Услуги по изготовлению акрила на заказ: прецизионная обработка литых и экструдированных деталей
Написал
Gloria
Опубликовано
Apr 25 2026
Точная обработка
Следуйте за нами
Услуга прецизионной обработки начинается со знания разницы между литым акрилом и экструдированным акрилом, хотя выбор подходящего материала – это первый шаг в ряде более сложных задач, когда требуется высокое качество. В частности, настоящая трудность заключается в том, как обеспечить целостность и функциональность детали во время последующей прецизионной обработки, поскольку фундаментальная проблема заключается в том, что физические свойства литого и экструдированного акрила определяют, как они обрабатываются, а неспособность учесть это приводит к растрескиванию и нарушениям допусков, создавая ненужный брак.
И здесь пригодятся наши услуги по изготовлению акрила по индивидуальному заказу: они выходят за рамки простой резки и используют мощь знаний в области материаловедения, а также 10 000 Вт лазера и высокоскоростную фрезерную обработку с ЧПУ для полной обработки. ваши детали как при проектировании для производства, так и при реальной механической обработке. Мы можем решить любые трудности, возникающие при обработке литых и экструдированных деталей, и в нашем последующем анализе будет использоваться прикладная точка зрения «процесса».
Изготовление акрила на заказ: краткий справочник по механической обработке
<тело>
Основные соображения
Техническое решение для литого и экструдированного акрила
Внутреннее напряжение материала
Литой акрил, снимающий напряжения, и контролируемые условия обработки предотвращают растрескивание под напряжением.
Контроль от сколов и плавления
Специализированные инструменты, быстрое вращение шпинделя и эффективное применение СОЖ обеспечивают чистый рез без плавления.
Четкость краев и отделка
Тщательно заточенная алмазная обработка и пламенная полировка после обработки позволяют получить оптически четкие края.
Стабильность размеров
Конструкция и процессы станка гарантируют отсутствие короблений в процессе обработки.
Наша оптимизация процессов
Для каждого типа акрила (плексиглас/люцит) разрабатываются конкретные скорости подачи, скорости резания и траектории движения инструмента.
Конечным результатом являются прочные детали с точными размерами без каких-либо переломов от внутреннего напряжения.
Мы решаем проблемы, связанные с обработкой литого и экструдированного акрила, с помощью чистых, точных и точных разрезов. Здесь нет плавления, растрескивания и мутности. Вместо этого мы производим структурно прочную продукцию с отличной оптической прозрачностью и гладкими краями, готовую к использованию в осветительных приборах, витринах и других сложных устройствах.
Почему стоит доверять этому руководству? Практический опыт экспертов по производству LS
Хотя существует множество ресурсов, которые могут рассказать вам об акриле, наше руководство было написано на основе реального опыта работы на фабрике, а не научной литературы. Наша реальность заключается в том, чтобы справляться с уникальной индивидуальностью литого и экструдированного акрила, обрабатывая его с соблюдением допусков. Мы не только понимаем его свойства, но и сами наши средства к существованию зависят от нашей способности справляться с термическими проблемами литого акрила во время механической обработки и присущими экструдированному акрилу напряжениями при фрезеровании.
Навыки, приобретенные с помощью этого подхода, используются в важных проектах. Мы производим оптические световоды с максимальной четкостью, производим крупногабаритные элементы отображения, требующие бесшовных соединений, а также корпуса, закаленные машинным способом, которые не могут иметь каких-либо дефектов. Весь производственный процесс в нашей компании строго соответствует требованиям к качеству, установленным Международной группой качества в аэрокосмической отрасли (IAQG), а также политикой защиты окружающей среды Агентством по охране окружающей среды (EPA).
Все приведенные здесь рекомендации обоснованы тысячами успешных производственных циклов. Мы точно определили, какая траектория инструмента помогает уменьшить сколы на выдавленных кромках, какое давление охлаждающей жидкости обеспечивает наилучшее качество поверхности литых блоков, а также подходящую скорость подачи для различных материалов. Мы предоставляем вам такие глубокие знания, основанные на опыте, чтобы сэкономить деньги на ненужных операциях проб и ошибок. Представленная здесь информация — это та же информация, которую мы используем каждый день для создания лучших высокопроизводительных акриловых деталей.
