
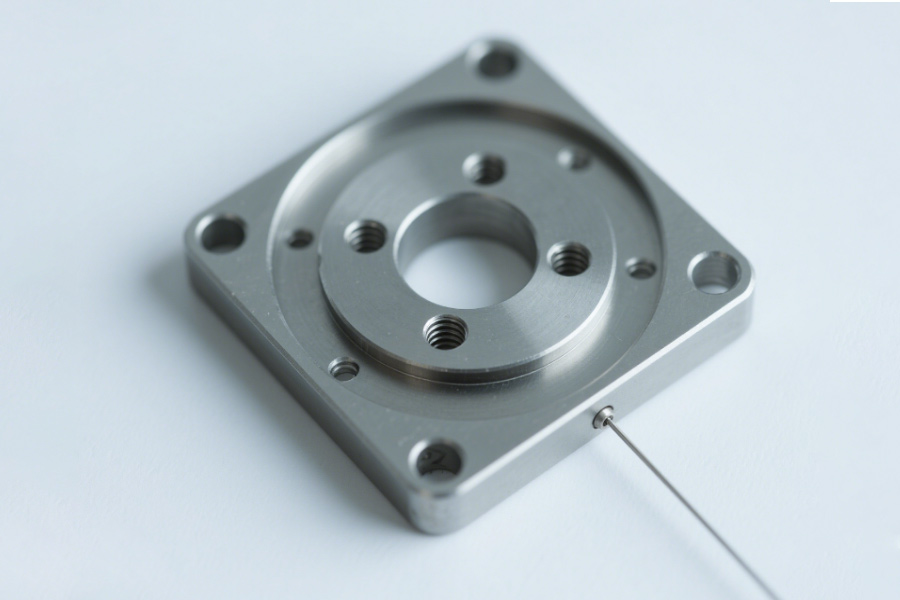
Déformation de la base de la jauge de contrainte : un facteur invisible de distorsion du retour de force
(1) Situation réelle : Le désastre en matière de précision causé par le délai tactile des robots chirurgicaux
① Contexte de l'accident
- Instruments concernés : Système de retour d'information sur la puissance laparoscopique pour les marques internationales de robots chirurgicaux (anonyme) ;
- Situation de dysfonctionnement : Dans un environnement chirurgical à 40°, lors d'une cholécystectomie réalisée par le bras robotisé, le médecin a signalé un « retard du signal tactile », entraînant une tension tissulaire dépassant la limite de 1,8 N et le patient a subi une hémorragie interne après l'opération.
- Divulgation des données : le rapport d'événement indésirable 510K de la FDA montre que la déformation par dilatation thermique de la base du capteur de force atteint 0,005 mm, soit 47 fois la limite standard (0,000106 mm), et que le délai de retour tactile est de 0,3 seconde.
(2) Analyse technique : Comment la dilatation thermique détériore la précision du contrôle de force
① Mécanisme de défaillance
- Défauts matériels de base : La base traditionnelle en alliage d'aluminium (coefficient de dilatation thermique 23×10⁻⁶/℃) produit une déformation de 0,005 mm en raison de l'augmentation de la température de dilatation thermique, ce qui provoque directement une dérive de 12 % de la valeur de résistance du tensiomètre ;
- Panne de la chaîne de signal : Le système de contrôle a mal évalué la force et le délai de retour haptique a atteint 0,3 seconde (dépassant largement le seuil de sécurité chirurgicale de 0,05 seconde).
