
Los servicios de mecanizado de precisión se enfrentan a problemas críticos en la fabricación de roscas, como rotura de machos, variabilidad de calidad e ineficiencia . La forma tradicional de elegir herramientas aumentará la variabilidad en la vida útil de la herramienta en un 300 % y la variabilidad en el costo de mecanizado en al menos un 25 % . Los servicios de mecanizado de precisión se enfrentan a problemas críticos en la fabricación de roscas, rotura de machos, variabilidad de calidad e ineficiencia .
Este enfoque posibilita soluciones basadas en datos fundamentadas en la ciencia del aprovechamiento. Este sistema se ha desarrollado utilizando un compendio de más de 2000 situaciones de roscado recopiladas por LS Manufacturing . Esto optimiza la configuración del kit de herramientas con datos de materiales y corte, con el objetivo de maximizar la eficiencia del mecanizado en un 30 % y minimizar los costos de utillaje en un 40 % .

Machos de roscar: Guía de referencia rápida para la optimización del rendimiento y el coste
| Sección | Puntos clave |
| Conceptos básicos y tipos | Descripción de los machos de roscar y su uso. Tipos de machos de roscar : machos de roscar manuales, machos de roscar para máquinas, machos de roscar para tuberías, machos de roscar para conformado. |
| Criterios de selección | Factores: Material, especificaciones de los orificios, tipos de rosca , acabado deseado, compatibilidad con la máquina. |
| Recubrimientos y materiales | Opciones comunes: HSS, carburo . Recubrimientos: TiN, TiCN, TiAlN para mayor durabilidad y velocidad. |
| Consejos de rendimiento | Velocidades/avances correctos, lubricación, configuración correcta, roscado intermitente para materiales difíciles de cortar. |
| Optimización de costos | Instalación del grifo adecuado, mantenimiento preventivo, dosificación, alianzas con proveedores. |
| Resolución de problemas | Guías para problemas comunes : roturas, roscas defectuosas, desgaste, vibraciones. |
Esta guía técnica contiene valiosos conocimientos sobre la selección, aplicación y mantenimiento de equipos para roscado . Nuestra empresa ofrece asistencia útil a nuestros clientes en asuntos importantes como la prevención de roturas de herramientas y la prolongación de su vida útil, especialmente en lo que respecta a procedimientos de perforación relativamente económicos.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
En lo que respecta a los servicios de mecanizado de precisión y, específicamente, a la producción de machos de roscar , nuestro conocimiento se basa en la práctica. Ya hemos resuelto las tareas más importantes en la industria aeroespacial, la médica y la automotriz. Cada dato que se presenta en este manual se fundamenta en la experiencia.
Nuestra metodología se basa en requisitos exigentes, como los de ASTM International y la Aluminium Association (AAC) , y nos esforzamos por elegir el mejor material posible para la rosca, así como los parámetros de corte, con el fin de lograr el mejor rendimiento y la mayor precisión posibles.
Y por si fuera poco, le garantizamos calidad y rentabilidad para que obtenga el máximo provecho del mecanizado de precisión. Gracias a nuestros conocimientos especializados y a las mejores prácticas del sector, esta guía le proporciona estrategias para el roscado eficaz, garantizando resultados óptimos.

Figura 1: Selección de los machos de roscar adecuados para el mecanizado de precisión por LS Manufacturing
¿Cómo pueden los servicios de mecanizado de precisión mejorar la eficiencia y la calidad del mecanizado de roscas?
La elección inadecuada de herramientas conlleva roturas, desgaste prematuro y variaciones en la calidad de la rosca. Para un roscado rentable, se requiere una técnica de selección de herramientas predictiva y científica en la producción de alta variedad. Esto se puede lograr mediante el siguiente proceso de cuatro pasos:
- Control de materiales gomosos con geometría optimizada: Materiales como el acero inoxidable 316 presentan endurecimiento por deformación, lo que genera virutas largas y fibrosas. En este caso, aprovechamos la ventaja del diseño de los machos de roscar con acabado TiCN . Esto permite una velocidad de corte estable de 15-20 m/min , manteniendo el rendimiento del macho y evitando fallos catastróficos de la herramienta.
- Mitigación de la abrasión en aleaciones frágiles: El polvo producido es altamente abrasivo. El hierro fundido gris nos proporciona un polvo muy abrasivo. Nuestros machos de roscar son de ranura recta y tienen un acabado oxidado. Esto mejora la evacuación del polvo. El acabado oxidado mejora la resistencia al desgaste porque protege contra el desgaste causado por el polvo debido a su dureza. El desgaste se controla a 10-15 m/min .
