
Los servicios de fabricación de moldes de inyección a medida suelen atraer a clientes que priorizan la precisión; sin embargo, durante la prueba inicial del molde, muchos se topan con problemas complejos como burbujas, resina sin curar y adherencias . El principal problema radica en que los talleres de fabricación de moldes convencionales no tienen en cuenta la ventilación adecuada, el control térmico inconsistente del acero del molde y el desequilibrio en el diseño del eyector, lo que provoca problemas comunes como rebabas, huecos y adherencia de las piezas, impidiendo la automatización de la línea de montaje.
Los servicios de utillaje de inyección a medida de LS Manufacturing son una solución de fabricación de circuito cerrado de alta precisión que resuelve de forma integral los defectos críticos , como rebabas, huecos y adherencia de piezas, mediante un diseño para la fabricación (DFM) de precisión, ventilación avanzada y control de procesos de circuito cerrado.

Servicios de utillaje para moldeo por inyección a medida: Guía para la eliminación de defectos
| Tipo de defecto | Solución básica | Calidad resultante |
| Destellos (Marcas de quemaduras) | Acero para herramientas de alta calidad con control automático de la fuerza de sujeción. | Bordes limpios sin necesidad de recortar. |
| Vacíos (trampas de aire) | Microventilación (profundidad de 0,01-0,02 mm ). | Piezas sólidas y completamente formadas, sin ningún defecto. |
| Pegamento parcial | 1° de inclinación de la pared con superficies de cavidad pulidas SPI A1 (el estándar de pulido espejo de más alta calidad). | Expulsión automática de piezas sin dañar las piezas del molde de inyección personalizado . |
| Marcas de sumidero | Requiere refrigeración conformada y un diseño con espesor de pared uniforme. | Produce piezas con un acabado estético impecable, listas para su posterior acabado y sin marcas de hundimiento. |
| Tomas cortas | Requiere la optimización del sistema de compuerta y canal caliente. | Rellena geometrías complejas de forma consistente sin dejar espacios sin rellenar. |
| Control de procesos | Se requiere un control de procesos en tiempo real mediante sensores y SPC. | Suprime los lotes defectuosos y permite un rendimiento constante a largo plazo . |
Conclusión: Como se muestra a continuación, la microventilación y el sistema de sujeción automatizado reducen los índices de desperdicio a prácticamente cero.
Conclusiones clave:
- El utillaje de precisión evita las rebabas: El utillaje endurecido de alta calidad y una alineación precisa son cruciales para evitar problemas de rebabas.
- La ventilación es fundamental para la integridad: La microventilación estratégica es un requisito esencial para evitar la formación de huecos y lograr la densidad de la pieza.
- El desmoldeo y el pulido permiten la automatización: El desmoldeo y el pulido son requisitos cruciales que son imprescindibles para la producción en masa .
- La monitorización de procesos es proactiva: la información de los sensores y el control estadístico de procesos son esenciales para garantizar la estabilidad del proceso.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
En internet encontrará abundante material teórico sobre moldeo por inyección de precisión . Sin embargo, esta guía es única. Ha sido elaborada por nuestro equipo de expertos en utillaje y procesos de inyección, quienes se enfrentan a problemas de deformación a diario. Todas nuestras reglas y principios de diseño han sido revisados y confirmados según las directrices de ingeniería de la Asociación Alemana de Ingenieros (VDI) .
Nuestros diseños y moldes deben mantener la estabilidad dimensional, ya que incluyen lentes para semiconductores, canales para dispositivos de diagnóstico y otros componentes aeroespaciales. Por este motivo, todo nuestro proceso de control de calidad debe cumplir con las normas de la Organización Internacional de Normalización (ISO), dado que la precisión y la exactitud son aspectos vitales para estas aplicaciones .
Hemos adquirido toda esta experiencia a través de años de pruebas de moldeo, cometiendo errores y analizando cada proceso de moldeo, tanto el exitoso como el de deformación. Sabemos cómo configurar correctamente la compuerta para polímeros de cristal líquido, cómo colocar los canales de refrigeración para evitar tensiones en el material PEEK y cómo aplicar una presión de compactación precisa para obtener piezas moldeadas con la forma final perfecta. Comparta nuestra experiencia para diseñar mejores moldes y adquirir componentes que satisfagan sus necesidades.

