
Service de découpage de précision est une solution essentielle pour résoudre les problèmes liés aux pièces de précision. Le service de découpage de précision est un élément essentiel de la solution aux problèmes de fabrication de pièces de précision.
Dans le domaine de la fabrication de pièces automobiles de précision et de dispositifs médicaux, de nombreux ingénieurs acheteurs demandent souvent " comment fonctionne la suppression ", mais en réalité, les principaux problèmes auxquels ils sont confrontés sont l'effondrement des bords, une mauvaise planéité ou des coûts d'usinage extrêmement élevés qui entraînent des dépassements de budget. Le découpage à l'ancienne, en raison des contraintes thermiques des matériaux et des erreurs de jeu de matrice dépassant 0,05 mm, est incapable de gérer les écarts dimensionnels, ce qui constitue une pierre d'achoppement majeure dans la production de pièces uniques.
Ici, nous avons l'intention de discuter de la façon dont LS Manufacturing implémente 0,005 mm techniques de découpage de précision combiné à l'analyse DFM et à des matrices sur mesure pour offrir des solutions clé en main sans bavure pour les pièces complexes.

Service de suppression de précision : résumé des réponses principales
| Questions fondamentales | Solutions | Données clés | Avantages client |
| Écart dimensionnel des pièces uniques | Suppression de précision de ± 0,005 mm + examen DFM | Erreur de jeu de matrice ≤0,005 mm | Dimensions cohérentes, aucun traitement secondaire requis |
| Beaucoup de bavures sur les bords des pièces | Presse à trois actions + processus de pression hydrostatique | Rapport de bande lumineuse ≥85 % | Élimine le meulage CNC, réduction des coûts de 20 %+ |
| Déformation des pièces fines | Compensation des contraintes thermiques + force d'appui précise sur les bords | Déformation ≤0,02 mm | Répond aux exigences élevées de planéité |
| Traçabilité des pièces de qualité médicale | Norme ISO 13485 + enregistrement en chaîne complète | Traçabilité à 100% | Audit FDA réussi avec succès |
Cet article met l'accent sur les principaux mots-clés tels que le service de découpage de précision, les détails techniques, les cas pratiques et les normes faisant autorité pour répondre aux questions fondamentales de la fabrication de pièces uniques, aidant ainsi les entreprises à réduire les coûts, à accroître l'efficacité et à résoudre divers problèmes dans découpage de précision .
Comment le service de découpage de précision de LS Manufacturing optimise-t-il la fabrication de pièces uniques ?
Il est bien plus compliqué de fabriquer des pièces uniques que de fabriquer des pièces ordinaires. En tant que découpage professionnel de pièces uniques, le service de découpage de précision est la clé de l’optimisation de leur fabrication. De nombreuses entreprises subissent des échecs dus à des défauts de processus lors de la fabrication de pièces uniques à haute tolérance. Grâce à sa technologie professionnelle et au respect des Normes ISO 9001 : 2015 , LS Manufacturing répond à ces problématiques. Dans l’aérospatiale, les dispositifs médicaux et d’autres industries, un grand nombre de défaillances de pièces proviennent de défauts extrêmement petits.
Dans l'emboutissage traditionnel, si les erreurs de jeu de matrice sont > 0,05 mm, cela entraînera l'effondrement des bords et la déchirure de la pièce, ce qui sera fatal aux pièces uniques soumises à des charges à haute fréquence. Notre service de découpage de précision chez LS Manufacturing fixera le jeu de la matrice à 1 % à 3 % de l'épaisseur du matériau, ce qui est également la cause du rapport de bande brillante supérieur à 90 %.
Un tel avantage supprime la nécessité d'un traitement secondaire, assure une cohérence dimensionnelle avec le Cpk 1,33 et réduit le délai de livraison de plus de 20 %. Par exemple, une entreprise de pièces automobiles, après avoir utilisé notre service de découpage de précision, a progressivement augmenté son taux de réussite d'assemblage de moins de 80 % à 99,9 % , a réduit le cycle de livraison de 25 jours et a accompagné cela en respectant les normes. Normes ASTM A801 .
Choisir le bon fournisseur de services de découpage de précision peut résoudre les problèmes de fabrication et améliorer la compétitivité . Si vous rencontrez des difficultés avec la précision et l'efficacité de pièces uniques, contactez un ingénieur senior pour une évaluation DFM gratuite afin de déterminer la solution appropriée.

