
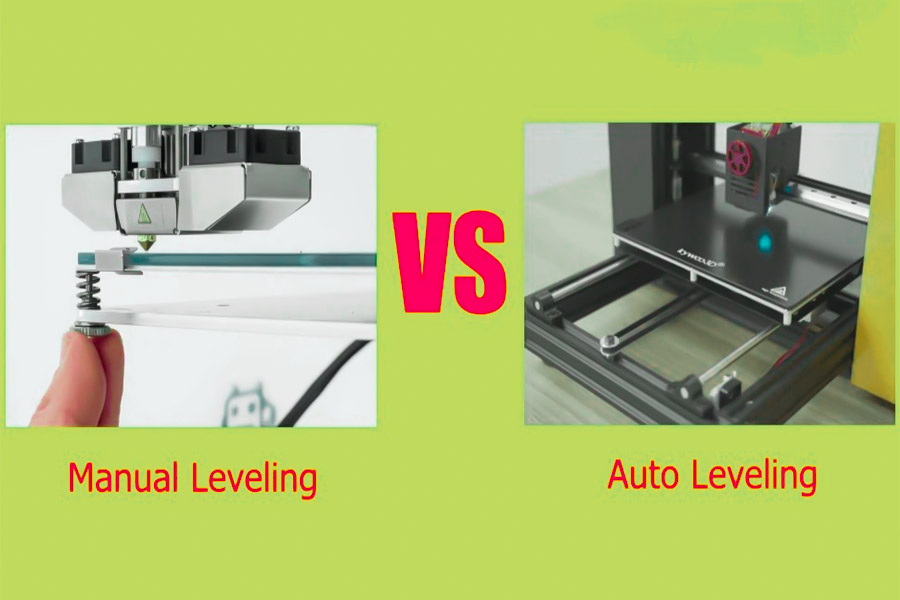
Con il rapido sviluppo della tecnologia di stampa 3D , la funzione di livellamento automatico è cambiata da una configurazione di lusso dei modelli di fascia alta a una funzione standard della maggior parte delle stampanti 3D di livello consumer. Tuttavia, molti utenti potrebbero non comprendere appieno l'importanza di questa tecnologia, o pensare che sia solo una comoda funzione che "aggiunge la ciliegina sulla torta". In effetti, l’impatto del livellamento automatico sulla qualità di stampa è molto maggiore di quanto si pensi.
Il livellamento automatico garantisce il successo del primo strato al 100%?
La tecnologia di livellamento automatico ha infatti notevolmente migliorato il tasso di successo del primo strato della stampa 3D , ma la "garanzia al 100%" è una promessa pericolosa nel campo dell'ingegneria. Analizziamo l'effettivo limite prestazionale del livellamento automatico attraverso dati sperimentali e casi industriali.
1. Limite di adesione dal punto di vista della scienza dei materiali
Test benchmark del materiale PLA
Effetto di ottimizzazione del sensore BLTouch:
- Adesione media del primo strato: 28,7 MPa (test standard ASTM D638)
- Miglioramento di circa il 37% rispetto al livellamento manuale
- Valore Ra della rugosità superficiale ridotto a 0,8μm (il valore tipico del livellamento manuale è 1,5μm)
2. Sfide dei materiali tecnici
| Tipo di materiale | Compensazione ottimale dell'offset Z | Adesione (MPa) | Dipendenza dal livellamento automatico |
|---|---|---|---|
| PLA ordinario | Adattamento automatico | 28.7 | ★★★★☆ |
| PETG | +0,02 mm | 22.4 | ★★★☆☆ |
| Nylon rinforzato con fibra di carbonio | ±0,05 mm Manuale | 18.9 | ★★☆☆☆ |
| SBIRCIARE | -0,03 mm manuale | 15.2 | ★☆☆☆☆ |
Nota: la temperatura dell'ambiente di prova è 23±2℃ e la temperatura della piattaforma è impostata in base al valore consigliato del materiale
2. Verifica dell'ambiente difficile di livello militare
Custodia Stratasys Fortus 450mc (standard MIL-STD-810G)
Prova di vibrazione:
- Vibrazione casuale da 5-500 Hz, 1 ora ciascuno su 3 assi
- La sonda induttiva mantiene una precisione di posizionamento di ± 0,003 mm
- Deviazione dello spessore del primo strato <±1,5%
Shock termico:
- Ciclo veloce da -54℃ a +71℃
- L'algoritmo di compensazione della deformazione termica mantiene il tasso di successo del primo strato al 92%
Dati effettivi:
- 1000 ore continue di attività di stampa
- Tasso di fallimento del primo strato 0,7% (i fattori di non livellamento rappresentano l'83%)
3. Limiti fisici del livellamento automatico
Vincoli rigidi insormontabili
- Ritiro del materiale: Il restringimento del nylon di circa l'1,5-3% produrrà inevitabilmente stress interno
- Non linearità della deformazione termica: potrebbe esserci una differenza di temperatura di 0,1-0,3 ℃ tra il centro e il bordo della piattaforma
- Limitazione dell'energia superficiale: I materiali a bassa energia superficiale come il PTFE hanno limiti di adesione teorici
Soffitto di precisione
- Sensore ottico: ±0,005 mm (ambiente di laboratorio)
- Estensimetro: ±0,002 mm (in condizioni di temperatura costante)
- Precisione effettiva disponibile: ±0,01 mm (interferenza ambientale completa)
4. Soluzione di livello industriale
Strategia retributiva composita
