5-осевая обработка с ЧПУявляется решением проблемы изготовления сложных геометрических деталей. Если заготовка имеет сложные криволинейные поверхности, косые отверстия или элементы под разными углами, на 3-осном оборудовании необходимо несколько операций зажима. Основная причина заключается в ограниченной степени свободы традиционных 3-осевых станков и фиксированной ориентации инструмента.
В этой статье мы более подробно рассмотрим определение, функции и различные конфигурацииОси A, B и C при 5-осевой обработкеи изложить принципы совместной работы. При этом в сочетании сЛС Производствоинженерной практики, он иллюстрирует, как эта технология решает сложные проблемы обработки деталей для клиентов и всестороннеповышает точность, эффективность и прибыльность клиентов.Чтобы сэкономить ваше время, ниже представлен краткий обзор основных выводов.
Краткая справочная таблица основных точек 5-осевой обработки с ЧПУ
| Модуль | Основные положения |
| Проблемы | Трехосевая обработка сложных деталей требует нескольких операций зажима, что приводит к проблемам приточность, эффективность и стоимость. |
| Основная причина | 3-осевые станки имеют фиксированную ориентацию инструмента без свободы движения для обработки пространственных углов. |
| Технологический прорыв |
Добавление поворотных осей A, B и Cпозволяет инструменту приближаться к заготовке со всех сторон. |
| Основное преимущество |
Выполнение сложных операций обработки за один установ собеспечивает точность, что значительно повышает эффективность. |
| Значение приложения | Предлагая клиентамвысокоэффективные решенияпосредством таких практик, как ЛС Производство. |
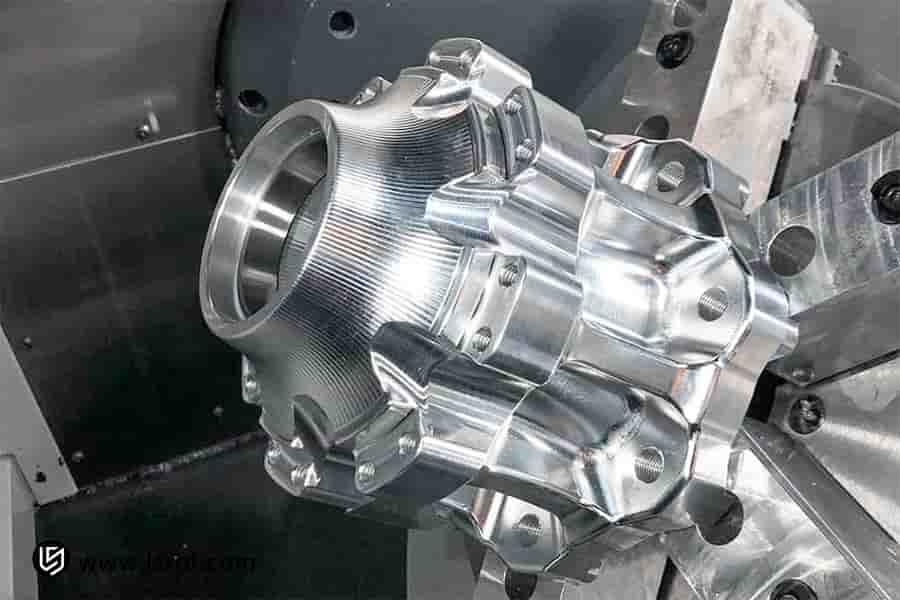
Оснащендве поворотные оси,5-осевая обработка с ЧПУпозволяет инструменту обрабатывать заготовку под любым пространственным углом. Его основная ценность заключается в достижении «единовременная настройка, полная механическая обработка"из сложных частей. Это принципиально устраняет совокупную ошибку, вызванную многими настройками, полностьюобеспечивает высокую точность обработки и значительно сокращает вспомогательное времяпри упрощении производственных процессов. Это означает идеальное решение для производства сложных деталей в необходимом объеме.высокое качество, короткое время цикла и низкая стоимость.
