La découpe laser de petits trous représente souvent une contrainte majeure pour les concepteurs des secteurs des semi-conducteurs, de l'aérospatiale et du médical. Les méthodes conventionnelles, comme l'électroérosion, sont trop lentes et coûteuses, et même les entreprises de découpe laser considèrent généralement le micro-perçage comme une version réduite de la découpe laser de matériaux plats. Cette approche erronée entraîne des vitesses de conicité excessives, des dommages thermiques importants qui fragilisent les matériaux et la perte de composants précieux par lots .
Notre solution s'attaque au problème fondamental de la dissipation d'énergie lors de la découpe laser. Notre système de contrôle photonique micro-nano pour la découpe laser résout ce problème en contrôlant la densité d'énergie du faisceau avec une résolution de l'ordre de la microseconde et en éliminant l'accumulation de chaleur par interférence laser femtoseconde . Ce procédé permet la création de micro-trous nets et profonds à fort rapport d'aspect, comme en témoigne l'amélioration spectaculaire du taux de conformité d'une buse d'injecteur de carburant pour l'aérospatiale , passant de 65 % à 99,2 % . Nous mettons à votre disposition cette liste de contrôle d'audit quantifiée pour vous garantir ce succès.
Découpe laser de petits trous : Guide de perçage de précision
| Défi technique | Solution de traitement laser |
| Accumulation de chaleur dans les trous profonds | L'accumulation de chaleur dans les trous profonds constitue un problème majeur, notamment dans les trous à fort rapport d'aspect , car elle peut entraîner la formation de couches refondues et de microfissures. Nous utilisons un laser pulsé pour contrôler l'apport de chaleur. |
| Contrôle de la conicité et de la rondeur | Contrôler la rectitude et la circularité des parois lors de la découpe laser de trous profonds et de petit diamètre est complexe. Nous utilisons des systèmes optiques et de mise en forme du faisceau spécialisés pour réduire la conicité des trous. |
| Éjection des matériaux et nettoyage | L'éjection efficace des matériaux en fusion provenant de puits profonds est essentielle pour éviter leur colmatage et maintenir leur propreté. Nous optimisons la pression du gaz d'assistance pour une éjection optimale. |
| Nos paramètres de processus avancés | Nous utilisons des lasers à impulsions courtes de forte puissance pour enlever de la matière des pièces à usiner avec un transfert de chaleur minimal. Ceci permet de réaliser des perçages précis et exacts dans des matériaux difficiles. |
| Tolérances spécifiques à l'application | Nous réalisons des perçages précis pour des applications telles que le refroidissement, l'injection de carburant et la filtration. Nous garantissons également des dimensions précises, soit une précision de diamètre jusqu'à ±0,025 mm . |
| Résultat : Précision fonctionnelle | Nous fournissons des micro-orifices propres et précis qui répondent aux exigences exactes de débit, de perte de charge et de filtration pour les applications critiques. |
| Résultat : Intégrité du matériau préservée | Permet un perçage avec une zone affectée thermiquement minimale, préservant ainsi la résistance et la résistance à la corrosion du matériau de découpe laser de base autour du trou. |
Nous proposons une solution à un problème spécifique : la réalisation de petits trous nets, précis et à fort rapport d'aspect dans des matériaux durs. Notre technologie laser innovante permet d'obtenir des trous parfaitement finis, sans bavure et sans dommage thermique, idéaux pour les systèmes de refroidissement critiques, les filtres et les systèmes de distribution de fluides. Votre système est ainsi garanti performant, durable et conforme aux attentes.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Des centaines d'articles sur la découpe laser de petits trous sont disponibles sur Internet. Pourquoi lire celui-ci parmi tant d'autres ? Parce que nous ne sommes pas des théoriciens, mais des praticiens. Notre entreprise est un terrain d'expérimentation réel, pas un laboratoire, où nous nous efforçons chaque jour de percer des trous à fort rapport d'aspect dans les matériaux les plus durs, sans la moindre marge d'erreur en matière de dommages thermiques ou de conicité.
