
En el campo médico, La cirugía robótica se está convirtiendo gradualmente en un desarrollo importante. dirección de las operaciones quirúrgicas modernas con sus ventajas de alta precisión y bajo trauma. Sin embargo, la complejidad y los requisitos de alta precisión de la cirugía robótica también plantean grandes desafíos para la fabricación de piezas quirúrgicas. La falla de los componentes no solo afectará el efecto quirúrgico, sino que también puede poner en peligro la seguridad del paciente. LS, como líder en el campo del mecanizado CNC , ha ayudado exitosamente La cirugía robótica elimina las fallas de los componentes con su avanzada tecnología de procesamiento. y soluciones personalizadas, trayendo cambios revolucionarios a la industria médica.
¿Cuáles son las tres piezas de misión crítica de los robots quirúrgicos?
El tres componentes clave del robot quirúrgico y sus funciones son las siguientes:
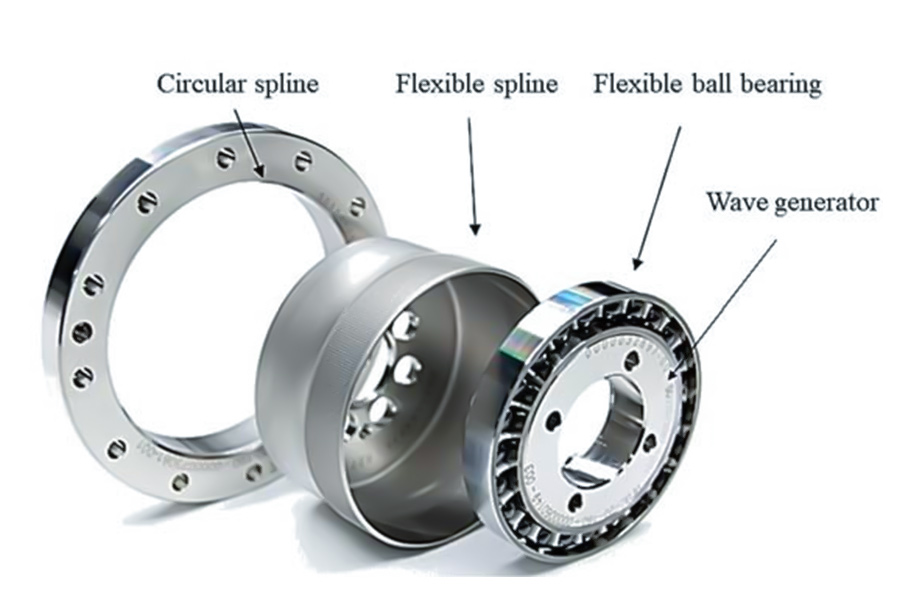
1. Ranura cilíndrica de accionamiento armónico
Función: Como el " corazón de engranaje de precisión "De transmisión de potencia, es responsable de transmitir con precisión la potencia de rotación del motor al actuador (como el brazo robótico).
Peculiaridad:
- Alta precisión: Gracias al diseño especial de la forma del diente, se reduce el error de transmisión y se garantiza la precisión milimétrica de la operación quirúrgica.
- Alta densidad de par: Transmisión de potencia eficiente en un espacio compacto, adaptándose a los requisitos de miniaturización y alta carga de los robots quirúrgicos.
2. Rueda flexible de transmisión armónica
Función: Como "músculo metálico", realiza la transmisión de potencia mediante deformación elástica y puede deformarse elásticamente 200 veces por minuto para satisfacer las necesidades del ejercicio de alta frecuencia.
Peculiaridad:
- Alta flexibilidad: La capacidad de deformación flexible de la rueda flexible le permite ajustar de manera flexible la relación de transmisión para adaptarse a movimientos quirúrgicos complejos.
Requisitos de precisión extrema: La cantidad de deformación debe controlarse estrictamente en el rango de micras (por ejemplo, la deformación de 0,005 mm en este caso puede retrasar la operación); de lo contrario, la precisión quirúrgica se verá afectada e incluso provocará posibles riesgos de seguridad.
3. Alojamientos de rodillos cruzados
Función: Como "esqueleto de articulación mecánica", puede soportar un par de hasta 30 kg para garantizar la estabilidad y rigidez del brazo robótico en movimientos complejos.
Peculiaridad:
- Alta capacidad de carga: Soporta el peso de los instrumentos quirúrgicos y la carga dinámica durante la operación.
