I servizi di fresatura CNC presentano alcune problematiche relative al processo di maschiatura cieca, in cui la lunghezza effettiva del processo non raggiunge il 70% , la rottura del maschio supera il 15% e la finitura dei fori e dei fondi non è adeguata. Inoltre, si riscontra una scarsa uniformità tra i lotti. Ciò ha comportato una resa produttiva dell'80-85 % . Per superare tutti questi problemi, ci impegniamo a sviluppare un approccio scientifico al processo di maschiatura cieca.
Questo processo semplifica le informazioni provenienti dagli oltre 200 casi studio di maschiatura a foro cieco e dai 158 processi sviluppati da LS Manufacturing. L'ottimizzazione della maschiatura di fondo raggiunge una lunghezza effettiva del 95% , triplica la durata dei maschi e garantisce un tasso di resa del 99,5% . Tutti i fattori sopra menzionati vengono efficacemente presi in considerazione nei nostri servizi di ottimizzazione della maschiatura di fondo , garantendo così risultati di lavorazione di alta qualità.
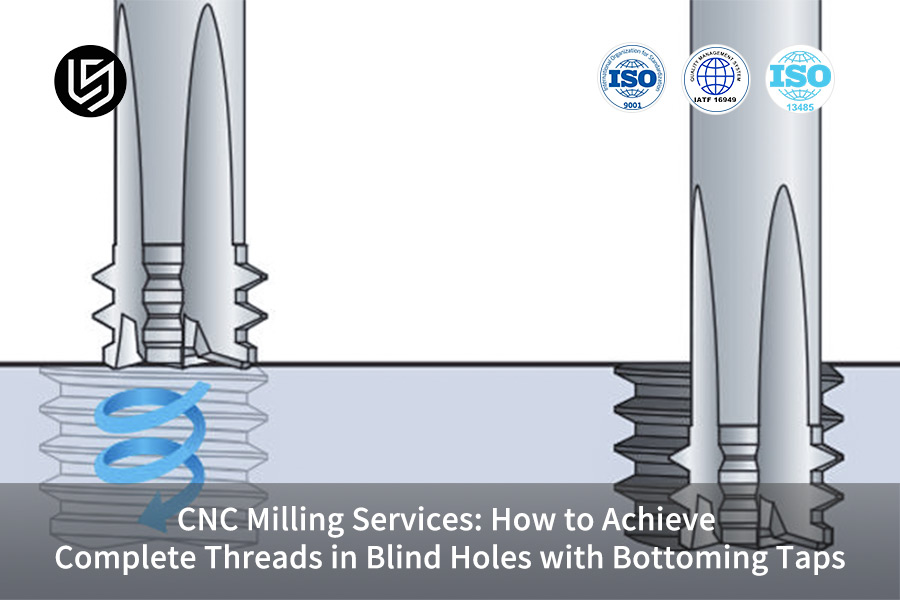
Tabella di riferimento rapido: Fresatura CNC e maschiatura di fori ciechi ad alte prestazioni
| Sezione | Contenuto principale (in forma abbreviata) |
| Problema (Quale) | Filettature incomplete ( <70% di lunghezza ), elevata rottura del maschio ( >15% ), scarsa qualità del fondo del foro, bassa uniformità del lotto, resa dell'80-85% . |
| Causa principale (perché) | Non è stato seguito alcun metodo scientifico. Fattori importanti come la conformazione del fondo dei fori, la scelta dei rubinetti appropriati, ecc., non sono stati presi in considerazione. |
| Soluzione principale (come) | Ottimizzazione basata sui dati > 200 casi , 158 test. Definizione di un sistema scientifico, in particolare per quanto riguarda la geometria del fondo e il set di utensili. |
| Passaggio 1: Preparazione del foro | Progettare una geometria di base specifica (punta piatta, profondità di centraggio controllata) per creare spazio per l'evacuazione dei trucioli e l'inserimento del maschio. |
| Passaggio 2: Tocca Selezione | Maschi per filettatura a smusso corto e punta elicoidale . Ottimizzazione della resistenza del rivestimento/substrato e delle proprietà lubrificanti. |
| Fase 3: Parametri | Vengono applicate velocità ridotta, DFM e avanzamento, nonché il supporto di portautensili rigidi, la sincronizzazione e cicli di pecking precisi. |
| Strumenti e materiali | Punta da trapano a testa piatta, maschio per filettatura ribassata ottimizzato, portautensili rigido, refrigerante ad alta pressione. |
| Risultati | Lunghezza effettiva della filettatura superiore al 95% , durata del maschio 3 volte superiore , resa al primo passaggio superiore al 99,5% , qualità costante del lotto. |
Il problema principale della soluzione che offriamo direttamente tramite i nostri servizi di fresatura CNC , e che ci aiuta a mitigare le criticità relative ai maschi a foro cieco, risiede nella generazione di filettature quasi complete, pari a oltre il 95%, riducendo di tre volte il tasso di fallimento dei maschi e garantendo una maggiore uniformità tra i lotti, il che ci consente di raggiungere una percentuale di successo al primo passaggio del 99,5% per un funzionamento efficiente.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Online si trovano moltissimi articoli che descrivono l'intero processo di fresatura CNC . Ciò che ci distingue dagli altri è il fatto che le nostre conoscenze non derivano da un'esperienza accademica, bensì da un'esperienza sul campo, un'esperienza in cui la teoria incontra la pratica, confrontandosi con materiali difficili come Inconel e titanio. È importante sottolineare che le nostre informazioni sono in linea con quelle di organizzazioni come la Society of Manufacturing Engineers (SME) .