Chaque recommandation est issue de cette expérience directe et pratique, et est constamment évaluée au regard des principes fondamentaux et des meilleures pratiques définis dans l'article Wikipédia , ainsi que des méthodologies les plus récentes et performantes en matière de fabrication additive . Nous avons conçu et fabriqué des injecteurs pour avions et des dispositifs médicaux, et chaque succès comme chaque échec nous a permis d'acquérir une connaissance précise des spécifications pour travailler l'Inconel et des subtilités liées au maintien d'une conicité de ±0,5° dans le titane .
Au fil des ans, nous avons fabriqué des dizaines de milliers de pièces percées avec précision pour nos clients. Chaque pièce réalisée a été pour nous une source d'apprentissage précieuse, et les informations et recommandations que nous vous proposons ici ne sont pas de simples citations théoriques tirées d'un manuel ; il s'agit des protocoles concrets que nous utilisons pour garantir la réussite de votre pièce dès le premier essai.

Figure 1 : Découpe laser de micro-trous à rapport d'aspect élevé dans de l'acier inoxydable pour la fabrication de composants électroniques.
Pourquoi choisir un service professionnel de découpe laser de petits trous pour résoudre les problèmes de conicité ?
Le principal défi du découpage laser de petits trous réside dans la réduction de la conicité inhérente, car celle-ci influe considérablement sur la régularité d'écoulement des pièces fluides de précision. Notre solution repose sur un système de contrôle photonique de précision qui convertit l'énergie lumineuse en une géométrie précise. Cette approche permet de corriger directement l'effet d'entonnoir et d'assurer ainsi une fiabilité fonctionnelle optimale.
Au-delà du simple piercing : la stratégie de trépanation
Nous évitons le perçage par percussion classique , susceptible d'entraîner une conicité. Notre système utilise plutôt un trépanage contrôlé où le faisceau laser suit la circonférence du trou final. Ceci garantit une coupe mécanique avec un effet thermique minimal, créant une paroi quasi verticale, gage d'un excellent contrôle de la conicité.
Compensation optique dynamique pour les murs verticaux
Même lors du trépanage, l'absorption d'énergie peut varier selon la profondeur. Notre système est capable de modifier dynamiquement et en temps réel l'angle d'incidence du perçage laser en profondeur . Par exemple, pour maintenir un angle de paroi supérieur à 89,5 degrés dans une plaque d'acier inoxydable de 2,0 mm d'épaisseur, une compensation de ±5 degrés est appliquée.
Surveillance en cours de fabrication pour une géométrie garantie
Cela nécessite une vérification en temps réel. Nous intégrons également un système de vision coaxiale qui contrôle le profil du trou à différentes étapes du processus de micro-perçage laser . Ce retour d'information permet un ajustement instantané des paramètres afin de garantir que la géométrie souhaitée est non seulement obtenue, mais aussi parfaitement conforme aux attentes.
De la géométrie à la performance fonctionnelle
La validation fonctionnelle est la dernière étape. Un trou de 0,15 mm de diamètre et d'une verticalité de 89,5° est comparé à un autre trou de mêmes dimensions mais d'une verticalité de 85°, ce qui révèle une différence significative du coefficient d'écoulement laminaire. Nous mesurons les performances et établissons une corrélation directe entre les résultats obtenus grâce à notre service de perçage laser de précision et le fonctionnement du système. Ce processus élimine efficacement pour nos clients les réglages ultérieurs du système et les variations de performance.
Ce document décrit une méthodologie permettant d'orchestrer l'énergie photonique avec précision. Notre méthodologie de découpe laser de petits trous transforme le processus, passant d'une approche géométrique à une approche de dynamique des fluides. La pertinence de cette approche est illustrée par notre choix d'utiliser la compensation angulaire plutôt que le post-traitement : cette méthode garantit la cohérence de la dynamique des fluides dès le départ et témoigne de notre expertise technique.

Comment un service de découpe laser de précision peut-il contrôler la ZAT sans altérer les propriétés des matériaux ?
Dans la découpe laser de pièces de précision , notamment lorsque la précision est primordiale, la zone affectée thermiquement (ZAT) issue du processus de découpe laser peut constituer une cause majeure de défaillance. Notre service de découpe laser de précision résout ce problème en proposant un changement de paradigme : passer d’un processus d’ablation thermique à un processus d’ablation photophysique. Ce dernier permet d’obtenir une ZAT inférieure à 5 µm, contre 50 µm pour un processus nanoseconde. Notre procédé préserve ainsi les propriétés fondamentales des matériaux.