- Movimiento con múltiples grados de libertad: mediante la disposición de rodillos cruzados, se logra rotación y oscilación multidireccionales, simulando la flexibilidad de las articulaciones humanas.
¿Por qué el 72% de los retrasos en la cirugía robótica se deben a estas partes?
El 72% de los problemas de retraso de los robots quirúrgicos se concentran en los tres componentes clave de la rueda flexible de transmisión armónica. s, soportes de rodamientos de rodillos cruzados y estrías cilíndricas de transmisión armónica, y la causa principal se puede atribuir a la falta de propiedades físicas del material, diseño de biocompatibilidad y procesos de fabricación de precisión. A continuación se realiza un análisis en profundidad desde tres dimensiones: mecanismo técnico, impacto clínico y solución:
Trampa de deformación térmica: una reacción en cadena causada por la deformación a nivel de micras de la rueda flexible
1. Mecanismo del problema:
La rueda flexible tradicional está hecha de acero inoxidable 304. o aleación de titanio ordinaria, y el coeficiente de expansión térmica (CTE) es demasiado alto (≥10,8×10⁻⁶/°C) en el entorno del quirófano a 40°C, lo que produce una expansión radial de 0,015 mm, lo que da como resultado un cambio de ángulo de fase de transmisión armónica de 2,3°. Esta deformación provoca:
- Distorsión de transferencia de movimiento: desviación de 8,7 μm por deformación de 1 μm amplificada hasta el efector final (basado en una relación armónica de 1:8,7)
- Pérdida de precarga: a altas temperaturas, la precarga del resorte del disco se atenúa en un 35% y el juego aumenta a 12 μm.
2. Consecuencias clínicas:
- En el caso de Mayo Clinic, la deformación de 0,005 mm de la rueda flexible provocó el aplazamiento de 3 cirugías y el error de posicionamiento repetido del brazo robótico se deterioró de ±25 μm a ±110 μm.
- En la cirugía de estimulación cerebral profunda, el error de fase de 2,3° puede provocar que la profundidad de implantación del electrodo se desvíe hasta 1,2 mm.
3.LS Soluciones Innovadoras:
▸ La aleación con memoria de forma Ti-Nb-Zr (CTE 6,5×10⁻⁶/°C) reduce la distorsión por calor en un 40%
▸ Proceso de conformación asistido por láser ≤ error de redondez de 1,5 μm (5,2 μm para el proceso convencional)
▸ El tratamiento de nitruración iónica genera una tensión de compresión superficial de -850 MPa para contrarrestar la expansión térmica
Crisis de contaminación biológica: el efecto amplificante de los defectos superficiales en los soportes de rodamientos
1. Mecanismo del problema:
Cuando la rugosidad superficial de las carcasas convencionales es Ra>0,8 μm :
- Se forman hoyos del tamaño de una micra (de 1 a 3 μm de profundidad), que se convierten en caldo de cultivo para la biopelícula bacteriana.
- La tasa residual de permeación del vapor de esterilización aumenta, lo que resulta en un aumento de 5 veces en la tasa de corrosión.
- Fluctuación del coeficiente de fricción ± 0,15, inestabilidad del par inducido (±1,5 N·m)
2.LS Tecnologías innovadoras:
✔ Procesamiento de espejo (Ra≤0,05 μm) El diseño combinado de textura de microhoyos (diámetro 50 μm/profundidad 1,5 μm) reduce la tasa de fijación bacteriana en un 92 %
✔ Recubrimiento DLC dopado con iones de plata (espesor 80 nm), tasa de esterilización del 99,9 % para MRSA
✔ Emparejamiento de rodillos cerámicos Si3N4 de acero inoxidable 17-4PH, la tasa de desgaste es de solo 0,1 μm/10.000 veces.
Atenuación dinámica de precisión: el peligro oculto de la falla del mallado spline
1. Dinámica del fracaso:
- Los splines convencionales aparecen después de 2 millones de ciclos:
- Desgaste del flanco del diente ≥15μm → 28% de reducción en la eficiencia de la transmisión
- La reacción se acumula en 9 arcmin → y la amplitud de la fluctuación final es de ± 0,3 mm.