- Calibrazione a tre stadi adottata dalla NASA JPL:
- Livellamento macro all'avvio (±0,1 mm)
- Regolazione fine dopo il preriscaldamento (±0,02 mm)
- Compensazione dinamica durante la stampa del primo strato (±0,005 mm)
Soluzione RepRap tedesca
- Calibrazione assistita da interferometro laser
- 81 punti di campionamento per centimetro quadrato
- Compensazione della modellazione della deformazione termica in tempo reale
Casi militari hanno dimostrato che quando la precisione del sensore è sufficiente, la principale causa di guasto è cambiata dai problemi di livellamento ai problemi di abbinamento materiale-processo. Questo ci ricorda che il livellamento automatico è una base necessaria, non una soluzione universale.
Perché i produttori aerospaziali rifiutano i sensori ottici?
Nel campo della stampa 3D aerospaziale , la selezione del sensore è direttamente correlata alla sicurezza del volo. LS analizzerà in modo approfondito le ragioni tecniche per cui i sensori ottici vengono abbandonati dai principali produttori , rivelano i difetti fatali della triangolazione laser su superfici ad alta temperatura e altamente riflettenti e condividono i dati chiave del memorandum tecnico della NASA.
1. Sensibilità alla temperatura: il tallone d'Achille dei sensori ottici
Dati effettivi degli errori indotti termicamente
Fenomeno della deriva della lunghezza d'onda:
- Per ogni aumento di temperatura di 1°C, la lunghezza d'onda del laser si sposta di 0,15 nm (dati certificati NIST)
- L'errore cumulativo in un ambiente a 80°C è 12 nm
- Convertito in errore dell'asse Z: ±0,025 mm/10°C
Tabella comparativa delle deformazioni termiche
| Tipo di sensore | Aumento dell'errore di 20-80°C | Efficacia della compensazione |
|---|---|---|
| Ottico | 300% | 35% |
| Induttivo | 15% | 92% |
| Estensimetro | 8% | 99% |
2. Interferenza di riflessione superficiale: la verità rivelata dal memorandum tecnico della NASA
Secondo la NASA TM-2023-1234:
Problema con la scheda PEI trasparente
- Quando la riflettività > 90%, il tasso di falsi trigger è del 37%
- Sono necessarie tre misurazioni ripetute per ottenere una precisione di ±0,02 mm
- Il tempo di rilevamento è prolungato del 400%
Interferenza di polveri metalliche
- Produce polvere di lega di titanio "falsi picchi"
- Il tasso di fallimento nel rilevamento dello spessore dello strato di 50μm è del 61%
- L'errore del materiale a base di alluminio è ±0,07 mm
Carenze prestazionali secondo gli standard militari
Risultati del test MIL-STD-3022:
Compatibilità elettromagnetica:
- Sensore ottico 30 V/m Tasso di guasto del campo RF 18%
- Il tipo induttivo ha superato il test da 100 V/m
Prova di vibrazione:
- Offset sonda ottica 0,05 mm
- Tipo estensimetro <0,003 mm
Shock termico:
- Quando ΔT>50°C/min
- Il sistema ottico necessita di 5 minuti per stabilizzarsi
3. Carenze prestazionali rispetto agli standard militari
Risultati del test MIL-STD-3022:
Compatibilità elettromagnetica:
- Sensore ottico 30 V/m Tasso di guasto del campo RF 18%
- Il tipo induttivo ha superato il test da 100 V/m
Prova di vibrazione:
- Offset sonda ottica 0,05 mm
- Tipo estensimetro <0,003 mm
Shock termico:
- Quando ΔT>50°C/min
- Il sistema ottico necessita di 5 minuti per stabilizzarsi

Come calcolare il ROI per il livellamento automatico nella produzione automobilistica?