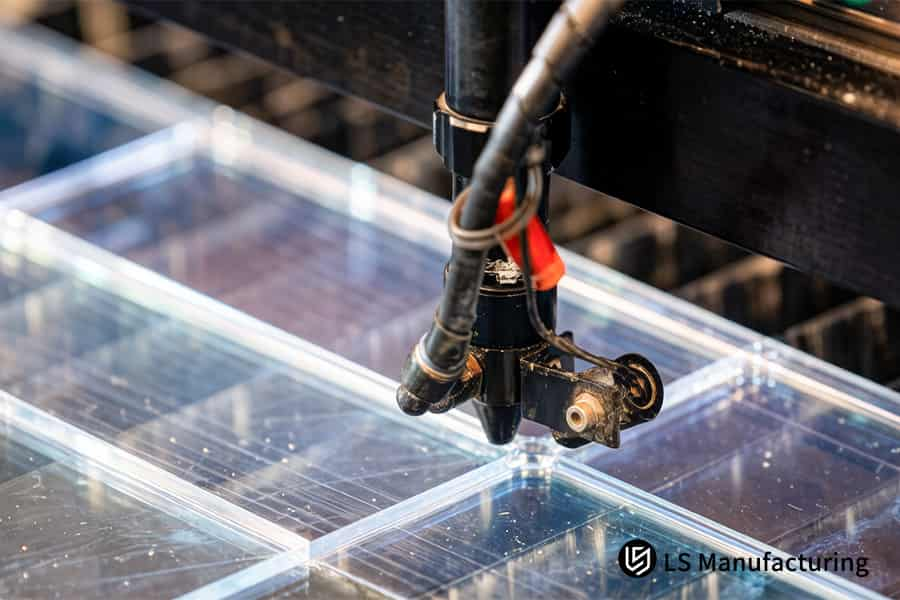
Рис. 1. Точная механическая обработка просверливает точные отверстия в прозрачных экструдированных акриловых панелях для промышленной сборки.
Почему LS Manufacturing является лучшим выбором для услуг прецизионной обработки в высококачественных проектах по акрилу?
Самая большая проблема в любой высококачественной прецизионной обработке акрила заключается в поддержании идеальной точности размеров во избежание дополнительной сборки при постобработке. Вот методология, которую мы используем для стабилизации допуска обработки акриловых листов толщиной 10 мм в пределах ±0,05 мм с использованием нашей системы точного контроля:
Интегрированный протокол термического кондиционирования и обработки
Нестабильность материалов решается заранее. Заготовки подвергаются 24-часовому кондиционированию при тщательно контролируемых условиях 20±1°C. Важно отметить, что предлагаемые нами услуги точной обработки включают криогенную систему воздушной струи, работающую в режиме реального времени, которая фокусируется на зоне резания, тем самым поддерживая ΔTниже 2 °C. Это предотвращает любую термическую ползучесть, обеспечивая тем самым прочную основу для высокоточной резки акрила.
Метрология в реальном времени и адаптивная коррекция траектории
Мы реализуем замкнутую систему измерения и компенсации в процессе работы. Бесконтактный лазерный сканер фиксирует профиль обрабатываемого элемента сразу после первоначальной резки. Программное обеспечение LS Manufacturing Engineering сравнивает эти данные с моделью САПР, вычисляя отклонения. Затем система автоматически генерирует и выполняет корректирующую траекторию инструмента на микронном уровне, что является основным компонентом наших возможностей прецизионной микрообработки для безупречного услуги по изготовлению акрила по индивидуальному заказу.
Проверенные параметры обработки для конкретного материала
Общие параметры не используются, а методы были специально разработаны для акрила. В случае материалов толщиной 10 мм многоэтапный процесс становится обязательным; это предполагает быструю черновую резку с минимальными напряжениями и последующую чистовую обработку 0,2 мм . Каждая техника тестируется на образцах, а их размеры проверяются оптическим компаратором. Именно благодаря этому тщательному тестированию мы определяем наше передовое решение для прецизионной обработки.
<блок-цитата>
Общие параметры не используются, методы были специально разработаны для акрила. В случае материалов толщиной 10 мм многоэтапный процесс становится обязательным; это предполагает быструю черновую резку с минимальными напряжениями, а затем выполнение одной окончательной обработки 0,2 мм. Каждая техника тестируется на образцах, а их размеры проверяются оптическим компаратором. Именно посредством этого тщательного тестирования мы определяем наши востребованные проекты точной обработки.