Le changement de paradigme : de l'interaction thermique à l'interaction athermique
- Mécanisme de base : Utilisation d'impulsions ultracourtes ( femtosecondes ).
- Comment ça marche : Chaque impulsion a une durée inférieure au temps nécessaire au transfert d'énergie par la chaleur vers la structure cristalline des matériaux .
- Résultat : Ablation directe du solide au plasma, permettant un véritable usinage à froid sans les microfissures causées par la fusion et la resolidification.
Fourniture d'énergie de précision pour une élimination contrôlée
- Contrôle de l'énergie : Fluence ( énergie par unité de surface ) contrôlée avec précision au point focal.
- Résultat du processus : Garantir que l'enlèvement de matière ne soit réalisé que par absorption non linéaire au point précis.
- Avantage technique : Il limite toute interaction à un volume minuscule, ce qui est extrêmement important dans la découpe laser d'alliages à haute température , car la chaleur non contrôlée se propage rapidement.
Vérification in situ et validation des processus
- Méthode de surveillance : L'imagerie coaxiale haute résolution vérifie le processus de découpe laser à l'échelle micrométrique .
- Données de validation : Ceci fournit une preuve visuelle directe de l'absence de ZAT visible et de l'absence de fusion .
- Assurance qualité : Le processus garantit que toutes les pièces sont fabriquées selon la norme HAZ précise <5µm , fournissant un point de référence mesurable pour le service de découpe laser de précision .
Du paramètre de laboratoire à l'assurance de la production
- Optimisation des paramètres : Nous avons développé des ensembles de paramètres propriétaires qui offrent la meilleure vitesse et la meilleure intégrité pour divers matériaux tels que l'Inconel .
- Résultat fonctionnel : Cette méthodologie fournit une discipline qui empêche l'amorçage de fractures de fatigue à partir des bords des trous.
- Valeur pour le client : Cette méthodologie permet de fournir des pièces capables de résister à des cycles de haute pression sans dégradation de leurs performances.
Cette méthodologie décrit un processus contrôlé de disruption photonique, et non une simple découpe laser . Notre expertise technique réside dans la sélection d'impulsions femtosecondes plutôt que nanosecondes et dans la capacité à prévenir activement la diffusion de la chaleur. On obtient ainsi une zone affectée thermiquement (ZAT) quasiment inexistante, préservant de fait la résistance intrinsèque de la pièce de précision finale découpée au laser. C’est là l’essence même de notre autorité concurrentielle.
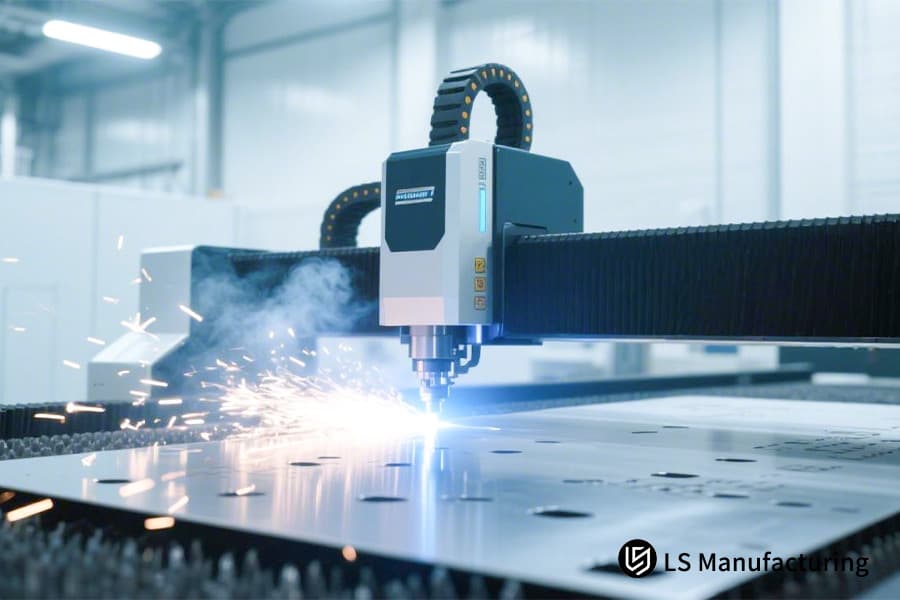
Figure 2 : Découpe de petits trous précis dans de l'acier inoxydable de faible épaisseur pour les instruments médicaux et les micro-capteurs.