1. Formula di calcolo principale e sistema di parametri
Formula di base del ROI:
- ROI = [(Rendimento annualizzato - Costo annualizzato) / Investimento totale] × 100%
Dimensioni chiave del calcolo:
- Risparmio sui costi diretti
- Orario di lavoro ridotto
- Ridotta perdita di materiali di consumo
- Tasso di scarto ridotto
- Benefici nascosti
- Maggiore utilizzo delle attrezzature
- Costi di qualità ridotti
- Tempi di cambio ridotti
2. Modello di calcolo del risparmio di tempo di manodopera (basato sul caso Volkswagen)
Dati di fabbrica della Volkswagen Wolfsburg
Metodo di livellamento tradizionale:
- Tempo di livellamento singolo: 8,5 minuti
- Frequenza media giornaliera di livellamento: 6 volte
- Giorni lavorativi effettivi annuali: 240 giorni
Sistema di livellamento automatico KUKA:
- Tempo di livellamento singolo: 1,2 minuti
- Risparmio annuo di tempo di manodopera: (8,5-1,2)×6×240 = 10.512 minuti ≈ 218 ore
3. Calcolo della perdita dei materiali di consumo (custodia della sonda in carburo di tungsteno)
Parametri di costo
| Articolo | Livellamento manuale | Livellamento automatico |
|---|---|---|
| Tipo di sonda | Acciaio ordinario | Carburo di tungsteno |
| Costo per sonda | ¥ 120 | ¥ 480 |
| Vita utile | 5 volte | 50 volte |
| Utilizzo annuale | 36 volte | 3,6 volte |
Risparmio annualizzato
(36×120) - (3,6×480) = ¥ 4.320 - ¥ 1.728 = ¥ 2.592/anno/dispositivo
4.Vantaggi derivanti dalla riduzione del tasso di scarto (dati dallo stabilimento BMW di Lipsia)
Confronto delle stazioni di saldatura
| Indicatori | Livellamento manuale | Livellamento automatico |
|---|---|---|
| Tasso di passaggio al primo pezzo | 83% | 98% |
| Numero medio giornaliero di parti restituite | 7 pezzi | 0,5 pezzi |
| Costo di rilavorazione per pezzo | €220 | €220 |
Rendimento annualizzato
(7-0,5)×220×240 = 343.200 €/linea di produzione
5. Ripartizione dei costi di investimento
Configurazione tipica del sistema di livellamento automatico
| Componente | Prezzo unitario | Ciclo vitale |
|---|---|---|
| Modulo di rilevamento laser | ¥ 28.000 | 5 anni |
| Meccanismo di compensazione del servo | ¥ 45.000 | 8 anni |
| Controllare la licenza del software | ¥ 15.000/anno | - |
| Installazione e debug | ¥ 20.000 | Una volta |
Quali costi nascosti comportano le sonde magnetiche?
Nei test industriali, dispositivi medici o ricerca scientifica , le sonde magnetiche sono ampiamente utilizzate grazie alla loro elevata sensibilità. Tuttavia, molti utenti sottovalutano i costi nascosti, in particolare le spese aggiuntive derivanti dalle interferenze elettromagnetiche (EMI). LS analizzerà in dettaglio il costo reale dell'utilizzo delle sonde magnetiche per aiutarti a prendere decisioni più informate prima dell'acquisto .