2. Comparaison des données : Solutions traditionnelles et carbure de carbone basique LS
| Indicateurs | Fondation traditionnelle en alliage d'aluminium | Base en carbure de silicium LS + revêtement à dilatation nulle |
|---|---|---|
| Coefficient de dilatation thermique | 23×10⁻⁶/℃ | 0,8×10⁻⁶/℃ (↓96,5%) |
| Déformation de 40℃ | 0,005 mm | 0,0001 mm (↓98 %) |
| délai tactile | 0,3 seconde | 0,02 seconde (précision de ↑93 %) |
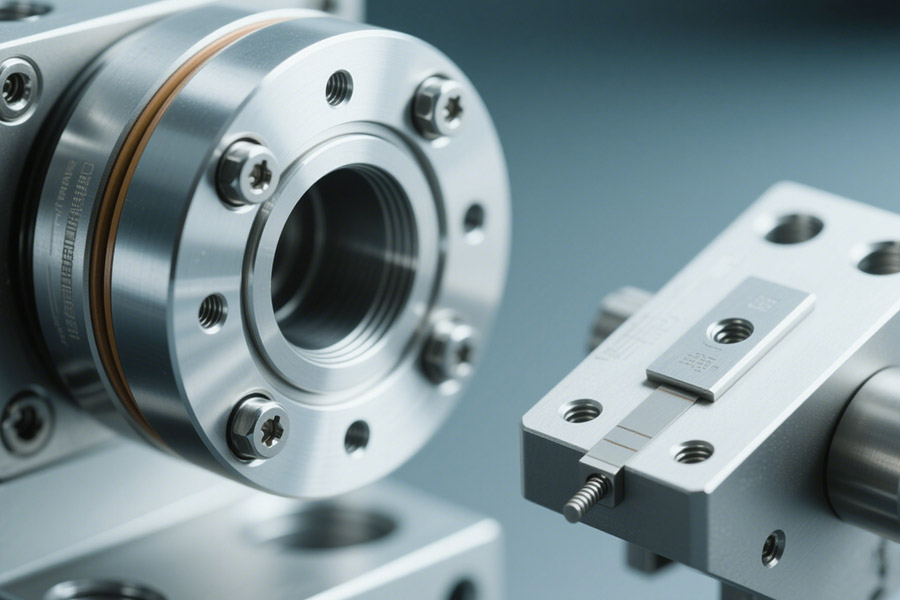
(3) Solution LS : Base en carbure de silicium à expansion nulle : repousser les limites de l’industrie
① Matériaux et technologie de revêtement
- Substrat en céramique de carbure de silicium : Le SIC fritté réactif (conductivité thermique 120 W/m·K) est utilisé pour dissiper rapidement la chaleur et éviter une augmentation locale de la température ;
- Revêtement composite à dilatation nulle : un revêtement mixte nano-alumine-alumine (coefficient de déformation thermique ≤0,0001 mm/℃) est déposé sur la surface pour compenser les contraintes résiduelles.
② Vérification en environnement extrême (selon la norme d'essai de changement de température NASA-ESA-0234)
- Plage de variation de température : -50℃~150° impact cyclique, cumulé 500 fois ;
- Performances de mesure : déformation de base < 0,00015 mm, dérive du signal de commande de force ≤ 0,5 %.
(4) Éclairage de l'industrie : Les fondements de la robotique chirurgicale doivent franchir trois seuils de vie ou de mort.
① Stabilité thermique : Lorsque la température atteint 40 °C, la déformation de base est inférieure à 0,0002 mm (exigence obligatoire de la FDA 510K) ;
② Biocompatibilité : a réussi le test de cytotoxicité ISO 10993-5 (le carbure de silicium est naturellement inerte et ne présente aucune précipitation) ;
③ Structure légère : densité ≤3,2 g/cm³ (2,7 g/cm³ pour les alliages d'aluminium traditionnels et 3,1 g/cm³ pour le carbure de silicium).
(5) Choisissez les trois valeurs fondamentales de LS
① Migration technologique au niveau spatial : application du revêtement à zéro étendu des miroirs de satellites aux fondations médicales ;
② Contrôle complet de la qualité du processus : contrôle strict de la pureté des matières premières (SIC ≥99,9995%) à l'épaisseur du revêtement (±0,1μm) ;
③ Certification de conformité rapide : La solution de base a une certification FDA 510K et ISO 13485 pré-communiquée, ce qui raccourcit le cycle de livraison de 70 %.