Как услуги по индивидуальному изготовлению акрила могут снизить риск растрескивания под напряжением в компонентах медицинского назначения?
Растрескивание под напряжением (растрескивание) в результате механической обработки и химического взаимодействия является основной причиной выхода из строя компонентов медицинского назначения, таких как направляющие для жидкости и лабораторное оборудование. В этом техническом примечании описан наш запатентованный процесс изготовления и кондиционирования, который снижает вероятность растрескивания на более чем 95 % при 70 % тестировании на вытирание IPA. Процедура учитывает основные причины: снятие внутреннего напряжения материала и предотвращение любого повторного напряжения во время обработки:
Выбор материала и оценка предварительной обработки
<ул>
Идентификация внутреннего напряжения: Мы выбираем литой акрил для критически важных целей. В услугах по обработке экструдированного акрила мы измеряем любые остаточные напряжения с помощью исследования в поляризованном свете.
Стратегическая ориентация заготовок: Заготовки вырезаются из мастер-листа с ориентацией относительно оси выдавливания. Это уменьшает внутреннее напряжение, которому подвергается режущий инструмент во время прецизионной обработки медицинских устройств.
Низкотемпературный протокол ступенчатой обработки
<ол>
Контролируемая тепловая мощность: В услуге по изготовлению акрила на заказ используется процесс «холодного фрезерования». Мы используем инструменты с большим количеством канавок и оптимизируем геометрию.
Поэтапное удаление материала: Важнейшие компоненты детали обрабатываются с использованием методов постепенного удаления материала (≤0,5 мм за проход), что позволяет избежать любого накопления тепла и пластической деформации, которые приводят к образованию дополнительных напряжений, и обеспечивает надежность прецизионной обработки.
Систематическое снятие стресса после обработки
<ул>
Программированный термический отжиг: Отдельный компонент подвергается процессу отжига после механической обработки. Процесс отжига включает контролируемое повышение температуры до уровня ниже температуры отклонения материала.
Постепенное охлаждение: Детали подвергаются охлаждению в печи посредством процесса, который происходит со скоростью менее 2°C в минуту, чтобы обеспечить релаксацию молекул полимера и эффективное снятие напряжения.
Проверка с помощью агрессивных химических испытаний
<ол>
Количественная гарантия эффективности: Проверка процедуры включает в себя подвергание образцов из всех партий длительному контакту с 70% изопропиловым спиртом.
Отзыв об анализе отказов: В случае каких-либо необычных происшествий проблема тщательно фиксируется и принимаются корректирующие меры для точной настройки производственного процесса для прецизионная обработка с высокими требованиями.
<блок-цитата>
Протокол устанавливает наше конкурентное техническое преимущество: разработка защиты от взлома – это целенаправленная работа. Производительность обеспечивается за счет систематического контроля состояния материала до, во время и после обработки. Проверенная интеграция прогнозной обработки материалов, термической обработки и постобработки подтверждает надежность, необходимую для критически важных приложений прецизионной обработки.
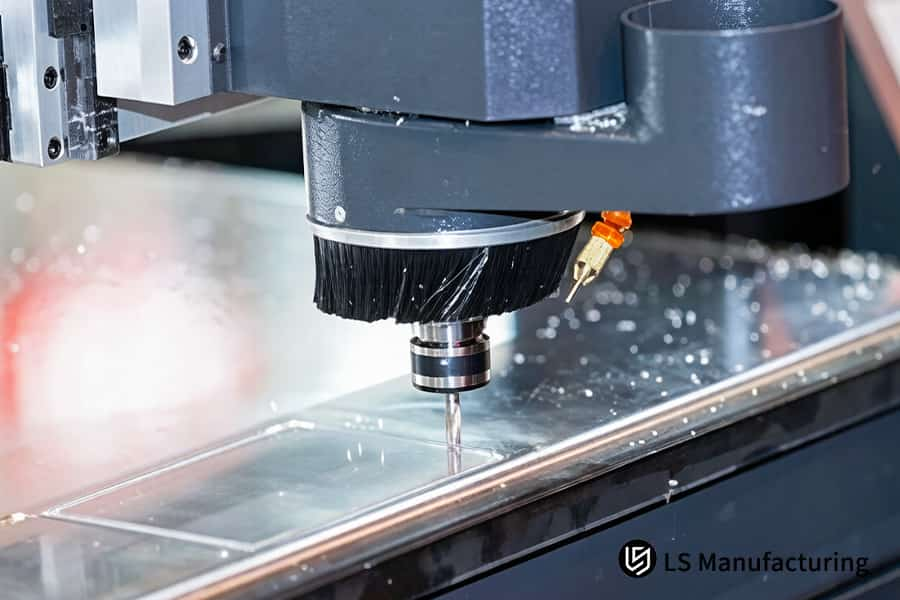
Рис. 2. Прецизионная обработка фрезерует плоские поверхности на дне контейнера из литого акрила для плотного прилегания.