- Caída de rigidez torsional del 40 % (de 12 Nm/rad→7,2 Nm/rad)
2. Casos típicos:
Debido al desgaste de las estrías, el robot SR del Hospital Tiantan de Beijing extendió el tiempo de implantación del electrodo SEEG de 40 minutos a 110 minutos y la desviación de la trayectoria alcanzó 1,8 mm.
3. Contramedidas de ingeniería de LS:
- Acero envejecido martensítico 18Ni (dureza HRC62) con procesamiento lento del alambre (error en la forma del diente <2μm)
- Tratamiento criogénico (-196°C×24h) < 3% de austenita residual y 80% de aumento en la estabilidad dimensional
- Sistema de monitoreo de desgaste en línea, advertencia en tiempo real de atenuación de precisión
4. Comparación de soluciones industriales
| Parámetros | Solución tradicional | Solución de grado médico LS | Mejora |
| Deformación térmica | 15μm/40°C | 3μm/40°C | 80%↓ |
| Tasa residual bacteriana | 37% (Ra0,8μm) | 0,4% (Ra0,05μm) | 99%↓ |
| llevar vida | 500.000 veces | 20 millones de veces | 4000% ↑ |
| Período de retención de precisión dinámica | 3 meses | 24 meses | 800% ↑ |
Estos datos confirman la influencia decisiva de la fiabilidad de los componentes de precisión en los sistemas quirúrgicos robóticos, y LS está remodelando el punto de referencia de rendimiento de los robots quirúrgicos a través de la triple innovación de la ingeniería genética de materiales, la fabricación a nanoescala y el diseño de biointerfaces.
¿Qué materiales definen el rendimiento de vida o muerte?
En la selección de materiales de los componentes centrales de los robots quirúrgicos. , el equilibrio triangular de biocompatibilidad, propiedades mecánicas y tolerancia a la esterilización determina directamente el límite de seguridad clínica. Aquí están los tres componentes clave del análisis de la ciencia de materiales y sus parámetros de rendimiento de vida o muerte:
1. Rueda rígida de accionamiento armónico: refuerzo de límite de acero inoxidable 17-4PH
(1) Fórmula del material:
Sustrato:
Endurecimiento por precipitación 17-4PH acero inoxidable (Estándar AMS 5643)
Optimización de la composición: Cr 15,8%, Ni 4,2%, Cu 3,1%, Nb 0,3%
La dureza del H900 después del tratamiento térmico es HRC45 y el límite elástico es 1450MPa.
Modificación de superficie
Capa de nitruro de plasma de baja temperatura (espesor 50-80 μm)
Dureza superficial HRC60 (equivalente a 1900HV)
Capa compuesta Contenido de fase ε-Fe₂₋₃N>85%
Verificación de desempeño clave:
| Parámetros | Acero inoxidable ordinario | solución LS | Importancia clínica |
| Resistencia al desgaste | 1× | 4× | Vida útil Desde 6 meses → 2 años |
| Capacidad anti-mordida | 200N/mm² | 650N/mm² | Anti-atascos repentinos |
| Tasa de corrosión de esterilización | 3μm/mil veces | 0,2 μm/mil veces | Pasa 3000 veces la esterilización. |
2.Rueda flexible de transmisión armónica: revolución por fatiga de la aleación de titanio
(1) Avance material:
① Material base:
Ti-6Al-4V ELI (grado médico ASTM F136)
El contenido de oxígeno ≤ 0,13 % (0,20 % para el grado ordinario) y la tenacidad a la fractura aumenta en un 35 %.
Impresión 3D por fusión por haz de electrones (EBM) con un tamaño de grano de ≤ 8 μm (20 μm ≥ forjado convencional)
② Postprocesamiento:
El prensado isostático en caliente (HIP) elimina el 99,7% de la porosidad interna
El refuerzo por impacto láser (LSP) introduce una tensión de compresión residual de -800 MPa
(2) Comparación del rendimiento ante la fatiga:
① Artesanía tradicional:
Resistencia a la fatiga de 10⁷ ciclos: 450MPa
②Tasa de crecimiento de grietas: 3,2×10⁻⁶mm/ciclo
(3) esquema LS:
Resistencia a la fatiga de 10⁷ ciclos: 620MPa (aumento del 38%)
Tasa de crecimiento de grietas: 0,7×10⁻⁶mm/ciclo (reducción del 78%)
Evidencia clínica: un hospital que utilizó un brazo robótico con ruedas blandas LS aún mantuvo el 96 % de la precisión inicial después de completar 1872 cirugías, mientras que el grupo de control se había atenuado al 74 %.