Figura 1: Técnicos ajustan un molde de precisión personalizado para evitar que una pieza se atasque en la producción automotriz.
¿Por qué Premier Custom Injection Mold Tooling Services prioriza la velocidad de ventilación para eliminar las rebabas en la cavidad?
Nuestros servicios superiores de moldeo por inyección a medida se centran en la velocidad de ventilación, ya que abordan el problema de raíz. Nos comprometemos a igualar la velocidad de ventilación con el sellado en la línea de separación para regular la presión de la cavidad. En nuestro proceso técnico , realizamos lo siguiente:
Sellado de precisión de la línea de separación: La primera defensa
La clave reside en un sellado impecable a lo largo de la línea de separación. Requerimos mecanizado en rectificadoras de superficie de precisión para lograr un sellado completo con una tolerancia de holgura de ≤0,01 mm , lo que se traduce en una mínima acumulación de errores y una reducción de los costes de depuración , superando la norma del sector de 0,03 mm . El sellado excepcionalmente hermético, resultado del utillaje de inyección de alta precisión, impide la entrada de material fundido por donde se produzca una fuga de gas, creando así una barrera física que previene la formación de rebabas.
Geometría de ventilación optimizada para la evacuación transitoria de gases.
Un diseño adecuado de la ventilación permite la velocidad de escape necesaria. Utilizamos orificios de ventilación con un diseño escalonado, ubicados a 2,5 mm de la periferia del producto y con una profundidad de 0,015 mm a 0,02 mm , para permitir la salida del gas en menos de 0,02 segundos durante el llenado a una velocidad elevada de ≥80 mm/s . Este requisito fundamental en nuestros servicios de diseño de moldeo por inyección garantiza la salida del gas a alta presión, evitando la separación de las placas.
Sistema integrado para la producción sin defectos
La combinación de sellado y ventilación da como resultado un sistema cerrado que controla la presión. Esto elimina el aumento repentino de presión causado por el gas atrapado y, por lo tanto, reduce la fuerza de palanca en más del 85 % . Asegura que se utilicen todas las fuerzas de sujeción disponibles y, por lo tanto, garantiza un rendimiento de moldeo sin rebabas las 24 horas del día, los 7 días de la semana , con soluciones para defectos de moldeo por inyección mediante herramientas de moldeo por inyección duraderas .
Nuestro enfoque técnico redefine la prevención de rebabas al centrarse en la dinámica de gases en lugar de la presión de cierre. Estos protocolos, con sellos de línea de separación de ≤0,01 mm y profundidades de ventilación diseñadas, proporcionan un sistema probado para evitar la formación de rebabas en el molde . La profundidad de ventilación ajustable, inherente a nuestro molde de inyección de volumen de producción, garantiza la fiabilidad y la rentabilidad que ofrecen los servicios de moldeo por inyección personalizados de primera calidad.

¿Cómo puede el diseño de moldes de precisión personalizados suprimir la formación de burbujas de aire para garantizar un moldeo por inyección sin porosidades?
El moldeo por inyección sin poros requiere una gestión precisa del frente de flujo y la contracción volumétrica, algo que no se logra únicamente mediante el ajuste del proceso. La ingeniería predictiva que respalda nuestra solución de moldeo de precisión a medida elimina las burbujas de aire antes de la producción, creando piezas resistentes y densamente compactadas. Nuestro proceso aborda este complejo problema y lo resuelve de antemano para garantizar el cumplimiento de las estrictas especificaciones de resistencia del sector automotriz.
Diseño predictivo mediante análisis reológico no lineal 3D
- Estrategia principal: Se utiliza una simulación de llenado basada en parámetros reales del proceso, como una temperatura del molde de 85 °C y una temperatura de fusión de 240 °C, para identificar las zonas de llenado tardío.
- Desencadenante de la decisión: Si las predicciones de variación de la contracción volumétrica son ≥1,2 % , se requiere un rediseño de la compuerta para evitar el atrapamiento de aire y el llenado insuficiente, lo que se convierte en la base de las herramientas de moldeo por inyección basadas en simulación .
Optimización estratégica del sistema de compuertas para un empaquetado uniforme
- Acción correctiva: Utilizar compuertas de ventilador para distribuir el flujo y evitar altas tasas de cizallamiento en comparación con las compuertas estándar .
