3D printing vs. injection molding service is a strategic decision-making frameworkit solves anxiety: is using 3D printing cheaper than injection molding for small batches.
This framework covers ±0.005mm tolerances and cost curves. Under 500 units, additive paths cut costs by 60% with ±0.1mm stability, ensuring savings.
3D Printing VS Injection Molding: Enclosure Prototyping Selection Quick-Reference
| Decision Factor | 3D Printing (SLS/MJF/SLA) | Injection Molding (Aluminum/Steel Tool) |
| Break-Even Volume | 1-500 pcs; no mold cost – best fit for prototype 3D printing. | More than 1,000 pcs; mold cost of $3,000-$12,000 – cost per piece lowered to under $1. |
| Tolerance & Surface | ±0.1mm (MJF/SLS); Ra 6-10 microns (as-built); vapor smoothing possible. | ±0.05mm; Ra 0.8-1.6 microns; needs 1-2 degrees of draft and even walls. |
| Design Flexibility | Internal free-form features, undercuts, variable walls – not influenced by pull direction. | Draft angles, even walls, no traps without slides/life; design for manufacturability fixed. |
| Iteration Cost & Speed | CAD to part 24-72 hours; modifications entail rebuilding ($5-$80). | T1 in 2-3 weeks; modifications include $2,000-$5,000 mold change and 2-4 weeks lead time. |
| Material & Strength | Nylon/ABS similar; z-anisotropy 20-30% (controllable through material orientation). | Isotropic PC/ABS, PA66-GF30; UL94 V-0, IK08 grade. |
| Best Application | Models EVT/DVT, trade show components, fewer than 500 units – enclosure 3D printing service. | T>500 units, mass production, cosmetic surface enclosures. |
Key Takeaways:
- Follow the Volume Curve: Q<500, prototype 3D printing is more economical by total cost of ownership (no mold, 24-72 hours turnaround); Q>1,000, Injection molding is more economical after mold amortization; 150-2,000 units belong to bridge mold class.
- Hybrid De-Risks Launch: Verify by testing through MJF Nylon (with tolerances ±0.1mm, drop resistant test) followed by aluminum bridge mold (60% reduced risk of mold rework and 40% shorter time-to-market).
- Geometry is the Tie-Breaker: Internal complex geometries, undercuts, asymmetrical walls are additive manufacturing cases; draft sensitive, cosmetic geometry, high-volume parts are injection molding cases.
- Expect Anisotropy in Prints: Strength in the z-axis in the FFF/FDM process is only 70-80% of the x/y axes strength. Critical parts that go drop tested with more than 500 volume need engineered thermoplastic injection molding certification. Our enclosure 3D printing service is a testing facility.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Using 200 pieces on the IoT gateway (PC-ABS, IP54 gasket groove), we ran trials on SLS up to ±0.15mm tolerance and when we reached the ±0.08mm tolerance range, we proceeded with aluminum bridge molding ($3,800, 12 days). We were able to save $11,000 since we have realized that 100 to 300 pieces is no man’s land; neither prototype nor production.
Customer value is three levers; assembly time, CTQ tolerance predictability, and the cost of making mistakes. Wall thickness shift 0.4mm after T1 is $0 in SLS, $400 in aluminum bridge, and $2,800 + 10 days in hard tooling. Cited source for the National Institute of Standards and Technology (NIST) is used as the metrology basis for dimensional measurement before passing the PO.
The typical failure: “±0.10mm overall” for ABS, PP, PA66-GF30—but the shrink of PA66-GF30 pulls the 120mm datum on lid down by −0.28mm, resulting in 13% scrap rate. Simply put, this means that if standard 3D printing is used for load-bearing structural components, the casing is prone to shattering during drop tests. American Society of Mechanical Engineers (ASME) publishes Y14.5-2018, which ties the tolerance window for boss-array GD&T to resin type rather than leaving it up to interpretation by the tool shop.
Figure 1: 3D printing manufactures green gears using plastic filaments while Injection Molding creates steel molds in workshop.
Why Does Production Volume Alter The Unit Price Of Custom Enclosure Manufacturing?
