比较项 氧气切割 高压氮气切割
普通压力 1-3 条 10-15 条
孔壁粗糙度 Ra 6.3-12.5μm Ra 1.6-3.2μm
渣保留 孔底有硬渣,需要人工清除 无残渣,无需进一步处理
涂层附着力 氧化层影响附着力,需要预处理 无氧化层,可直接喷涂
单位处理成本 下 大约是氧气的1.5倍
工艺适配可以在保证加工质量稳定的同时,充分发挥激光快速切割服务的效率优势。
辅助气体的选择直接影响加工质量和总体成本,必须根据材料和质量要求来匹配解决方案。 您可以提供工件材质和批量要求 ,我们将免费为您计算成本,并匹配高性价比的激光切割服务解决方案。
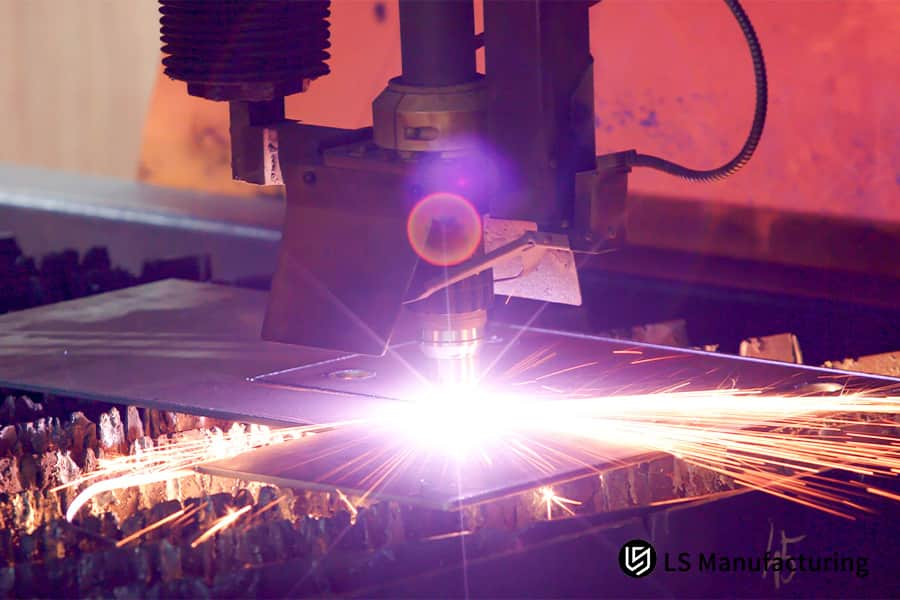
图 4:使用辅助气体优化切割的激光切割喷嘴特写。
为什么腹带间距标准可以防止结构腹带翘曲? 激光切割设计中明确规定两个相邻激光切割孔之间的网格厚度应 大于材料厚度 。如果忽略此条件,该物品将会发生热变形。
热累积引起的翘曲机制 定制高密度机箱散热网格或阵列孔时,激光头的不断移动会不断加剧切缝周围的激光切割热积累 。这一问题包含在专家激光切割设计指南中穿孔设计的主要因素 中。如果两个相邻孔之间的实体间距小于板厚的1.0倍,那么这个微小的金属网格区域将几乎立即由于巨大的热应力而被推压超过其屈服强度,并呈现局部向上的鼓起变形。
不仅最终产品的平整度会超出规格,还会在很大程度上对缩短激光切割的交货时间产生不利影响 。扭曲的金属甚至可能随时与激光头的伺服传感器发生碰撞。
更改孔组排列 LS Manufacturing 通过动态功率调整算法,在很大程度上掌握了激光切割翘曲控制 的艺术。它成功地在保持散热面积的同时完美优化孔组间距 ,彻底消除变形。专业的DFM激光切割服务提供商会事先对孔布局进行模拟测试。
三个主要优化原则是:
两个最近的孔之间的金属厚度保持至少为板厚的1.2倍 ,以提供足够的热扩散空间。 跳跃切割路径用于防止邻近区域持续积聚热量。 对于非常小的板阵列孔,同时降低激光功率以减少总热量输入 。
案例研究:我们先进的 DFM 激光切割服务如何为 LS Manufacturing 挽救电动汽车电池外壳项目? 客户的困境 某主要新能源汽车电池模组制造商的研发团队在开发5毫米厚的5052 H32铝合金电池结构托盘时,在没有参考任何标准的情况下,决定采用大量非标准的4.35毫米安装孔,导致CAD文件包含这些特征。
主要供应商既无法进行钣金加工,也无法很好地理解激光模切整个设计阶段(DFM),因此不得不依赖低效的高功率慢速加工。但这仍然无法保证激光切割质量的稳定性,导致局部发热严重的问题。 量产过程中,孔壁出现微裂纹、严重不圆 ,导致装配延误,废品率高达18%,直接威胁客户新车型上市进度。
LS 制造解决方案 LS制造的高级工程师团队介入项目并立即执行自动化DFM审核 。我们的优化解决方案能够缩短激光切割的交货时间 ,从而完全提高激光切割效率。
我们的核心解决方案由三个主要步骤组成:
深度扫描CAD图纸,定位优化点、风险点以及所有非标准孔径。 建议客户将孔径设置为标准尺寸5.0mm ,以符合飞切工艺参数库。 12kW功率的光纤激光器与14bar超高压氮气 相结合,实现切割质量和效率的双重目标。
通过数据对比工艺,原来供应商非标工艺的全切单托盘周期时间为245秒,事实是需要人工去毛刺,成本非常高。我们采用标准孔的高压氮气工艺成功地将循环时间缩短至 88 秒 ,并且完全不需要此后的去毛刺步骤。我们内部测试的结果是,处理后孔壁粗糙度达到Ra 1.6μm汽车级装配直接要求 。
结果和价值 通过简单地坚持标准孔径DFM变化,该电动汽车电池托盘仅一件的加工周期就减少了64%,同时该批次的交货时间直接缩短了5天,废品率从18%下降到0.2%。 在降本增效项目中专业使用DFM 激光切割服务 是核心。这种尺寸完美的孔径使得客户的机械臂能够快速、顺利地进行螺丝安装,最终,客户授予LS Manufacturing该系列组件的长期独家定制供应地位 。
标准孔径优化可以在不增加成本的情况下实现交期和质量的双重飞跃,是高端制造项目的必备选择。您可以提交项目图纸 和要求,获得定制的缩短交货期的激光器 切割解决方案和准确的报价 。
常见问题解答 问题1:激光切割钣金时可以加工的绝对最小孔径是多少? 如果孔小于板材厚度,孔中的热量集中会导致金属熔化、塌陷,孔将不再是完美的圆形。因此,可靠的工业质量激光切割的最小孔径至少是板材的厚度,严格保持 1:1 的孔径与板材厚度比 。激光加工的这种物理极限是无法超越的。