- Prevención de la adherencia en aplicaciones no ferrosas: Es propenso al agarrotamiento en aleaciones de aluminio. Esto da lugar a superficies con acabado deficiente y roscas gruesas. Por ello, se requiere el uso de machos de roscar de punta o de punta espiral con acabado de TiN . En este tipo de machos, la eliminación de virutas se produce antes de la punta. Esto permite realizar el mecanizado con máquinas de alta velocidad, con velocidades que oscilan entre 30 y 50 metros por minuto .
- Implementación de una base de datos de selección propia: Traducimos esta lógica específica del material en un procedimiento operativo estándar confiable. Nuestra base de datos de selección propia correlaciona el grado del material, la dureza y las condiciones del orificio con las especificaciones de la herramienta validadas para eliminar las conjeturas y garantizar un rendimiento repetible del roscado en todos los turnos. El roscado es uno de los pilares fundamentales para brindar servicios confiables de mecanizado de precisión.
Es la documentación técnica replicable en la selección de machos de roscar, y no los datos generales del catálogo, la que muestra con precisión cómo se pueden resolver los desafíos de producción específicos y costosos mediante la selección precisa de herramientas y parámetros. Esta profundidad técnica práctica caracteriza los servicios de mecanizado de precisión de nivel experto.

¿Cómo seleccionar el tipo de macho de roscar más adecuado según el material de la pieza de trabajo?
Para lograr la máxima vida útil de la herramienta y la mayor rentabilidad en las operaciones de roscado, es fundamental seleccionar el macho de roscar adecuado . Sin embargo, el principal desafío reside en alinear sus características con las dificultades de maquinabilidad inherentes al material de la pieza. Este informe presenta una base para la selección de machos de roscar, respaldada por un análisis de datos.
| Material de la pieza de trabajo | Desafío principal de mecanizado | Tipo de macho de roscar recomendado | Parámetro clave | Resultado documentado |
| Acero templado y revenido (HRC 30-35) | Desgaste abrasivo elevado | Acero rápido en polvo (HSS-PM) | Ángulo de inclinación de 8° a 10° | La vida útil aumentó a 800 hoyos (desde 200). |
| Acero inoxidable austenítico (304/316) | Endurecimiento por deformación, adhesión de virutas | Acero rápido de cobalto (HSS-E) | Ángulo de hélice de 35° | Se logró una evacuación de chips confiable. |
| Superaleación a base de níquel (Inconel 718) | Alta resistencia a temperatura | Macho de roscar de carburo sólido | Velocidad de corte : 5-8 m/min | Habilitó la producción estable de hilos |
La elección de machos de roscar debe basarse en un enfoque analítico. Primero, analice el problema principal de mecanizado de su material. Según el resultado, seleccione los tipos de machos de roscar que mejor se adapten a sus necesidades en la tabla que aparece a continuación. Este enfoque sistemático garantizará la selección óptima de machos de roscar .
¿Análisis comparativo de diferentes machos de roscar en escenarios de mecanizado específicos?
Según las aplicaciones de mecanizado, existen varios tipos de machos de roscar que poseen características cruciales para una producción adecuada. Uno de los objetivos principales de este estudio es realizar una comparación cuantificable de los diferentes tipos de herramientas de roscado CNC en su configuración óptima, así como analizar la relación entre la forma geométrica y los resultados.
| Tipo de macho de roscar | Escenario de aplicación óptimo | Atributo clave de rendimiento | Beneficio cuantificado |
| Macho de roscar de flauta espiral (hélice de 15° a 45°) | Roscado de agujeros ciegos | Evacuación de virutas superior | La eficiencia de eliminación de virutas aumentó en un 80%. |
| Punta espiral (Punta) | Roscado de agujeros pasantes | Expulsión eficiente de chips | La eficiencia del procesamiento mejoró en un 50%. |
| Macho de roscar para conformado por laminación (laminado de roscas) | Materiales dúctiles | Proceso sin virutas, endurecimiento por deformación | La resistencia del hilo aumentó un 30%. |
| Macho de roscar de ranura espiral (ejemplo M6x1) | Agujero ciego general | Vida útil de las herramientas en acero | Vida útil de 3000 agujeros (en comparación con 1200 para una ranura recta) |
Para optimizar el rendimiento del macho de roscar , primero defina el tipo de orificio (ciego/pasante) y el material. Para orificios ciegos, seleccione un macho de ranura helicoidal; para orificios pasantes, un macho de punta helicoidal. Para materiales dúctiles que requieren roscas de alta resistencia, utilice un macho de conformado por rodillos. Esta selección específica para cada aplicación, validada por los datos anteriores, es esencial para lograr resultados superiores en operaciones de roscado CNC de alto valor.