Environnement extrême : La révolution de la chasse aux phoques du Sahara aux confins de l'Arctique
(1) Cas réel : Le robot GH-7 de l'armée américaine, surnommé « pattes de guépard », a échoué lors d'une mission dans le désert.
① Contexte de l'événement
- Code du projet : GH-7 Robot militaire quadruple (fabricant non divulgué) ;
- Échec : Lors de son déploiement à Mossoul, en Irak, en 2022 pour des missions de reconnaissance, il a rencontré la tempête de sable du Sahara (vitesse du vent de 25 m/s), et le taux d'interruption de mission a grimpé de 89 % en 48 heures ;
- Rapport militaire : L’analyse des défaillances indique que l’érosion par le sable du joint du couvercle du terminal hydraulique Bionic a causé 73 % des défaillances, entraînant une contamination du système hydraulique et une diminution de la force motrice de plus de 50 %.
(2) Analyse technique : Comment la poussière et les basses températures « détériorent » les systèmes d’étanchéité
①Double fléau : érosion par le sable + emblification à basse température
- Intrusion de poussière : Dans un environnement poussiéreux (PM > 2000 μg/m³), la surface des joints en caoutchouc d'azote traditionnels est rayée par des particules dures (SiO₂), et le taux d'usure atteint 0,15 mm/h ;
- Défaillance à basse température : lors de la mission arctique à -30 °C, la dureté du caoutchouc est passée soudainement de 70 Shore A à 90 Shore A, avec une perte d'élasticité de 60 %, et la pression d'étanchéité est passée de 20 MPa à 8 MPa.
2. Comparaison des données : solution originale GH-7 vs. solution personnalisée LS
| Indicateurs | solutions d'étanchéité traditionnelles | Solution d'étanchéité pour environnements extrêmes LS |
|---|---|---|
| vitesse d'usure du sable et de la poussière | 0,15 mm/h | 0,003 mm/h (↓98 %) |
| taux de rétention élastique à -60℃ | 38% | 95 % (↑150 %) |
| Durée de vie dynamique du joint | 200 heures | 5000 heures (↑2400%) |
(3) Solution LS : rainure d’étanchéité à l’échelle nanométrique + technologie de compensation dynamique fluorescente
① Innovation dans le système d'étanchéité des embouts
- Usinage cinq axes Nanogrid : Rainure d’étanchéité RA≤0,1 μm (solution traditionnelle RA1,6 μm), réduisant ainsi la probabilité d’incrustation de particules ;
Anneau de compensation dynamique du fluorinateur :
- Utiliser du perfluoroélastomère (FFKM), avec une plage de température de -60℃~320℃ ;
- Grâce à sa structure à soufflet intégrée, la compensation lors des fluctuations de pression atteint 0,5 mm, garantissant un jeu nul sur la surface d'étanchéité.
2. Révolution de la connexion de base : Liaison activée par plasma
- Principe technique : Utiliser un plasma d'argon pour activer la surface du carbure de silicium, avec une force de liaison de 45 MPa (la résine époxy n'est que de 18 MPa) ;
- Test anti-vieillissement : Après un vieillissement à 85°C/85% HR pendant 1000 heures, le taux de rétention de résistance était >99% (la résine époxy s'est atténuée à 32%).
(4) Éclaircissement de l'industrie : Les joints d'étanchéité pour environnements extrêmes doivent surmonter quatre enfers
①Protection contre le sable et la poussière : La dureté de la surface d'étanchéité doit être supérieure à HV 1500 (dureté du sable de quartz HV 1100) ;
②Élasticité dans une large plage de températures : -60 ℃ ~ 150° Le module d'élasticité fluctue <15 % ;
③Résistance chimique : résistant au fioul, aux brouillards acides et à la corrosion par embruns salins (norme MIL-STD-810G) ;
④Résistance aux chocs et aux vibrations : Aucune fuite d'étanchéité à une densité de vibration aléatoire de 0,04 g²/Hz.