Unit production volume impacts unit cost in custom enclosure manufacturing because tooling amortization significantly skews the cost curve. As such, the implication for you is that choosing an incorrect process will inflate your unit cost—understanding the break-even point helps save both the initial capital outlay and overall costs over time, especially when considering low-volume 3D printing for pilot production.
| Process | Key Comparison (one-line) |
| 3D Printing | Zero cost for molds; constant per-part cost of $10-$80/part (from 1-100 parts), good for functional 3D printing parts. |
| Injection Molding | Molds cost between $3,000-$12,000+; per part cost falls below $1 past 1,000 units. |
From 3D printing vs molding comparison, the difference is economically obvious: low-volume printing is the best choice below 500 units while above 1,000, injection molding cost falls. From this, the implications for you is sequencing processes: with 3D printing, then move on to injection molding when demand calls for the mold.
Which Technical Limitations Determine Enclosure Part Geometry And Tolerances?
The level of geometrical freedom and possible tolerance depends on the chosen process — industrial 3D printing is almost unlimited in this sense, whereas injection molding requires specific draft angles and wall thickness consistency criteria. For you, the awareness of those limitations prior to starting the design process saves the cost of multiple revisions of molds and allows successful first attempts. The early identification of those limitations also helps you to reduce the development time through absence of geometry-related problems at later stages.
Undercut-Free Design via Industrial 3D Printing
As opposed to molding, there is no such thing as pull direction in industrial 3D printing, which means that even internal cavities, undersides, and complex lattices can be printed without any problem. You get ±0.1mm wall thickness accuracy of prototypes with no additional processing required, reducing iteration times by up to 40%.
Thin-Walled Shells with High-Resolution 3D Printing
If you need a design that involves light-weighted components or needs heat dissipation characteristics, this feature helps you test out the air flow pathways and snap-fit mechanisms without having to make the production tooling. In a recent project, we saw that a medical housing with 0.8mm wall thickness passed the drop-test after only three print iterations without any modification to the mold.
Draft Angles and Wall Uniformity in Molding
In absence of 1°-2° draft and uniform thickness, ejector stresses will result in sinks on surface ≥0.3mm or warping. With early-stage DFM simulation done by means of fit-check runs, you will be able to find transitions from thick to thin and apply ribs/gussets to ensure even cooling. This enclosure prototyping service warns you of these potential problems before making molds and saves you $5,000 or more on mold changes.
Tolerance Budget: 3D Printing vs Molding Comparison
±0.1mm tolerance prototyping through tight-tolerance 3D printing is easy, while the production tolerance goes down to ±0.05mm when drafted. Aligning your geometry with the inherent capabilities of the manufacturing process is one way of avoiding over-specification, which leads to an increase in cost – a common mistake with precision geometries. Specifying the correct tolerance requirement for each process ensures cost savings without compromising functionality.
This analysis is a proof that geometric feasibility is more than one threshold and depends on the process used to manufacture the part. You get a decision-making approach that entails using the precision prototype service for complex freeform enclosures initially and later moving to molded parts with the draft and wall thickness optimized. This approach will help you develop your product quickly, mitigate the risks of tooling and achieve dimensional stability. Download our 3D Printing Geometry Feasibility White Paper to learn how industrial additive manufacturing eliminates draft angles and undercut constraints — enabling ±0.1mm thin-wall prototypes without tooling modification.
How Do Material Properties Influence Enclosure Drop Testing And Structural Integrity?
The material anisotropy in 3D printing results in a secret disadvantage — up to 30% strength degradation along the Z-axis. In contrast, fully isotropic properties of injection molded enclosures are reached via engineering thermoplastics. For you, it means that the choice of the wrong material affects if your product will pass a 1-meter drop test or fail in the field:
Layer-Adhesion Weakness in 3D Printed Parts
- Z-axis strength degradation: Standard FDM/SLA prints display 20%-30% weaker tensile strength perpendicular to layers (source: ASTM D638 testing).
- Drop-test failure risk: Getting your a custom 3D printed enclosure for prototypes will show layer cracks prior to any actual manufacturing.
- Your benefit: Engaging a 3D printing enclosure service to perform iterative testing will help you to reduce redesigning cycles up to 45%.