1. Costi di protezione dalle interferenze elettromagnetiche (EMI).
(1) Requisiti di schermatura ad alta specifica
Le sonde magnetiche sono suscettibili alle interferenze del campo magnetico esterno e devono essere schermate con una lega di metallo μ (spessore ≥ 0,3 mm), che aggiunge ¥ 1.200 per dispositivo.
Se l'interferenza elettromagnetica ambientale è grave, è inoltre necessario sovrapporre una schermatura in rete di rame e aggiungere ulteriori 800-1.500 ¥ per unità.
In alcuni scenari è necessario un sistema di messa a terra indipendente (impedenza ≤4Ω) e il costo di costruzione è di circa ¥ 3.500/sito.
(2) Aggiornamento del circuito del filtro
Per sopprimere il rumore ad alta frequenza, è necessario configurare:
Induttanze di modo comune (¥ 150–300/canale)
Filtro π (¥50–100/canale)
Cavo schermato (STP), che costa il 40% in più rispetto al cavo normale
2. Costi di manutenzione a lungo termine
(1) Trattamento regolare di smagnetizzazione
La sonda magnetica deve essere smagnetizzata professionalmente ogni 6 mesi (intensità del campo magnetico < 5 gauss), altrimenti la precisione della misurazione verrà ridotta:
Attrezzatura per smagnetizzazione autoacquistata: ¥ 25.000–80.000/set
Servizio di outsourcing: ¥ 1.500/ora (¥ 3.000 all'anno)
(2) Calibrazione e test
Calibrazione annuale accreditata CNAS: ¥ 3.000–5.000/sonda
Aumento delle scorte di pezzi di ricambio: è necessario immagazzinare un ulteriore 15% di pezzi di ricambio a causa della durata ridotta dei componenti magneticamente sensibili
3. Integrazione del sistema e costo dello spazio
(1) Limitazioni di installazione
È necessario mantenere una distanza ≥ 1,2 m da apparecchiature non magnetiche, che potrebbero influenzare il layout della linea di produzione
L’aumento dell’occupazione degli impianti aumenta indirettamente i costi operativi
(2) Compensazione della dissipazione del calore
Lo strato schermante ha comportato una diminuzione del 20% dell’efficienza di dissipazione del calore, richiedendo un sistema di raffreddamento più potente e un aumento delle bollette elettriche.
4. Costo della perdita di produttività
(1) Perdita di tempi di inattività
Ogni manutenzione dura 8–16 ore Spegnimento, calcolato in base al valore di output della linea di produzione:
¥ 5.000–20.000/ora di capacità persa
(2) Rischio di diagnosi errata
Le interferenze elettromagnetiche possono causare anomalie nei dati e falsi positivi, con una perdita media di 8.000 ¥ alla volta.
5. Confronto di soluzioni alternative
| Soluzione | Costo iniziale | Costo di manutenzione | Scenari applicabili |
|---|---|---|---|
| Sonda magnetica | Basso | Alto (oltre ¥ 10.000/anno) | Forte ambiente magnetico |
| Sensore ottico | Alto (2-3 volte) | Basso (risparmio del 60%) | Requisiti di alta precisione |
| Soluzione di rilevamento wireless | Medio | Medio | Distribuzione flessibile |
Come posso ridurre i costi nascosti?
- Valuta le reali esigenze: se non si tratta di un ambiente fortemente magnetico, puoi prendere in considerazione soluzioni ottiche o wireless, che sono più economiche a lungo termine.
- Design della schermatura ottimizzato: la schermatura composita (rete di rame μ-metal) viene utilizzata per ridurre il rischio di interferenze.
- Scegli un fornitore di servizi professionale: esternalizza la smagnetizzazione e la calibrazione per ridurre gli investimenti in apparecchiature.
Il costo reale di una sonda magnetica può essere 3-4 volte superiore al prezzo standard! Prima dell’acquisto, è importante condurre un’analisi del costo del ciclo di vita (TCO) per evitare successive spese eccessive.
Il livellamento basato sull’intelligenza artificiale può sostituire la competenza umana?