Le condizioni a cui sono sottoposti i nostri componenti sono estreme: si pensi ai componenti aerospaziali, dove l'integrità dimensionale è una priorità, ai componenti per dispositivi medici, dove la finitura superficiale è fondamentale, o all'ottica, dove le tolleranze a livello di micron sono letteralmente un requisito imprescindibile! Eppure, in qualche modo, siamo riusciti a superare tutti questi ostacoli con facilità, imparando i metodi migliori per gestire materiali difficili e design complessi, applicando e rispettando gli standard di misurazione del National Institute of Standards and Technology (NIST) .
I processi che applichiamo sono quelli che si dimostrano validi quotidianamente sotto la pressione della produzione. Non solo vi abbiamo dimostrato come funzionano, ma anche come potete applicarli con il minimo sforzo per ottenere i migliori risultati. Non si tratta del solito arido consiglio teorico a cui siete abituati, ma di un consiglio pratico e applicabile nella vita reale per svolgere il lavoro con precisione ed efficacia.

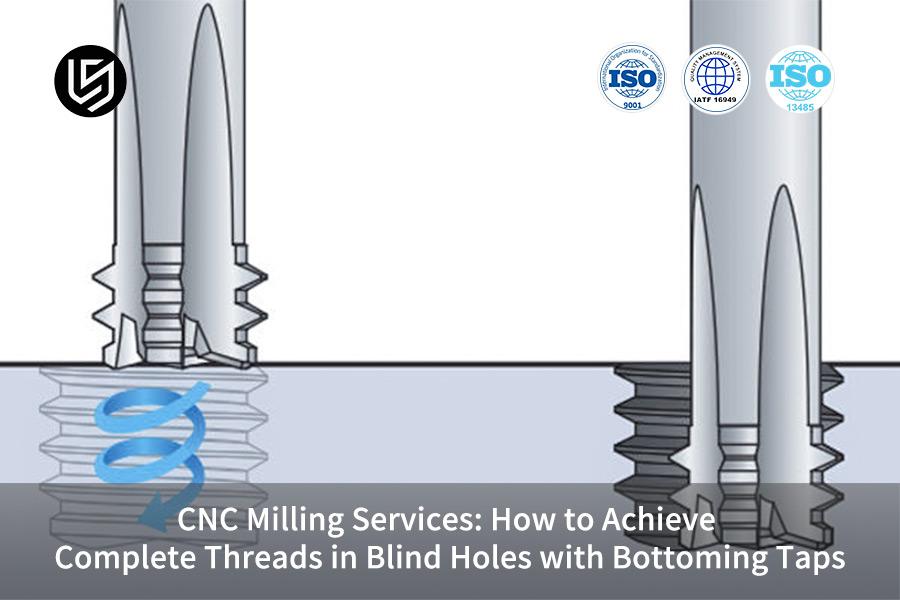
Figura 1: Utilizzo di un maschio per filettatura di fondo per la filettatura di precisione di fori ciechi CNC da parte di LS Manufacturing
Perché i maschi standard non riescono a realizzare una filettatura completa sul fondo di un foro cieco?
Uno degli svantaggi della filettatura a foro cieco è che non consente di realizzare una filettatura perfetta sul fondo del foro cieco utilizzando un maschio standard, e rimane un massimo del 30% della porzione di filettatura richiesta non perfettamente filettata. La qualità degli elementi uniti e del giunto finale prodotto è direttamente correlata all'uso specifico della funzione. Una tecnica molto particolare è:
Preparazione del fondo di precisione
Questo processo, tuttavia, avviene ancor prima della maschiatura e richiede la realizzazione di un foro pilota speciale, con fondo piatto, mediante fresatura CNC di precisione . Conosciamo la profondità esatta del processo, ma ci assicuriamo che raggiunga la profondità effettiva della filettatura presente nel foro, fino alla smussatura precisa che si trova sul maschio vero e proprio, con un gioco specifico di 0,1-0,3 mm . Questo processo ci fornisce lo spazio necessario sulla parte finale del fondo pieno per poter procedere con la precisa operazione di maschiatura di finitura .
Selezione strategica del rubinetto di fondo
Inoltre, utilizziamo maschi di punta esclusivi con smusso corto. I rivestimenti dei nostri maschi di punta contengono sostanze chimiche come il TiAlN. La differenza sta nell'avere uno smusso corto di 1,5-2 passi. La nostra punta standard è responsabile di un notevole spreco, di cui 0,5 passi vengono sprecati nella parte inferiore della punta a causa della sua smussatura. La punta ha 3-4 passi di smussatura. Il substrato aiuta a controllare la flessione quando si esegue la foratura su un substrato duro.
Parametri di lavorazione ottimizzati per la stabilità
Per garantire il successo dei servizi di maschiatura CNC , è necessario impostare correttamente i parametri. Tali parametri includono la velocità superficiale e la velocità di avanzamento, che vengono ridotte per limitare le forze che agiscono sull'utensile in prossimità del fondo del pezzo da maschiare. Inoltre, il portautensili deve avere una rigidità costante per evitare la formazione di errori di filettatura. Infine, è necessario definire un ciclo di maschiatura appropriato in base alla configurazione dell'utensile proposta dall'esperto.