- Especificación técnica: El ancho de la compuerta está diseñado con precisión para ser entre el 65 % y el 75 % del espesor de la zona más gruesa del molde.
- Resultado: Esto garantiza una transferencia óptima de presión al núcleo de la cavidad, manteniendo al mismo tiempo el proceso de sujeción, una característica esencial de las herramientas de moldeo por inyección de alto rendimiento .
Proceso integrado para garantizar la densidad.
- Resultado del sistema: El sistema de compuerta y alimentación diseñado proporciona una distribución de presión óptima, lo que minimiza la tensión residual hasta en un 4 5 % .
- Validación final: La solución que hemos desarrollado garantiza una densidad y resistencia del 100 % de la pieza dentro del molde, lo que asegura un moldeo por inyección sin poros y herramientas de moldeo por inyección de estructura densa .
Nuestra solución se basa en una técnica de ingeniería preventiva que garantiza piezas sin poros desde el diseño. El uso de análisis reológico 3D y la colocación precisa de la compuerta dan como resultado un sistema avanzado de moldeo por inyección que evita por completo la formación de burbujas de aire. Esto se traduce en la integridad de las piezas y en soluciones eficaces para los defectos del moldeo por inyección , conformando así nuestro estándar de servicio técnico para moldeo por inyección .
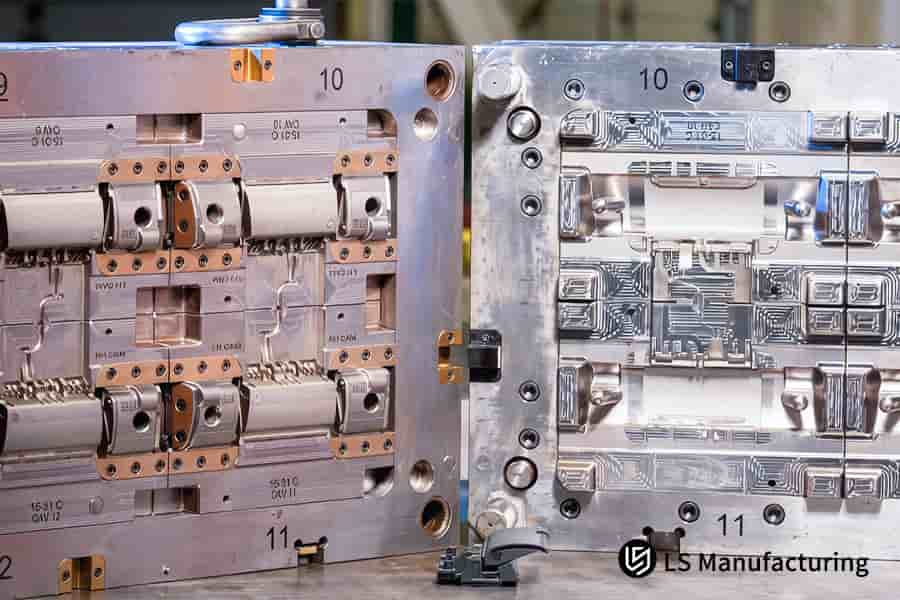
Figura 2: El molde sin rebabas forma múltiples horquillas de plástico en cavidades de acero inoxidable pulido.
¿Qué parámetros de equilibrio de eyección evitan que la pieza se adhiera al molde durante la producción automatizada de alto volumen?
La adherencia de las piezas y la eyección incorrecta se convierten en problemas clave al considerar el utillaje de moldeo por inyección automatizada . Gracias a la comprensión de las fuerzas que actúan sobre el molde y las superficies involucradas, garantizamos que todos los eyectores funcionen con un rendimiento óptimo en nuestros servicios de utillaje de moldeo por inyección a medida .