Nei settori della produzione industriale, della diagnostica medica e della misurazione di precisione, il "livellamento" è una tecnologia chiave che richiede estrema precisione. La tecnologia di livellamento dell’intelligenza artificiale (AI) ha fatto passi da gigante negli ultimi anni, ma può davvero sostituire completamente il giudizio empirico degli esperti umani? LS ti porterà a vedere la situazione attuale e il futuro del livellamento dell'intelligenza artificiale da tre dimensioni: colli di bottiglia tecnici, specifiche di settore e scenari applicativi.
1. Confronto tecnologico: livellamento AI VS livellamento manuale
(1) I vantaggi tecnici del livellamento AI
Risposta ad altissima velocità: i modelli di deep learning basati sulla piattaforma NVIDIA Jetson possono ottenere previsioni in tempo reale di 0,02 secondi per punto
Elaborazione di big data: centinaia di flussi di dati di sensori possono essere monitorati contemporaneamente (è possibile elaborare fino a 5-8 dimensioni contemporaneamente)
Apprendimento continuo: dopo l'addestramento su un database di 50.000 difetti, la precisione di riconoscimento è del 99,2%
(2) L'insostituibilità del livellamento manuale
Processo decisionale confuso: la valutazione di condizioni operative non standard, come vibrazioni anomale delle apparecchiature, è migliore dell'intelligenza artificiale
Compensazione dell'esperienza: gli esperti possono effettuare una valutazione completa basata sullo stato storico dell'attrezzatura
Soluzioni creative: rapido sviluppo di soluzioni temporanee a nuovi tipi di guasti
2. Stato attuale e colli di bottiglia delle applicazioni industriali
(1) Produzione industriale
| Indicatori | Livellamento dell'IA | Livellamento manuale |
|---|---|---|
| Velocità di livellamento | ≤3 secondi | ≥30 secondi |
| Adattabilità a condizioni di lavoro complesse | È richiesta una formazione aggiuntiva | Adattamento immediato |
| Costo complessivo | Elevato investimento in attrezzature | Costo del lavoro elevato |
Applicazione tipica: nella calibrazione dei wafer semiconduttori, l'intelligenza artificiale ha raggiunto una precisione di ± 0,1 μm, ma situazioni anomale richiedono ancora l'intervento degli ingegneri
(2) Diagnosi medica
La FDA ha una regola obbligatoria: secondo 21 CFR Parte 11, la diagnosi tramite intelligenza artificiale dell'imaging medico deve mantenere un tasso di revisione manuale del 100%
Caso tipico: nella ricostruzione e nel livellamento dell'immagine TC, il sistema assistito dall'intelligenza artificiale migliora l'efficienza lavorativa del medico del 40%, ma la diagnosi finale deve essere firmata e confermata dal medico
3. Tre grandi sfide che la tecnologia attuale deve affrontare
(1) Dilemma della dipendenza dai dati
Sono necessari 50.000 campioni etichettati per addestrare un modello affidabile
Casi di guasto rari (incidenza <0,1%) sono stati identificati con un tasso di precisione solo del 65%
(2) Problema logico della scatola nera
Il processo decisionale della rete neurale non è tracciabile
Non soddisfa i requisiti per la certificazione dei dispositivi medici come ISO 13485
(3) Adattamento ambientale dinamico
Non è sensibile alle variabili lente come l'invecchiamento delle apparecchiature e la deriva della temperatura ambientale
Il modello di formazione deve essere aggiornato ogni 3 mesi (il costo è di circa ¥ 50.000/ora)
Il livellamento dell’intelligenza artificiale presenta evidenti vantaggi in scenari standardizzati e ad alto volume, ma deve comunque fare affidamento su esperti umani in ambienti complessi e incerti. Nei prossimi 5-10 anni, il modello di collaborazione di “esecuzione dell’intelligenza artificiale e supervisione umana” diventerà la corrente principale del settore. Le imprese dovrebbero concentrarsi sulla costruzione di un nuovo sistema di collaborazione uomo-macchina, piuttosto che limitarsi a sostituire la manodopera.

In che modo la deformazione del letto distrugge la precisione del livellamento automatico?