Comment réaliser un perçage profond dans des alliages difficiles à usiner avec une découpe laser à rapport d'aspect élevé ?
Réaliser une découpe laser à rapport d'aspect élevé et constant pour la réalisation de micro-trous dans des matériaux difficiles à usiner représente un défi majeur, car l'apport d'énergie et l'évacuation des débris deviennent exponentiellement plus complexes avec la profondeur. Ce document décrit notre méthodologie pour garantir une opération précise et propre lors du perçage d'un trou dont le rapport d'aspect dépasse 20:1 , en mettant l'accent sur des actions quantifiables pour assurer le succès de l'opération dans une application fonctionnelle telle qu'un boîtier de filtre médical ou de capteur .
| Focus technique | Notre mise en œuvre et nos résultats quantifiés |
| Stratégie de distribution d'énergie | Notre solution utilise une stratégie de trépanage multipasse pour obtenir une découpe laser de précision lors de l'opération de perçage , avec un contrôle précis de l'apport d'énergie par passe afin d'éviter la conicité et de contrôler l'apport de chaleur. |
| Compensation de profondeur | La mise en œuvre d'un système de suivi en temps réel pour compenser la profondeur, garantissant le maintien d'une fluence optimale au niveau du front de coupe lors d'une opération de découpe laser de trous profonds . |
| Évacuation des débris | La mise en œuvre d'un modèle d'écoulement de gaz coaxial haute pression , optimisé pour un matériau donné afin de dépasser une réduction de 90 % de l'adhérence des scories dans un scénario de trou profond. |
| Validation des processus | La solution intégrée pour la découpe laser de micro-structures permet le perçage précis de trous de rapport d'aspect 20:1 dans le titane TC4 , tout en satisfaisant aux exigences rigoureuses de propreté de l'alésage. |
Ce protocole offre une solution d'ingénierie systématique aux problèmes clés d'énergie, de focalisation et de débris lors de la découpe laser de micro-trous profonds. Notre expertise repose sur notre capacité à intégrer spécifiquement le suivi focal dynamique et notre modèle unique de dynamique des gaz. La solution aux problèmes de nos clients est apportée par la combinaison active de ces deux éléments clés , garantissant des trous profonds et précis dans des matériaux difficiles à découper , totalement exempts de débris, et permettant ainsi de satisfaire les débits requis et d'éliminer les processus de nettoyage coûteux.

Figure 3 : Découpe de micro-trous précis dans une feuille d'alliage d'aluminium pour la fabrication de dissipateurs thermiques pour ordinateurs ou télécommunications.
Perçage laser de précision LS Manufacturing pour micro-trous de 0,1 mm dans des substrats céramiques
Cette étude de cas sur les micro-trous présente l'un des défis de fabrication les plus importants auxquels est confrontée l' industrie des semi-conducteurs, ainsi que la solution technique proposée par LS Manufacturing . Le défi consistait à produire des réseaux de micro-trous fiables, de 0,1 mm de diamètre, sur un substrat céramique fragile et spécialement conçu à cet effet . Les approches mécaniques et laser conventionnelles ont toutes deux engendré des taux d'échec et des coûts inacceptables, compromettant le lancement d'un produit majeur.
Défi du client
Une entreprise spécialisée dans l'encapsulation de semi-conducteurs devait réaliser des trous traversants de 0,1 mm de diamètre dans un substrat en céramique de nitrure d'aluminium (AlN) . L'entreprise avait précédemment essayé le perçage mécanique traditionnel, qui présentait un écaillage important, et la découpe laser infrarouge standard, qui engendrait des microfissures dues à des contraintes thermiques excessives, entraînant un taux de fissuration de 25 % et un coût de rebut inconnu.
Solution de fabrication LS
Nous avons mis au point un procédé de découpe laser de précision utilisant un laser femtoseconde de 515 nm à longueur d'onde verte. Ce procédé a été réalisé avec une platine anti-vibration à masque dynamique et une stratégie d'impulsions en mode rafale afin d'éliminer les effets thermiques et les chocs. De plus, le procédé intègre une reconnaissance d'images en temps réel pour un positionnement précis à ±3 µm près pour les 2 000 trous du réseau de substrat, résolvant ainsi les problèmes d'écaillage et de fissuration rencontrés avec les procédés de découpe précédents.