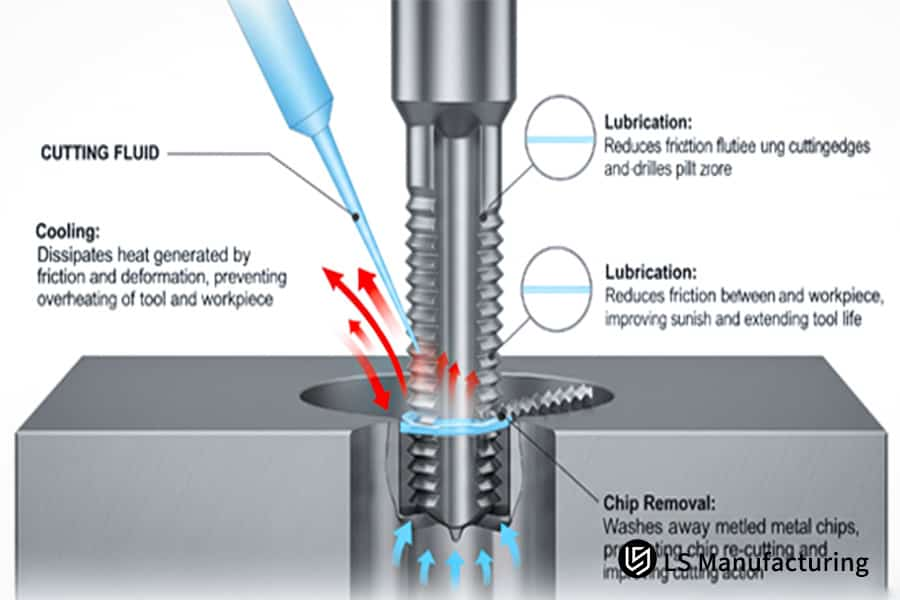
Figura 2: Funciones clave del refrigerante en los procesos eficaces de roscado según LS Manufacturing
¿Cómo lograr un roscado rentable sin sacrificar la calidad del mecanizado?
Esto significa que un roscado realmente rentable no se consigue ni con herramientas más económicas ni con un proceso menos predecible: en lugar de adoptar herramientas menos costosas como solución para un roscado rentable, se necesita un proceso predecible con un resultado estable. Esto implica comenzar el proceso de eliminación de variables incontroladas.
Optimización del avance para reducir la tensión en la herramienta.
Una alimentación excesiva provoca un corte por sobrecarga, mientras que una alimentación insuficiente genera una alta fricción y, por consiguiente, un calor intenso. Esto se logra de la siguiente manera: preajustando la velocidad de avance al 95 % del paso de rosca, por ejemplo, 1,19 mm de rosca al usar M8x1,25 . Este acoplamiento controlado mejora directamente el rendimiento del macho de roscar y permite obtener roscas limpias y uniformes.
Implementación de la lubricación con cantidad mínima precisa
Una de las dificultades más importantes en el proceso de roscado es que, en el caso de agujeros profundos o ciegos, el refrigerante no llega fácilmente a la zona de corte. Esto puede provocar un choque térmico, además de desgaste por adhesión. El sistema MQL específico, con la cantidad adecuada de lubricante, que oscila entre 50 y 100 ml/h, reduce el valor de fricción en la interfaz viruta-herramienta mediante la creación de una micropelícula promedio, lo que da como resultado un filo acumulado promedio con una vida útil esperable para la herramienta, lo cual es fundamental para un roscado rentable .
Monitoreo proactivo para eliminar fallas inesperadas
La rotura de machos de roscar puede ocasionar costosos tiempos de inactividad, desperdicio de material y posibles defectos en el producto cuando ocurre repentinamente. También integramos elementos de monitoreo que miden la carga y el par del husillo en tiempo real. Con un nivel predeterminado para la comparación, se puede obtener una señal de alerta temprana sobre el desgaste o la alineación de la herramienta. De esta manera, se evitan los tiempos de inactividad no planificados y el desperdicio de material debido a defectos en el proceso.
Este documento ofrece una estrategia de diseño con el objetivo de abandonar el enfoque reactivo de reemplazo de herramientas que la industria practicaba hasta ahora, para adoptar una gestión basada en datos. Se incluyen diversos enfoques para mejorar el rendimiento del roscado , lo cual es fundamental para lograr un roscado rentable para la empresa que ofrece servicios de mecanizado de precisión .