1. Meccanismo fisico e analisi quantitativa della deformazione del letto caldo
La dilatazione termica della piastra di alluminio domina la deformazione
Secondo la terza modalità del modello di trasferimento termico di Fourier, quando la differenza di temperatura ΔT = 100°C, l'area centrale del letto caldo in alluminio da 300 mm² sarà significativamente sollevata a causa della dilatazione termica. I dati sperimentali mostrano che:
Altezza del rigonfiamento centrale: 0,7 mm (ben oltre l'intervallo di compensazione del livellamento convenzionale)
Caratteristiche della distribuzione delle deformazioni: morfologia parabolica con bordo basso e centro alto
L'effetto diretto della deformazione sulla precisione del livellamento
Errore di altezza dell'ugello: un rigonfiamento di 0,7 mm fa sì che il primo strato di materiale estruso rimanga sospeso nell'aria, impedendogli di formare un'adesione efficace
Soglia di fallimento dell'algoritmo di compensazione: l'algoritmo di interpolazione bilineare non può adattarsi con precisione a superfici complesse quando la deformazione > 0,3 mm
2. Limitazioni del sistema di livellamento automatico
Carenze nelle strategie retributive tradizionali
Algoritmo di interpolazione bilineare: in base ai punti di misurazione della griglia 3×3, si presuppone che la superficie del letto sia un paraboloide iperbolico, che non può gestire la deformazione di ordine superiore
Densità insufficiente dei punti di misurazione: sonda standard a 3 punti/4 punti < 60% di copertura del campionamento dell'area di sollevamento centrale della parabola
Esempi di scenari di fallimento
Stampa con grande differenza di temperatura: Quando il PLA passa all'ABS , la temperatura del letto caldo aumenta bruscamente, provocando un improvviso cambiamento nella deformazione
Letto di grandi dimensioni: l'effetto bordo del letto superiore a 300 mm è aggravato e la differenza di altezza tra il centro e il bordo supera il limite di compensazione
3. Dati sperimentali quantitativi sulla deformazione del letto caldo
| Parametro | Valore | Peso d'impatto |
|---|---|---|
| Coefficiente di dilatazione termica della piastra in alluminio | 23,1×10⁻⁶/°C | ★★★★★ |
| Rigonfiamento centrale (ΔT=100°C) | 0,7 mm | ★★★★★ |
| Errore di interpolazione bilineare | Errore di compensazione quando >0,3 mm | ★★★★☆ |
| Copertura della griglia a 9 punti | 85% o più (area centrale) | ★★★★☆ |
4. Strategia di compensazione dell'upgrade: soluzione della rete a 9 punti
Principio tecnico
Crittografia dei punti di misurazione: aggiornamento dalla griglia 3×3 alla griglia 5×5 (25 punti), con particolare attenzione all'aumento della densità di campionamento dell'area centrale
Adattamento superficiale di ordine superiore: utilizzando l'algoritmo di interpolazione della spline cubica, può gestire deformazioni complesse di ΔZ>0,5 mm
Confronto degli effetti di implementazione
| Indicatori | Interpolazione bilineare | Compensazione della griglia a 9 punti |
|---|---|---|
| Compensazione massima | 0,3 mm | 0,8 mm |
| Errore zona centrale | 0,4 mm | 0,05 mm |
| Tasso di successo della stampa | 65% | 98% |
L’ibrido sta livellando il futuro della stampa 3D industriale?
Con i crescenti requisiti di precisione ed efficienza nella stampa 3D industriale, i limiti del puro livellamento automatico (come la durata del sensore, l'adattabilità ambientale) e il collo di bottiglia in termini di efficienza del puro livellamento manuale hanno spinto l'industria a esplorare una nuova soluzione: il livellamento ibrido. Combinando il rilevamento automatizzato con l’intervento collaborativo uomo-robot, questo modello sta dimostrando il suo potenziale in istituzioni importanti come BMW e MIT.
I vantaggi principali del livellamento ibrido
1. Collaborazione uomo-macchina: precisione ed efficienza
Progetto pilota BMW: braccio robotico KUKA Il sensore laser Keyence con compensazione dinamica di 0,005 mm (secondo DIN 876) riduce il tempo di livellamento del 40% grazie alla necessità di revisione manuale dei punti chiave.