Pourquoi un service de découpage de précision est-il le facteur décisif pour la fiabilité des pièces uniques à haute tolérance ?
Les pièces présentant des tolérances élevées et des conceptions uniques sont principalement associées à une fabrication haut de gamme. Leur fiabilité est l'un des facteurs de sécurité du produit final. Le service de découpage de précision, qui constitue un processus de fabrication majeur, joue un rôle très important dans la définition de la qualité des pièces . C’est également l’un des moyens d’assurer la fiabilité.
Les conséquences majeures de minuscules défauts de processus sur la fiabilité des pièces
Les pièces uniques à haute tolérance, soumises à des charges à haute fréquence et soumises à des environnements difficiles, connaîtraient une défaillance critique si elles étaient soumises à de légers défauts de processus. Matrice de découpage traditionnelle les erreurs de jeu sont généralement supérieures à 0,05 mm, ce qui provoque un effondrement important des bords, une déchirure de la bande et une zone de concentration de contraintes thermiques de 15 %, entraînant la rupture de pièces et des pertes pour l'entreprise.
La logique fondamentale de la garantie de fiabilité par Precision Blanking Service
Le service de découpage de précision de LS Manufacturing garantit la fiabilité des pièces uniques à haute tolérance grâce à trois mesures principales, avec les données pertinentes présentées dans le tableau ci-dessous :
| Mesures de garantie | Paramètres spécifiques | Moyenne de l'industrie | Avantages client | Scénarios d'application |
| Contrôle du jeu de matrice | 1 % à 3 % de l'épaisseur du matériau | 5 % à 8 % de l'épaisseur du matériau | Réduit les défauts de bord | Pièces pour dispositifs médicaux |
| Traitement de la pression hydrostatique | Rapport de bande lumineuse ≥90 % | Rapport de bande lumineuse ≤30 % | Améliore la finition des bords | Pièces aérospatiales |
| Contrôle de cohérence dimensionnelle | Cpk≥1,33 | Cpk≤1,0 | Réduit le risque de défaillance de l’assemblage | Pièces automobiles de précision |
| Élimination des contraintes thermiques | Zone affectée par la chaleur ≤2% | Zone affectée par la chaleur ≥15 % | Prolonge la durée de vie des pièces | Composants essentiels d'un équipement haut de gamme |
Un contrôle précis du processus garantit le caractère unique de pièces haute tolérance répondant inévitablement aux niveaux standards, de sorte que les assemblages puissent être réalisés sans aucun traitement secondaire, réduisant ainsi les coûts et évitant les risques de défaillance. Si la fiabilité de vos pièces uniques à haute tolérance est une préoccupation, alors notre livre blanc sur le service de découpage de précision pourrait être exactement ce que vous recherchez. Vous pouvez le télécharger pour obtenir des informations détaillées sur le processus et des solutions d'adaptation.
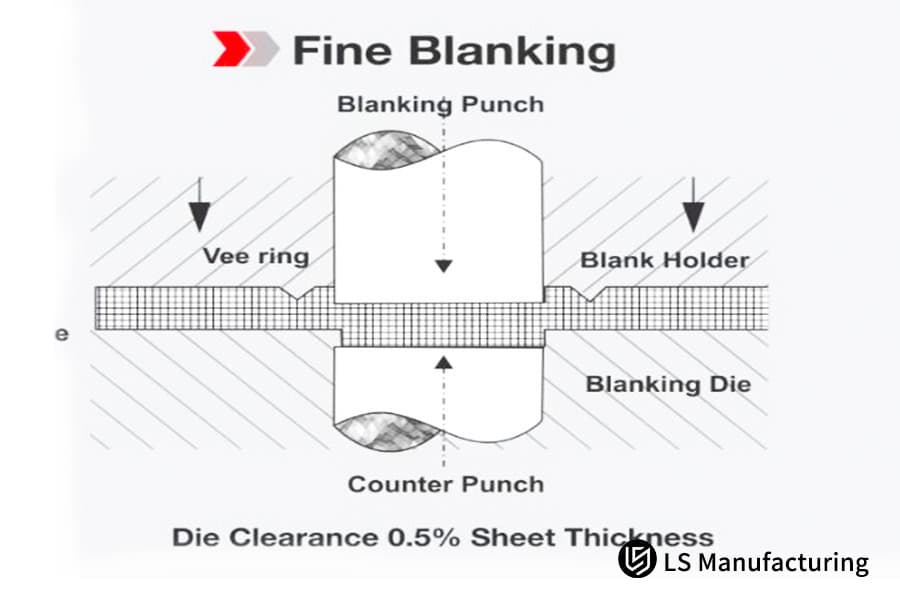
Figure 1 : Diagramme du processus de découpage de précision montrant le poinçon, la matrice et le support de découpe pour pièces uniques.
