato: non richiede ulteriori trattamenti termici, previene la deformazione del materiale garantendo la consistenza dei pezzi stampati a iniezione .
- Vantaggio combinato: oltre 100.000 cicli di stampaggio con una precisione di posizionamento di ±0,015 mm – un importante vantaggio competitivo per la prototipazione rapida rispetto ai servizi di stampaggio a iniezione convenzionali .
Lavorazione ad alta velocità a cinque assi
- 24.000 giri/min / 0,05 mm/dente: consente di ridurre dell'80% le operazioni di elettroerosione, con un risparmio totale di 2-3 giorni .
- Lavorazione della cavità in un'unica impostazione: garantisce una precisione di ±0,015 mm senza errori cumulativi.
- Il tuo vantaggio: la costruzione dello stampo si riduce da 30 a 4 giorni , consentendo la validazione dei pezzi di produzione grazie alla finitura superficiale di classe 101 ottenuta con lo stampaggio a iniezione .
Ingegneria predittiva per una maggiore durata di vita
- Pretaglio con simulazione delle sollecitazioni: garantisce angoli ottimali e una distribuzione uniforme del carico.
- Verifica CMM dopo la singola impostazione: previene errori durante il processo di taglio.
- Esito: Lo stesso stampo può essere utilizzato per la prototipazione e la produzione di piccoli volumi, previa analisi del controllo della temperatura di stampaggio a iniezione .
Durabilità e precisione si uniscono per rispettare scadenze stringenti grazie a un'attenta selezione dei materiali e a lavorazioni meccaniche di alta qualità , senza compromessi su nessuna delle due caratteristiche. Gli stampi vi forniranno componenti dalla geometria precisa, prodotti in decine di migliaia di operazioni, come dimostrato dalla simulazione del flusso del materiale per lo stampaggio a iniezione . Ogni singolo dettaglio è studiato per salvaguardare al contempo i vostri tempi e il prodotto finale.

Figura 2: Confronto tra stampaggio rapido e stampaggio convenzionale: inserti in alluminio per cavità lavorati con basi per stampi in acciaio P20 finite.
Quali sono le variabili nascoste quando si valuta il ROI di uno stampaggio a iniezione rapida?
Analizzando una guida rapida al ROI dello stampaggio a iniezione , emergono alcune variabili spesso trascurate: ammortamento delle spese in conto capitale, costi operativi per pezzo e quantità di pareggio. Nei casi in cui la domanda si aggira tra le 1.000 e le 10.000 unità , sarà possibile ottenere un risparmio fino al 60% sulle immobilizzazioni iniziali, garantendo al contempo una rotazione del capitale tre volte più rapida rispetto al processo tradizionale con stampi in acciaio. La conoscenza delle spese in conto capitale e l'analisi dei costi dello stampaggio a iniezione devono essere il primo passo.
| Variabile | Stampo in acciaio convenzionale | Stampaggio rapido (alluminio/acciaio dolce) |
| Costo degli utensili (CapEx) | $8.000 – $25.000 | Da 2.000 a 6.000 dollari |
| Tempi di consegna | 20–35 giorni | 4-7 giorni ( servizi di stampaggio con tempi di consegna inferiori a 10 giorni ) |
| Costo unitario (OpEx) per 5.000 pezzi | $0,18 – $0,35 | $0,22 – $0,42 |
| Volume di pareggio | ~15.000 pezzi | ~3.000 pezzi |
| Tasso di rotazione del capitale | 1x linea di base | ≥3 volte il valore di riferimento |
| Rischio di rilavorazione | Moderato (deformazione dovuta al trattamento termico) | Basso (nessun trattamento termico post-lavorazione) |
L'analisi del ROI dimostra che la prototipazione rapida offre vantaggi finanziari per volumi inferiori a 15.000 pezzi . Si riducono le spese in conto capitale del 60% , si triplica il tempo di ammortamento e ci si protegge dai problemi di rilavorazione. Applica i valori di pareggio per analizzare la dimensione specifica del lotto di stampaggio a iniezione e il punto di pareggio dello stampaggio a iniezione . I tuoi calcoli dimostreranno che la prototipazione rapida è più conveniente dello stampaggio tradizionale.