Protocollo di implementazione e validazione
Ciascuna applicazione viene sottoposta a un processo denominato fase di verifica. Per il processo di verifica, viene utilizzato un gruppo di provini per testare l'applicazione tramite una prova di fresatura ad alta velocità . Prima che queste applicazioni vengano implementate singolarmente in produzione, la prima parte di ciascuna di esse viene sezionata e testata, prendendo come riferimento i dettagli microscopici della filettatura, nonché la completezza di ciascuna in relazione ai disegni tecnici.
Questa metodologia va oltre una teoria generale, poiché, secondo il suo approccio, è possibile ottenere un metodo validato per un processo durante la realizzazione passo passo di una filettatura completa di un foro cieco . I servizi di fresatura CNC offerti includono una metodologia di costruzione precisa per la creazione di un foro utilizzando utensili speciali in grado di soddisfare i requisiti necessari per affrontare il vincolo principale esistente.

Come scegliere la geometria del rubinetto inferiore in base al materiale?
La scelta del maschio di finitura più adatto è di vitale importanza per la corretta esecuzione delle operazioni di filettatura di fori ciechi , dove una geometria inadeguata contribuisce a coppie elevate, usura eccessiva e a una qualità superficiale compromessa dei materiali filettati. Questo documento si propone di riassumere i dati empirici rilevanti, derivanti da un'analisi esaustiva delle operazioni di taglio, includendo i risultati dell'applicazione della metodologia diretta alla selezione del maschio di finitura più appropriato, considerando la durata dell'utensile in relazione a operazioni complesse nei servizi di fresatura CNC .
| Categoria di materiale | Tipo di rubinetto consigliato e geometria della chiave | Miglioramento quantificato delle prestazioni |
| leghe di alluminio | Maschio a spirale (angolo di spoglia 10-12°, angolo di sgancio 8-10°). | Riduce la coppia di taglio di circa il 25% e previene l'accumulo di trucioli. |
| Acciaio inossidabile (ad esempio, 304) | Maschio a punta elicoidale ( angolo di spoglia 7-9° , angolo di scavo 6-8°). | Estende la durata dell'utensile da 200 a 600 fori nella produzione in serie. |
| Ghisa | Maschio a scanalatura diritta (inclinazione 5-7°, angolo di spoglia 4-6° ). | Garantisce una durata 2-3 volte superiore grazie alla resistenza all'usura abrasiva. |
| Leghe ad alta temperatura | Maschio per filettatura a spirale con rivestimento di alta qualità e anima rinforzata. | Garantisce affidabilità nella fresatura di precisione di componenti aerospaziali esigenti. |
Questa guida pratica consente agli utenti di prendere decisioni efficaci e concrete in merito alla scelta degli utensili per la filettatura, basandosi sulla loro meccanica di taglio applicabile a diversi materiali, al fine di ottenere le prestazioni desiderate nei servizi di filettatura CNC, come richiesto nelle applicazioni di fresatura competitive e ad alto valore aggiunto .
Come ottimizzare i parametri di taglio per prevenire la rottura del maschio durante la maschiatura di fori ciechi?
La rottura durante l'operazione di filettatura a foro cieco comporta un arresto della produzione, che a sua volta si traduce in un aumento dei costi nel processo produttivo. Tuttavia, il modello di ottimizzazione da noi sviluppato elimina le rotture durante il taglio grazie all'ottimizzazione, riducendole dal 12% allo 0,5% , consentendo così la lavorazione di 5.000 testate motore consecutive senza rotture durante il processo produttivo.
Ottimizzazione dei parametri specifici del materiale
Impostiamo velocità e avanzamenti adatti a ogni materiale in modo da evitare sovraccarichi e garantire un taglio fluido. I nostri servizi di maschiatura di precisione integrano tutti questi parametri:
- Leghe di alluminio: velocità 20-30 m/min, avanzamento 0,8-1,2 mm/giro per un'efficiente rimozione dei trucioli.
- Acciaio inossidabile: velocità 8-15 m/min, avanzamento 0,6-1,0 mm/giro per evitare l'incrudimento.
- Ghisa: Velocità 12-18 m/min , avanzamento 0,7-1,1 mm/giro per bilanciare l'usura dell'utensile.
Implementazione della strategia di alimentazione graduale
Utilizziamo una tecnica di alimentazione a fasi per regolare il grado di innesto e ridurre i picchi di coppia. Ciò previene sollecitazioni improvvise che potrebbero causare una rottura.
- Controllo dell'avanzamento: limitare l'avanzamento per giro a 0,8-1,2 volte il passo per una penetrazione graduale.
- Monitoraggio: Utilizzare regolazioni in tempo reale per mantenere la precisione, allineandosi con una guida di fresatura CNC per operazioni costanti.
Applicazione e risultati nel mondo reale
Implementiamo soluzioni in ambito industriale per raggiungere diversi obiettivi. I nostri servizi di maschiatura CNC garantiscono la ripetibilità in attività complesse come le operazioni di fresatura CNC :
- Caso di studio: Nella produzione di testate per motori automobilistici, i parametri utilizzati per 5000 pezzi con zero rotture.