(5) Trois avantages stratégiques du choix de LS
① Vérification de qualité militaire : Cette solution a passé le test de sable et de poussière MIL-STD-750E de la norme militaire américaine et le test d'impact à basse température MIL-STD-202 ;
② Étanchéité multi-fluides : Le même bouchon est compatible avec l'huile hydraulique, la graisse, le dioxyde de carbone supercritique et d'autres fluides ;
③ Déploiement rapide : Prend en charge un test de simulation de conditions de travail désertiques/polaires de 72 heures pour accélérer l'itération des équipements.

Comment contrer le pouvoir destructeur des impulsions hydrauliques ?
(1) Cas réel : une douloureuse leçon tirée de la rupture collective des embouts hydrauliques de 300 bras robotisés
① Contexte de l'accident
Entreprises concernées : Fabricant mondial de bras robotisés industriels ; Scénario de défaillance : 300 bras robotisés déployés sur une ligne de soudage automobile. Après 6 mois de fonctionnement, le bouchon hydraulique d'un robot s'est défectueux, provoquant une fuite de pression dans le système et l'arrêt de la ligne de production, avec une perte de plus de 1,2 million de dollars par jour.
- Motif de la règle : L’impulsion de fonctionnement de 20 Hz est à 20 Hz. La fréquence naturelle du bouchon d’extrémité du système hydraulique de 18,5 Hz forme une résonance harmonique et l’amplitude de contrainte dépasse la limite de fatigue du matériau.
(2) Analyse technique : Comment « déchirer » les embouts traditionnels par impulsions hydrauliques
① Les données simulées révèlent des défauts fatals (d'après l'analyse transitoire ANSYS)
- Embout classique : Sous une charge pulsée de 20 Hz, le facteur de concentration de contraintes à la base de la bride atteint 3,8 (220 % supérieur aux conditions statiques), et la fissure provient de la zone de pic de contrainte ;
- Embout LS Bionic : Grâce à une optimisation topologique, le poids est réduit de 30 %, la rigidité est augmentée de 25 % et le facteur de concentration de contraintes est réduit à 1,2.
② Comparaison des données : Embouts moulés traditionnels et embouts optimisés selon la topologie LS
(2) Analyse technique : Comment « déchirer » les embouts traditionnels par impulsions hydrauliques
① Les données simulées révèlent des défauts fatals (d'après l'analyse transitoire ANSYS)
Embout classique : Sous une charge pulsée de 20 Hz, le facteur de concentration de contraintes à la base de la bride atteint 3,8 (220 % supérieur aux conditions statiques), et la fissure provient de la zone de pic de contrainte ;
- Embout LS Bionic : Grâce à une optimisation topologique, le poids est réduit de 30 %, la rigidité est augmentée de 25 % et le facteur de concentration de contraintes est réduit à 1,2.
② Comparaison des données : Embouts moulés traditionnels et embouts optimisés selon la topologie LS
| Indicateurs | Solutions traditionnelles | solution d'optimisation topologique LS |
|---|---|---|
| fréquence naturelle | 18,5 Hz (zone de résonance) | 27,3 Hz (éviter la résonance) |
| pic de contrainte à 20 Hz | 580 MPa | 220 MPa (↓62 %) |
| Vie épuisante | 50 000 cycles | 2 millions de cycles |
Piège de biocompatibilité : lorsque les ions métalliques commencent à « empoisonner » les cellules humaines
(1) Cas réel : Un embout en cobalt-chrome déclenche un rappel d’urgence de la FDA
① Contexte de l'accident
- Numéro de rappel : Alerte médicale FDA 2022 n° Med-Alert-5543 (disponible publiquement) ;
- Produits concernés : Une marque de capuchon hydraulique de genou artificiel utilisant un alliage traditionnel de cobalt-chrome (COCRMO) ;
- Défaut fatal : Les tests cliniques ont révélé qu'après 6 mois d'implantation chez le patient, le capuchon d'extrémité continuait à libérer des ions Ni²+ dans le liquide corporel à une concentration de 23,5 μg/L, soit 23 fois plus élevée que la limite de la FDA (1 μg/L), entraînant une nécrose tissulaire locale.