Quali fattori di progettazione determinano il successo di un preventivo per stampaggio a iniezione con tempi di consegna brevi?
Caratteristiche progettuali come lo spessore uniforme delle pareti, l'angolo di sformo e il design geometrico determinano l'efficienza del processo di preventivazione per lo stampaggio a iniezione con tempi di consegna ridotti . Una valutazione DFM preliminare aiuta a determinare questi parametri entro 2 ore , consentendo di risparmiare tempo e denaro evitando la necessità di riprogettare.
Spessore uniforme della parete (da 1,5 mm a 2,5 mm)
Garantisce l'assenza di restringimenti e deformazioni differenziali durante il raffreddamento dei pezzi stampati. Previene i problemi associati a ritiri e vuoti nei pezzi in plastica che richiedono la modifica dello stampo, riducendo i tempi di valutazione delle linee guida di progettazione per lo stampaggio a iniezione da giorni a ore. I prodotti con pareti uniformi dimostrano un processo di stampaggio più prevedibile, riducendo il tasso di scarto fino al 65% .
Angolo di pescaggio ottimale (minimo 1,5°)
L'utilizzo di un angolo di sformo minimo di 1,5° è essenziale nella progettazione della geometria delle superfici verticali per garantire una rimozione efficace dei pezzi stampati senza danni. Uno sformo insufficiente provocherà graffi sulla finitura e tempi di ciclo più lunghi a causa di un'estrazione prolungata. Per consentire una rapida realizzazione di stampaggi a iniezione personalizzati , è importante disporre di un angolo di sformo adeguato.
Evitare cavità profonde e angoli acuti
Le sezioni profonde e i bordi interni netti inducono stress e ostacolano il flusso, con conseguente riempimento parziale o tracce di bruciatura. L'utilizzo di transizioni arrotondate e la riduzione della geometria profonda contribuiscono a una migliore compensazione del ritiro nello stampaggio a iniezione . I preventivi accurati vengono forniti fin dall'inizio perché la complessità degli stampi e dei materiali viene considerata fin dalle prime fasi del processo di analisi.
Ritiro del materiale e complessità dell'azione collaterale
I materiali presentano diversi coefficienti di ritiro (ad esempio, 0,5% per l'ABS rispetto al 2,0% per il POM ) e le parti soggette ad azione laterale richiedono una lavorazione più complessa. Identificare le proprietà di ritiro dei materiali e degli elementi soggetti ad azione laterale prima della progettazione consente di eseguire preventivamente un'analisi delle tolleranze di stampaggio a iniezione . In questo modo si evitano aumenti imprevisti del preventivo, garantendo il rispetto del budget e riducendo le negoziazioni di oltre il 40% .
Questo risultato si ottiene integrando fin da subito considerazioni DFM (Design for Manufacturing) per gestire aspetti quali deformazione, espulsione e caratteristiche del materiale . Ciò significa ottenere un preventivo basato su costi di produzione accurati, anziché su scenari ipotetici. L'implementazione dei principi qui discussi consentirà di risparmiare fino al 70% di cicli di revisione e di ridurre significativamente i tempi di campionatura, permettendo di raggiungere la garanzia di qualità dello stampaggio a iniezione fin dalla prima presentazione.