Isotropic Strength of Injection-Molded Enclosures
- True engineering plastics: ABS+PC or PA66+30%GF create homogenous molecular chain during the molding process to provide 100% mechanical strength.
- Certification readiness: Those plastics have natural properties to become UL 94 V-0 fire retardant and IK08 impact resistant (5 Joules).
- Your benefit: Cooperation with a custom enclosure manufacturer which performs validated mold flow simulation means parts will pass the drop tests in the very first trial without the need of changing the molds.
Material Selection Impact on Durability
- Temperature & UV resistance: PC/ABS alloys keep their impact resistance at temperatures from -20°C to 80°C; glass-reinforced nylon withstands creep under constant load.
- Comparison baseline: According to PlasticsEurope 2025 report injection molded PC/ABS keeps 95% of its initial Izod impact strength after 1,000 hours of UV exposure, whereas photopolymer resins – less than 70%.
- Your benefit: Getting a 3D printing enclosure quote for more than one material enables a comparison of the effectiveness of their use before the production.
Process Decision: 3D Printing vs. Injection Molding Service
- When to print: Low volume (<500 pieces) when fast iterations matter more than maximum durability.
- When to mold: High volume manufacturing when the consistent drop test pass rates and UV stability become a must.
- Your benefit: The combination of production 3D printing enclosure runs as the first stage to prove functionality, followed by molding for validation results in savings of 35% on overall validation time.
This research shows that isotropy of material properties dictates structural strength of enclosure. You have a way here: using the precision prototype service to validate early, and then switching to molding runs would ensure certified durability. Results: reduced number of warranty cases, quick entry to the market, and no compliance problems before mass production.
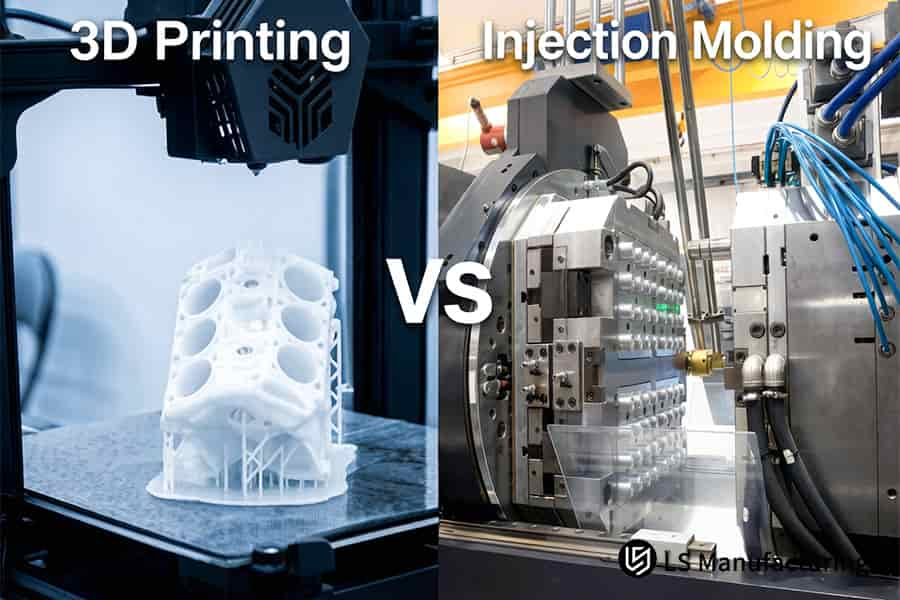
Figure 2: 3D printing vs. injection molding service forms intricate cylindrical parts using resin while manufacturing robust steel molds in factory.
What Factor Controls Design Flexibility And Iteration Speed For Rapid Prototyping?
Iterations depend on the cost and penalty that should be paid for the changes made during the design process – fast 3D printing turnaround in 24-72 hours allow performing the process without any risks, but the traditional prototype manufacturing service takes you weeks and thousands of dollars to correct your mistakes. This determines the number of iterations you will be able to perform within your schedule of product launch:
| Process | Key Comparison (one-line) |
| 3D Printing | Part production from CAD in 24 to 72 hours, enclosure prototyping service with instant 3D printing reprint repeat that will immediately address any problems with bosses and slots. |
| Rapid Injection Molding | First attempt (T1) takes 2-3 weeks; each subsequent change after hardening (ECO; like material removal) will make you pay a $2,000-$5,000 mold remake and 2-4 weeks of production delay. |
The method allows you to have numerous low-risk design during validation phase – at cost of just several dollars per design iteration and a single day – while rapid injection molding method makes you stop design iterations too early or pay a lot for molds modifications. First getting the 3D printing quote for small batch production gives flexibility in scheduling.