¿Cómo optimizar los parámetros del proceso de roscado en el mecanizado CNC para mejorar la eficiencia?
Los parámetros inadecuados en el roscado para el proceso CNC provocan baja velocidad de proceso, menor vida útil de la herramienta o una combinación de ambas, además de una mala calidad de la rosca. Sin embargo, la operación más compleja en este caso suele ser el control de la velocidad del husillo junto con el movimiento del eje Z. El proceso que se describe a continuación permite controlar estos factores:
Implementación de golpeteo rígido con control sincronizado
Para evitar desviaciones en el paso de rosca debido a soportes de tensión-compresión flexibles, en los ciclos de roscado rígido G84 del husillo y el eje de avance con sincronización electrónica, evitamos el uso de un soporte flotante, ya que se garantiza que la velocidad de avance sea igual a la velocidad de rotación del husillo de 1,25 mm por revolución. Esto es particularmente importante en el roscado CNC, ya que es fundamental para asegurar la precisión de las roscas según el grado 6H y minimizar la posibilidad de que se produzcan roscas cruzadas.
Calibración de la velocidad y el avance para el corte específico del material
Aunque en ocasiones la velocidad de corte y el avance pueden generar demasiado calor o una mala formación de viruta, estos valores están comprobados experimentalmente. Esto se debe a que, al trabajar con acero 1045 , se considera una velocidad de corte de 25 m/min (aproximadamente 800 RPM para M10 ) con una tolerancia de avance de ± 0,02 mm . Esta selección óptima de parámetros para el roscado equilibra la carga de viruta y la generación de calor, optimizando directamente la vida útil de la herramienta y permitiendo una reducción del 40 % en el tiempo de ciclo.
Utilización del método de perforación intermitente para la evacuación de virutas en agujeros profundos.
Más allá del doble del diámetro de un agujero ciego, el corte más ajustado genera mayor torsión y rotura. Para superar este problema, se debe establecer un programa que incluya una subrutina de roscado intermitente ( G84 con valor Q ). La broca avanza, retrayéndose 0,5 mm cada vez, para la eliminación de las virutas de corte. Esta gestión proactiva de las virutas evita el re-corte, reduce la tensión en la broca y es fundamental para mantener el rendimiento de la rosca en aplicaciones exigentes, extendiendo la vida útil de la herramienta a más de 4000 agujeros .
Este documento proporciona un marco preciso y práctico para la optimización de parámetros, que va más allá de los comandos G-code estándar. Detalla cómo sincronizar las funciones de la máquina y seleccionar parámetros basados en datos para resolver los principales desafíos del roscado CNC , logrando un rendimiento superior y una mayor eficiencia operativa para la producción en grandes volúmenes .

Figura 3: Selección de machos de roscar adecuados para operaciones de mecanizado de alta precisión por LS Manufacturing
¿Cómo se puede lograr un roscado perfecto mediante la optimización de los parámetros geométricos del macho de roscar?
El roscado genérico presenta un acabado superficial deficiente, altos valores de torque y una corta vida útil de la herramienta. Sin embargo, el problema radica en la modificación de los ángulos de corte y el diseño de la ranura según las propiedades del material en cuanto a la formación de virutas, la adhesión y los parámetros de resistencia. El enfoque consiste en un método de precisión con parámetros geométricos:
- Reducción de las fuerzas de corte en materiales blandos y dúctiles: Las aleaciones de aluminio 6061 , así como otros materiales, tienden a desarrollar un filo recrecido. Además, se recomienda una baja presión de corte. Se recomiendan machos de roscar con un ángulo de ataque elevado de 12° a 15° . Esta configuración ayuda a afilar el filo de corte, lo que resulta en un corte efectivo del material con menor presión, obteniendo así virutas delgadas y fáciles de manejar. Este proceso, mencionado anteriormente en relación con el proceso de corte, reduce el torque en más del 25 % . Este proceso también logra un acabado superficial con un valor Ra inferior a 1,6 µm . Este es uno de los criterios para los servicios de mecanizado de precisión de calidad.
- Mantenimiento de la integridad del filo en aleaciones abrasivas y resistentes: Los aceros inoxidables austeníticos tienen la capacidad de endurecerse por deformación plástica, además de ser abrasivos. Un ángulo de ataque elevado tiende a provocar astillamiento. Nuestro proceso emplea un ángulo de ataque mayor, de 6° a 8° . Esto permite desarrollar un filo de corte más duro, capaz de resistir mejor la alta resistencia al corte y la dureza del material. El filo más resistente resiste la deformación, manteniendo la precisión de la forma de la rosca durante una vida útil prolongada de la herramienta y evitando fallas catastróficas durante la producción, lo cual es esencial para un rendimiento fiable del macho de roscar .