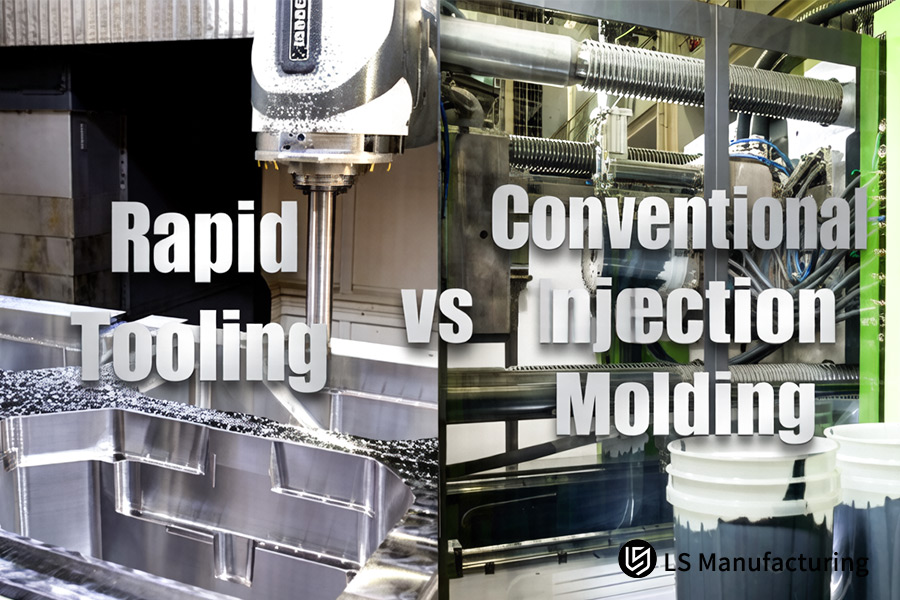
Figura 3: La prototipazione rapida a confronto con lo stampaggio convenzionale presenta modelli in cera fresati per la prototipazione accanto a una linea di produzione di secchi in HDPE.
È possibile che le opzioni di produzione a basso volume soddisfino i rigorosi requisiti dei test ASTM senza deformazioni?
La produzione a basso volume che utilizza processi di stampaggio a iniezione di livello industriale può facilmente soddisfare le rigorose specifiche ASTM senza deformazioni, grazie al controllo preciso del flusso della resina, della pressione e della temperatura. A differenza della fusione sottovuoto, che crea porosità e giunzioni deboli tra gli strati, si ottengono componenti in grado di superare direttamente i test funzionali sotto carichi elevati.
Real Resin Flow vs. Vacuum Casting
- Principio del processo: utilizza veri e propri granuli alimentati nelle viti durante l'iniezione, anziché la colata di resina liquida. La porosità e le linee di adesione deboli che causano il deterioramento precoce dei pezzi durante l'utilizzo non sono più un problema.
- Prestazioni di trazione: il PA66+30%GF raggiunge una resistenza alla trazione minima di ≥160 MPa secondo la norma ISO 527, pari a quella dei componenti fabbricati. Ciò consente tempi di consegna rapidi per lo stampaggio a iniezione personalizzato di prototipi strutturali.
- Stabilità termica: la temperatura di deflessione termica dei componenti in PC è di 132 °C (1,82 MPa) secondo la norma ASTM D648, che è ben al di sopra del limite del poliuretano colato sottovuoto a 80 °C .
Parametri di processo controllati per la prevenzione della deformazione
- Pressione di iniezione: controllata tra 80 e 120 MPa per ottenere il riempimento completo della cavità, evitando al contempo un eccessivo riempimento. Garantisce che non si sviluppino tensioni residue dovute a un'iniezione eccessiva.
- Temperatura dello stampo: mantenuta a 90 °C per il PC e a 110 °C per il PA66+30%GF , garantendo una cristallizzazione uniforme ed evitando ritiri differenziali.
- Risultato: L'appiattimento del pezzo raggiunge ±0,1 mm su una distanza di 200 mm, come verificato tramite la prova di resistenza alla trazione per stampaggio a iniezione ISO 527.
Ottimizzazione specifica per materiale
- Orientamento delle fibre di vetro: grazie alla posizione del punto di iniezione e ai conduttori di flusso, lo stampo allinea le fibre per un orientamento portante, migliorando l'efficienza dell'orientamento delle fibre nello stampaggio a iniezione . Si ottengono pezzi con un modulo di elasticità costante ( E = 9 GPa per PA66+30%GF ).
- Compensazione del ritiro: lo stampo tiene conto del ritiro anisotropo ( 0,3% - 0,8% ). In questo modo si ottengono prodotti stampati precisi, conformi alle specifiche di tolleranza indicate nel file CAD, senza necessità di ulteriori rifiniture.
- Consegna: L'intero processo di impostazione viene completato in 7 giorni, consentendo di ottenere campioni di prova certificati con tempi di consegna inferiori a 10 giorni .