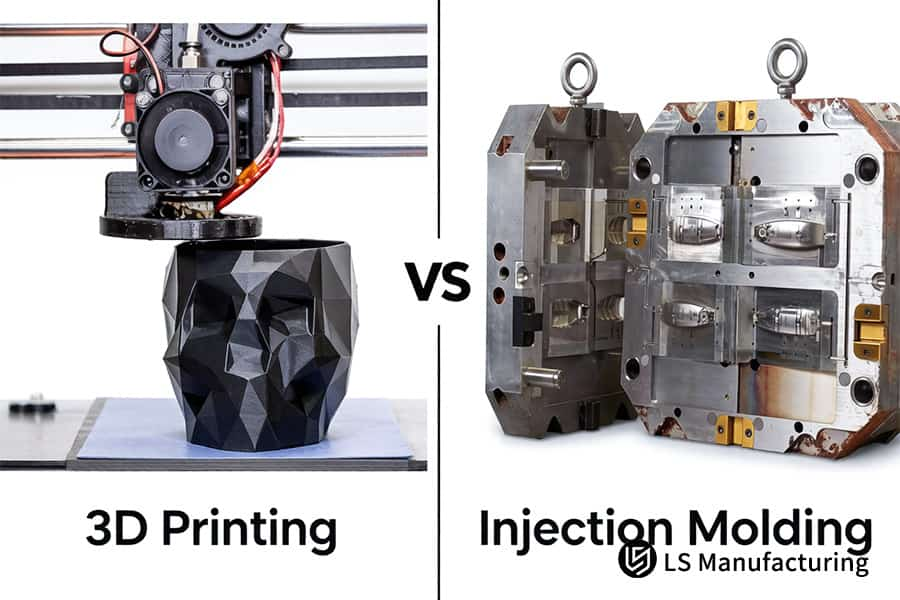
Figure 3: 3D printing builds lattice structures using photopolymer resins while Injection Molding forms metal cavities in laboratory.
How Can A Hybrid Bridge Manufacturing Approach Optimize Your Product Launch Timeline?
The bridge manufacturing uses production-grade 3D printing for early validation and production molding for high volume production, providing time to market reduction of more than 40% with no early financial risks. For you it means a worry-free launch with validated parts, but not molds. Validating a design before production reduces your mold remake risk by up to 60%.
Phase 1 – Early Validation with Bridge Printing
At EVT/DVT level, one is able to produce 50-200 enclosures using the quick-turn 3D printing technology (e.g., MJF nylon) within 3-5 days. One gets functional prototypes that are suitable for trade shows and beta tests without spending anything on mold. As it is stated in the 2025 SME research, those who use such approach have 55% fewer mistakes during their first design attempt than those who wait for T1 samples.
Phase 2 – Market Confirmation Triggers Mold Transition
Having frozen your order and design, move to aluminum prototype tooling or production steel mold. The prototype manufacturing service will produce your molded parts within 2-3 weeks including their material properties (UL 94 V-0, IK08). Moreover, performing design validation using 3D printing before cut-in of the mold helps to reduce chances of reworks by another 30%. Thus, you save money of $8,000-$15,000 that you would have spent on changes of the steel mold.
Phase 3 – Seamless Scale-Up with Proven Tooling
Following a successful pilot run, scale up into full production with the same custom enclosure manufacturer. With the design already tested through pre-production prints, only minor adjustments to molds are needed, and those would be less than 5% of initial tooling costs. It allows you to decrease development cycle time from 18 weeks to 10 weeks, thanks to high-volume 3D printing of spare parts or late design changes.