问题2:切割中厚板时如何防止上下内壁锥度过大? 通过数控系统实时调整割缝补偿参数,并采用高压辅助气体垂直吹走熔渣,在切割中厚板时实现了切割质量好,上下内壁锥度很小 。有效消除自然光束发散,孔壁差限制在0.1毫米。
问题3:激光切割机可以直接在钣金件上切割螺纹孔吗? 激光无法直接切割微螺纹。 首先,我们非常精确地激光切割出一个导孔。然后,数控攻丝臂快速攻丝孔以产生内螺纹,这在螺纹精度和工艺的整体效率之间实现了良好的平衡。
问题 4:为什么我的激光切割过孔在弯曲钣金零件后会变成难看的椭圆形? 原因是孔位置太靠近弯曲塑性变形区域。当板材弯曲时,拉应力会导致圆孔被拉伸变形。在设计上确保孔边缘到折弯线的距离大于板材厚度的三倍 加上内折弯半径将完全解决这个问题。
问题5:工业级铝合金机箱激光切孔的标准公差范围是多少? 万瓦级高精度光纤激光设备稳定连续运行,工业级铝合金机箱标准间隙孔保持公差控制在0.1mm以内 ,孔位精度和直径处于行业领先水平。
Q6:为什么要用高压氮气代替氧气来加工精密紧固件螺栓孔? 除了冷却之外,高压氮气还具有无氧保护的优点。它利用纯机械动能吹走熔渣,避免形成碳化硬皮和氧切渣。这直接减少了手动去毛刺和与氧气使用相关的其他成本。
问题7:提交CAD图纸时,为什么要避免设计不常见的、非标准的英制或十进制孔径? 非标准孔径将阻止机床使用由标准孔径触发的自动高速飞切路径功能。工艺技术人员必须手动调整切割参数。除了购买意向外,这不仅会导致更多的生产进度等待时间,还会导致整体交货时间延长高达40%。 请随时上传您的图纸获取报价 ,同时我们将为您提供优化建议。
问题8:阵列散热孔或网格孔之间的安全间距是多少? 相邻切口之间的固体金属条的厚度必须至少等于材料本身的厚度。否则,连续切割产生的热量会积聚 ,导致金属网产生严重的热翘曲,且很难矫正,工件的平整度和装配精度无法保证。
摘要 在当前的钣金行业中,将设计图纸中孔的径向尺寸与10种标准毛坯尺寸相匹配的做法不应被视为限制了设计的自由度。相反,这是一种经过深思熟虑的方法,将几何特征与车间的最高运营效率相结合。了解激光穿孔的热力学约束、光束的自然微观锥度以及避免弯曲应力场的逻辑,是研发工程师和采购经理摆脱项目延期、降低采购隐性成本 的主要方法。打开标准孔径将使您的高质量工业零件能够更快地交付。
想彻底摆脱钣金样机反复修改、交货延迟的烦恼吗? 您现在可以将您的 STEP、IGS 或 DXF 3D 图纸上传 到 LS Manufacturing 的加密安全工程平台。我们经验丰富的技术专业团队将在24小时内为您免费提供包含详细制造可行性分析的DFM报告,以及清晰且具有竞争力的量产报价,使您的产品毫不拖延地获得市场份额。
📞电话:+86 185 6675 9667 📧电子邮件:info@lsrpf.com 🌐网站:https://lsrpf.com/
免责声明 本页内容仅供参考。 LS Manufacturing services 对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 LS Manufacturing 网络提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任。 需要零件 报价 确定这些部分的具体要求。请联系我们了解更多信息 。
LS 制造团队 LS Manufacturing 是一家行业领先的公司 。专注于定制制造解决方案。我们拥有超过 20 年的经验,服务超过 5,000 家客户,我们专注于高精度 CNC 加工 、钣金制造 、3D 打印 、注塑。 金属冲压 ,以及其他一站式制造服务。www.lsrpf.com VIDEO
Gloria
快速原型和快速制造专家
专注于数控加工、3D 打印、聚氨酯铸造、快速模具、注塑成型、金属铸造、钣金和挤压。
Got thoughts or experiences to share? We'd love to hear from you!
LS Manufacturing Ltd 美国
30 N. Gould St. Ste N
中国
Unit 101, No. 3, 1st Tuanjie Road, Shutian, Humen, Dongguan City, China, 523929
Copyright © 2026 东莞市隆胜五金科技有限公司 (LS Manufacturing Ltd.) All rights reserved. lsrpf.com is the official platform of LS Manufacturing. 隐私政策