Comment le découpage métallique de précision élimine-t-il le besoin de processus de meulage secondaires ?
Utiliser le meulage secondaire pour affiner la surface des métaux est non seulement coûteux, mais aussi une perte de temps. Découpage de métal de précision , une méthode qui consiste à ajuster les paramètres du processus, augmente considérablement la qualité des bords des pièces, à tel point que cette étape supplémentaire est presque entièrement supprimée, ce qui a conduit à des économies et à une augmentation de l'efficacité pour de nombreuses entreprises.
Comparaison du rapport de bandes brillantes entre le découpage traditionnel et le découpage métallique de précision
Le rapport des bandes brillantes est le principal facteur indiquant si un meulage secondaire doit être effectué ou non. Plus le rapport est élevé, plus la surface sera fine et précise . Lorsque l'épaisseur des pièces est comprise entre 0,5 et 8,0 mm, la différence dans le rapport de bande brillante entre le découpage traditionnel et celui de LS Manufacturing méthode de découpage de métal de précision est si génial qu'il ne pourrait pas être plus différent.
Les données spécifiques sont présentées dans le tableau ci-dessous :
| Épaisseur de la pièce (mm) | Rapport de bande lumineuse de suppression traditionnelle | Rapport de bande lumineuse de masquage métallique de précision | Meulage secondaire requis | Économies de coûts par pièce (USD) |
| 0,5-1,0 | 25%-30% | 85%-88% | Non | 1,2-1,8 |
| 1.1-3.0 | 28%-32% | 87%-90% | Non | 2,5-3,2 |
| 3.1-5.0 | 30%-33% | 86%-89% | Non | 4.1-4.8 |
| 5.1-8.0 | 32%-35% | 85%-87% | Non | 6.3-7.0 |
La technologie de base du découpage métallique de précision qui élimine le besoin de meulage secondaire
LS Manufacturing utilise une technique de presse unique à trois actions qui, lorsqu'elle est utilisée avec un contrôle précis du jeu de matrice et une huile lubrifiante spéciale extrême pression, le trio permet d'alléger les bavures et les déchirures sur les bords des pièces. Le rapport de bande de luminosité est maintenu à un niveau élevé de 85 % à 90 %, ce qui est en totale conformité avec les normes d'assemblage direct.
Cette optimisation du processus élimine les coûts élevés Processus de meulage CNC , raccourcit le cycle de production et réduit les coûts unitaires de plus de 20 %. Si vous êtes préoccupé par le coût élevé du meulage secondaire, contactez-nous pour un calcul gratuit des économies de coûts pour le découpage métallique de précision et obtenez rapidement une solution de processus adaptée à vos pièces.
Quel rôle joue la sélection des aciers à outils dans un service de découpage personnalisé pour les alliages complexes ?
Dans service de découpage personnalisé impliquant des alliages complexes (par exemple, l'acier inoxydable et les alliages de titane), le choix de l'acier à outils a un impact direct sur la durée de vie de la matrice, la précision des pièces fabriquées et la stabilité de la production. C'est le principal facteur garantissant la qualité du service et influence directement l'efficacité, les coûts et la volonté globale d'opérer d'un client.
Principales attentes des matrices lors du travail avec des alliages complexes
En raison de la dureté et de la ténacité extrêmement élevées de l'acier inoxydable, des alliages de titane et d'autres alliages complexes, l'usure et l'impact sur les matrices seront très importants au cours du processus. processus de suppression . En conséquence, l'utilisation d'aciers pour matrices ordinaires peut entraîner un écaillage et une usure rapide, ce qui entraîne des écarts dans les dimensions des pièces, des interruptions de production, ainsi que des coûts et des risques de livraison supplémentaires pour les clients.