- Garantizar la evacuación de virutas en materiales pegajosos y adhesivos: Estos sistemas de aleación poseen virutas continuas de alta tenacidad que se adhieren fácilmente a la herramienta. Empleamos machos de roscar con un ángulo de hélice variable de 35-45° . En nuestro diseño, los incrementos del ángulo de espiral generan un ángulo de ataque positivo de la ranura, diseñado para expulsar agresivamente las virutas delante de la herramienta. Esto evita la acumulación y el agarrotamiento de las virutas, las principales causas de la obstrucción del macho de roscar en titanio, resolviendo así un desafío fundamental en la selección de machos de roscar para metales reactivos.
En este manual, hemos descrito cómo ciertas relaciones geométricas estaban directamente relacionadas con la resolución de problemas en la fabricación de productos . En este manual, el análisis avanzará hacia la recomendación de productos, ayudando a los ingenieros a comprender cómo la elección geométrica puede vincularse razonablemente con un rendimiento de calidad fiable. Es en este nivel de conocimiento específico donde se distinguen los profesionales expertos en servicios de mecanizado de precisión .
¿Cuáles son algunas soluciones comunes a los problemas de calidad en el mecanizado de roscas de precisión?
Los problemas de roscado de precisión, como las desviaciones en el diámetro primitivo, el acabado superficial y el desgarro de las roscas, pueden afectar el ajuste, la función y el ensamblaje. Estos problemas suelen surgir de la interacción entre la herramienta, los parámetros y los refrigerantes. A continuación, se presenta una solución paso a paso que se centra en la causa del problema en cada modo de fallo.
Corrección de la desviación del diámetro primitivo mediante el control de la tolerancia de roscado
Un diámetro de paso no controlado provoca un ajuste incorrecto del perno o un sellado deficiente. La solución consiste en especificar y utilizar machos de roscar con una tolerancia más estricta, específica para cada aplicación. Para un ajuste 6H , seleccionar un macho de roscar con una tolerancia de fabricación controlada de ±0,01 mm en el diámetro de paso garantiza que la rosca cortada se mantenga dentro de los límites estrictos de 6H . Esta estrategia proactiva de roscado CNC sustituye la inspección posterior al proceso por una garantía durante el proceso, lo que aumenta el rendimiento en la primera pasada.
Eliminación de acabados superficiales rugosos con velocidad de corte optimizada
Un valor de Ra superior a 3,2 µm genera una alta fricción y puede provocar grietas por fatiga debido a una velocidad de corte inadecuada, lo que genera calor excesivo y acumulación de material en el filo. Esto se soluciona ajustando el rango de velocidad de corte adecuado para el material en cuestión. Dicha velocidad de corte óptima da como resultado una formación de viruta brillante y continua que permite el corte del material sin dejar un acabado superior a Ra 1,6 µm . Esta es la esencia de los servicios de mecanizado de precisión de alta calidad.
Prevención del desgarro de las roscas mediante la gestión de la concentración del refrigerante.
Las roscas rotas con cresta irregular suelen deberse a la soldadura de virutas y a una lubricación insuficiente en los filos de corte. El refrigerante por sí solo no basta; la concentración es clave. Empleamos un método controlado de mezcla y prueba para asegurar que la concentración de aceite solvente alcance entre el 8 % y el 10 %, lo que proporciona una proporción de mezcla óptima para una lubricación y refrigeración máximas en los filos de corte, evitando que el material se adhiera y protegiendo así el rendimiento de la rosca .
Las soluciones integrales que se ofrecen en este informe son soluciones correctivas específicas, a diferencia del proceso general de resolución de problemas en los hilos de discusión. Cada corrección no solo aborda el cambio de proceso en la tolerancia, el parámetro de procesamiento o el control de fluidos, lo que elimina el costoso problema de la mala calidad, sino que también satisface los conocimientos técnicos necesarios para los servicios de mecanizado de precisión .
¿Cómo evaluar las capacidades técnicas y de servicio de un proveedor de machos de roscar?