Résultats et valeur
Le rendement final des composants est passé de 75 % à 99,8 % , et la vitesse de traitement a triplé. Cette nouvelle solution de découpe laser avancée a éliminé le besoin d'ébavurer et de supprimer les fissures après usinage. Pour le client, cela s'est traduit par une chaîne d'approvisionnement stabilisée, des économies substantielles sur le coût total de possession et une mise sur le marché accélérée de son produit haute fiabilité, ce qui lui a valu d'être reconnu comme fournisseur stratégique clé pour LS Manufacturing .
Voici un exemple de notre approche méthodologique : proposer des procédés photoniques sur mesure plutôt que des services génériques. En résolvant le problème thermo-mécanique fondamental de l’usinage de la céramique de manière rigoureuse et paramétrée, nous ne nous contentons pas de fournir des composants ; nous offrons des solutions pour les applications les plus exigeantes de l’ industrie des semi-conducteurs et au-delà.

Comment le service de perçage laser de précision utilise-t-il les systèmes SPC pour garantir la cohérence des lots ?
Pour un service de perçage laser de précision , la véritable maîtrise ne se mesure pas à la production d'une seule pièce parfaite, mais à la constance irréprochable de la production de dix mille pièces. Le défi de la découpe laser de haute précision consiste à atténuer la variabilité inhérente au processus de découpe, comme illustré ci-dessous. LS Manufacturing relève ce défi grâce à la mise en œuvre du contrôle statistique des processus (SPC), transformant ainsi l'inspection post-production en un contrôle en temps réel.
Acquisition de données en temps réel : le fondement du contrôle
- Surveillance en cours de processus : Un interféromètre laser en ligne est utilisé pour mesurer le point focal et la densité de puissance du faisceau toutes les 5 secondes .
- Paramètres mesurés : Les paramètres mesurés comprennent la position du foyer, la stabilité de l'énergie d'impulsion, et d'autres .
- Avantage immédiat : Il assure une surveillance en temps réel et fournit un jumeau numérique du processus de découpe laser SPC , permettant ainsi la mesure de microvariations invisibles lors de l'inspection après production.
Commentaires et corrections automatisés
- Système en boucle fermée : Les données provenant du système de surveillance sont saisies dans le contrôleur de la machine.
- Mesure corrective : Le système ajuste dynamiquement la position du galvanomètre et du capteur d'impulsions pour contrer les effets de la lentille thermique ou de la dérive de puissance .
- Résultat obtenu : Ceci maintient les paramètres du service de perçage laser dans une plage de contrôle prédéfinie pour l'ensemble de la production, garantissant ainsi la cohérence des lots .
Validation et engagement des processus fondés sur les données
- Quantification des performances : Nous évaluons les données pour déterminer les indices de performance statistique (Cpk).
- Capacité démontrée : Nous démontrons un processus qui maintient un Cpk > 1,67 pour une dimension critique telle que le diamètre du trou (tolérance de 2 µm) pour un total de 50 000 trous.
- Assurance client : Cette stabilité de processus quantifiée nous permet de fournir une garantie « livraison en stock » ou « sans inspection » pour notre processus de découpe laser par lots de matériaux.
Documentation de qualité exploitable
- Rapports transparents : Ceci fournit aux clients un rapport SPC complet contenant toutes les cartes de contrôle pertinentes.
- Gestion proactive : Elle permet la maintenance prédictive et l'optimisation des processus avant même que des problèmes ne surviennent.
- Valeur ajoutée pour la chaîne d'approvisionnement : Cela fournit aux ingénieurs en approvisionnement et aux ingénieurs qualité des preuves irréfutables pour qualifier les fournisseurs, réduisant ainsi considérablement leur charge de travail d'inspection.
Cette méthodologie représente un protocole de fabrication proactif et basé sur les données, et non une simple opération de découpe laser de haute précision . Le niveau de détail de notre système de contrôle qualité SPC repose sur notre capacité à effectuer des corrections automatiques : un processus décisionnel qui prévient les défauts au lieu de les corriger a posteriori. Ceci répond à l’exigence fondamentale de nos clients en matière d’approvisionnement fiable et prévisible, transformant ainsi un service de perçage laser de précision, centre de coûts variables, en un véritable gage de qualité.