- Risultato: Il tasso di fratture si è ridotto allo 0,5% , aumentando così l'efficienza.
Grazie al nostro modello, è possibile constatare la nostra competenza tecnica nell'ottimizzazione del processo di fresatura CNC , in quanto siamo in grado di fornire utili linee guida per la risoluzione di problemi quali la rottura dei maschi, definendo così uno standard nei servizi di maschiatura CNC che è alla pari con la concorrenza in termini di produttività.
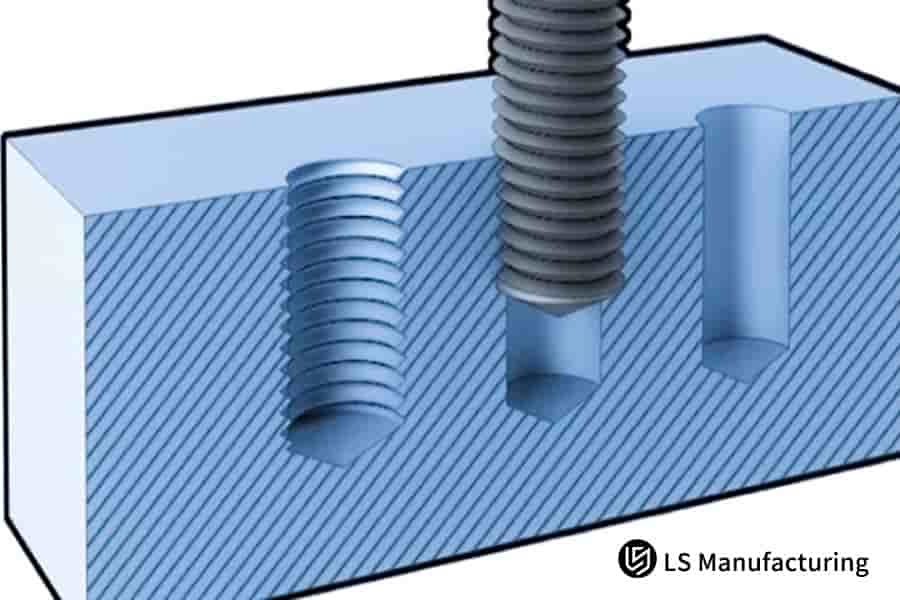
Figura 2: Processo di lavorazione di fori ciechi con maschi di finitura CNC di LS Manufacturing
In che modo la conformazione della struttura di base di un foro cieco influisce sulla qualità della filettatura e sulla durata dell'utensile?
È possibile ottenere filettature di alta qualità nei fori ciechi se si riescono a risolvere i problemi chiave relativi alla rimozione del truciolo e alle sollecitazioni sull'estremità inferiore dell'utensile, detta anche punto terminale. La geometria è di fondamentale importanza sul fondo dei fori ciechi, poiché avrà l'impatto maggiore sulla formazione della filettatura e sulla durata dell'utensile. Il tipo di filettatura proposto è il seguente:
Attenuare l'impatto degli strumenti con interventi strategici.
Il problema principale è che un maschio di fondo finirà per toccare una superficie solida al termine della filettatura. La soluzione consiste nel prevedere uno scarico pianificato a una profondità equivalente a 0,3-0,5 volte il passo al di sotto della profondità richiesta: questo spazio calcolato, tramite servizi di fresatura CNC ben controllati, eliminerà le pressioni assiali a fine ciclo, evitando la flessione e la rottura dell'utensile, cause principali di guasto durante la filettatura di fori ciechi .
Eliminazione delle concentrazioni di stress tramite smussatura controllata
Poiché l'angolo interno vivo è un fattore essenziale per massimizzare lo stress, l'impiego di una smussatura inferiore definitiva ( 0,2-0,3 mm ) è necessario per raggiungere lo scopo. La semplicità dell'elemento di progettazione è cruciale ed è considerata implementandola durante il processo di fresatura di precisione per una distribuzione uniforme delle forze applicate durante il processo di taglio, in modo che non vi sia possibilità di sviluppo di microfratture nell'area di lavoro, garantendo una notevole riduzione dello stress sui bordi anteriori del maschio.
Prestazioni comprovate in applicazioni impegnative
L'efficacia di tale processo è stata convalidata in processi di fresatura ad alto rischio . Ad esempio, per migliorare la durata di un materiale filettato, che presenta un rapporto profondità-costo critico di 4:1 , l'utilizzo di superfici di fondo geometriche così precise ha aumentato l'efficienza, passando dalla capacità di produrre un massimo di 150 fori a un massimo di 210 fori , mantenendo una qualità costante del 99,5% , come ha potuto constatare Martins.
Il punto di riferimento della nostra autorità risiede nella nostra completa capacità di chiarire e attuare le disposizioni della nostra rigorosa geometria di pre-filettatura nel trattamento completo e assoluto della dissezione meccanica primaria dei difetti delle tecniche di filettatura a foro cieco . Il punto di riferimento della nostra posizione nella competizione risiede nella nostra assoluta capacità di offrire il livello della nostra applicazione rigorosa e incrollabile con un certo grado di affidabilità , laddove altri non possono e non vogliono promettere risultati.