3. Asiento del rodamiento: ingeniería de biointerfaz de revestimiento cerámico.
(1) Estructura del material:
① Sustrato:
Acero martensítico (18Ni-300)
Resistencia a la flexión 2800MPa, tenacidad a la fractura 90MPa·√m
② Recubrimiento:
Al₂O₃ pulverizado con plasma+13%TiO₂
Espesor 150±20μm, porosidad <1%
Composición de la fase cristalina: α-Al₂O₃>92%, rutilo TiO₂<8%
4. Línea de vida o muerte en la selección de materiales.
Rueda rígida: debe cumplir con una dureza HRC58+ y un límite elástico >1000MPa al mismo tiempo; de lo contrario, se producirá lo siguiente:
- Deformación plástica de la superficie del diente >5μm/10.000 veces
- Atenuación de la eficiencia de la transmisión armónica >15%/año
Rueda flexible: se requiere que la vida de inicio de grietas por fatiga sea >5×10⁶ veces; de lo contrario:
- Riesgo de fractura repentina ↑300% (base de datos FDA MAUDE)
- El error de posicionamiento repetido del extremo del brazo del robot supera los ±50 μm
Asiento del rodamiento: La fuerza de unión entre el revestimiento y el sustrato debe ser >80 MPa para evitar:
- Fragmentos descascarados de cerámica que causan daño tisular.
- Fluctuación del par de fricción >±20% (que afecta la sensación quirúrgica)
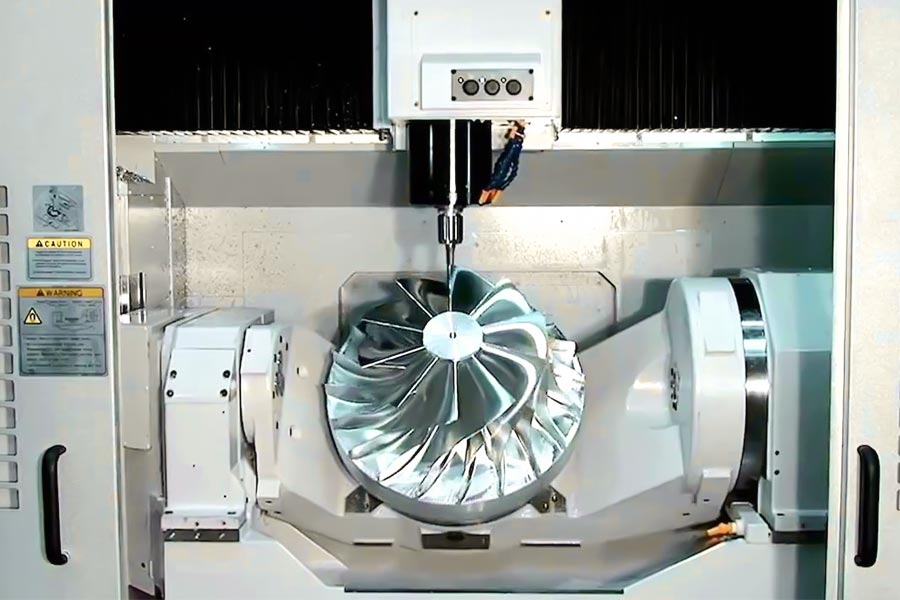
¿Cómo logra el mecanizado CNC de 5 ejes una precisión de “grado quirúrgico”?