Logique de sélection des aciers à outils dans le service de découpage personnalisé
LS Manufacturing applique une méthode scientifique pour choisir les aciers à outils dans le service de découpe sur mesure, qui dépend du volume de la commande et du type de matériau. L'idée principale est :
- Pour les commandes d'une quantité de 10 000 pièces ou plus , la société se concentre sur l'acier de métallurgie des poudres ASP-23 avec revêtement DLC. Cela réduit le taux d'écaillage du poinçon de 65 %, augmente la durée de vie de la matrice plus de trois fois et garantit une dimensionnalité stable pour les pièces de 1 à 100 000.
- Pour les commandes de 5 000 à 10 000 pièces , l'acier à matrice SKD11 avec revêtement TiN est utilisé. Il s’agit d’un bon compromis entre la durée de vie et le coût de la matrice qui répondra aux exigences de la production en volume moyen.
- Pour les commandes inférieures à 5 000 pièces , l'acier pour matrice Cr12MoV est choisi car il contribuera à optimiser la structure de la matrice, à maîtriser les coûts et, en même temps, à assurer la précision des pièces.
La sélection scientifique de l'acier à outils réduit la fréquence de maintenance des matrices, réduit les coûts des temps d'arrêt et garantit un service de découpage personnalisé stable et efficace. ce. Si vous avez exigences de suppression pour les alliages complexes, vous pouvez obtenir notre guide de sélection d'acier à outils pour comprendre la solution de matrice optimale pour votre commande.
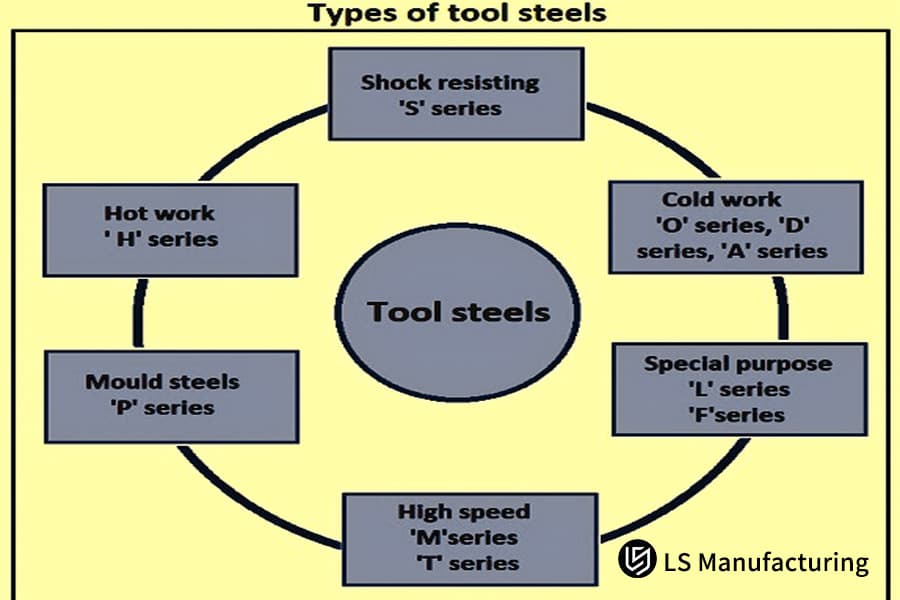
Figure 2 : Diagramme des types d'acier à outils (résistance aux chocs, travail à chaud, etc.) pour un service de découpage personnalisé.
Comment un service spécialisé de découpage des métaux peut-il résoudre les problèmes de planéité des pièces de faible épaisseur ?
Les pièces d'une très fine épaisseur, inférieure à 0,2 mm, subissent souvent un retour élastique et une déformation lors du découpage, ce qui constitue un véritable casse-tête pour les ingénieurs . Service de découpe de métal Un spécialiste peut proposer une formule pour résoudre ce problème grâce à une optimisation de la pratique soigneusement planifiée, en s'assurant que la planéité est à la hauteur.
Principales raisons des problèmes de planéité des pièces de faible épaisseur
Pièces de faible épaisseur ne sont pas assez rigides, de sorte que la déformation plastique et la contrainte thermique résiduelle provoquées lors du découpage peuvent entraîner un retour élastique et une déformation. Le gauchissement ne peut être contrôlé qu'à 0,1 mm avec une méthode de découpage traditionnelle, ce qui n'est pas à la hauteur des normes de fabrication haut de gamme.