In che modo il servizio di maschiatura CNC garantisce una precisione costante delle filettature a foro cieco?
La produzione di filettature per fori ciechi con una precisione così elevata nei volumi tipici della lavorazione CNC comporta sfide tecniche molto complesse, considerando che le variabili coinvolte nella lavorazione dei fori ciechi sono la flessione dell'utensile e l'usura della macchina nel tempo. Noi di LS Manufacturing stiamo rivoluzionando il paradigma tradizionale della lavorazione di filettature per fori ciechi grazie al nostro approccio di lavorazione di precisione a ciclo chiuso con parametri di ispezione e validazione in tempo reale.
Configurazione di macchine di precisione
- Maschiatura rigida sincronizzata: nel lavoro proposto viene implementato un ciclo di maschiatura rigida con una precisione di orientamento del mandrino di ±0,01 gradi per un posizionamento perfetto del maschio.
- Avanzamenti ottimizzati: i parametri per i diversi materiali sono stati impostati in modo appropriato per garantire un processo di lavorazione della filettatura CNC preciso.
Monitoraggio dei processi in tempo reale
- Controllo della coppia: questo sistema di monitoraggio può effettuare correzioni in tempo reale in base ai livelli di coppia, in modo da evitare qualsiasi difetto nei servizi di maschiatura di precisione .
- Protezione anticollisione: arresta l'operazione quando vengono rilevate coppie anomale, sia per i componenti che per gli utensili sottoposti a servizi di fresatura di precisione .
Verifica sistematica della qualità
- Ispezione programmata: Ogni 50 pezzi viene effettuata un'ispezione dimensionale completa per garantire una precisione costante.
- Stabilità basata sui dati: ciò garantirà che il processo continui ad avere un CPK ≥ 1,67 , confermando la capacità del nostro processo di fresatura CNC .
Questo approccio completo testimonia la nostra competenza tecnica nella produzione di precisione. Offriamo una soluzione che ha dimostrato di garantire un'accuratezza di filettatura impeccabile, con vantaggi cruciali per i nostri clienti, come evidenziato dai fattori sopra menzionati. Il nostro obiettivo principale è fornire risultati concreti che definiscano lo standard di qualità nelle operazioni di lavorazione CNC della filettatura .
Quali sono le principali differenze di risultato tra i vari tipi di rubinetti di fondo?
Le prestazioni degli utensili per la maschiatura , soprattutto nei fori ciechi, variano significativamente a seconda della tipologia. La scelta della geometria del maschio di fondo , in base alle dimensioni, determina il tasso di successo e la durata degli utensili. Questo documento si propone quindi di presentare i risultati di test comparativi, utili per la selezione ottimale degli utensili più adatti alle vostre esigenze di maschiatura CNC .
| Specifiche e applicazione del rubinetto | Principali risultati di performance e relative motivazioni |
| Microfori (ad esempio, M2-M3) | Un design con 4 scanalature ha migliorato le prestazioni di resa al primo passaggio, passando dal 75% al 98% in termini di maschiatura di precisione per dispositivi medici , poiché la maggiore rigidità impedisce la flessione con fori pilota più piccoli. |
| Fori di grande diametro (ad esempio, M12) | La velocità è stata aumentata del 30% grazie all'utilizzo di un utensile ottimizzato con un tagliente a 6 scanalature , incrementando la durata dell'utensile fino a un massimo di 800 cicli prima della lavorazione del materiale, che è un tipo di materiale ferroso. |
| Uso generale (M4-M8) | Un utensile con 5 taglienti ben bilanciato potrebbe rappresentare il miglior compromesso in termini di spazio per l'evacuazione dei trucioli e di integrità dell'utensile, nella stragrande maggioranza delle lavorazioni di maschiatura CNC standard. |
I dati stessi guidano la determinazione del metodo di selezione del maschio per la rigidità all'interno della natura microscopica dei fori, rispetto al controllo del truciolo con i disegni delle scanalature per i diametri maggiori. Ancora una volta, è la concentrazione sulle esigenze specifiche del maschio che è la chiave per lo sviluppo del fondamento dei nostri servizi di maschiatura CNC . Si tratta di abbandonare la mentalità del "maschio universale" per trasformare gli utensili di maschiatura in strumenti di ingegneria anziché semplici prodotti di base.
Figura 3: Illustrazione del processo di maschiatura CNC per la lavorazione di fori ciechi con ingresso da parte di LS Manufacturing
In che modo l'ottimizzazione del liquido di raffreddamento può migliorare la qualità della filettatura di fori ciechi e prolungare la durata dell'utensile?
L'efficienza e l'efficacia del suo utilizzo, anziché essere considerate questioni marginali, sono emerse come problematiche centrali nelle operazioni di filettatura di fori ciechi eseguite in condizioni di massima limitazione. I sistemi di raffreddamento a inondazione, quando ampiamente impiegati, si sono rivelati soggetti a guasti che comportano una precoce riduzione dell'efficienza e dell'efficacia dell'utilizzo degli utensili da taglio. La discussione descrive una metodologia specifica relativa al rinnovamento della funzionalità e dell'usabilità del sistema in relazione a una specifica variabile di processo riguardante i servizi competitivi di maschiatura CNC :
Formulazione di fluidi specifici per materiale per il controllo dell'attrito
La fase iniziale della soluzione prevede la selezione della composizione chimica del fluido più appropriata, piuttosto che del sistema di erogazione. Nel caso di materiali più difficili da lavorare, come acciai inossidabili o persino titanio, è necessario utilizzare oli puri o emulsioni semisintetiche arricchite con additivi ad alta pressione. I componenti degli additivi reagiscono in condizioni estreme di calore e pressione, depositando un film lubrificante. L'usura per grippaggio o addirittura adesiva sui taglienti del maschio aumenta la durata dell'utensile, migliorando la finitura superficiale dell'oggetto sottoposto a lavorazioni di maschiatura di precisione .