Les services de découpe laser de haute précision peuvent-ils optimiser la rugosité de surface de l'acier inoxydable et de l'aluminium ?
Pour les opérations de découpe laser de haute précision , notamment la découpe de petits trous , la rugosité de surface interne (Ra) du matériau est une caractéristique fonctionnelle essentielle qui influe sur la capillarité, l'écoulement des fluides et la résistance à la fatigue. Ce document décrit nos méthodologies spécifiques aux matériaux pour une gestion active de la rugosité Ra, transformant ainsi ce problème, auparavant considéré comme une contrainte de finition, en une spécification de processus visant à réduire les coûts et à améliorer les performances.
| Matériel | Défi et stratégie | Résultat du processus quantifié |
| Acier inoxydable (par exemple, 316L) | Pour éviter l'oxydation et garantir une coupe nette et brillante. | Utilisation d'azote sous haute pression comme gaz d'assistance dans les opérations de découpe laser de précision pour produire une coupe nette dans une atmosphère inerte, garantissant l'absence de formation d'oxyde avec Ra < 0,8 µm . |
| Alliages d'aluminium | Pour éviter la formation de scories et la resolidification des matériaux. | Utilisation d'une stratégie de découpe laser à haute fréquence et à faible énergie d'impulsion pour les micro-trous afin d'assurer une coupe lisse avec Ra < 1,0 µm et une formation minimale de scories adhésives. |
| Résultat et valeur | Suppression des finitions secondaires. | La précision de cette technique de découpe laser contrôlée permet d'obtenir une qualité de finition optimale directement à la sortie de la machine, ce qui se traduit par une réduction de plus de 15 % des coûts de polissage et une amélioration significative des délais de livraison. |
Ce protocole propose une approche optimisée du traitement de la rugosité de surface , portant ainsi cette opération de découpe fondamentale à un niveau supérieur. Notre expertise technique est démontrée par le choix judicieux du gaz d'assistance et du régime d'impulsion, fondé sur la thermodynamique des matériaux. Cette approche apporte une solution au problème de découpe laser de haute précision du client, permettant une réduction significative des coûts grâce à la suppression des opérations de finition secondaires onéreuses. Il s'agit d'un avantage clé pour la découpe laser de composants de grande valeur, tels que ceux utilisés dans les dispositifs médicaux et fluidiques de précision .

Figure 4 : Découpe d'une grille de trous de haute précision dans de l'acier galvanisé pour les systèmes de ventilation ou de filtration industriels.
Comment les conseils DFM en matière de découpe laser pour les pièces de précision aident-ils les clients à optimiser la conception des micro-trous ?
La valeur ajoutée de la découpe laser de pièces de précision est souvent obtenue avant même le début du processus de découpe. Pour être un véritable service de découpe laser de précision , nous devons être un partenaire de fabrication capable de résoudre les problèmes de conception latents qui influent sur les coûts, la qualité et les délais de mise sur le marché. Notre analyse DFM gratuite transforme les concepts en conceptions optimales, libérant ainsi le potentiel de productivité et de qualité des pièces que nous découpons.
Interrogation de la conception en phase préliminaire
- Revue du processus : Nous examinons la géométrie des pièces et le nombre de trous dès les premières étapes du processus.
- Problème identifié : Nous identifions des problèmes tels qu'un espace insuffisant pour la dissipation thermique ou des caractéristiques qui rendent les trajets des faisceaux inefficaces.
- Solution proactive : Nous fournissons des recommandations spécifiques pour l'optimisation de la conception afin d'éviter les distorsions thermiques et d'assurer l'intégrité structurelle, étayées par des données.
Optimisation géométrique pour l'efficacité laser
- Refonte stratégique : Nous recommandons des modifications de conception pour tenir compte de la physique de la microdécoupe laser de précision .
- Tactique spécifique : Cela pourrait inclure la recommandation d'une conception de trou étagé plutôt qu'un trou droit et profond de diamètre équivalent .