Résolution sur mesure des problèmes de planéité par le service d'obturation métallique
Le service de découpage des métaux de LS Manufacturing est capable de fournir une solution unique de « compensation des contraintes thermiques » pour les pièces de faible épaisseur. Certaines des principales étapes sont :
- Réchauffer la matrice à 60-80°C pour compenser la contrainte thermique créée lors du découpage et réduire le retour élastique de la pièce.
- À l'aide d'un logiciel spécialisé, effectuez un calcul précis de la force de découpage, puis modifiez-la en fonction des propriétés et de l'épaisseur du matériau afin que la contrainte sur le matériau lors de l'emboutissage soit uniforme.
- Suivant outil d'estampage un processus de refroidissement précis pour gérer le taux de refroidissement, éliminer les contraintes résiduelles et rendre la planéité stable.

Figure 3 : Deux disques métalliques avec des trous précis, résultat d'un service spécialisé de découpage du métal.
Pourquoi les ingénieurs devraient-ils donner la priorité aux fournisseurs de services de découpage dotés de capacités DFM internes ?
La capacité DFM est la valeur centrale qui service de découpage d'estampage ajouter. Les fournisseurs dotés de capacités DFM internes sont ceux que les ingénieurs privilégient. Ils sont capables de réduire les coûts des moules, d’allonger leur durée de vie, de raccourcir les cycles de projet et d’augmenter l’efficacité de la fabrication.
Capacités DFM internes : la valeur principale
Fournisseurs de services de découpage par estampage ceux qui possèdent des capacités DFM internes font bien plus que simplement suivre les dessins. Ils interviennent dans le processus d’optimisation de la conception même au stade de l’enquête. Ils utilisent un logiciel de simulation pour identifier la répartition des contraintes d'emboutissage et donnent un ensemble de suggestions qui entraîneront une réduction des risques de production.
Un exemple réel et les avantages de l'optimisation DFM
Un client de pièces automobiles avait initialement fixé le rayon de congé d'une pièce de transmission à 0,05 mm. L'intervalle de maintenance du moule était très court (50 000 emboutissages) et les coûts étaient donc élevés. Notre personnel interne DFM a suggéré d'augmenter le rayon du coin de 0,1 mm. Ce changement a entraîné un cycle de maintenance de 250 000 courses, une réduction de 70 % des coûts de maintenance et une économie annuelle de 32 000 $.

Figure 4 : Diverses pièces métalliques (plaques d'embrayage, supports, etc.) provenant du service de découpage par emboutissage.
Étude de cas : Comment LS Manufacturing a résolu la microfissuration dans les pièces uniques de transmission automobile ?
Les pièces uniques de transmission automobile sont soumises à des normes extrêmement élevées en matière de qualité des bords et d’intégrité structurelle. Les microfissures peuvent provoquer l’échec des tests de fatigue, ce qui peut avoir un impact sur la livraison et la sécurité. Dans cette étude de cas, le problème a été résolu par LS Manufacturing en découpant des pièces uniques et solutions de découpage personnalisées .
Problème du client
Plaquettes de transmission de 1,2 mm d'épaisseur d'un équipementier automobile européen de premier rang ( pièces uniques de transmission automobile ) présentait un taux de microfissuration des bords de 12 % lors du découpage traditionnel, ce qui provoquait des échecs aux tests de fatigue, un retard de projet de 3 semaines, des pertes quotidiennes d'environ 12 000 $ et un risque de réclamation . La modification de la matrice et de la vitesse de découpage n’a pas aidé à résoudre le problème.
Solution de fabrication LS
Après l'intervention de notre équipe technique, l'analyse DFM a révélé que les microfissures sont apparues pour la première fois parce que le découpage traditionnel ne parvenait pas à éliminer complètement les contraintes internes et les micro-déchirures sur les bords. Nous avons donc proposé une solution de blanking personnalisée.
- Optimisation du processus : en passant du découpage simple au « découpage de précision + extrusion à jeu négatif », les bords deviennent lisses, les déchirures sont éliminées, les contraintes internes sont libérées et les microfissures sont évitées.
- Surveillance de la qualité : mise en œuvre d'une surveillance visuelle en ligne à grande vitesse à 120 cycles par minute pour détecter la qualité des bords en temps réel, toute anomalie entraîne l'arrêt immédiat de la machine pour des ajustements.