Sistema di aspirazione dei trucioli ad alta pressione attraverso l'utensile.
Per la filettatura di fori ciechi profondi, il semplice lavaggio del foro non è sufficiente. Installiamo un sistema di raffreddamento ad alta pressione attraverso il mandrino ( 3-5 MPa ) erogato tramite il maschio di fondo . Questo potente getto svolge una duplice funzione: la prima è quella di penetrare efficacemente nella zona di taglio per dissipare il calore, la seconda è quella di evacuare con forza i trucioli verso l'alto attraverso le scanalature; in questo modo, si impedisce il riassorbimento e l'accumulo di trucioli sul fondo del foro, che è una delle cause principali della rottura del maschio. Per questo motivo, come si evince, il processo di maschiatura avviene in modo sincronizzato e senza interruzioni.
Prestazioni validate nella lavorazione di precisione per applicazioni aerospaziali.
Ciò è dimostrato nella lavorazione di fori ciechi M8 in Ti-6Al-4V , dove l'applicazione di un refrigerante potenziato con EP a 4 MPa e 15 L/min attraverso l'utensile ha comportato una riduzione del 20% della coppia di taglio e un miglioramento della finitura superficiale a Ra 1,6 μm . Ancora più importante, la durata del maschio è migliorata da 50 a 120 fori per utensile , con un incremento del 140% . I dati riportati di seguito confermano che un raffreddamento ottimizzato affronta direttamente entrambe le principali cause di guasto: l'accumulo di calore e l'interferenza del truciolo.
Questo rappresenta il nostro vantaggio competitivo, in quanto progettiamo il fluido di raffreddamento come un parametro, non come una semplice materia prima. Abbiamo eliminato le difficoltà intrinseche legate alla gestione del calore, all'evacuazione dei trucioli e al coefficiente di attrito nella filettatura di fori ciechi, grazie alla combinazione della chimica del fluido con un'erogazione ad alta pressione specifica. Questa scienza rappresenta la definizione di qualità nei nostri servizi di maschiatura CNC .
Come implementare il controllo qualità per la filettatura a foro cieco nella produzione di massa?
Implementare un solido sistema di monitoraggio della qualità per la filettatura di fori ciechi nella produzione ad alto volume è fondamentale. La metodologia di LS Manufacturing integra il controllo statistico di processo (SPC), il monitoraggio in tempo reale del processo e la gestione predittiva degli utensili per garantire un'eccezionale uniformità e una riduzione dei difetti nella lavorazione di filettature CNC . Il valore principale risiede nella trasformazione di un processo tradizionalmente basato su ispezioni intensive in un'operazione controllata, prevedibile e altamente affidabile.
Controllo di processo basato su SPC
- Campionamento strutturato: il calibro per filettature GO/NO-GO viene utilizzato per ispezionare e controllare ogni 50° pezzo al fine di verificarne la conformità.
- Monitoraggio della coppia: monitora in tempo reale la coppia di serraggio effettiva che si intende applicare durante la foratura e ha una funzione che attiva un allarme quando il valore esce da un intervallo predefinito di +15% .
Misurazione in corso di processo e integrazione dei dati
- Verifica in tempo reale: questa soluzione prevede l'integrazione di sonde in linea o sistemi di visione per automatizzare l'ispezione della profondità e della posizione della filettatura dopo la lavorazione. Ciò garantisce una capacità di ispezione del 100%.
- Correzione a circuito chiuso: il sistema regolerà automaticamente la posizione delle apparecchiature di fresatura CNC quando un trend indica che potrebbero uscire dalle specifiche.
Strumento predittivo per la gestione del ciclo di vita e dei cambiamenti
- Monitoraggio della durata utile: Abbiamo sviluppato un sistema per monitorare la durata utile dei maschi fino al livello della cavità, basato sul sistema di gestione della fresatura CNC , e per sostituire i maschi prima della fine della loro vita utile, al fine di evitare difetti causati dall'usura.
- Sostituzione basata sulle prestazioni: lo strumento è progettato anche per monitorare le tendenze delle prestazioni, inviando un promemoria per la sostituzione critica dello strumento quando le prestazioni vengono influenzate, ottimizzando così i nostri servizi di maschiatura di precisione .
Questa collezione di sistemi rappresenta la nostra leadership tecnologica nel settore, per estrarre dati critici e ottenere un risultato che superi i criteri di ispezione in un processo di controllo attivo, in una soluzione incentrata sulla produzione di qualità su larga scala per il target di clientela, per risolvere il problema alla radice della qualità imprevedibile nella produzione di massa attraverso soluzioni che offrono una resa al primo passaggio >99,5% e PPM<500 .