La dependencia del precio o la disponibilidad de machos de roscar de un proveedor puede generar costos ocultos en la vida útil de la herramienta o el tiempo de producción, o datos dispersos sobre la aceptación de la calidad. La evaluación de un proveedor implica más que solo las especificaciones técnicas de un macho de roscar; también considera factores como la capacidad de colaborar en la resolución de problemas relacionados con la aplicación. Los factores a considerar incluyen:
Evaluación de la capacidad de colaboración en ingeniería y diseño a medida
Este proveedor, que solo dispone de herramientas estándar, no puede atender problemas relacionados con materiales y geometrías especiales. Evalúe su competencia en el suministro de geometrías personalizadas, con modificaciones en los ángulos de ataque y los patrones de ranurado, necesarias para una aleación específica. Este soporte de diseño proactivo es esencial para la selección óptima de machos de roscar en aplicaciones no estándar, demostrando una colaboración que va más allá del suministro transaccional y ofrece soluciones de ingeniería para servicios de mecanizado de precisión complejos.
Cuantificación de la consistencia de la vida útil de las herramientas y opciones de recuperación de valor
Una vida útil mínima garantizada de la herramienta, por ejemplo, al menos 3000 orificios para machos de roscar HSS en determinadas circunstancias, asegura datos de costo por orificio para una presupuestación precisa. Además, verifique si cuentan con instalaciones certificadas para el reafilado de sus herramientas. Un proveedor que puede reacondicionar sus machos de roscar de forma experta 2 o 3 veces convierte un consumible en un activo tangible, lo que se traduce directamente en un roscado rentable, simplemente porque extiende la vida útil total de la inversión inicial.
Análisis exhaustivo de la capacidad de respuesta y la resolución de problemas del soporte técnico.
Retrasar la resolución de un problema de roscado en la línea de producción implica incurrir en costos muy elevados. Evalúe la estructura de soporte que ofrece el proveedor. ¿Ofrecen soporte técnico las 24 horas del día, los 7 días de la semana, con sus ingenieros de aplicaciones? ¿Pueden realizar diagnósticos in situ en 24 horas para analizar el desgaste de las herramientas, el funcionamiento del refrigerante y las máquinas? Esta asistencia rápida y especializada es fundamental para minimizar el tiempo de inactividad y garantizar la planificación de la producción.
Esto transforma el paradigma de evaluación de proveedores, pasando de la comparación de precios o la reducción de costos a una evaluación más técnica centrada en la ingeniería colaborativa, el valor del ciclo de vida y la capacidad de respuesta para el soporte. Ofrece una metodología para identificar a las empresas que brindan soluciones de ingeniería en lugar de simplemente realizar una compra, lo que en última instancia puede proporcionar roscado rentable o reducir los riesgos de las operaciones críticas de fresado de precisión .
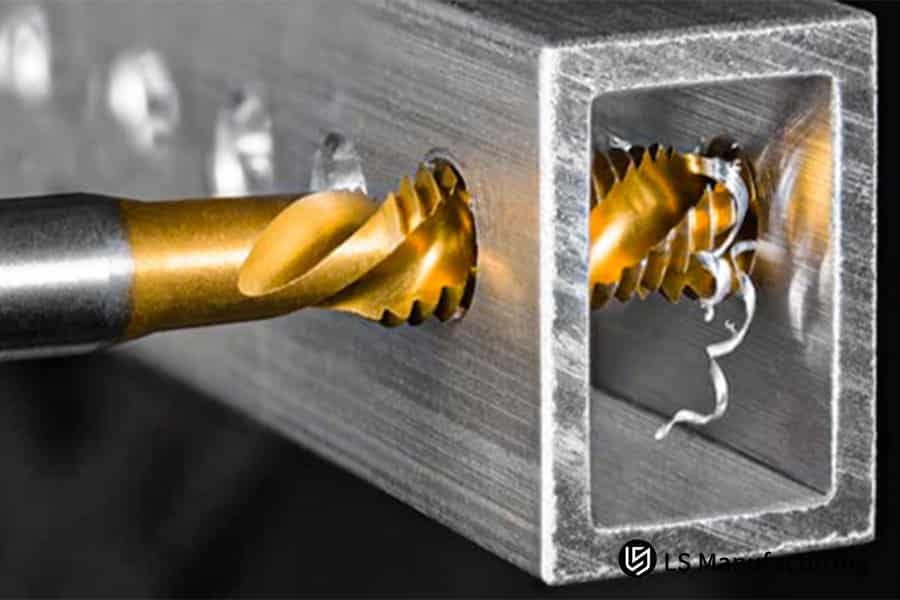
Figura 4: Vista detallada de un macho de roscar espiral de oro que forma roscas interiores, fabricado por LS Manufacturing.