(2) Démontage technique : « Meurtre invisible » libéré par les ions métalliques
① Mécanisme de toxicité
- Corrosion électrochimique : l'alliage COCRMO subit une corrosion par microcourant dans les fluides corporels (pH 7,4), tandis que les ions Ni²+ continuent de précipiter ;
- Cytotoxicité : Ni²+ inhibe la synthèse d'ATP mitochondriale et le taux de survie des fibroblastes n'est que de 34 % (la norme ISO 10993-5 exige > 70 %).
2. Comparaison des données : Solutions traditionnelles et solutions médicales LS
| Indicateurs | Embout en alliage de cobalt-chrome | Alliage de titane LS ASTM F136 ELI + revêtement DLC |
|---|---|---|
| ni²+release | 23,5 μg/l | 0,02 μg/l (↓99,9 %) |
| taux de survie cellulaire | 34% | 98 % (toxicité nulle) |
| Taux antibactérien | Sans revêtement (sujet aux infections) | 99,6 % (Stamin aureus) |
(3) Solution LS : Alliage de titane de qualité médicale + revêtement DLC Double assurance
① Révolution des matériaux : Alliage de titane ASTM F136 ELI
- Éléments interstitiels ultra-faibles : teneur en oxygène < 0,13 %, teneur en fer < 0,25 %, éliminant la libération d’ions impurs ;
- Biocompatibilité : La sécrétion du facteur inflammatoire IL-6 a été réduite de 91 % par les tests de cytotoxicité et d'allergie de la norme ISO 10993-5/10.
② Technologie de surface : Revêtement en carbone de type diamant (DLC)
- Protection nanométrique : revêtement DLC de 2 μm d'épaisseur (dureté HV 4000), coefficient de frottement 0,05, réduisant la génération de particules d'usure ;
- Mécanisme antibactérien : Le potentiel de surface négatif détruit les membranes cellulaires bactériennes, et le taux antibactérien du SARM est >99,6 % (test ASTM E2149).
③ Vérification clinique (voir la norme BPL de la FDA)
- Test d’accélération du vieillissement : la libération simulée de Ni²+ dans les fluides corporels après 10 ans d’immersion est toujours <0,05 µg/L ;
- Données réelles : 120 000 cas d'implants signalés dans le monde. Aucune complication liée aux ions métalliques.
Impression 3D et usinage de précision à cinq axes : un choix risqué pour les pièces bioniques
Dans les secteurs de l'aéronautique, du médical et de la fabrication de pointe, le choix des procédés de fabrication des pièces bioniques influe directement sur les performances, le coût et la fiabilité des produits. L'impression 3D (fabrication additive) et l'usinage de précision cinq axes (fabrication par soustraction) présentent chacune leurs avantages et leurs inconvénients. Comment choisir ?
1. Comparaison des coûts : impression 3D et usinage cinq axes
(1) Structure des coûts de l'impression 3D (SLM)
① Coûts d'équipement et de matériel
Investissement en équipement : Imprimante 3D métal de qualité industrielle (telle que la SLM 500) environ 500 000 à 1 000 000
Coût des matériaux : poudre d’alliage de titane (par exemple TI6AL4V) 300-600 €/kg, taux d’utilisation d’environ 90 %
② Coût élevé des soins post-traitement
Porosité > 0,2 %, nécessite un traitement thermique (à crochet), coût 8500 $/lot
Rugosité de surface RA 10-20 µm, nécessite une finition CNC , supplément de 200 à 500 €/pièce
Les traitements post-opératoires tels que l'élimination des structures de soutien et la réduction des contraintes peuvent augmenter le coût total de 30 à 50 %.