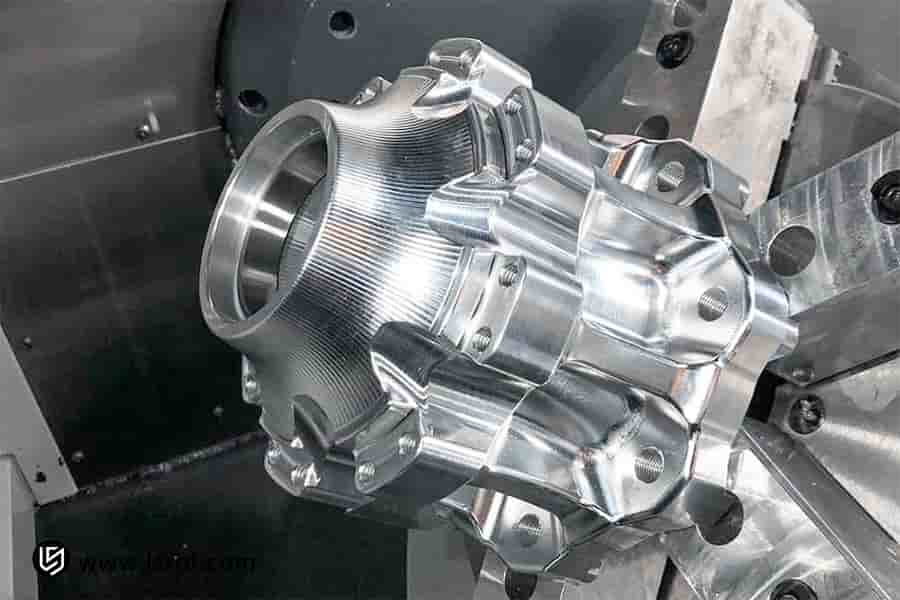
Рис. 1. Система ЧПУ с полной возможностью 5-осевой контурной обработки от LS Manufacturing.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
Учитывая огромное количество информации, доступной наобработка с ЧПУ, зачем это обсуждение 5-осевая технологиястоит внимательно прочитать? Это потому, что мы искренне верим, что истинное знание приходит не в результате теоретических выводов, а в результате многократного усовершенствования на производственной линии. Наша команда, работающая в жестких рамкахИАТФ 16949иМеждународная группа качества аэрокосмической отрасли (IAQG), всегда находится на переднем крае, ежедневно сталкиваясь с проблемами, возникающими из-за сплавов высокой твердости, жестких допусков и сложной геометрии.
За более чем десять лет мы успешно изготовили более 50 000 деталей по индивидуальному заказу с помощью 5-осевой обработки.Каждый прорыв дал нам ценный опыт: как оптимизировать стратегии траектории движения инструмента в соответствии с различными свойствами материала, как эффективно контролировать вибрацию и деформацию при обработке глубоких полостей и как научно планировать производственные циклы в рамках многозадачных заказов.
В этом руководстве представлены эти практические идеи, проверенные в ходе испытаний с использованием шлама и охлаждающих жидкостей.Наша цель ясна:систематически обобщать наш успешный опыт и полученные уроки и помочь вам избежать ловушек, с которыми нам пришлось столкнуться, непосредственно устраняя основные узкие места эффективности и качества в5-осевая обработка.
Как определяются оси A, B и C?5-Ось обработки с ЧПУ?
Четкое объяснение конкретных определений трех поворотных осей дает преимущество в освоении того, как использовать эту технологию в5-осевая обработка с ЧПУ. Эти три соответствуютОсь A Ось B Ось C ЧПУ, которые представляют собой вращательные движения, соответствующие линейным осям координат станка. Конкретные определения и функции включают:
- Ось A: Вращение вокруг оси X:Движение по оси А относится к вращению станка вокруг оси X. Таким образом, вы можете себе представитьвся заготовка или инструмент раскачивается вперед и назад в направлении, центрированном по оси Xс. Такое движение идеально подходит для обработки наклонных или изогнутых поверхностей по бокам заготовок.
- Ось B: Вращение вокруг оси Y:Ось B — это вращательное движение вокруг оси Y. Оно всегда проявляется в виде поворотов рабочего стола или шпинделя влево-вправо. Следовательно,при обработке ось B будет взаимодействовать с другими осями, так что инструмент наклоняется на оптимальный угол., таким образом эффективно завершая фрезерование сложной полости или пресс-формы.