| Pilar de soluciones | Implementación técnica |
| Análisis del equilibrio de fuerzas | El análisis previo a la producción predice la resistencia al desmoldeo, lo que permite la correcta colocación de los pasadores de expulsión, manteniendo una estricta precisión de ±0,5° para evitar que la pieza se adhiera al molde . |
| Dinámica de eyección optimizada | Se utiliza una curva de velocidad de 15-25 mm/s para evitar la concentración de tensiones, una característica clave de las herramientas de moldeo por inyección de eyección sincronizada . |
| Ingeniería de superficies avanzada | El recubrimiento DLC (nanorecubrimiento de carbono tipo diamante con perfil de baja fricción) ( HV >2200 ) se aplica a las superficies del núcleo, reduciendo el coeficiente de fricción a ≤0,1 , servicio de solución de problemas de moldeo por inyección de núcleos. |
| Estándar de producción validado | Gracias a su éxito reiterado en miles de ciclos, este método garantiza un desmoldeo 100% predecible, lo que asegura un alto tiempo de actividad de las herramientas de moldeo por inyección . |
Nota: La matriz comparativa anterior demuestra que pasar del ajuste reactivo de parámetros a la precisión propia del acero para herramientas y la microventilación garantiza una producción sin defectos. Elimine la adherencia del molde y asegure ciclos de producción de alto volumen sin interrupciones. Aproveche nuestra experiencia en recubrimiento DLC y eyección sincronizada. Póngase en contacto con LS Manufacturing para hablar sobre su proyecto y solicitar un estudio de viabilidad.
¿Por qué la termorregulación dinámica multizona domina la eficacia de las soluciones para defectos en moldes de inyección?
La termorregulación dinámica multizona elimina la deformación y las rebabas del molde al lograr una temperatura superficial uniforme de ± 1,5 °C . La capacidad de la termorregulación dinámica multizona para resolver problemas de defectos se debe a la eliminación de la fuente del problema: el desequilibrio térmico. Los sistemas de enfriamiento tradicionales generan diferencias de temperatura superiores a 25 °C en las superficies, lo que provoca deformación y rebabas. Nuestra solución utiliza un enfriamiento de conformación precisa para producir temperaturas uniformes de ± 1,5 °C , proporcionando soluciones para los defectos en los moldes de inyección .
Sustitución de los sistemas de refrigeración tradicionales ineficientes
Los conductos de refrigerante que siguen líneas rectas no pueden reproducir la forma compleja de la pieza. Por lo tanto, se produce un enfriamiento desigual que genera diferencias de temperatura, tensiones y defectos. Es un método reactivo e ineficiente. Presentamos un enfoque que reemplaza esta solución reactiva con una solución proactiva basada en principios físicos para crear moldes de inyección de temperatura precisa .
Ingeniería de precisión con canales conformados
Para lograr nuestros objetivos, utilizamos tecnología de impresión 3D para imprimir los canales de refrigeración, diseñados para adaptarse a la forma de la cavidad. El factor clave es mantener una distancia de 8 mm entre el canal y la superficie del molde. Esto garantiza una extracción de calor uniforme, abordando directamente los gradientes térmicos para eliminar la formación de burbujas de aire que se adhieren desde su origen, una ventaja fundamental de las herramientas de moldeo por inyección que previenen defectos .
Validación del rendimiento mediante métricas basadas en datos
La eficacia del sistema radica en sus resultados prácticos. Al reducir la diferencia de temperatura en todo el molde a ±1,5 °C , disminuimos la tensión térmica responsable de la deformación. Esta uniformidad permite reducir el tiempo de ciclo en más del 35 % y proporciona piezas dimensionalmente estables gracias a la fabricación de moldes de precisión personalizados , una característica distintiva de los moldes de inyección multizona .
Nuestra técnica va más allá del simple enfriamiento, ya que logramos uniformidad térmica en el propio molde. La separación de 8 mm y el rango de regulación de temperatura de ±1,5 °C proporcionan requisitos tangibles para evitar defectos antes de que ocurran. Nuestro proceso elimina las incertidumbres de calidad y productividad, lo que resulta en una producción consistentemente eficiente. [Descargue nuestro Manual de solución de problemas de defectos en moldeo por inyección] para optimizar sus parámetros de producción actuales.
¿Cómo logran la alineación de la formulación del material y la mecánica de extracción del núcleo eliminar simultáneamente la adherencia de los vídeos flash?
La prevención simultánea de rebabas, huecos y adherencias es posible cuando el comportamiento y la mecánica del material se ajustan cuidadosamente, una competencia clave de nuestros servicios de diseño de moldeo por inyección . La integración de estos dos procesos explica nuestra filosofía para nuestro servicio de utillaje de moldeo por inyección para la eliminación de defectos . Específicamente, al trabajar con polímeros semicristalinos con alta contracción ( 1,8 %-2,2 % ) como PA66+30 %GF , nuestro proceso garantiza:
Mecanismo avanzado de extracción del núcleo para la prevención de destellos
- Actualización crítica: Cambiar de un sistema deslizante de un solo paso a un sistema de extracción del núcleo con bloqueo hidráulico de dos etapas.