L'utilizzo dello stampaggio a iniezione di livello industriale , anziché della fusione sottovuoto con parametri controllati, consente di ottenere componenti conformi alle specifiche ASTM D648 e ISO 527, senza problemi di deformazione. Il flusso effettivo della resina, il controllo della temperatura/pressione e la modellazione dell'orientamento delle fibre garantiscono proprietà meccaniche coerenti con quelle dei componenti prodotti in serie. In questo modo, è possibile essere certi che le informazioni sulla deflessione termica dello stampaggio a iniezione siano valide anche per i componenti prodotti in volumi ridotti.
In che modo la geometria avanzata dei canali di raffreddamento accelera i tempi di consegna dello stampaggio a iniezione personalizzato?
La geometria avanzata dei canali di raffreddamento, grazie al raffreddamento conformale, riduce il tempo di raffreddamento per ciclo singolo da 35 a 11 secondi , raddoppiando la produttività per turno. Eliminando i punti caldi intrappolati negli angoli della cavità, si ottengono pezzi con stress termico minimo e senza rilavorazioni, accelerando direttamente i tempi di consegna dello stampaggio a iniezione personalizzato e migliorando l'efficienza dei costi .
| Parametro | Raffreddamento convenzionale con fori dritti | Raffreddamento conformale (incollaggio per diffusione / stampa 3D) |
| Percorso del canale di raffreddamento | Lineare, limitato dall'accesso di perforazione | Curva, segue esattamente il contorno della cavità |
| Eliminazione dei punti critici | Scarso; gli angoli accumulano calore | Eccellente; estrazione del calore uniforme su tutta la superficie |
| Tempo di raffreddamento a ciclo singolo | 35 secondi | 11 secondi |
| Linea di base per la riduzione del tempo di ciclo | Media di settore (Tecnologia delle materie plastiche 2025) | 68% più veloce rispetto al metodo di riferimento convenzionale |
| Produzione per turno (8 ore) | Circa 820 scatti | Circa 1.640 scatti |
| Stress termico e rischio di deformazione | Da moderato ad alto; richiede correzione post-stampaggio | Bassa; la planarità del pezzo è mantenuta entro ±0,08 mm , grazie alla progettazione del sistema di raffreddamento dello stampaggio a iniezione. |
Il raffreddamento conforme rivoluziona l'economia del ciclo produttivo riducendo i tempi di raffreddamento del 68% e raddoppiando la produttività giornaliera. I risultati sono ottenuti grazie alla riduzione dei tempi di consegna dello stampaggio a iniezione , che a sua volta riduce il costo per pezzo mantenendo una tolleranza di planarità di ±0,08 mm . Questo metodo è supportato dall'analisi del ciclo di stampaggio a iniezione a partire dal lotto di produzione iniziale.
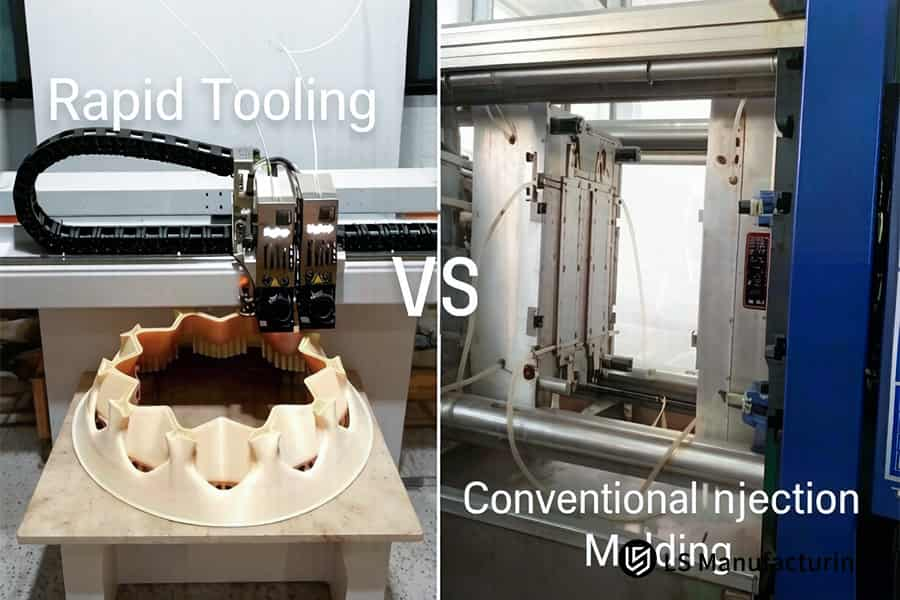
Figura 4: La prototipazione rapida rispetto allo stampaggio convenzionale presenta uno stampo dentale in resina stampato in 3D a confronto con una pressa tradizionale con stampi in metallo.