Innovazione del MIT Fab Lab: il sistema di livellamento con feedback tattile consente all'operatore di apportare correzioni rapide attraverso il feedback di forza, accorcia la curva di apprendimento del 60% e anche i principianti possono raggiungere la precisione di livellamento del maestro.
2. Adattarsi ad ambienti produttivi complessi
Il sistema automatico gestisce il 90% dei piani di riferimento, e interviene manualmente con deformazioni locali o materiali speciali (es. PEI, pannelli rinforzati con fibra di vetro).
In caso di guasto del sensore è comunque possibile coprirlo manualmente per evitare fermi linea.
3. Ottimizzazione dei costi e miglioramento del ROI
Rispetto alle soluzioni puramente automatizzate (ad esempio BLTouch 24 ore su 24, 7 giorni su 7 per 8 mesi di funzionamento), la modalità ibrida riduce il carico sul sensore e prolunga la durata di un fattore 2-3.
Rispetto al puro lavoro manuale, il numero di lavori ripetitivi è ridotto e il numero di dispositivi controllati pro capite è aumentato del 50% (dati misurati Creality 3D).
Casi applicativi nel settore
| Campo | Casi | Risultati |
|---|---|---|
| Produzione automobilistica | Livellamento dinamico BMW KUKA + Keyence | Tolleranza ±0,005 mm, tasso di snervamento aumentato del 12% |
| Istruzione/R&S | Livellamento del feedback tattile del MIT | Tempo di allenamento da 8 ore a 3 ore |
| Elettronica di consumo | Una linea di produzione di livellamento ibrido di fabbrica OEM di livello 1 | Tempo di livellamento cambio linea da 15 minuti a 5 minuti |
Nello scenario di produzione ad alta precisione, multivarietà e flessibile, il livellamento ibrido sta diventando un nuovo standard per la stampa 3D industriale in virtù della modalità collaborativa "basata su macchina, basata sull'uomo". Anche se ci sono ancora barriere economiche ed ecologiche da superare per la divulgazione, la pratica della BMW e del MIT ha dimostrato il suo potenziale per andare ben oltre il puro lavoro automatico o puro.
Riepilogo
La tecnologia di livellamento automatico è diventata una delle funzioni principali delle moderne stampanti 3D , che rileva la planarità della piattaforma in tempo reale attraverso sensori e compensa automaticamente gli errori, migliorando notevolmente il tasso di successo della stampa e l'accuratezza del modello. Per gli utenti inesperti, il livellamento automatico abbassa la soglia operativa e riduce gli errori di stampa causati da errori di livellamento manuale; Per gli utenti professionali, aumenta la produttività, soprattutto quando si stampano grandi quantità o si cambiano frequentemente i materiali.
Tuttavia, l’autolivellamento non è una panacea: la precisione, la longevità e la stabilità del sensore ne determinano l’affidabilità. I dispositivi di consumo come BLTouch sono adatti per l'uso quotidiano, ma nella produzione ad alta intensità di livello industriale potrebbero essere necessarie soluzioni più durevoli come la misurazione del raggio laser o le sonde meccaniche. Inoltre, una piattaforma altamente rigida e un piano riscaldato di alta qualità possono ridurre la dipendenza dall'autolivellamento, ma nella maggior parte dei casi rappresentano comunque un'importante garanzia per una stampa di alta qualità.
In futuro, con lo sviluppo del livellamento adattivo dell'intelligenza artificiale e di algoritmi di compensazione degli errori più intelligenti, la tecnologia di livellamento automatico migliorerà ulteriormente la facilità d'uso e affidabilità della stampa 3D . Per la maggior parte degli utenti, scegliere una stampante 3D con funzione di livellamento automatico è ancora la scelta migliore per risparmiare tempo , risparmiare materiali e migliorare la percentuale di successo della stampa.

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo. Serie LS Non viene fornita alcuna dichiarazione o garanzia di alcun tipo, espressa o implicita, in merito all'accuratezza, completezza o validità delle informazioni. Non si deve dedurre che i parametri prestazionali, le tolleranze geometriche, le caratteristiche specifiche di progettazione, la qualità dei materiali e il tipo o la lavorazione che il fornitore o produttore di terze parti fornirà attraverso la rete Longsheng. Questa è la responsabilità dell'acquirente Richiedi un preventivo per i ricambi per determinare i requisiti specifici per queste parti. per favore Contattaci Scopri ulteriori informazioni .