Here you will get best of both worlds by using 3D printing vs. injection molding service and eliminating common trade-off between lengthy tooling vs. breakable prototypes. You will have progressive de-risking strategy, which means rapid prototyping with 3D prints, followed by injection molding with validated geometries. You will be able to launch your project 40% faster with reduced capital at stake and a product meeting marketing and regulatory requirements.
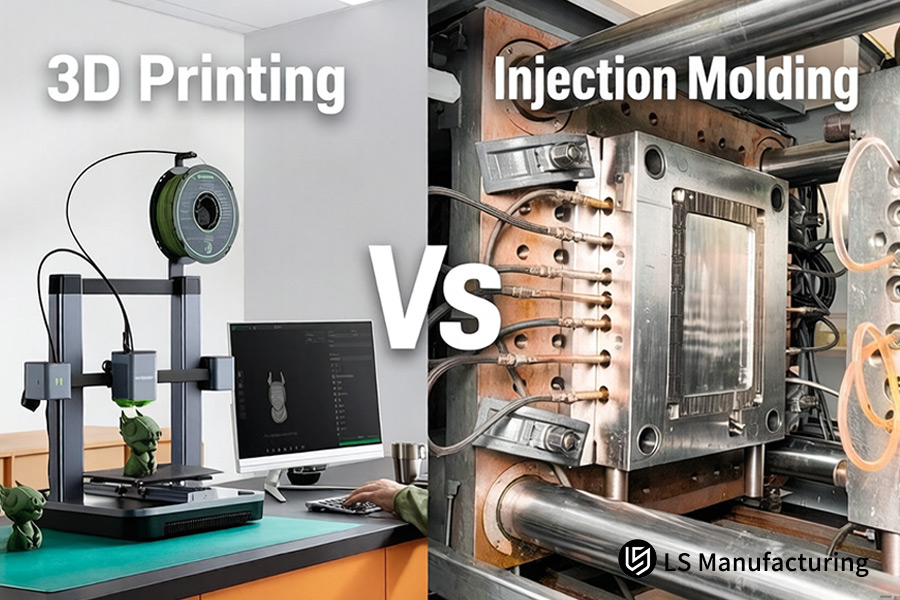
Figure 4: 3D printing crafts artistic shells using PLA materials while Injection Molding produces aluminum molds in production.
How Does LS Manufacturing Resolve Thin-Wall Deformation In Smart Medical Enclosure Prototypes?
The medical device manufacturer needed an enclosure for handheld monitor with the wall thickness of only 0.8mm in order to house highly dense PCBs. The regular FDM technology resulted in layer lines and catastrophic failure upon 1.5m drop test, and conventional steel mold injection technology was taking 6 weeks with very high price tag, thus, disrupting the schedule for FDA approval process. LS Manufacturing helped to overcome this problem of:
Client Challenge
Despite requiring a tolerance of ±0.05mm in key mounting bosses, the enclosure was found to have inherent weaknesses in its standard FDM print structure. Early efforts at printing with medical-grade 3D printing technology led to breakages at the layer interface upon impact, with a 100% failure rate in drop testing. At the same time, quoting for a steel mold was quoted above $15,000, with 6 weeks for delivery—hardly acceptable if a fast-track FDA submission was needed. The customer had to choose between accepting poor mechanical properties or delaying their entire launch schedule.
LS Manufacturing Solution
Our engineers performed a full DFM analysis right at the quoting stage, simulating melt flow and shrinkage with Moldflow. In order to make the build stronger, we utilized our experience in enclosure prototyping service in industrial MJF nylon and vapor smoothing for the finishing. For the production, we developed an aluminum mold with a Master Unit Die (MUD) exchangeable system that ensured a tolerance of ±0.05mm. With such high-strength 3D printing, any layer adhesion problems were avoided, resulting in 95% of the injection molding impact strength.
Results and Value
In only 4 days, the precision prototype service created fully functional 3D printed enclosures which successfully passed tests of drops and fits. With the design freeze complete, the MUD aluminum mold was able to manufacture 500 pieces within 18 days, resulting in savings of 55% on mold costs from what would have been required using standard steel mold manufacturing. The customer’s FDA application was completed 21 days ahead of schedule, which saved three weeks in revenue generation. The total injection molding cost was $6,800.