- Ось C: вращение вокруг оси Z:Ось C — это название, данное вращательному движению через360°вокруг оси Z, перпендикулярной рабочему столу. Это наиболее используемый вОсь поворотных столов с ЧПУи действует во многом как прецизионная индексирующая головка.он может точно вращать заготовкучерез любое окружное положение для обработки всех видов отверстий или контуров, распределенных по окружности.
Другими словами, суть 5-осевая поворотная ось с ЧПУТехнология заключается в точном определении и скоординированном движении поворотных осей A, B и C. Именно эта логика движения основана наДекартова система координатэто делаетОсь A, ось B и ось C, обработка с ЧПУвозможность обработки сложных пространственных углов.

Почему при 5-осевой обработке приходится рассчитывать на эти поворотные оси?
Самое важное преимущество5-осевая обработкаЭто возможность преодолеть пространственное ограничение обычных 3-осевых станков посредством вращательного движения. Этиповоротные осиэто не просто функциональные добавки;они скорее являются краеугольным камнем для эффективной и высокоточной обработки сложных деталей.Их основная ценность представлена главным образом в следующих аспектах:
Точное позиционирование под разными углами и завершение обработки изделий сложной геометрии.
Наиболее фундаментальной функцией этих поворотных осей являетсязаставить инструмент приближаться к поверхности заготовки под любым желаемым оптимальным угломза счет колебаний осей A, B и C. Будь то наклонное отверстие, сложная криволинейная поверхность или структура с глубокой полостью, инструмент всегда может сохранять наилучшее положение резки, чтобы завершить все процессы за одну настройку, что является основным выражениемОсновы 5-осевого ЧПУи представляет собой прочную основу для технологии.
Эффективно предотвращает взаимодействие между инструментом, заготовкой и станком.
При изготовлении глубоких полостей, вогнутых участков или компактных конструкций хвостовик инструмента или шпиндельная бабка обычно сталкиваются с заготовкой. Пространственная регулировка угла с помощью поворотной оси обеспечивает беспрепятственный путь и, таким образом,делает области безопасными доступными для инструмента, которые не были бы доступны таким образом с помощью обычного инструмента.
Обеспечение общей точности и улучшение качества поверхности.
Все операции, начиная с исходной точкипозиционирование и боковая обработкагравировке поверхности, выполняются в одной и той же системе координат без повторного выполнения работы. По сути, это позволяет избежать накопления, вызванного повторным позиционированием. Кроме того, благодаря регулировке угла область, в которой линейная скорость на кончике шаровой концевой фрезы изменяетсясамый большой можно использовать для резки и гравировки заготовки, что обеспечивает лучшее качество поверхности.
В двух словах, силаОсновы 5-осевого ЧПУзаключается в различных степенях свободы, обеспечиваемых этимиОси поворотного стола с ЧПУ. Для механической обработки они поднимают его с2-мерная плоскость в 3-мерное пространствочтобы добиться»один зажим, полная обработка". Это не только имеет решающее значение для повышения эффективности, но и является определяющим фактором дляобеспечение целостности допусков формы и положения и геометрической точности деталей; таким образом, это незаменимая технология для производства в высокотехнологичных областях, таких какаэрокосмическая и точная медицина.
Каковы общие конфигурации осей для 5-осевых станков?
В5-осевая обработка с ЧПУ,Поворотные оси A, B и Cможет быть назначен либо рабочему столу, либо шпиндельной головке станка. Это приводит к появлению множества вариацийКонфигурации осей ЧПУ, которые напрямую влияют на возможности обработки и применимость. Ниже приведено сравнение нескольких основных конфигураций:
| Тип конфигурации | Основные функции и применимые сценарии |
| Двойной поворотный стол | Рабочий стол объединяет обе поворотные оси, например,Оси А и С. Он идеально подходит длямалые и средние комплексы ипрецизионная обработка деталей. |
| Двойная поворотная головка | Обе поворотные оси, такие какОси А и В, установлены на шпиндельной головке. Это подходит дляиметь дело с большими и тяжелыми заготовками. |
| Одна поворотная и одна поворотная головка | Например, на рабочем столе может находиться одна поворотная ось, напримерОсь C и еще одна на шпиндельной бабке, например, ось B для гибкой обработки. |
Первый важный шаг на пути к успешной реализации Проект 5-осевой обработки с ЧПУзаключается в выборе подходящей конфигурацииоси ЧПУ.ЛС Производствоимеет передовой кластер станков, охватывающий все основные конфигурации, упомянутые выше, а его опытная технологическая команда может подобрать вамсамое эффективное и экономичное решениеиз источника согласноконкретные размеры и конструктивные особенности и точность деталей, для достижения наилучшего баланса между производительностью обработки и экономической эффективностью.