Figura 4: Filettatura di precisione con maschi di fondo nella lavorazione CNC di LS Manufacturing
LS Manufacturing Aerospace Division: Progetto di filettatura del foro cieco per il supporto del motore
Raggiungere una filettatura cieca a profondità totale efficace rappresenta sempre una sfida particolare nella lavorazione di materiali temprati come l'Inconel 718 per i supporti motore. Tuttavia, il problema principale nella produzione e le sue ramificazioni in termini di sicurezza e fattibilità confermano il dilemma posto nel caso in cui, per un cliente del settore aerospaziale di LS Manufacturing, la questione della qualità e dei costi è stata risolta attraverso la gamma di servizi che includeva i servizi di fresatura CNC di precisione di LS Manufacturing.
Sfida del cliente
Un produttore riscontrava problemi nella lavorazione di filettature M10x1.5 su supporti motore in Inconel 718. Il processo attuale produceva una profondità di filettatura non uniforme, con una lunghezza effettiva inferiore al 70% , e una durata di soli 50 fori dal maschio di fondo . Ciò si traduceva in una resa al primo passaggio di appena l' 82% , causando frequenti rilavorazioni e ritardi nei progetti, oltre a un aumento dei costi tale da impedire il rispetto del programma di produzione di un componente motore di fondamentale importanza.
Soluzione di produzione LS
L'innovazione inclusa nella soluzione proposta comprende le seguenti innovazioni: la specifica di un maschio di fondo in acciaio rapido (HSS) di alta qualità, resistente alle alte temperature, come utensile da taglio, l'ottimizzazione delle condizioni di taglio mediante una velocità di taglio di 12 m/min e un ciclo di punzonatura, l'innovazione nella progettazione del foro pilota con uno scarico di 0,4 mm sul fondo progettato per l'operazione, e l'innovazione che prevede l'alimentazione di refrigerante ad alta pressione a una velocità di 5 MPa attraverso l'utensile da taglio.
Risultati e valore
Il processo riprogettato si è rivelato estremamente efficace, con risultati tangibili: un aumento del 200%, arrivando a 150 fori per maschio, risolvendo inoltre i problemi relativi alle lunghezze effettive al 95% e ottenendo un incremento di resa del 99,6% già al primo tentativo. Per il cliente, il risparmio stimato è stato di ben 600.000 Yen, grazie a una riduzione del 40% dei tempi di consegna e all'eliminazione di un importante collo di bottiglia, garantendo così il completamento dei materiali di volo di importanza critica.
È evidente che, grazie alla nostra comprensione sistemica delle operazioni nel settore manifatturiero, abbiamo acquisito le competenze necessarie per affrontare le principali problematiche di produzione. Pur essendo considerati principalmente fornitori di servizi di fresatura CNC , possediamo le competenze per gestire aspetti cruciali di operazioni come la filettatura di fori ciechi .
Supera il collo di bottiglia nella lavorazione di filettature per fori ciechi profondi e migliora immediatamente l'efficienza e la resa.

Come valutare le capacità tecniche complessive di un fornitore di macchine per filettatura CNC?
Andare oltre la semplice valutazione dell'hardware per valutare il potenziale sistemico nella gestione di problematiche sistemiche, come ad esempio un'efficiente risoluzione dei problemi, è fondamentale per individuare un fornitore adeguato per funzioni quali le operazioni di maschiatura CNC , che possono essere di primaria importanza in applicazioni come la filettatura di fori ciechi , ecc., nonché per operazioni che richiedono un'elevata efficienza. Ai fini di cui sopra, e per determinare se l'entità in questione possa essere considerata un partner ingegneristico o semplicemente un'azienda che rappresenta lo stato dell'arte, i nostri principali criteri di valutazione rimangono i seguenti:
Validazione del processo e della capacità di misurazione
Il fondamento è il controllo di processo verificabile. Un partner competente saprà spiegare come garantisce la qualità delle filettature . La prova oggettiva si ottiene applicando sistemi di misurazione riconosciuti, ad esempio la misurazione delle filettature con una precisione di ±0,002 mm, utilizzata per eseguire l'ispezione del primo campione e il controllo statistico di processo (SPC). È fondamentale che questa precisione si estenda a monte: i servizi di fresatura CNC devono garantire la perfetta posizione e dimensionamento dei fori pilota, poiché questo è il prerequisito assoluto per una filettatura di precisione di successo. Richiedete report con dati di esempio, non solo certificati.
Implementazione della progettazione di processi basata sui dati
Osservate le prove di uno sviluppo sistematico, non le supposizioni. Un fornitore affidabile disporrebbe di una guida proprietaria per la selezione dei maschi di fondo e di un database storico dei processi. L'utilizzo di parametri documentati, come velocità, avanzamenti e fluidi di raffreddamento, impiegati per ogni combinazione di materiali e maschi, può ridurre al minimo i tempi di sviluppo e i rischi associati al vostro progetto. Una soluzione valida per un nuovo componente in Inconel sarebbe il risultato di un'analisi approfondita dei parametri storici e non di un approccio basato su supposizioni.