- Fundamento técnico: Esto ayudará a prevenir el juego mecánico y la holgura relacionada con el desgaste , que provocan rebabas cuando hay alta presión, un requisito fundamental de nuestras herramientas de moldeo de precisión personalizadas .
- Integración del sistema: El proceso se ejecutará en coordinación con una presión de cierre de 150 MPa , lo cual es esencial para el utillaje de moldeo por inyección de alta presión para un sellado impecable.
Control de procesos de precisión para eliminar huecos
- Intervención específica: Introducir un perfil de velocidad gradual durante la fase final de compactación.
- Acción específica: Cuando el llenado se aproxime al 98% , reduzca la velocidad a 12 mm/seg .
- Prevención de defectos: Al ralentizar el proceso, prevenimos eficazmente la contracción anisotrópica debida a la orientación de las fibras, que es la responsable de la creación de huecos y uno de los principales beneficios de los moldes de inyección sin huecos .
Gestión de la cristalización específica del material
- Estrategia principal: Coordinar los parámetros del proceso para controlar la cinética de la cristalización del material.
- Cómo funciona: El uso de una presión de mantenimiento alta y estable ( 150 MPa ) junto con un perfil de llenado preciso permite controlar el enfriamiento y la solidificación .
- Resultado final: Esto garantiza una contracción uniforme sin la tensión resultante, lo que ayuda directamente a eliminar la adherencia de los huecos de rebaba .
Nuestro enfoque combina la invención mecánica con la ciencia de los materiales. El proceso de extracción de núcleo bloqueado en dos etapas y la presión de 150 MPa evitan la formación de rebabas, mientras que el perfil de velocidad de llenado final de 12 mm/s evita la formación de huecos. Este enfoque de proceso combinado controla la cristalización para evitar la adherencia, creando un sistema integral capaz de resolver de forma proactiva los desafíos de los polímeros de ingeniería más resistentes, mediante herramientas de moldeo por inyección con control de cristalización .
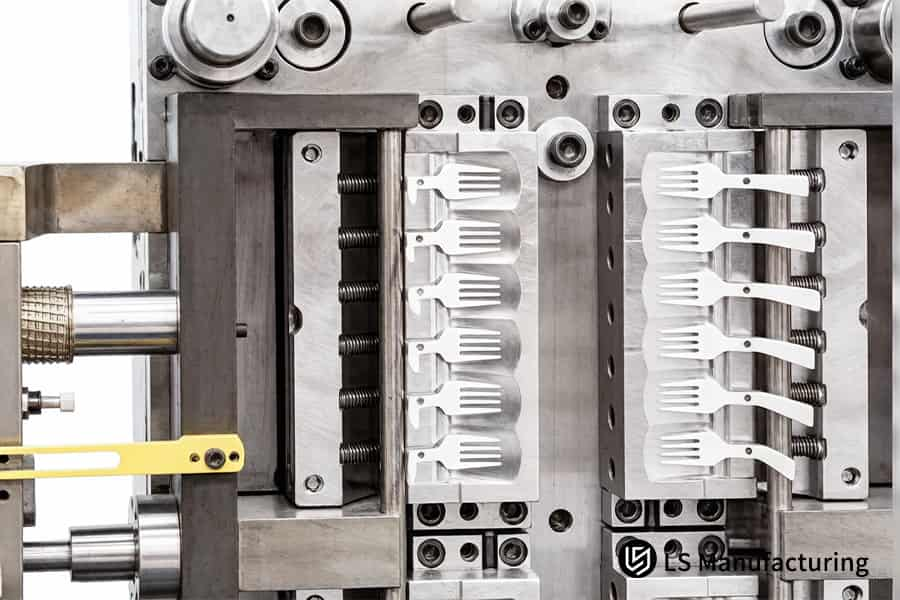
Figura 3: Los servicios de fabricación de moldes de inyección personalizados mecanizan las cavidades de aluminio marcadas con los números 10 y 11 para su producción.
Caso práctico: ¿Cómo logró LS Manufacturing fabricar herramientas para conectores automotrices sin rebabas para un proveedor alemán de primer nivel del sector automotriz?