- Résultat concret : Dans un cas précis, cette modification a permis de réduire la longueur totale du parcours et le nombre de passes, diminuant ainsi le temps nécessaire à la réalisation de la découpe laser de trous complexes. Amélioration du fonctionnement de 40 % sans compromettre la fonctionnalité.
Prévision des coûts et des délais
- Quantification de l'impact : Notre analyse DFM offre de nouvelles estimations du temps de cycle et de la consommation de matériaux basées sur la conception optimisée.
- Avantage pour le client : Ceci offre un contraste clair entre les coûts et le temps initiaux et finaux du projet .
- Résultat collaboratif : Cela permet au client de prendre des décisions éclairées, en conciliant conception idéale, faisabilité et budget.
Atténuation des risques avant la production
- Prévention des défaillances : Le processus élimine les éléments à haut risque susceptibles de se fissurer ou de subir des défaillances dues aux tolérances.
- Garantie fournie : Cette ingénierie préliminaire garantit que le premier article a de fortes chances de répondre à toutes les exigences du cahier des charges.
- Valeur stratégique : Ce processus transforme un projet, d'un pari risqué, en un programme de production prévisible .
La méthodologie présentée ci-dessus illustre notre approche d'intégration des données de fabrication dès la phase de conception. Preuve supplémentaire de notre expertise en analyse de fabrication (DFM) , notre solution d'intégration d'un perçage étagé constitue une optimisation de conception claire, fondée sur les lois physiques, pour résoudre un problème client lié à des coûts élevés et des délais de production longs. Notre partenariat proactif dans la découpe laser de pièces de précision permet d'éviter les erreurs coûteuses, garantissant ainsi la fiabilité et l'efficacité dès la conception des pièces, et ce, dès les premières esquisses.
Comment identifier un fabricant de machines de perçage laser de précision doté d'une technologie de découpe laser de micro-trous ?
Pour identifier un fournisseur maîtrisant la découpe laser de micro-trous et le perçage laser de petits diamètres , il est essentiel d'aller au-delà de ses simples capacités techniques et de s'intéresser à son expertise technologique et à sa philosophie qualité, plutôt qu'à sa liste d'équipements standard. Ce guide propose un cadre pour réaliser un audit technique d'un fournisseur et ainsi distinguer un partenaire de confiance d'un simple sous-traitant, en se basant sur les contrôles en cours de production.
Valider les actifs de traitement photonique de base
Il ne suffit pas de posséder un laser. Il est indispensable de démontrer la maîtrise de la technologie, notamment l'utilisation de lasers pulsés ultrarapides. Cette exigence est impérative pour une découpe laser par ablation à froid efficace. Elle est essentielle pour obtenir une zone affectée thermiquement (ZAT) et des microfissures quasi nulles, deux facteurs cruciaux pour préserver l'intégrité de la pièce plutôt que sa géométrie.
Interroger le logiciel propriétaire de mouvement et de contrôle
Outre la technologie laser, les algorithmes de contrôle sont essentiels pour garantir la précision. Un partenaire compétent doit pouvoir démontrer l'utilisation d'un logiciel propriétaire pour les trajectoires de trépanation et de perçage hélicoïdal. Ceci permettra une découpe laser à conicité contrôlée , assurant une perpendicularité des parois latérales d'au moins 89,5 degrés.
Examiner en détail les capacités de métrologie et de documentation des processus
Examinez le laboratoire de contrôle qualité. Il doit notamment être équipé d'un système de mesure visuelle (SMV) avec un grossissement d'au moins 1 000x et d'un interféromètre à lumière blanche pour la mesure de la rugosité de surface. Par ailleurs, dans le cadre de cet audit rigoureux, il convient de vérifier auprès du fournisseur l'existence d'un plan de contrôle qualité (PCQ) et la traçabilité complète de tous ses matériaux (certificats d'usine, numéros de coulée).
Demander une exécution de qualification de processus sous observation
Le dernier test consiste à les observer à l'œuvre. Demandez-leur de créer une pièce prototype similaire à votre problème initial, que ce soit le matériau, le rapport hauteur/largeur ou la finition de surface. Assistez à l'ensemble de la procédure : installation, surveillance et contrôle. Cela vous permettra de constater l'efficacité de leur équipement, de leurs logiciels et de leur système de surveillance pour réaliser une découpe laser de précision .