Рисунок 2. Детали, изготовленные за одну установку с использованием поворотной оси от LS Manufacturing.
Каковы существенные различия между 3+2-осевой позиционирующей обработкой и 5-осевой рычажной обработкой?
Принципиальная разницамежду осью 3+2 и 5-осевой обработкой– это состояние движения поворотных осей в процессе обработки: оно либо включает в себяпоэтапная обработкапосле фиксации угла или комплексной обработки, при этом все оси постоянно связаны. Это различие лежит в основе3+2 оси против 5-осевой обработки и определяет соответствующие технические уровни и применимые сценарии. В следующей таблице подробно сравниваются существенные различия между двумя режимами:
| Сравнительные размеры | 3+2-осевая обработка с позиционированием (5-осевая ориентация) | 5-осевая рычажная обработка (настоящая 5-осевая) |
| Принцип работы | Поворотные оси находятся под фиксированным углом, а затем блокируются. Кроме того, только оси X/Y/Z выполняютлинейная резка. | Линейные оси X, Y и Z всегда перемещаются.синхронно и непрерывнопри выполнении резки в координации с двумя осями A/B/C. |
| Обработка объектов | Он подходит дляобработка коробчатых деталей с дискретными угловыми особенностями, такие как многогранники и косые отверстия. | Специально разработан для изделий сложной геометрии с постоянно меняющимися формами, напримеримпеллеры, пропеллеры и скульптурные поверхности со сложными деталями. |
| Основные преимущества | Простое программирование, высокая стабильность, более экономичный и позволяет избежать многократного зажима заготовок. |
Он способен обрабатывать сложные пространственные поверхности за один раз.отличное качество поверхности и точность контура. |
| Требования к станку | Динамические характеристики, которые должны обеспечивать система ЧПУ и станок, относительно низкие. | Требуется высокопроизводительная система ЧПУ с высокой динамической реакцией, чтобы избежать ошибок движения. |
3+2-осевая обработка позволяет выполнять различные задачи 3-осевой обработки поэтапно и партиями.что делает его отличным способом построить многогранник. В действительности5-осевая обработка рычагов, все оси движутся в каждый момент резания, оптимально удерживая кончик инструмента в контакте с поверхностью. Это лучший способ производства сложных деталей высшего уровня втакие области, как аэрокосмическая и энергетическая.

Как различные конфигурации поворотных осей влияют на фактические результаты обработки?
Распределение оси вращения, а именно конфигурацияОсь ЧПУ при 5-осевой обработке с ЧПУ, определяет работоспособность и точность станка и составляет основу Объяснение 5-осевых осей ЧПУ.Различные схемы конфигурации дадут совершенно разные результаты обработки:
Влияние на точность и стабильность обработки
В случае мелких прецизионных деталей, таких какимплантаты из титанового сплава длямедицинское оборудование, двойной поворотный стол будет наиболее эффективным, то есть оси A и C находятся на рабочем столе. Эта установка может обеспечить чрезвычайно высокую точность и стабильность индексации.за счет легкого веса и малой вращательной инерции заготовки получается четкость контуров сложных трабекулярных структур.
Влияние на диапазон обработки и доступность
Когдаобработка больших рабочих колес илиавтомобильные формы,конфигурация с двойной качающейся головкой является более подходящей:обе оси B и C находятся на шпинделе. Заготовку можно закрепить на рабочем столе.без создания проблем с центробежной силойиз-за вращения заготовки. Это позволяет инструменту подходить к любой области большой работы под лучшим углом, решая проблемы помех и доступности.