Los servicios de fabricación de moldes de inyección a medida proporcionados por LS Manufacturing ayudaron a resolver el problema de raíz, demostrando nuestra experiencia en la fabricación de moldes de inyección de alto volumen con moldes sin rebabas y moldeo por inyección sin porosidades :
Desafío del cliente
El cliente experimentó problemas críticos con su conector de alta tensión de 48 V fabricado con PBT de alto flujo + 15 % GF . El molde de otro proveedor había generado rebabas excesivas ( 0,12 mm ) en la línea de separación y huecos internos, lo que provocó una tasa de fallos del 18,5 % durante el proceso de ensamblaje. Este problema comprometió la capacidad de superar la prueba de aislamiento de alta tensión, lo que podría ocasionar pérdidas millonarias y la paralización de la línea de producción.
Solución de fabricación LS
Mediante el uso de moldes de inyección de alta estabilidad , se redujo la variación en la temperatura de la superficie de la cavidad. de 28 °C a ±1 °C . Durante las pruebas de flujo iniciales, se produjo una contracción anisotrópica inesperada debido a la alineación de las fibras. A continuación, se llevó a cabo un rediseño completo, comenzando con un análisis exhaustivo para DFM. La solución incorporó el uso de acero para herramientas de trabajo en caliente de grado superior (mayor que HRC 52) combinado con mecanizado CNC de 5 ejes para garantizar que se lograran ajustes precisos de la línea de separación, donde la holgura se mantuvo en ±0,008 mm . Al mismo tiempo, se rediseñó el sistema de ventilación junto con 12 canales de refrigeración conformados utilizando el proceso de impresión 3D de metal.
Resultados y valor
Según los estándares de la industria para conectores de alto voltaje, la tasa de desperdicio típica ronda el 3-5%, mientras que la solución de LS Manufacturing alcanzó un sin precedentes 0,05%. Estos resultados se confirmaron mediante mediciones CMM en línea. Se eliminó la rebaba, ya que las mediciones mostraron un valor inferior o igual a 0,005 mm , mientras que el contenido de poros internos se redujo en un 98,5% , lo que resultó en un moldeo por inyección verdaderamente libre de poros . Hubo una disminución en el tiempo de ciclo del 24% , mientras que el rendimiento en la línea de ensamblaje automatizada alcanzó el 99,95% . Con esta herramienta de moldeo por inyección , el cliente pudo evitar grandes penalizaciones financieras y posteriormente se adjudicaron tres contratos más de moldes de dos inyecciones.
Este proyecto pone de manifiesto nuestra capacidad para abordar problemas complejos y críticos relacionados con la fabricación mediante principios de ingeniería adecuados. Al solucionar los principales factores problemáticos, como el mal ajuste, la refrigeración insuficiente y la ventilación incorrecta, con especificaciones exactas de tolerancias de ±0,008 mm y temperaturas de ±1 °C , ofrecemos moldes libres de rebabas con garantía. Este método basado en datos es la base de nuestros servicios de moldeo por inyección a medida , especialmente cuando un problema puede costar millones.
Demuestre una precisión de ajuste de ±0,008 mm y una reducción del 98,5 % de los huecos en sus componentes de alta tensión. Envíe el diseño de su conector para validar un proceso sin rebabas y asegurar un cronograma de producción.

¿Por qué es esencial el servicio de análisis y resolución de problemas en el moldeo por inyección antes de finalizar el corte del acero?
Realizar análisis preventivos durante el servicio de resolución de problemas de moldeo por inyección, antes de cualquier corte de acero, es la mejor manera de evitar modificaciones innecesarias y costosas de los moldes. Este enfoque es uno de los principios clave de nuestro sistema de moldeo por inyección basado en simulación , ya que permite simular todo el proceso de producción para detectar y eliminar posibles problemas de flujo, compactación y refrigeración antes de la fabricación del utillaje.