LS Manufacturing: Proyecto de optimización del mecanizado de orificios roscados en la culata del motor
La producción en masa de automóviles requiere que el proceso de roscado sea estable para garantizar que se pueda competir en costo y calidad. A continuación, se presenta una guía de machos de roscar y la solución de LS Manufacturing a un problema en la producción de una culata de motor de la siguiente manera:
Desafío del cliente
El problema con el cliente giraba en torno a una limitación en el mecanizado por rectificado al taladrar orificios roscados M10x1.25 en culatas de motor de hierro fundido gris ( grado G3500 ). Los machos de roscar se cambiaban cada 800 orificios , lo que provocaba irregularidades en las roscas, cambios constantes y un desgaste general del 3 % . La razón principal era que los machos de roscar eran de acero rápido convencional.
Solución de fabricación LS
Nuestra solución técnica permitió abordar las causas raíz, relacionadas con el desgaste y el astillamiento del sistema de evacuación. En nuestra propuesta, la máxima resistencia al desgaste se logró mediante un macho de roscar HSS de metalurgia de polvos con recubrimientos de TiN . Los parámetros de corte se optimizaron adecuadamente para 12 m/min , lo que resultó en una velocidad de avance de 1,19 mm/rev . Además, se empleó un sistema de refrigeración a través de la herramienta con una presión de 1,2 MPa , con el fin de enfriar el filo de corte y evacuar las virutas, lo que permitió realizar ciclos de mecanizado ininterrumpidos.
Resultados y valor
Esto garantizó que la vida útil promedio del orificio aumentara en 3500 , lo que representa un incremento del 337 % . Se redujo en un 75 % la frecuencia de los cambios de herramienta, mientras que la calidad de las roscas mejoró a 6H , eliminando así por completo la tasa de desperdicio del 3 % . Además, esto se traduce en un ahorro anual de 120 000 yenes en costos de herramientas, sin dejar de garantizar una satisfacción del 100 % con el resultado.
Por lo tanto, este caso en particular ofrece nuestro punto de vista sobre cómo se puede considerar el utillaje, no solo desde la perspectiva de un producto básico, sino más específicamente desde la perspectiva de sistemas de ingeniería integrales, y cómo ese enfoque particular puede ayudar a resolver problemas de fabricación complejos, como por ejemplo cómo LS Manufacturing utiliza su nivel de experiencia técnica y su enfoque en las asociaciones para roscar eficazmente para sus clientes.
¿Busca mejorar el rendimiento y la rentabilidad del roscado? Descubra la guía definitiva sobre machos de roscar de precisión y optimice su fresado CNC .

Análisis de las tendencias futuras y la innovación en la tecnología de mecanizado de roscas.
El futuro de la tecnología de producción de roscas radica en superar los límites de las variables y el mantenimiento tradicionales, transformándola en una tecnología adaptativa, predictiva y altamente eficiente. En resumen, el mayor desafío para esta tecnología consiste en garantizar la ausencia de tiempos de inactividad imprevistos o variaciones en la calidad, al tiempo que se logra que la tecnología de roscado sea inteligente y se autooptimice en las siguientes áreas de innovación:
Implementación de análisis predictivos para la gestión proactiva de herramientas.
La rotura impredecible de las brocas afecta la continuidad de la producción en la línea de montaje. Durante el proceso de roscado CNC , utilizamos sensores para medir en tiempo real los pares y las vibraciones en la línea de producción. Por ello, hemos incorporado al modelo un algoritmo entrenado con patrones de rotura para predecir la vida útil de la herramienta con una precisión superior al 90 % .
Desarrollo de recubrimientos avanzados para una longevidad extrema en aplicaciones.
Los recubrimientos estándar fallan prematuramente en materiales exigentes como las aleaciones de alta temperatura. Nuestra innovación consiste en recubrimientos multicapa a nanoescala, como TiAlN con lubricantes sólidos integrados como MoS2 . Esta arquitectura proporciona una capa exterior dura y térmicamente estable, mientras que el lubricante reduce la fricción en la interfaz viruta-herramienta. El resultado es un aumento demostrable de más del 30 % en la vida útil de la herramienta en materiales abrasivos y adhesivos, lo que mejora directamente el rendimiento del macho de roscar .
Implementación de la microlubricación para lograr precisión y sostenibilidad.
La lubricación por inundación resulta menos eficaz para el roscado de agujeros profundos y provoca desperdicio de material. Este inconveniente se puede superar mediante la lubricación con cantidad mínima (MQL) por aerosolización. El pequeño volumen de lubricante MQL (50-100 ml/h) se atomiza con precisión para que el filo de corte reciba la lubricación suficiente. Esto reduce drásticamente el choque térmico y la fricción, permitiendo mayores velocidades y avances, a la vez que mejora la evacuación de virutas y el acabado superficial, aspectos cruciales para los servicios de mecanizado de precisión avanzados.