Влияние на эффективность и гибкость обработки
Гибридная конфигурация, например, одна поворотная головка с одной качающейся головкой, например, качающаяся головка оси B в сочетании с поворотным столом оси C, обеспечивает гибкость.В нашей практике при обработке фильтров с коммуникационной полостью, содержащих боковые элементы и верхние косые отверстия, колебание по оси B позволяет оптимизировать угол бокового фрезерования с последующимбыстрая индексация и обработка верхней части за счет вращения по оси C; это значительно повышает эффективность по сравнению с несколькими операциями зажима.
Другими словами, различные комбинацииОси поворотного стола с ЧПУнапрямую связаны с конечным качеством, эффективностью и экономичностью обработки, а не только с механическими различиями. С глубоким пониманиемОбъяснение 5-осевых осей ЧПУи богатая коллекция станков,ЛС Производствоспособен проводить точное планирование процессов и выбирать подходящиеоси ЧПУна основе характеристик вашей детали в самом начале проекта, чтобы с самого начала обеспечить наилучшие решения по обработке.
Рисунок 3: Сложные контуры, полученные с помощью кинематики оси ABC компанией LS Manufacturing.
В чем проблема многоосного программирования с ЧПУ? Как решить?
Многоосевое программирование ЧПУявляется основным фактором, который в конечном итоге разблокируетВозможность 5-осевой обработки. Основная задача технологии заключается в том, как преобразовать сложные 3D-модели в правильные команды движения, которые станок может выполнять безопасно и эффективно. Основные трудности в этой области отражаются в следующих аспектах:
- Точное планирование пространственных траекторий инструмента:5-осевое программированиедолжен быть в состоянии гарантировать позиционирование и контроль ориентации инструмента в трехмерном пространстве. Если планирование пути неправильное,это легко приведет к внезапным изменениям углов резания, остаткам материала или перерезке.Мы используем передовые алгоритмы программного обеспечения CAM, чтобы точно подогнать траекторию инструмента к поверхности заготовки и поддерживать непрерывное и стабильное состояние во время резки.
- Комплексное предотвращение столкновений во время обработки:Введение поворотных осей значительно увеличивает возможность взаимодействия шпинделя, державки инструмента, заготовки и приспособления. В этой статьена этапе программирования мы применяем систему виртуального моделирования с полной моделью станкадля обнаружения кинематического столкновения цепи и выполнения регулировки положения или автоматического создания путей обхода для обеспечения безопасности во время обработки.
- Точное сопоставление и оптимизация постпроцессором:Работа постпроцессора заключается в том, чтобы взять эти общие файлы траекторий и преобразовать их в код, понятный конкретному станку. Для каждой машины,пишем собственный постпроцессор, соответствующий характеристикам кинематики и системы управления станкачтобы программа использовала полную производительность машины.
Столкнувшись с системными проблемами, связанными смногоосевое программирование ЧПУ, мы разрабатывает стандартизированные решения на основе опыта, полученного в более чем4000 сложных проектов. Наша база данных процессов включает оптимизированные параметры для различных материалов, инструментов и функций в сочетании с проверенными шаблонами постпроцессора, которыепозволяют нам предоставлять клиентам безопасные, эффективные и высокооптимизированные программы обработки, эффективно повышая качество и эффективность обработки.
Как 5-осевая технология LS Manufacturing решает проблемы обработки для клиентов?
Пример 5-осевой обработки LS Manufacturing полностью демонстрирует, как мы превращаем самые передовые технологии в реальную ценность для наших клиентов. Столкнувшись с узким местом, производство сложных деталей из титанового сплава для аэрокосмической компании было значительно улучшено за счет системного решения.
Задача клиента
У одной аэрокосмической компании была сложная пространственно-искривленная поверхность и глубокая структура детали гондолы двигателя из титанового сплава, которую необходимо было обработать.Традиционный 3-осевой станок для сегментной обработкитребует многократного зажима, что приводит к накоплению ошибок. Это также вызывает вибрацию инструмента при обработке наклонных поверхностей и глубоких полостей, что приводит к нестабильной точности детали.Это привело к тому, что первоначальный процент брака при производстве достиг 40%, что серьезно повлияло на графики реализации проекта.