Implementazione di una gestione proattiva degli strumenti e della produzione
La competenza tecnica si riflette anche a livello operativo. Come gestiscono le operazioni la pre-eliminazione della durata degli utensili o le condizioni della macchina e la coppia di taglio in tempo reale? Allo stesso modo, viene monitorato l'utilizzo degli utensili per prevenirne la sostituzione a metà dei lotti di produzione? Queste operazioni, facilitate dalla routine di maschiatura sincronizzata sulle fresatrici CNC più sofisticate, rendono il processo tecnicamente valido operabile come una cella di produzione ultra-stabile, dove le rese possono raggiungere livelli incredibili del 99,5% .
Infine, basiamo le nostre valutazioni sui nostri partner sul loro sistema complessivo: dalle precise capacità di fresatura alla pianificazione dei processi basata su metodi statistici e al controllo del proprio processo. Ecco il nostro vantaggio competitivo. Non ci limitiamo a rispondere alle vostre domande sulla filettatura di fori ciechi in termini di attrezzature; rispondiamo a un sistema che garantisce l'integrità della filettatura, il valore degli utensili e la conformità ai requisiti normativi per il vostro prezioso processo produttivo.
FAQ
1. È possibile che una macchina per maschiatura a fondo foro raggiunga completamente il fondo di un foro cieco?
Grazie alla migliore qualità dei maschi per filettatura a fondo foro, è possibile realizzare filettature nella parte inferiore del foro a una distanza pari a 0,5 volte il passo, ottenendo di fatto una lunghezza di filettatura pari al 95% , ovvero un ulteriore 20-25% rispetto ai maschi tradizionali.
2. Come selezionare i parametri di filettatura più adatti per fori ciechi in acciaio inossidabile?
Per l'acciaio inossidabile, si consiglia l'utilizzo di maschi a punta elicoidale in acciaio rapido al cobalto con un angolo di spoglia di 7-9° , una velocità di taglio di 10-15 m/min e l'impiego di oli da taglio contenenti additivi EP, al fine di prolungare la durata dell'utensile di 2-3 volte .
3. Qual è il limite massimo del rapporto profondità/diametro per la maschiatura di fori ciechi profondi?
Un rapporto di rapporti fino a 5 diametri insieme a rapporti di presa di raffreddamento interni, mentre speciali prese di raffreddamento estese consentono anche un impressionante rapporto di 8 diametri. Sono necessari un raffreddamento ad alta pressione e una strategia di alimentazione per ottenere la qualità desiderata.
4. Come prevenire la rottura del maschio durante la filettatura di fori ciechi di piccolo diametro?
Per le classi di resistenza M3 e inferiori, si consiglia un design a 4 taglienti. In queste condizioni, la velocità di taglio è di 15-20 m/min , l'avanzamento è pari a 0,8 volte il passo e il numero di giri. La variazione della coppia di taglio può essere monitorata in tempo reale e il tasso di rottura può essere ridotto a meno dello 0,5% .
5. Come garantire la stabilità della qualità della filettatura a foro cieco nella produzione di massa?
È necessario impostare il grafico di controllo SPC ispezionando ogni 50 pezzi per garantire che le variazioni di coppia siano comprese tra -15% e +15% e che il valore CPK superi 1,67 nella produzione di massa.
6. Come determinare l'intervallo di velocità ottimale per la filettatura di fori ciechi in materiali diversi?
Lega di alluminio: 20-30 m/min, acciaio inossidabile: 8-15 m/min, ghisa: 12-18 m/min. I parametri specifici devono essere ottimizzati in base al diametro e alla profondità del foro.
7. Come ottenere soluzioni professionali per la filettatura di fori ciechi e preventivi accurati?
Questi includono il materiale da utilizzare, il tipo di filettatura e il livello di precisione richiesto. LS Manufacturing fornirà piani di processo precisi e preventivi accurati entro 2 ore .
8. Qual è il tempo di consegna più rapido per ordini urgenti di filettatura a foro cieco?
I campioni sono generalmente disponibili entro 24 ore o meno, mentre gli ordini di piccoli lotti sono evasi entro 3-5 giorni. Presso LS Manufacturing, abbiamo implementato un servizio rapido per le consegne. Se avete esigenze urgenti, vi preghiamo di richiedere immediatamente una valutazione prioritaria della produzione tramite il nostro canale di preventivi istantanei .
Riepilogo
Grazie a metodi scientifici di selezione degli utensili, parametri di taglio ottimizzati e metodi di controllo del processo, è possibile realizzare filettature di fori ciechi efficienti e di alta qualità. Con una gamma completa di servizi di supporto tecnico e una vasta esperienza sul campo, LS Manufacturing offre ai propri clienti servizi completi per migliorare la qualità e l'efficienza del processo produttivo.
Per la filettatura di fori ciechi professionale o per un preventivo immediato, non esitate a contattarci ora. Potete inviarci i disegni dei vostri componenti per un'analisi tecnica professionale del processo, nonché informazioni precise per il preventivo. Per prodotti con specifiche complesse relative ai materiali dei fori ciechi, potete fissare un incontro di persona con noi. Il nostro personale vi garantirà la soluzione ottimale. Non esitate a contattarci direttamente tramite la hotline di consulenza tecnica per una consulenza tecnica gratuita e per la realizzazione di campioni.
Trasforma le tue difficoltà di foratura in fori ciechi in risultati impeccabili grazie al nostro approccio scientifico collaudato!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