Creación de sistemas de control adaptativo para la estabilidad de procesos.
Las inconsistencias en el nivel de dureza del material indican inconsistencias correspondientes en la calidad de la rosca. Pero, como se vislumbra en el futuro, surge el concepto de sistemas de control adaptativo de la velocidad de avance. Estos aplican el principio de medición de la carga del husillo en tiempo real, de modo que el control de la velocidad de avance depende de la posible existencia de puntos duros y huecos en el material.
Este análisis describe una hoja de ruta tangible que transforma el roscado reactivo en predictivo y adaptativo. Detalla cómo la integración del análisis de datos, la ciencia de los materiales y el control de bucle cerrado resuelve directamente los desafíos más acuciantes del tiempo de inactividad, el costo de las herramientas y el aseguramiento de la calidad. Este enfoque innovador y orientado a soluciones define la próxima generación de servicios de roscado CNC de alta fiabilidad y mecanizado de precisión .
Preguntas frecuentes
1. ¿Cómo elegir el tipo de grifo adecuado para diferentes materiales?
Según su dureza y resistencia, el material puede ser de cualquier tipo. Se utilizan machos de roscar de acero rápido con cobalto para cortar acero inoxidable, machos de roscar de punta espiral para cortar aleaciones de aluminio y machos de roscar con tratamiento de óxido para cortar diferentes tipos de hierro fundido.
2. ¿Cómo sabrás cuándo hay que cambiar un grifo?
Es decir, si el par de apriete aumentaba un 15% , la rugosidad de la superficie de la rosca se deterioraba, o si las dimensiones estaban fuera de tolerancia, entonces había que sustituir inmediatamente el macho de roscar por uno nuevo, ya que se iban a producir productos defectuosos a gran escala.
3. ¿Debe utilizarse roscado rígido o flexible para el roscado CNC?
Para obtener roscas precisas , se recomienda el roscado rígido, mientras que el roscado flexible es más adecuado para agujeros profundos o materiales difíciles. Esto depende de la precisión de la maquinaria.
4. ¿Cómo prolongar eficazmente la vida útil de los grifos?
Optimización de los factores de corte, uso del recubrimiento adecuado en el macho de roscar, refrigeración y lubricación. Se requieren revisiones periódicas del macho de roscar para detectar desgaste.
5. ¿Cómo ajustar la velocidad de corte al mecanizar diferentes materiales?
Acero: 20-30 m/min , acero inoxidable: 10-20 m/min , aleación de aluminio: 30-50 m/min . Las velocidades específicas deben determinarse mediante cortes de prueba.
6. ¿Cuáles son las causas comunes de rotura de grifos y cómo prevenirlas?
Entre los problemas detectados se incluyen una concentricidad deficiente, una evacuación inadecuada de las virutas y parámetros de proceso incorrectos. Las medidas correctivas incluyen ajustes en el dispositivo de sujeción, la optimización del proceso y su observación.
7. ¿Cómo evaluar si la calidad del mecanizado de la rosca es la adecuada?
Utilice los calibres de rosca para comprobar, mida el acabado superficial con el medidor de rugosidad y realice una inspección del 100% de las dimensiones críticas.
8. ¿Qué impacto tiene el recubrimiento de la rosca en el rendimiento del mecanizado?
Una capa protectora adecuada puede prolongar la vida útil entre dos y tres veces. El TiN es versátil, el TiCN ofrece resistencia al desgaste, mientras que el AlCrN presenta resistencia a altas temperaturas. Para solicitar piezas de alta precisión con recubrimientos avanzados para herramientas, solicite hoy mismo un presupuesto exacto a LS Manufacturing.
Resumen
Con la ayuda de la ciencia aplicada a la selección de machos de roscar y a la optimización del proceso, será posible mejorar la eficiencia y la calidad durante el mecanizado de roscas, así como optimizar el coste de producción.
Para servicios de mecanizado de roscas en la industria o incluso un análisis gratuito de los productos mencionados, póngase en contacto con los expertos técnicos de LS Manufacturing . En este sentido, nos gustaría determinar el rendimiento de su macho de roscar actual y proporcionarle un informe gratuito sobre cómo mejorar su eficiencia, calidad y coste.
¿Listo para optimizar el roscado de sus procesos? Descubra la Guía definitiva de servicios de mecanizado de precisión para obtener el máximo rendimiento y ahorrar costes.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