Производственное решение LS
Мы придумали5-осевая обработка решениепрофессионального характера. Принятие функции оси B станка с5-осевой обрабатывающий центробеспечивает большой угол наклона заготовки инепрерывное вращение по оси C, что позволяет концевой фрезе всегда находиться в контакте с поверхностью заготовки с оптимальным углом резания, тем самым завершаявысокоточное фрезерование всех сложных поверхностейза один процесс зажима, что позволяет эффективно избежать повторяющихся ошибок позиционирования и значительно улучшить условия резки.
Результаты и ценность
После внедрения нового решения качество обработки этой детали совершило качественный скачок:уровень квалификации продукции резко увеличился с 60% до более чем 98%.Благодаря централизации процессов,цикл поставки сокращен на 50%. Это позволило сократить инвестиции в инструменты и приспособления, а также время вторичной обработки, тем самым значительно сэкономив общие затраты для клиентов и обеспечив бесперебойную реализацию критически важных проектов.
ЭтоПример 5-осевой обработки LS Manufacturingпоказывает, что ключевое значение5-осевая технологиязаключается в устранении в корне тех факторов, которые приводят к потере точности, посредством инноваций в процессах «однократный зажим, комплексная обработка." Решая задачу высокотехнологичного полевого производства, связанную со сложными деталями,ЛС Производствоне только предоставляет современное оборудование, но и предлагает комплексные решения с глубоким знанием процессов, например, библиотеку параметров резки длятитановые сплавы.
Как выбрать подходящую 5-осевую конфигурацию на основе характеристик моей детали?
По сути, правильный выборКонфигурация оси ЧПУозначает точное соответствие возможностей станка потребностям детали, и это напрямую связано сэффективная обработка, точность и преимущества. Например, ниже приводится практическое руководство по выбору, основанное на характеристиках детали:
Размер и вес детали
В зависимости от конструкции станка, большие и тяжелые детали, такие какстанины станков или большие формы, должны быть оборудованыпортальный 5-осевойблагодаря высокой устойчивости и большой несущей способности. Прецизионные детали малого и среднего размера, такие какимпеллеры и медицинские приборылучше всего производить на5-осевой обрабатывающий центр люлькового типа (двухстоловый), в компактной конструкции и с чрезвычайно высокой динамической точностью.
Геометрическая сложность и технические требования
Конфигурация оси: опорная или составная.5-осевой обрабатывающий центрдля заготовок со сложной криволинейной поверхностью, глубокой полостью и/или наклонных отверстий, таких какаэрокосмические конструкционные идетали пресс-формы для литья под давлением.Тип люльки позволяет изготавливать заготовки для нескольких сторон за один установ. Такая конфигурация минимизирует время зажима заготовки, обеспечиваетточность позиционирования и сокращает время цикла.
Объем производства и требования к автоматизации
Влияние на рентабельность инвестиций: при крупносерийном производстве5-осевые обрабатывающие центры с ЧПУ должно бытьоснащен системой APS для обеспечения бесперебойного производства 24 часа в сутки, 7 дней в неделю., в то время как в мелкосерийном, многовариантном и гибком производстве спрос на быструю настройку и универсальность выше, чем на чисто высокую скорость.
Короче говоря, оптимальныйКонфигурация оси ЧПУприходит с глубоким пониманием того, как производится ваша деталь. Наши инженеры предоставят наиболее экономичные и эффективныеРешение для 5-осевой обработки с ЧПУдля ваших нужд и при этом убедиться, что все, во что вы инвестируете, того стоит. Вы можете в любое время получить отчет об углубленном анализе.

Рисунок 4. Промышленный обрабатывающий центр с ЧПУ по осям A и C от LS Manufacturing.
Каковы некоторые распространенные неправильные варианты использования поворотных осей при 5-осевой обработке?
Неправильное использование поворотных осей в5-осевая обработканесетсамый высокий риск отказа оборудования и брака деталей.Принципы работы 5-осевых поворотных осейнеобходимо достаточно хорошо понять, а операцию следует стандартизировать. Вот несколько распространенных заблуждений:
- Игнорирование физических ограничений, что приводит к столкновениям:Разные Конфигурации 5-осевого станка выбор имеют определенные ограничения по углу поворота и зоны помех. Если они не учтены во время программирования и эксплуатации, могут возникнуть коллизии.между шпинделем, инструментом, заготовкой или приспособлениямиможет произойти легко. Ключом к предотвращению является полная симуляция движения станка перед началом работы.