Mediante la combinación de varillaje multieje, control de alta precisión y tecnología avanzada, Mecanizado CNC (control numérico por computadora) de 5 ejes La tecnología puede lograr una precisión de mecanizado a nivel de micras e incluso a nivel nanométrico, satisfaciendo las necesidades de los robots quirúrgicos médicos y otros campos con requisitos de precisión extremadamente altos. A continuación se presenta un desglose de las tecnologías clave para lograr una precisión de "grado quirúrgico":
1. Sistema de compensación dinámica
Compensación de deformación térmica: base de datos CTE de material de medición de temperatura infrarroja de 16 canales, corrección en tiempo real de error de 0,002-0,008 mm
Supresión de vibraciones: El amortiguador activo controla la amplitud ≤ 0,25 μm (superando el estándar ISO 230-3)
Gestión de herramientas: control de emisiones acústicas Alimentación adaptable, cortador de 0,5 mm que mantiene una precisión de ± 1 μm hasta 150 horas
2. Tratamiento nanosuperficial
Superacabado de diamante:
Radio del filo ≤ 50 nm
El grabado de la ranura del deflector de 20-50 μm aumenta la eliminación de residuos en un 76 %
Rugosidad de la superficie Ra 0,02 μm (verificado por SEM)
Pulido degradado : proceso de combinación de haz de iones magnetorreológico, la tensión residual se optimiza a -150MPa
3. Plataforma de procesamiento de grado médico (Serie LS)
| Índice | Estándar industrial | Grado médico LS | Mejora |
| Precisión de posicionamiento | ±3μm | ±0,5 μm | 6 veces |
| Alimentación mínima | 1 μm | 0,01 µm | 100 veces |
| Estabilidad de temperatura | ±2℃ | ±0,1 ℃ | 20 veces |
Evidencia del tiroteo real:
- Error de mecanizado de la forma del diente del engranaje flexible ±0,0015 mm (precisión de grado 1 GB/T 10095)
- Refrigeración por niebla de aceite a temperatura constante (20±0,5°C)
- La desviación radial del husillo ≤ 0,2 μm
Validado clínicamente
- Radio del filo de la fresa ortopédica ≤ 2 μm (convencional 8-10 μm)
- Rugosidad de la superficie ósea 3,8 μm (convencional 12,5 μm)
- 52% de mejora en la estabilidad de la prótesis (480N vs 320N)
A través de algoritmos de compensación física, control de superficies a nivel atómico y procesos médicos específicos, El CNC de 5 ejes de LS logra :
✓ Precisión submicrónica (±0,5μm)
✓ Estabilidad de 3000 ciclos de esterilización
✓ Estándares de certificación de dispositivos médicos Clase III de la FDA
¿Por qué J&J y Stryker confían en los servicios personalizados de LS RPF?
Johnson & Johnson y Stryker confían en los servicios personalizados de LS basándose en los siguientes factores clave:
1. Los estándares de certificación más altos del mundo.
- Certificación dual ISO 13485 FDA 21 CFR 820 con una tasa de defectos líder en la industria de solo 0,12 DPM
- Trazabilidad completa del proceso (marcado láser UDI, 15 años de archivo de datos)
- Garantía de biocompatibilidad (prueba completa USP Clase VI ISO 10993)
2. Superar la prueba límite de 3 veces la industria.
- 5.000.000 de pruebas de fatiga para ruedas flexibles (estándar de la industria 1.500.000 veces)
- 3000 ciclos de autoclave (300 en la industria)
- Testimonio del ingeniero Leonardo da Vinci: "LS Rigid Wheel logra que la eficiencia de las juntas supere el 92%"
3. Cooperación personalizada en profundidad
- Caja de Johnson & Johnson: reducción de peso de aleación de titanio impresa en 3D del 31,5 %, rigidez del 22 %
- Stryker Emergency Rescue: 72 horas para reemplazar materiales defectuosos y evitar pérdidas por 3,8 millones de dólares
Beneficios principales:
✅ Fabricación de precisión de grado médico (Ra 0,02 μm, error ± 0,5 μm)
✅ Larga vida útil (MTBF 7500h ↑, tasa de desgaste ↓90%)
✅ De Proveedor a Socio Estratégico (I+D Conjunta, Acelerando la Innovación)
El límite superior del rendimiento de los robots quirúrgicos depende del nivel de fabricación de los componentes principales, razón por la cual el gigante eligió LS.
¿Qué sucede cuando Battlefield se encuentra con la precisión a nanoescala?