- Optimisation de la matrice : l'application de l'acier de métallurgie des poudres ASP-23 combiné au revêtement DLC sur la matrice améliore la précision de la matrice et la résistance à l'usure, offrant ainsi performances de suppression stables .
Résultats et valeur
Grâce au masquage personnalisé ci-dessus, le taux de microfissures des pièces a été réduit à moins de 0,01 %, réussissant ainsi les 10 millions de tests de fatigue et d'acceptation OEM. avec succès et le projet a été livré dans les délais. La suppression du processus de polissage a permis au client d'économiser 45 000 $ par an sur le budget d'approvisionnement, de doubler les cycles de maintenance des moules et d'augmenter l'efficacité de la production de 30 %.
Si vous êtes également confronté à des problèmes tels que des microfissures ou la qualité des bords de pièces uniques, veuillez consulter les détails complets de notre cas et contacter nos experts techniques pour personnaliser des solutions de découpage personnalisées exclusives afin de résoudre rapidement les problèmes de production.

Comment les fournisseurs de services de découpe de pièces personnalisées garantissent-ils une traçabilité à 100 % des composants de qualité médicale ?
Composants de qualité médicale sont liés à la sécurité humaine et la traçabilité de la production est une exigence incontournable de l’industrie. Les prestataires professionnels de services de découpe de pièces personnalisées garantissent une traçabilité à 100 % en mettant en œuvre un système complet, en se conformant aux normes de l'industrie et en prenant en charge les exigences d'audit.
Traçabilité des principaux composants dans les composants de qualité médicale
La traçabilité des composants de qualité médicale implique l'enregistrement de chaque étape depuis les matières premières jusqu'à la livraison du produit final, permettant ainsi l'identification et la traçabilité des problèmes . C’est aussi la principale préoccupation des audits de la FDA, les produits qui ne répondent pas aux exigences ne peuvent pas entrer sur le marché.
Mesures spécifiques pour atteindre une traçabilité à 100 % dans le service de découpe de pièces personnalisées
LS Fabrication service de découpage de pièces personnalisées est conforme à la norme ISO 13485. Elle a mis en place un système de traçabilité de l'ensemble de la chaîne. Voici quelques mesures prises :
- Traçabilité des matières premières : les rapports d'inspection de la qualité des matériaux (MTR) pour chaque lot sont liés au système ERP avec les détails du numéro de lot des spécifications d'origine et les résultats des tests sont enregistrés.
- Traçabilité du processus de production : les informations telles que les paramètres de découpage, les détails du moule, les opérateurs et le temps de production pour chaque lot sont toutes suivies et enregistrées, qui sont ensuite automatiquement mises à jour dans le système.
- Traçabilité du traitement thermique : une fiche de performance quotidienne produite par une chaîne de traitement thermique sous vide partenaire avec l'enregistrement des détails de la durée de température , etc. pour chaque processus de traitement thermique par lots afin de garantir l'élimination des contraintes résiduelles.
- Traçabilité de l'inspection des produits finis : émission d'un rapport d'inspection de chaque lot de produits finis, avec des données de mesure telles que la longueur, la qualité des bords et la planéité.
Quels facteurs influencent le prix des tampons d’estampage personnalisés lors de l’approvisionnement auprès de fabricants mondiaux ?
Coût de estampage personnalisé est l’une des principales préoccupations des acheteurs du monde entier, qui peut être influencée par un certain nombre de facteurs. LS Manufacturing révèle les principaux éléments entraînant des changements de prix et, sur cette base, offre aux clients des solutions de tarification claires et équitables.
Trois facteurs majeurs affectant le prix de l’estampage/découpage personnalisé :
Prix de découpage d'estampage personnalisé n’est pas la même chose et dépend principalement de trois aspects majeurs, qui sont :
- Amélioration de l'utilisation des matériaux : en utilisant le logiciel Nesting, nous pouvons augmenter l'utilisation des matériaux de 8 %, ce qui entraîne moins de déchets et donc des prix moins chers. En conséquence, le prix total d'une commande de lot particulière a été réduit de 5 %.
- Méthode d'amortissement du moule : si la quantité commandée est supérieure, le coût d'amortissement est inférieur. Pour les petits lots, nous fournissons des moules modulaires, et pour les grands lots, nous utilisons des matrices progressives entièrement automatisées, ce qui permet d'atteindre un bon compromis entre coût et efficacité.