| Fase | Implementación técnica y justificación |
| Análisis preventivo | Utilizando solucionadores de flujo no lineales para simular el proceso de flujo de resina, se descubren posibles defectos como trampas de aire sin necesidad de cortar ningún acero, lo cual es esencial en la fabricación de moldes de inyección . |
| Monitorización del gradiente de presión | Análisis de la presión en la cavidad utilizando un intervalo de 0,001 segundos, donde un gradiente superior al 15% indica un alto riesgo de huecos o problemas de adherencia. |
| Medidas de mitigación de riesgos | La modificación de los diseños de compuerta y refrigeración mediante una simulación computarizada permite eliminar de forma preventiva los problemas de adherencia de los huecos de memoria flash . |
| Realización del valor para el cliente | Este servicio de diseño para moldeo por inyección elimina entre cuatro y cinco pruebas que habrían sido necesarias de otro modo, y reduce los costes de utillaje en aproximadamente un 70 % . |
Mediante nuestro análisis de dinámica de presión en fracciones de segundo y el requisito de un límite de gradiente del 15 % , ofrecemos una hoja de ruta basada en datos para el éxito. Este enfoque aborda directamente los problemas clave de las costosas pruebas y las piezas de baja calidad que enfrentan los clientes, asegurando así que el utillaje final se base en diseños probados . Este utillaje de inyección prevalidado garantiza la fabricabilidad y el ahorro de costes en proyectos valiosos.

Figura 4: Los componentes de molde de aluminio y acero de precisión permiten un moldeo por inyección sin rebabas ni huecos en la producción.
¿Por qué elegir a LS Manufacturing como su proveedor principal de herramientas de moldeo de precisión a medida y fabricación rentable?
Elegir a LS Manufacturing como su proveedor preferido es una decisión acertada para garantizar la fabricación rentable de piezas con la máxima precisión. Logramos esto mediante la incorporación de sistemas de calidad certificados, procesos de fabricación avanzados y soporte de ingeniería, lo que nos permite convertir diseños de piezas complejos en herramientas de fabricación altamente productivas . Esto incluye:
Integración de procesos certificada para una calidad predecible
Como empresa certificada según las normas ISO 9001:2015 e IATF 16949:2016 , integramos sistemas de gestión de procesos de calidad, y no solo certificaciones, ya que esto garantiza que cada paso del proceso, desde el principio hasta el final, incluyendo la certificación de materiales y la inspección final de los productos, esté bien gestionado. Esto nos permite ofrecer todos los productos de moldeo de precisión personalizados .
Mecanizado interno avanzado para una estabilidad de herramientas inigualable.
Las herramientas que utilizamos incluyen maquinaria de mecanizado avanzada, como centros de mecanizado Makino de 5 ejes y máquinas de electroerosión por hilo Sodick . La capacidad de fabricar estos diseños complejos con las dimensiones exactas que necesitamos nos permite lograr ajustes perfectos con estabilidad térmica. Este control total sobre el proceso de mecanizado es fundamental para crear moldes de inyección de alta estabilidad que permitan mantener líneas de producción ininterrumpidas.
Colaboración proactiva en el diseño desde la fase conceptual.
Aportamos valor añadido con un informe DFM completo y gratuito, que se entrega en 24 horas tras recibir su archivo de datos 3D (STEP, IGS, X_T). Nuestro informe DFM incluye análisis de puntos de inyección, estimación del tiempo de ciclo y optimización de la ventilación. Ofrecemos todo esto como parte de nuestros servicios de diseño de moldeo por inyección . Esto nos permite identificar y resolver cualquier problema de fabricación desde el principio, lo que garantiza que los servicios de utillaje de inyección a medida que presupuestamos y entregamos sean realistas.
Nuestros procesos probados garantizan la fiabilidad del proceso, nuestra maquinaria propia de última generación asegura la calidad de las herramientas y nuestra exhaustiva evaluación del diseño garantiza la viabilidad de la fabricación. Nuestro control total de principio a fin , incluyendo nuestro sistema integrado de moldeo por inyección , aborda los problemas clave de retrasos en los proyectos, sobrecostes e inestabilidad en la fabricación.
Preguntas frecuentes
1. ¿Cuál es el tiempo de respuesta de LS Manufacturing para la entrega de moldes sin rebabas?
El plazo de entrega habitual para la fabricación de moldes de inyección de precisión oscila entre 25 y 35 días . La empresa aplica la optimización DFM (Diseño para la Fabricación) y, por lo tanto, puede garantizar que no haya rebabas mayores de 0,01 mm durante las pruebas de moldeo T1, lo que se traduce en una rápida aprobación de los prototipos.
2. ¿Cómo se garantiza matemáticamente una estructura moldeada por inyección sin porosidades para piezas transparentes de paredes gruesas?