- Отклонение программирования от принципов 5-осевого вращения:Ядро5-осевая обработка— это отслеживание подсказок инструмента (TCP) и преобразование координат. Неправильная установка центра вращения или программирование нулевой точки приведет кпривести к неправильному положению инструмента и браку продукции.. Это означает, что инженеры-технологи должны иметь глубокое понимание принципов кинематики и следить за тем, чтобы файлы постобработки длямногоосевое программирование ЧПУабсолютно точны.
- Путаница в управлении системой координат также может привести к потере точности: При непрерывном движении система координат заготовки должна быть точно смещена при вращении. Если это зависит от ручных расчетов или если это не поддерживается постобработкой, кончик инструмента будет отклоняться от своего теоретического положения. Профессиональная CAM-система автоматически обрабатывает вращение координат.
Короче говоря, чтобы избежать этих ошибок, требуется строгость на протяжении всей цепочки, от выбора оборудования до программирования процессов.ЛС Производство, предлагая решения, обеспечивает не толькорациональность выбора конфигурации 5-осевого станкано и углубленное обучение на основеПринципы работы 5-осевых поворотных осей имногоосевое программирование ЧПУподдержка. Благодаря нашей профессиональной строгости мы обеспечиваем безопасность ваших сложных процессов обработки.
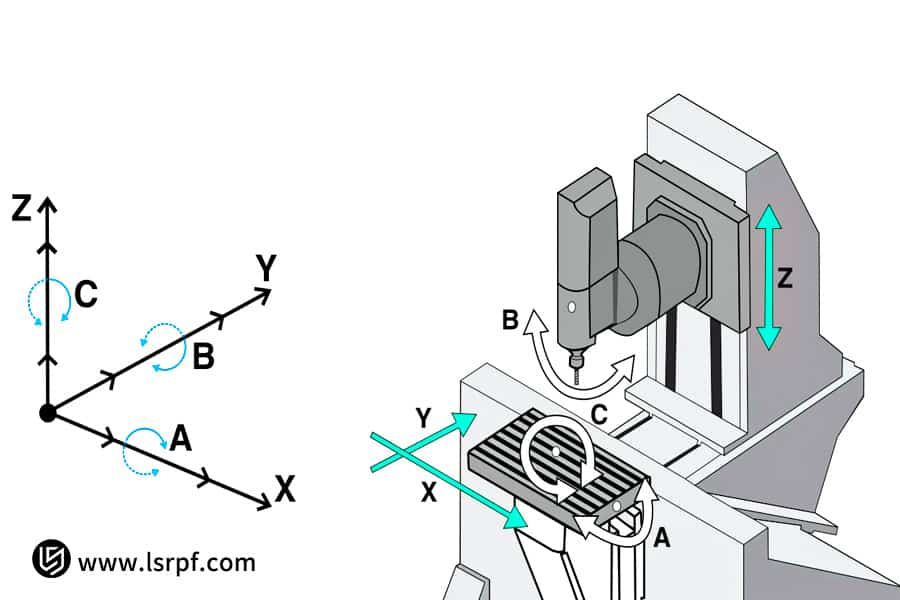
Рисунок 5: Схема поворотных осей 5-осевого станка с ЧПУ производства LS Manufacturing.
Часто задаваемые вопросы
1. Должна ли 5-осевая обработка включать одновременное перемещение всех 5 осей?
Не обязательно. ОбщийОбработка позиционирования «3+2», в котором ось вращения сначала устанавливается под оптимальным углом, а затем выполняется резка в 3-осном режиме, подходит для обработки под определенными углами. Напротив,5-осевая связь означает, что все 5 осей перемещаются одновременно и используется для обработки сложных криволинейных поверхностей.Мы точно порекомендуем наиболее эффективное и экономичное решение обработки в соответствии с геометрией вашей детали.
2. Выдвигает ли 5-осевая обработка более высокие требования к программистам?