- Niveau d'automatisation : les gros lots sont fabriqués par des lignes de production entièrement automatisées qui non seulement réduisent les coûts mais augmentent également l'efficacité , tandis que les petits lots utilisent une production semi-automatisée, qui se situe en quelque sorte à mi-chemin entre l'efficacité et le coût.
FAQ
Q1 : Quelle est l’épaisseur maximale du matériau que votre service de découpage de précision peut gérer ?
Actuellement, LS Manufacturing peut travailler sur l'emboutissage d'acier à haute résistance jusqu'à 12 mm d'épaisseur . De plus, l'écart de perpendiculaire est limité à 0,05 mm, ce qui est suffisant pour répondre à la plupart des exigences en matière de pièces de précision haut de gamme.
Q2 : Êtes-vous en mesure de gérer des commandes de petits volumes pour un service de découpe de pièces personnalisées ?
Oui, les matrices modulaires permettent de passer des commandes à partir de 500 pièces seulement . En outre, grâce à la réingénierie des processus, nous sommes également en mesure de fabriquer des pièces à des prix très compétitifs en petites séries.
Q3 : Comment garantissez-vous que la finition de surface du bord découpé répond à la norme ?
Nous ajustons non seulement la vitesse de la presse, mais utilisons également un type spécial d'huile lubrifiante haute pression pour rendre possible la finition de la surface coupée Ra0,8-1,6 μm, de sorte que le meulage secondaire est totalement éliminé.
Q4 : Est-il possible d’utiliser votre service de découpe de métaux pour le titane ou les alliages aérospatiaux ?
Oui. Nous avons en fait traité un alliage de titane de grade 5 et notre collaboration dispose également d'une chaîne de processus de traitement thermique sous vide pour l'élimination complète des contraintes résiduelles.
Q5 : Je veux un prix : combien de temps vous faudra-t-il pour me proposer un découpage d’estampage personnalisé ?
Tu peux téléchargez vos dessins et soumettez vos exigences techniques. Après avoir reçu vos dessins 3D et vos exigences techniques, nos ingénieurs effectueront l'évaluation DFM et fourniront un devis formel dans les 24 heures, vous aidant ainsi à obtenir un devis rapidement.
Q6 : Proposez-vous la conception et la fabrication d’outils en interne pour des pièces uniques ?
Nous disposons d'un atelier de moulage séparé en plus de tous les équipements de production. Nos moulistes y perfectionnent leurs compétences depuis plus de 15 ans . Outre la précision, ils proposent également la conception et la fabrication de moules personnalisés.
Q7 : Quel est le délai de livraison typique pour un nouveau projet de découpe de métal de précision ?
La phase de prototype durera probablement 10 à 15 jours et 4 à 6 semaines seront nécessaires pour le développement du moule pour la production en série.
Q8 : Comment LS Manufacturing gère-t-elle la protection de la propriété intellectuelle (PI) ?
Pour protéger votre conception, nous signons des accords NDA stricts, contrôlons les dessins des clients sur des serveurs sécurisés et avons mis en place un système de confidentialité.
Résumé
La recherche d’une fabrication parfaite pour des pièces rares est l’essentiel. Le processus de découpage est un facteur majeur dans le succès du produit et dans la réponse rapide au marché. service de suppression de précision est une arme importante pour lutter contre les problèmes du client et accroître sa capacité concurrentielle.
LS Manufacturing, partenaire d'ingénierie front-end, outre l'intégration des revues DFM (Design for Manufacturing) et la production de moules sophistiqués de haute précision, met également en œuvre des pratiques de contrôle qualité rigoureuses qui aident les entreprises mondiales à relever les défis de la production en série de pièces complexes, tout en améliorant la précision et en réduisant le coût total de possession.
Êtes-vous confronté à des problèmes de qualité des bords, d’écarts spatiaux ou de coûts élevés ? Ne laissez pas ces barrières techniques vous empêcher de lancer votre produit sur le marché. Téléchargez vos dessins pour obtenir une évaluation DFM gratuite et un devis. Les ingénieurs qui sont avec nous depuis plus de 10 ans analyseront vos dessins et proposeront une solution de découpage de précision rentable pour vous aider à acquérir un avantage concurrentiel dans une fabrication haut de gamme.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