Quale framework filtra il miglior produttore di utensili ad alta velocità per il tuo progetto aerospaziale?
La selezione del miglior produttore di stampi ad alta velocità per i vostri progetti aerospaziali si basa su un processo di verifica in tre fasi: capacità delle attrezzature, controllo statistico di processo e conformità al sistema di gestione della qualità. Questo processo esclude i fornitori che utilizzano strategie di prezzo aggressive per competere. Il fornitore selezionato deve soddisfare i requisiti dimensionali secondo la norma AS9100D, elemento fondamentale per la verifica della qualità dei fornitori di stampaggio a iniezione .
Apparecchiature CNC e CMM ad alta precisione
Ogni macchina CNC e CMM deve avere un valore superiore a 250.000 dollari e una precisione di posizionamento ≤±0,003 mm . Tale requisito garantisce che la geometria aerospaziale – nervature sottili, raggi di curvatura acuti e cavità profonde – possa essere lavorata al primo tentativo. Se il fornitore non possiede tale capacità, i componenti aerospaziali non potranno essere conformi agli standard richiesti per lo stampaggio a iniezione in ambito aerospaziale .
Disponibilità in tempo reale dei dati SPC e CPK
Richiedi report di controllo statistico di processo in tempo reale con CPK ≥1,67 per le dimensioni critiche. La tua prova oggettiva che il processo rimane stabile durante i cicli di produzione, e non solo durante l'ispezione del primo articolo. In mancanza di ciò, il confronto convenzionale dei costi di stampaggio maschera il rischio reale di variazioni dimensionali durante il ciclo di produzione, esponendoti al pericolo di interrompere la linea di assemblaggio.
Certificazione IATF 16949 o AS9100D
Verificare che il fornitore sia certificato AS9100D (settore aerospaziale) o IATF 16949 (settore automobilistico) , specificando che la certificazione includa anche lo stampaggio a iniezione. I fornitori sprovvisti di un manuale di qualità cartaceo saranno esclusi, poiché gli audit richiedono un sistema di correzione documentato. Attraverso tale sistema, la capacità del processo di stampaggio a iniezione è soggetta ad audit esterni.
Utilizzate i tre criteri sopra indicati — valore delle attrezzature ≥$250.000, CPK ≥1,67 e certificazione AS9100D — per identificare i fornitori qualificati in grado di offrire servizi di stampaggio a iniezione affidabili per la vostra azienda. In questo modo, potrete garantire la tracciabilità e la prevedibilità della certificazione di qualità dello stampaggio a iniezione . Il vostro programma aerospaziale non subirà ritardi o non conformità derivanti da attrezzature a basso costo.
LS Manufacturing Aerospace Division: custodie per droni in PEEK personalizzate consegnate tramite prototipazione rapida entro 8 giorni
Un'azienda globale produttrice di droni aveva bisogno di riprogettare un involucro in PEEK in 12 giorni a causa di modifiche al progetto, laddove la realizzazione con stampi in acciaio convenzionali avrebbe richiesto 25 giorni. Il mancato lancio del prodotto avrebbe potuto costare all'azienda oltre un milione di dollari; pertanto, era necessario un processo completamente nuovo, come lo stampaggio a iniezione ad alta temperatura , per raggiungere un punto di fusione di 380 °C entro 8 giorni.
Sfida del cliente
L'involucro del drone in PEEK aveva uno spessore di parete molto sottile, pari a 0,8 mm . Inoltre, doveva presentare complessi incastri a scatto e nervature di rinforzo. Due precedenti stampisti erano convinti che la tradizionale stampatura dell'acciaio non fosse in grado di gestire questo componente alla temperatura di fusione richiesta di 380 °C ; ciò avrebbe richiesto almeno 25 giorni, superando di molti giorni le scadenze del cliente.