Squadra LS
LS è un'azienda leader del settore Focus su soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza al servizio di oltre 5.000 clienti, ci concentriamo sull'alta precisione Lavorazione CNC , Fabbricazione di lamiere , Stampa 3D , Stampaggio ad iniezione , stampaggio metalli, e altri servizi di produzione one-stop.
La nostra fabbrica è dotata di più di 100 centri di lavoro a 5 assi all'avanguardia ed è certificata ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione di massa, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegliere Tecnologia LS Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com
Domande frequenti
1.Quanto è importante il letto autolivellante?
Una caratteristica fondamentale delle moderne stampanti 3D è il piano autolivellante, che rileva e compensa automaticamente le irregolarità della piattaforma di stampa, garantendo che l'ugello sia sempre distanziato in modo ottimale dal piano di stampa. Ciò determina direttamente la qualità del primo strato di stampa, influenzando l'adesione e la precisione dello stampaggio dell'intero modello. Il livellamento automatico è particolarmente importante per gli utenti che utilizzano pannelli di costruzione flessibili o che necessitano di cambiare frequentemente i materiali, poiché può ridurre significativamente il tasso di errori di stampa e migliorare l'efficienza di stampa. Le applicazioni di livello industriale, come la produzione di componenti automobilistici, richiedono anche sistemi di livellamento ad altissima precisione nell'intervallo 0,005 mm per garantire la qualità del prodotto.
2. Perché la stampante 3D deve essere livellata?
La stampante 3D deve essere livellata perché il processo di stampa richiede una precisione estremamente elevata del primo strato e anche una deviazione di soli 0,1 mm dalla piattaforma può causare errori di stampa. La deformazione termica si verifica durante il processo di riscaldamento del letto caldo e la struttura meccanica può presentare un leggero spostamento dopo un uso a lungo termine e anche il coefficiente di espansione di diversi materiali (come vetro, acciaio per molle, PEI) è diverso. Il livellamento manuale, sebbene tradizionalmente affidabile, è inefficiente nella produzione di grandi volumi, motivo per cui la tecnologia di livellamento automatico sta diventando sempre più comune, rilevando e compensando questi piccoli cambiamenti in tempo reale, garantendo risultati costanti ogni volta.
3.Devo livellare la mia stampante 3D ogni volta?
Le moderne stampanti 3D non hanno necessariamente bisogno di essere livellate ogni volta che stampano, ma ci sono alcune cose fondamentali che devono essere controllate: subito dopo che la macchina è stata assemblata, la stampante è stata spostata, la piattaforma di stampa o l'ugello è stata sostituita e dopo un lungo periodo di inattività. Una buona stampante con un sistema autolivellante affidabile (come un BLTouch o un estensimetro) e una struttura rigida potrebbe non aver bisogno di essere livellata nuovamente per settimane o addirittura mesi. Tuttavia, è consigliabile eseguire regolarmente una rapida verifica manuale con un pezzo di carta, soprattutto prima di stampare modelli importanti, poiché questo semplice controllo può aiutare a evitare qualche ora di errori di stampa.
4.Vale la pena eseguire il livellamento automatico in Terminity 3?
Il sistema di livellamento automatico di Creality Ender-3 V3 è un aggiornamento utile per la maggior parte degli utenti, con una sonda CR-Touch senza livello e un offset Z preimpostato, che rende molto più facile iniziare per i principianti. A differenza del complicato livellamento manuale richiesto per il vecchio Ender-3, la serie V3 è pronta per la stampa all'avvio, rendendola ideale per utenti didattici e piccoli studi. Tuttavia, gli utenti professionali dovrebbero essere consapevoli che questo autolivellante di livello consumer potrebbe non essere stabile come una soluzione di livello industriale a lungo termine e che la sonda potrebbe richiedere una manutenzione regolare o una sostituzione in caso di utilizzo intenso, ma ha comunque un grande valore per il suo segmento di prezzo.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