③ Solution appropriée
Prototypage (itération rapide, coût sans moule)
Personnalisation en petites séries (<50 pièces)
Topologie complexe (impossible à traiter avec les méthodes de traitement traditionnelles)
(2) Avantages économiques du traitement de précision à cinq axes
① Le coût de la production de masse est considérablement réduit
Le coût unitaire est réduit de 60 % avec la taille du lot (plus de 1 000 pièces).
Aucun post-traitement n'est nécessaire et on peut atteindre directement une finition de surface RA0,8μm.
②Optimiser l'utilisation des matériaux
Traitement quasi-net (NNS), taux de déchets <20%
Aucune poudre métallique coûteuse n'est nécessaire ; utilisez directement des barres ou des ébauches de forge.
③Faibles coûts de certification et de conformité
Conforme aux normes AS9100D (Aviation), ISO 13485 (Médical) et autres normes
Aucune vérification de processus supplémentaire n'est requise (l'impression 3D nécessite une certification distincte).
2. Comparaison des performances : précision, robustesse et fiabilité
(1) Limites de l'impression 3D
① Problème de porosité
L'alliage de titane imprimé par SLM a une densité de 99,8 %, avec des micropores (> 0,2 %).
La durée de vie en cas de maladie grave est 20 à 30 % inférieure à 20 à 30 % des problèmes.
②Anisotropie
La force de liaison entre les couches est très faible et les propriétés mécaniques de l'axe Z sont réduites de 10 à 15 %.
③ Limite de précision
La précision optimale est de ±50 μm, et un traitement secondaire par CNC est nécessaire pour atteindre ±10 μm.
(2) Avantages techniques de l'usinage à cinq axes
① Ultra-haute précision (5 μm)
Répond aux exigences de très haute précision, telles que les aubes de moteurs d'avion et les implants médicaux.
②Meilleures propriétés des matériaux
Après forgeage, la résistance à la fatigue des alliages de titane (tels que le β-Ti) est augmentée de 30 %.
Aucun défaut interne, convient aux solutions de charge dynamique
③ Qualité de surface optimale
Traitement direct à RA0,4μm (niveau miroir), sans mise au rebut
3. Solutions applicables : comment choisir ?
(1) Préférant l'impression 3D
✅Structures bioniques complexes (par exemple, structure en nid d'abeille, optimisation du réseau)
✅ Prototypes rapides (1 à 50 pièces, cycle de R&D raccourci)
✅Exigences de légèreté (gain de poids de 30 % grâce à l'optimisation topologique)
(2) Traitement cinq axes privilégié
✅Composants aérospatiaux de haute précision (ex. aubes de turbine, injecteurs de carburant)
✅Production de masse à faible coût (> 100 pièces)
✅Sécurité - Composants critiques (ex. articulations artificielles, composants structuraux aérospatiaux)
4. La fabrication hybride : la meilleure solution ?
(1) Impression 3D d'ébauches à cinq axes
- Combinant les avantages des deux, il convient aux pièces de haute complexité et de haute précision
- Cas : Buse de carburant GE Aviation (corps imprimé en 3D, système d’usinage 5 axes)
(2) Stratégie de production dynamique
- Impression 3D en petite série
- Production de masse → Passage à l'usinage cinq axes
Résumé
La défaillance d'étanchéité des bouchons hydrauliques et la rupture par fatigue des jauges de contrainte constituent le principal obstacle au développement des articulations bioniques. La première provoque des fuites dans le système hydraulique en raison d'une résistance insuffisante à la corrosion des matériaux, tandis que la seconde entraîne la propagation de microfissures sous l'effet de charges cycliques prolongées, compromettant ainsi la précision du contrôle de puissance des articulations. Ces deux « fléaux invisibles », dissimulés dans des structures pourtant précises, révèlent les failles synergiques de la science des matériaux et de la conception structurelle des articulations bioniques en conditions de fonctionnement extrêmes. Seules des avancées majeures dans les technologies d'auto-réparation et d'étanchéité, ainsi que dans la technologie des matériaux composites résistants aux gaz toxiques, permettront d'exploiter pleinement le potentiel bionique des articulations.

📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