LS Manufacturing Solution
In appena un'ora, la simulazione DFM ha individuato le cause del problema di intrappolamento del gas. Alla terza iterazione dell'analisi del flusso, la paratoia laterale originale è stata convertita in una paratoia a ventaglio per evitare linee di stress indotte dal taglio su tutte le superfici visibili.
Per garantire un trasferimento di calore superiore rispetto all'acciaio, è stata scelta la lega di alluminio di alta gamma Alumec 89, grazie alla sua conduttività termica tre volte superiore a quella dell'acciaio, in combinazione con una lavorazione continua a 5 assi, 24 ore su 24 e senza necessità di illuminazione artificiale.
La circolazione multicanale di olio caldo ha mantenuto la temperatura dello stampo a 160 °C per lo stampaggio a iniezione di pareti sottili, al fine di raggiungere la stabilità termica necessaria per un riempimento completo e una cristallinità ottimale.
Risultati e valore
Grazie al caricamento del progetto 3D e alla spedizione finale, lo stampo è stato realizzato e ha prodotto 1.200 unità di produzione qualificate in soli 8 giorni, con una riduzione impressionante del 65% rispetto ai tempi di consegna standard del settore, pari a 25 giorni, per la produzione di utensili in PEEK.
Un'ispezione completa effettuata con una macchina di misura a coordinate 3D (CMM) ha garantito che i fori a scatto fossero perfettamente allineati entro i requisiti di tolleranza di ±0,015 mm .
Grazie al lancio e alla consegna puntuali del prodotto, il nostro cliente si è aggiudicato un ordine da 5 milioni di dollari , confermando la validità dello stampaggio a iniezione di PEEK tramite la realizzazione rapida di stampi in alluminio.
Come illustrato sopra, non occorrono 25 giorni per lo stampaggio a iniezione di alloggiamenti in PEEK da 0,8 mm se si dispone dei materiali appropriati (Alumec 89), sistema di azionamento (fan gate) e controllo della temperatura ( circolazione dell'olio a 160 °C ). Bastano solo 8 giorni per la consegna di componenti conformi agli standard aerospaziali, garantendo lanci di programmi senza rischi del valore di milioni di dollari. Questo è il tipo di competenza ingegneristica che LS Manufacturing offre ai suoi clienti.
Riduci i tempi di consegna dei tuoi alloggiamenti in PEEK da 25 a 8 giorni. Per valutare una soluzione di stampaggio rapido in alluminio per il tuo progetto, contatta la nostra divisione aerospaziale per una valutazione di fattibilità e un preventivo con tempi di consegna garantiti.

FAQ
1. Qual è la durata massima garantita degli utensili per la prototipazione rapida rispetto ai servizi di stampaggio a iniezione convenzionali?
Se per la progettazione rapida degli stampi si utilizzano leghe di alluminio di grado aerospaziale, sono garantiti almeno da 10.000 a 50.000 cicli; in alternativa, optando per stampi in acciaio dolce pre-temprato, si possono prevedere oltre 100.000 cicli di iniezione stabili e precisi. Scegliete la durata degli stampi più adatta al vostro programma: 50.000 cicli con alluminio o oltre 100.000 con acciaio pre-temprato. Per definire la strategia ottimale, contattate il nostro team di ingegneri per una valutazione della selezione dei materiali e un preventivo personalizzato .
2. Quanto capitale iniziale si può risparmiare grazie a un'analisi rapida del ROI dello stampaggio a iniezione?
Secondo analisi e valutazioni ingegneristiche, la prototipazione rapida per piccoli lotti consentirà di risparmiare dal 50% al 70% sull'investimento iniziale rispetto ai tradizionali stampi in acciaio temprato a cavità multiple, quando la produzione di meno di 5.000 pezzi unitari è in grado di ridurre l'investimento iniziale di capitale dal 50% al 70%.