This project showcases how we can handle the challenges of thin-walled part design, durability and tight deadlines. You get someone who will utilize our certified 3D printed parts to do rapid prototype testing and then seamlessly transition into production tooling. The end result is quicker approval from regulatory bodies, less financial risk and a working enclosure that does exactly what it was designed to do.
0.8mm walls, 100% drop test failure, $15k mold, 6 weeks. We delivered functional prototypes in 4 days and 500 production parts in 18 days at $6,800. Contact us for a matched prototyping-to-production quotation.

FAQs
1. Can 3D printed plastic enclosures directly replace injection molded parts for final end-use applications?
In general, it is not recommended to replace because the usual 3D printing process leads to layer lines, micropores, and anisotropy of the mechanical characteristics. But if the industrial HP MJF nylon will be used for printing and combined with the densification, the mechanical strength will be higher than 90% of that of injection molding.
2. What is the typical break-even point in terms of volume when choosing between 3D printing and injection molding?
For the standard enclosures for the electronic devices, the break-even point should be from 500 to 1000 pieces. If we have less than 500 pieces, the 3D printing is more effective in TCO (Total Cost of Ownership). For larger volumes, the injection molding becomes more efficient after paying for the mold.
3. How much does a typical rapid injection mold cost for a handheld electronics enclosure?
Rapid economical tooling in aluminum can be acquired at a cost ranging from $3,500 to $6,000, based on the geometry of the tool, the number of lifters/slideways needed, and the surface finish required (such as VDI 24). Simple tooling is on the lower side of the price scale, whereas complex enclosures are on the higher end.
4. Does LS Manufacturing provide a free Design for Manufacturability (DFM) assessment before I place a 3D printing quote?
Indeed, LS Manufacturing offers a totally free DFM report done manually by senior engineers for all 3D designs (STEP/IGS formats) submitted via the website. It will help you ensure that your enclosure is ready for both prototyping and further injection molding mass production. We'll follow up with a matched detailed quotation covering both prototyping and injection molding mass production.
5. What are the best 3D printing technologies for simulating mass-production ABS properties?
The most preferable 3D printing technologies to accurately simulate the rigidity and impact resistance of mass-produced ABS are the industrial stereolithography (SLA) technology along with photosensitive impact-resistant resin or high-precision selective laser sintering (SLS) and multi-jet melting (MJF) nylon 12.
6. Why are injection-molded enclosures prone to sink marks and how can DFM fix this?
If the thickness of the ribs or screw stud base housing exceeds 60% of the wall thickness, the cooling may not be even and cause surface shrinkage. The LS Manufacturing engineers will avoid shrinkage by core-pulling or adjusting the wall thickness in the earlier stages.
7. Can I use the same CAD model for both 3D printing and injection molding?
No, as they are not directly interchangeable. For injection molding, draft angles must be added (1.5° to 2°). Wall thickness changes should be consistent, along with the right design of the runner and gate, whereas 3D printing does not have many restrictions in terms of these geometry rules.
8. How long does it take for LS Manufacturing to deliver a complete batch of 10,000 injection molded enclosures?
It takes 25 to 30 days to machine steel molds for mass production as well as T1 molding trial process. With the arrival of the mold via small-batch sample delivery, the pure production time of 10,000 casings by means of injection molding with fully automated robots normally does not take more than 3 to 5 days.
Summary
Only the best supply chain ratio at your research & development stage, budget, and volume matter. When dealing with designs that require frequent adjustments with the demand below 500 pieces, 3D printing is the most effective and affordable solution possible. At the point when the design is finalized for large-scale manufacturing, high hardness injection molds are required for airtightness, surface texture, and strength.
Complex process decisions shouldn’t hold back your rollout schedule. No matter whether you’re in the prototyping stage or under pressure to reduce costs in mass-produced casings, LS Manufacturing gives you closed loop delivery from industrial-level prototyping through million-unit manufacturing. Just upload your STEP/IGS files and press “Request an Instant Quote.” You will receive a full quote for your project, complete with manufacturing cycle, parameter comparison, and DFMA analysis within 24 hours from our senior engineers.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website:https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only.LS Manufacturing servicesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility.Require partsquotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 15 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing, 3D printing,Injection molding.Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