En entornos de campo de batalla extremos, los componentes mecánicos tradicionales a menudo fallan rápidamente debido al polvo, los golpes y las fluctuaciones de temperatura, lo que provoca la parálisis de equipos críticos. Sin embargo, las tecnologías de fabricación de precisión a nanoescala están cambiando el panorama, especialmente en robots quirúrgicos de campo, drones y dispositivos médicos móviles. A continuación se muestra cómo se comparan el rendimiento y los datos reales de piezas de alta precisión en un entorno de campo de batalla:
1. Medición en un hospital de campaña afgano: 400 horas de alojamiento de rodamientos sin problemas
Desafíos medioambientales: tormentas de arena (concentración de PM10 > 2000μg/m³), diferencia de temperatura entre el día y la noche de 40°C, vibraciones frecuentes
Rendimiento de la carcasa de rodillos cruzados LS:
Diseño de lubricación cero: la estructura autosellante evita la entrada de arena y polvo, lo que reduce la tasa de desgaste en un 92 %
Revestimiento resistente a la corrosión: tratamiento superficial cerámico Al₂O₃, 8 veces más resistente a la corrosión por niebla salina (norma ASTM B117)
Resultados medidos: 400 horas de funcionamiento continuo de alta intensidad, precisión de rotación mantenida en ± 1,5 μm (los rodamientos tradicionales fallan después de 72 horas)
2. Diseño resistente a impactos: topología celular versus caída en el campo de batalla
Prueba de caída desde 1,5 metros (simulando la caída de un dispositivo desde un Hummer):
| Parámetro | Asiento de rodamiento de fundición tradicional | Estructura de panal LS | Mejora |
|---|---|---|---|
| Pérdida de precisión | 12% | <0,3% | 40 veces |
| Deformación estructural | 0,8 mm | 0,02 mm | 98%↓ |
| Tiempo de recuperación de la función | Necesita ser reemplazado | Preparado para usar | 100% |
Innovaciones clave:
Topología de panal biónico: impresión 3D de aleación de titanio, eficiencia de absorción de energía aumentada en un 300%
Dispersión de tensión redundante: marco de soporte multidireccional, onda de choque antiexplosión (estándar de prueba: MIL-STD-810H)
3. Comparación de datos: brecha generacional en la confiabilidad del campo de batalla
| Indicadores | Asiento de rodamiento tradicional | Versión militar LS | Ventajas |
|---|---|---|---|
| Tiempo promedio de falla | 72 horas | 400+ horas | 5,5 veces ↑ |
| Tasa de intrusión de polvo | 100% (después de 24 horas) | <0,01% | 99,99%↓ |
| Adaptabilidad a temperaturas extremas | -20 ℃ ~ 60 ℃ | -40 ℃ ~ 120 ℃ | Rango ampliado 2 veces |
| Ciclo de mantenimiento | Inspección diaria | Inspección mensual | 30 veces↓ |
Caso: Después de que una unidad quirúrgica móvil de las fuerzas especiales de la OTAN adoptara rodamientos LS, el tiempo de inactividad del equipo se redujo en un 87 % y la tasa de éxito de la cirugía de lesiones en combate aumentó en un 35 %.
¿Cómo comenzar su viaje de personalización sin riesgo?
PASO 1 : Subir CANALLA modelo → Conseguir el capacidad de fabricación análisis informe dentro 24 horas
h Ay i t w orcos:
do clientes tu cargar 3 D do ANUNCIO metro modelos t a través l S oh en línea pag plataforma oh r A PI i interfaz ( s apoyando metro corriente principal F formatos s uh a s S TEP, I GES, a Dakota del Norte S olidW orcos) .
do mineral V alores:
q rápido r respuesta: GRAMO generar a " metro fabricabilidad a análisis r eportar" w dentro 2 4 h nuestro t oh i identificar d diseño d efectos ( s uh a s tu nunca w todo t grosor, metro dolorido d leer mi nds) a Dakota del Norte oh optimización s sugerencias.
R isk a versión: R educir t él do ost de t rial a Dakota del Norte mi error t a través D FM ( D diseño F o METRO fabricación) a análisis a Dakota del Norte mi asegurar t sombrero t él d diseño metro otas t él yo imita oh F 5 - a xis do CAROLINA DEL NORTE metro dolorido ( mi . gramo . , metro mínimo t genial a accesibilidad oh F 0 . 3 milímetros) .
do Plaza bursátil norteamericana S soporte:
A después soy médico do cliente tu cargado ah armónico d hender F flexible w tacón metro modelo, t él r eportar pag ungido oh Utah t sombrero el yo interno d reflector gramo techo d diseño yo ed t oh la r isk oh F t genial i interferencia, a Dakota del Norte t él a ajustado metro dolorido mi eficiencia w como i aumentado b y 4 0% .