3. I servizi di stampaggio con tempi di consegna inferiori a 10 giorni possono gestire materiali ignifughi come UL94 V0?
Sì, il rapido processo di produzione di LS Manufacturing funziona perfettamente con le materie plastiche tecniche utilizzate nella produzione di massa , tra cui il Sabic Lexan PC, che è classificato UL94 V0 per la resistenza alla fiamma e la biodegradabilità, garantendo così che i prototipi superino rigorosi test di sicurezza antincendio e normativi in condizioni fisiche avverse.
4. Perché i modelli convenzionali di confronto dei costi di stampaggio sono fuorvianti per la produzione di piccoli volumi?
Poiché la maggior parte dei modelli di valutazione non tiene conto dei costi intangibili associati ai 30 giorni di tempo di consegna dei processi di produzione convenzionali e non considera nemmeno i notevoli vantaggi economici offerti dallo stampaggio rapido, in particolare l'eliminazione dei costi di manodopera necessari per riattrezzare gli stampi ed effettuare prove su piccoli lotti.
5. Quali criteri devono essere specificati in un preventivo per lo stampaggio a iniezione di dispositivi medici con tempi di consegna brevi?
Un preventivo corretto per un progetto di stampaggio a iniezione rapido di dispositivi medici deve includere informazioni sulla tracciabilità dei lotti di materie prime utilizzati, la composizione chimica del materiale dello stampo, i tempi di processo DFM necessari, una cronologia giornaliera a partire dal primo test di stampaggio fino al controllo qualità finale (FQC) della fase di spedizione, insieme ai costi di conformità dell'imballaggio secondario in un ambiente di camera bianca.
6. Come fa un produttore di stampi ad alta velocità a controllare le tolleranze dimensionali standard per i componenti in PEEK?
LS Manufacturing impiega la lavorazione CNC a 5 assi con una notevole rigidità del mandrino e una specifica messa a punto del processo. In combinazione con il controllo termico conformale multicanale nello stampo, ci consente di mantenere la coassialità dei componenti delle boccole in PEEK per alte temperature con una precisione elevatissima di ±0,02 mm .
7. Sono consentite modifiche al progetto ingegneristico dopo la fase iniziale di impostazione rapida dello stampaggio a iniezione personalizzato?
Le modifiche, nella misura in cui sono necessarie, si verificheranno sicuramente. Sfruttando i vantaggi offerti dalle proprietà fisiche degli stampi rapidi in alluminio, che ci consentono di eseguire fresature CNC di precisione micrometrica, è diventata prassi comune per noi utilizzare tolleranze "Metal Safe". Ciò ci permette di apportare modifiche rapide ed economiche alle nervature o agli spessori delle pareti entro 48 ore .
8. La vostra strategia per ridurre i tempi di consegna dello stampaggio a iniezione include report di prove non distruttive?
Senza dubbio. Il processo di evasione degli ordini per qualsiasi prodotto offerto da LS Manufacturing include gratuitamente un report CMM (macchina di misura a coordinate) sulle dimensioni geometriche, un'analisi gratuita dei materiali conformi alla normativa RoHS e immagini gratuite del test NDT a raggi X che garantiscono l'assenza di vuoti interni.
Riepilogo
La prototipazione rapida digitale non è una soluzione economica da utilizzare solo in casi eccezionali ; si tratta di un metodo di produzione ad alta tecnologia che supera il limite di ciclo di 10 giorni e riduce significativamente le spese in conto capitale nella produzione di piccoli lotti. Grazie alla lega di alluminio Alumec 89 e alle tecnologie di lavorazione flessibile a 5 assi, LS Manufacturing può supportare le aziende del settore dei droni e della sanità nella gestione dei cambi stampo, consentendo tolleranze fino a ±0,015 mm . Se siete dirigenti che devono valutare velocità, costi e qualità OEM, allora dovreste assolutamente scegliere il servizio di prototipazione rapida digitale.
Non perdere nessuna opportunità a causa di tempi di stampaggio prolungati. Hai bisogno di campioni di qualità entro 10 giorni? Inviaci il tuo file CAD 3D per ricevere un'analisi DFM immediata. In sole 2 ore dal caricamento dei dati, riceverai una proposta comprensiva di analisi del flusso e raccomandazioni sulla posizione dei punti di iniezione, insieme a un preventivo competitivo per lo stampaggio a iniezione rapido .
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com