Le cadre d'audit que nous proposons est basé sur une vérification concrète des systèmes techniques , et notre autorité est démontrée par notre volonté de nous soumettre à ce niveau d'examen afin de démontrer la maîtrise de nos processus photoniques et de nos systèmes de qualité pour fournir nos solutions de découpe laser de micro-trous .
FAQ
1. Quel est le diamètre minimal des micro-trous que LS Manufacturing peut réaliser ?
En utilisant des lasers femtoseconde, nous sommes capables de réaliser des micro-trous ultrafins d'un diamètre aussi petit que 0,02 mm dans des matériaux en acier inoxydable de 0,5 mm d'épaisseur.
2. Quel est le délai de livraison typique pour le traitement des micro-trous à rapport d'aspect élevé ?
Notre délai de livraison standard pour les prototypes est de 3 à 5 jours ouvrables après confirmation des plans.
3. Comment garantissez-vous la précision de positionnement des réseaux de micro-trous ?
Grâce à notre système de rétroaction par encodeur linéaire en boucle fermée, associé à notre technologie d'alignement basée sur la vision, nous sommes en mesure de maintenir un taux d'erreur de ±0,005 mm sur la distance centre à centre sur l'ensemble de notre zone de traitement.
4. La découpe laser de micro-trous entraîne-t-elle la formation de scories ?
Grâce à notre purge coaxiale à l'azote sous haute pression, associée à notre technologie de nettoyage par ultrasons, LS Manufacturing est en mesure de fournir à ses clients des parois internes lisses dans nos micro-trous, totalement exemptes de toute formation de scories.
5. Quels matériaux spécialisés prenez-vous en charge pour le perçage laser de précision ?
En plus de notre capacité à travailler avec des alliages d'acier inoxydable et des alliages de titane, LS Manufacturing se spécialise dans le travail de matériaux tels que le nitrure d'aluminium, les céramiques de carbure de silicium, le verre de quartz , ainsi que les métaux réfractaires tels que le tungstène et le molybdène.
6. Pourquoi vos devis sont-ils plus élevés que ceux des fournisseurs de découpe laser standard ?
Notre modèle de tarification tient compte des coûts importants liés à l'amortissement des équipements, à l'exploitation de nos salles blanches climatisées et à la fourniture de rapports de données via SPC, le tout conçu pour vous aider à minimiser vos coûts globaux de rebuts.
7. LS Manufacturing accepte-t-elle les commandes de R&D en petites séries ?
Nous accueillons avec plaisir les commandes personnalisées en petites séries et les commandes de prototypage avec une quantité minimale d'une pièce, dans le but de contribuer à la validation des phases préliminaires de la R&D pour les industries de pointe.
8. Quels documents dois-je fournir pour recevoir un devis précis ?
Veuillez nous envoyer les fichiers de modèles 3D aux formats STEP/STP avec les spécifications de tolérance, ainsi que les dessins techniques 2D, et nous vous ferons parvenir un devis dans les 24 heures ou moins .
Résumé
Le traitement de micro-trous de précision représente un défi complexe d'ingénierie des systèmes, impliquant la distribution de la densité d'énergie, l'élimination des débris par dynamique des fluides et le contrôle du champ de contraintes. Grâce à la technologie matricielle laser à impulsions ultracourtes et à un contrôle qualité rigoureux, LS Manufacturing relève les principaux défis de l'industrie : rapports d'aspect élevés, zone affectée thermiquement (ZAT) éliminée et homogénéité extrême. Du prototypage à la production en série, nous garantissons une qualité supérieure, assurant ainsi le leadership de nos produits dans leurs applications finales.
Prêt à repousser les limites de la fabrication ? Ne laissez pas les contraintes liées à l'usinage de micro-trous freiner votre R&D. Contactez dès aujourd'hui un ingénieur procédés senior chez LS Manufacturing pour recevoir votre « Rapport spécialisé sur la découpe laser de micro-trous de précision ». Nous réaliserons gratuitement une étude de faisabilité à partir de vos plans techniques, vous fournissant une comparaison détaillée des procédés et une analyse de coûts complète.
Obtenez des micro-trous parfaits au micron près avec une conicité et une ZAT quasi nulles grâce au service de découpe laser à rapport d'aspect élevé de LS Manufacturing.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