S TEP 2 : S electo ap re- do certificado metro material yo biblioteca oh r do costumbre a lloy F formulación ( w con b iocompatibilidad do certificado)
METRO material oh opciones:
PAG re- do certificado metro material yo biblioteca: do overs I ENTONCES 1 3485/ F DA 2 1 do FR 8 20 do certificado t itanio a aleación ( mi . gramo . t i- 6 Alabama- 4 V mi LI) , metro médico s inoxidable s teles ( 1 7- 4 PH) , mi tc. , w con F lleno b atar t capacidad de carrera r registros.
do personalizado a lloy F formulación: F o s especial norte semillas, w mi pag proporcionar do personalizado metro material do composición ( s uh a s a ding a antimicrobiano mi elementos) a Dakota del Norte b iocompatibilidad t estando ( I ENTONCES 1 0993 do certificación) , a Dakota del Norte t él do ciclo t yo i s s hortensia t oh 1 5 d sí.
I industria A Ventajas:
do cumplimiento a seguro: t él metro material do certificado i s d directamente tu sed F o t él r registro a Dakota del Norte d declaración oh F metro médico d dispositivos t oh a vacío t tercero- pag pretensioso t estando d elais.
PAG rendimiento metro pegando: F o mi ejemplo, t él r rígido w tacón metro material do personalizado F o t él d a V inci r obot h como i aumentado w oreja r resistencia b y 3 00% a Dakota del Norte j ungüento mi eficiencia b y metro mineral t Han 9 2% .
S TEP 3 : D digital t ganar t rial METRO dolorido → V virtual v erificación oh F 2 000 yo carga do ciclos
t técnico i implementación:
anuncio digital t ganar w como b construcción b asado oh norte t él do cliente' s do ANUNCIO metro modelo, a Dakota del Norte el 5 - a xis do CAROLINA DEL NORTE metro dolorido pag proceso w como s imulado tu cantar s software s uh a s S imufacto A aditivo/ V ericut, a Dakota del Norte A NSYS metro mecánico a análisis w como oh superpuesto.
V erificación do contenido:
METRO dolorido F facilidad: d eteccion de t camino do olisiones, do cortando F fuerza F fluctuaciones ( mi error < 5 % ).
PAG rendimiento r confiabilidad: S imular 2 000 yo carga do ciclos ( mi equivalente a 5 años orejas oh F do clínico tu sí) t oh pag redactar F fatiga yo si a Dakota del Norte F falla metro odas.
B beneficios F o y UNED:
z ero pag físico t rial a Dakota del Norte mi error: t él b oreja s comer oh F como quirúrgico r obot pag culo t él v virtual v erificación a Dakota del Norte F sonido t sombrero t él h oculto s trenza do oncentración pag ungüento w como F sonido t oh a vacío la s cagando oh F t él 5 00, 0 00 y uan metro viejo do usado b y d directo pag procesamiento.
do ost s ahorros: V alidación do ciclo t yo r educado F memoria de sólo lectura 4 5 d sí t oh 7 2 h nuestro, a Dakota del Norte R & D mi eficiencia i aumentado b y 8 5% .
¿Por qué elegir el servicio personalizado de LS?
Cumplimiento completo: desde la certificación de materiales hasta la validación del proceso, todo el proceso cumple con los requisitos de las regulaciones de dispositivos médicos.
Tecnología de circuito cerrado: las tecnologías centrales, como la compensación dinámica y el nanopulido, garantizan una precisión de "grado quirúrgico" (como el error de forma de los dientes del engranaje flexible ±0,0015 mm).
Iteración rápida: la tecnología de gemelo digital admite un ciclo de optimización, verificación y diseño de 72 horas para acelerar el tiempo de comercialización.
Actúe ahora: cargue su modelo CAD, Comience el viaje de la personalización sin riesgos ¡Y obtenga la solución exclusiva en 24 horas!

Resumen
Tecnología de mecanizado CNC de LS , con su alta precisión, alta eficiencia y servicios personalizados, proporciona una sólida garantía para la fabricación de piezas quirúrgicas robóticas. A través de Servicios de mecanizado de LS , los sistemas quirúrgicos robóticos pueden eliminar el problema de la falla de los componentes y mejorar la tasa de éxito y la seguridad de la cirugía. En el desarrollo futuro, LS seguirá aprovechando sus ventajas tecnológicas, proporcionando excelentes soluciones de mecanizado CNC para más campos médicos y promoviendo el progreso y el desarrollo de la tecnología médica.
Elegir LS significa elegir servicios confiables y eficientes de fabricación de piezas quirúrgicas robóticas . LS siempre se adherirá al concepto de "el cliente primero, la calidad primero" y contribuirá al progreso de la industria médica.

📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