La empresa utiliza simulaciones 3D Moldflow para controlar la presión de mantenimiento (que se mantendrá por encima de 120 MPa ) mientras utiliza canales de alto flujo con espesores de pared >65 % . Como resultado, la contracción por cristalización en las regiones centrales se puede controlar a ±0,2 % .
3. ¿Cuál es la cantidad mínima de pedido (MOQ) para los servicios de utillaje de moldeo por inyección a medida en LS Manufacturing?
No tenemos requisitos de cantidad mínima de pedido (MOQ) establecidos para nuestros clientes. Ofrecemos presupuestos individualizados incluso para un solo molde de aluminio utilizado en la creación de prototipos o para un molde de acero endurecido de alta durabilidad capaz de producir 1.000.000 de piezas al año .
4. ¿Cómo protege LS Manufacturing los archivos CAD 3D confidenciales y la propiedad intelectual (PI) de sus clientes?
Implementamos protocolos rigurosos de protección de la propiedad intelectual, propios de estándares militares . Antes de que cargue sus planos STEP, firmamos un acuerdo de confidencialidad (NDA) legalmente vinculante; además, todos los parámetros de procesamiento y los planos de diseño se almacenan durante todo el proceso en servidores aislados y cifrados.
5. ¿Qué grados de acero para herramientas utiliza para evitar por completo que las piezas se peguen al molde?
Seleccionamos principalmente aceros para moldes de primera calidad de fabricantes líderes como ASSAB de Suecia y DAIDO de Japón (por ejemplo, S136, NAK80). Los componentes del núcleo del molde se someten a un tratamiento de temple para alcanzar una dureza de HRC 52 o superior, con la opción de un nanorrevestimiento DLC (carbono tipo diamante) para una fricción ultrabaja.
6. Si mi molde actual presenta graves problemas de rebabas, ¿puede su servicio de solución de problemas de moldeo por inyección repararlo?
Sí. Nuestro servicio de reparación de moldes comienza con un escaneo 3D CMM a nivel micrométrico de la línea de separación del molde antiguo para identificar cualquier área deformada. A continuación, utilizamos soldadura láser de precisión para reparar el material, seguida de fresado CNC de 5 ejes de alta precisión para restaurar la holgura de acoplamiento con una tolerancia de ±0,01 mm .
7. ¿Cómo mitigan sus servicios de fabricación de moldes de inyección a medida las fluctuaciones de los precios del mercado de materias primas para los clientes?
Hemos firmado acuerdos anuales de compra al por mayor con importantes empresas internacionales de materias primas como BASF y DuPont . Nuestro sólido mecanismo de reserva de inventario de plásticos de ingeniería garantiza que la fijación de precios escalonada para la producción en masa se mantenga aislada de las fluctuaciones del mercado externo durante un período de 12 meses .
8. ¿Qué informes de inspección de calidad recibiré con la entrega de mis moldes de precisión personalizados?
La entrega del molde incluye un paquete completo que comprende: certificados de materiales de la acería, informes de pruebas de dureza del tratamiento térmico, informes de inspección dimensional con máquina de medición por coordenadas (CMM), archivos digitales completos para análisis DFM y de flujo del molde, y un mínimo de 50 muestras de prueba T1 calificadas . Contáctenos para obtener un presupuesto gratuito .
Resumen
Eliminar rebabas, huecos y adherencias requiere una integración perfecta de herramientas de moldeo expertas y ciencia del flujo de moldeo mediante gemelos digitales. LS Manufacturing controla las holguras de la línea de separación a ±0,008 mm , diseña ventilaciones a nivel micrométrico y utiliza refrigeración conformada para erradicar los defectos de raíz. Demostramos nuestra experiencia a través de datos y nuestra trayectoria en la fabricación de moldes, ayudando a los fabricantes de alta gama a evitar costosos rediseños y a convertir sus diseños en activos impecables y duraderos.
¿Problemas con rebabas, huecos o piezas atascadas? Deje de permitir que moldes de baja calidad le hagan perder dinero. Haga clic en "Evaluación y presupuesto gratuitos" para subir sus archivos CAD 3D. En 24 horas , recibirá un informe detallado de DFM (Diseño para la Fabricación) de moldes de inyección con análisis de flujo y eyección, además de un presupuesto escalonado transparente, y logre un rendimiento del 100 % desde la primera inyección.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