Да, с большим отрывом. Программисту необходимо иметь глубокие знания в5-осевая кинематика,контроль ориентации инструмента и стратегии предотвращения столкновений. Используя опытную команду технологов и передовые системы CAM, мы можем обеспечить точнуюмногоосные программы ЧПУс безопасностью и точностью, гарантированными в безупречном процессе обработки.
3. Как гарантируется точность 5-осевого станка?
Поскольку мы ценим точность, мы обеспечиваем ее гарантией с помощью нескольких технологий: перед отправкой лазерный интерферометр используется дляточная калибровка поворотных осей и встраивание параметров динамической компенсации точностив систему ЧПУ для выявления ошибок в реальном времени. Между тем, каждый продукт должен пройти строгий процесс контроля качества, чтобы гарантировать, что он соответствует требованиям чертежа.
4. Подходит ли 5-осевая обработка для мелкосерийного производства?
Очень подходит,5-осевая обработкамелкосерийные деталисо сложными конструкциями можно выполнить за одну установку,экономия средств и времени, необходимых для подготовки многопозиционных инструментов; соответственно, это обеспечивает быстрый ответ. Такое требование было специально разработано для гибких производственных услуг, предлагаемых LS Manufacturing.
5. Может ли 5-осевая обработка обрабатывать детали слишком большого размера?
Конечно, у нас есть несколько видов5-осевые станки,в том числе портальные 5-осевые станкис большими рабочими ходами для крупногабаритных деталей. Кроме того, мы можем эффективно решать проблемы обработки с помощью профессиональных стратегий оптимизации процессов, таких как обработка по площади.
6. Какой формат файла требуется для 5-осевого программирования?
Мы рекомендуем универсальный формат с полной информацией о 3D-модели, напримерШАГ, IGES, X_T или PARASOLID. Все вышеупомянутые форматы сохраняют данные модели нетронутыми имогут быть напрямую импортированы в нашу CAM-систему для многоосного программирования ЧПУ с высокой эффективностью и точностью.
7. Насколько 5-осевая обработка дороже, чем 3-осевая?
Цены варьируются. По сравнению с простыми деталями 5-осевая обработка требует более высоких затрат на амортизацию; однако для сложных деталей можно использовать 5-осевую обработку.сократить время зажима, объединить процессы и повысить эффективность, что снижает общую стоимость производства и, следовательно, более экономично.
8. Как мне получить решение для 5-осевой обработки моей детали?
Это довольно простая процедура: просто предоставьте 3D-чертежи и спецификации, затем наша команда инженеров проведет детальную оценку в течение 24 часов и, наконец, предоставит вам полное решение, содержащее общий план процесса, оценку времени и прозрачнуюмгновенная онлайн-цена.
Резюме
Оси A, B и C являются основой 5-осевой обработки с ЧПУ, позволяющей добиться эффективности и точности при изготовлении сложных заготовок.Правильное понимание и применение этих поворотных осей имеют первостепенное значение для создания конкурентоспособности. Благодаря накоплению многолетнего опыта в5-осевая обработка и профессиональная команда,ЛС Производствостала надежным партнером для многих ведущих компаний различных отраслей.
Если ваш проект требует сложной обработки деталей, пожалуйста, не стесняйтесьсвяжитесь с намидля бесплатной технической оценки и предложения. Позвольте нам повысить ценность вашего проекта, применив нашу профессиональную 5-осевую технологию обработки!
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт:https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Manufacturing не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонние поставщики или производители будут предоставлять параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или процессы через производственную сеть LS. Покупатель несет полную ответственность за эту информацию. Для получения цен на детали укажите точные требования к этим деталям.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing — ведущая компания отрасли.специализируется на индивидуальных производственных решениях. Обладая более чем 20-летним опытом обслуживания более 5000 клиентов, мы уделяем особое внимание высокоточнымобработка с ЧПУ,изготовление листового металла,3D-печать,литье под давлением,штамповка металлаи другие универсальные производственные услуги.
Наш завод располагает более чем 100 современными пятиосными обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах и регионах по всему миру. Будь то мелкосерийное производство или массовая индивидуализация, мы можем удовлетворить ваши потребности в течение 24 часов. Выбор LS Manufacturing означает выбор эффективности, качества и профессионализма.
Для получения дополнительной информации посетите наш сайт:www.lsrpf.com.