Почему инженеры должны отдавать предпочтение прецизионной механической обработке литого акрила для обеспечения оптической прозрачности конструкции?
Инженерам, проектирующим оптические окна, приходится балансировать между прочностью конструкции и полной оптической прозрачностью. Для таких оптических окон лучшим выбором является литой акрил из однородного материала; однако традиционная обработка создает неровности поверхности, которые приводят к оптическому рассеянию. В этом документе представлена высокопрецизионная акриловая деталь с шероховатостью поверхности в готовом виде Ra ≤ 0,2 мкм. Процесс обработки позволяет избежать дорогостоящей полировки, что сокращает время завершения проекта на 30 %.
<тело>
Состояние
Техническая стратегия и количественный результат
Material Foundation
Единственный материал, используемый для обработки, — это мелкопористая отожженная литая акриловая пластина, представляющая собой ненапряженный и оптически стойкий материал, необходимый для прецизионной обработки литого акрила.
Инструменты и процессы
Одноточечная алмазная токарная обработка (SPDT) выполняется на сверхточном токарном станке, где многозубой режущий инструмент заменяется на SPDT для устранения периодических следов инструмента и пульсаций на средних частотах.
Параметры обработки
процесс прецизионной оптической обработки предполагает субмикронную глубину резания, сверхвысокую скорость вращения шпинделя и скорость подачи с нанометровым разрешением для зеркальная поверхность Ra 0,2 мкм.
Стабильность системы
Термическая стабильность системы обработки контролируется струей охлажденного воздуха и гранитной изоляцией основания станка, что обязательно обработка с субмикронной точностью.
Проверка и контроль
100 % оптических поверхностей проверены с помощью интерферометрии белого света; только оптические поверхности, соответствующие спецификации Ra ≤ 0,2 мкм, подходят для обработки, дополнительная полировка или прямое снижение затрат не требуется.
<блок-цитата>
Техническая глубина, обсуждаемая в этом документе, позволяет решить проблему клиента, связанную с потерями времени и качества из-за плохой отделки. Готовые к использованию оптические компоненты поставляются путем замены процесса ручной полировки на контролируемую и детерминированную прецизионную обработку. Этот документ устанавливает отраслевой конкурентоспособный стандарт, которому инженеры могут следовать и получать превосходные результаты с точки зрения оптических и механических характеристик, а также снижать стоимость проекта.
Как услуги по обработке экструдированного акрила оптимизируют производственные затраты для крупномасштабных заказов на демонстрацию?
Стоимость единицы заказа крупномасштабной экспозиции зависит от производительности материала и времени обработки, а также от стоимости материала за единицу веса. В этом разделе будет представлен услуга по обработке экструдированного акрила для оптимизации затрат на производство единиц заказов на витрины. Наши производственные процессы обеспечивают общий выход материала 92%, при этом время обработки детали сокращается более чем на 40% по сравнению с производственным циклом 5000 единиц.
Алгоритмическое вложение для максимального выхода материала
У нас есть современное программное обеспечение для раскроя, которое оценивает всю порядковую геометрию деталей. При одном заказе 5000 рамок дисплея алгоритм прорабатывает тысячи возможных конфигураций для оптимального размещения деталей внутри экструдированных листов. Это имеет решающее значение для нашего большого объема производства обработки на станках с ЧПУ акрила, что позволяет нам достичь более 92%использования материала по сравнению со стандартными 75%–80% во всей отрасли.
Высокоскоростная лазерная резка для сокращения времени цикла
Первоначальное профилирование деталей выполняется с помощью быстрого лазерного резака мощностью 15 кВт. Лазерная головка с «отслеживанием контуров» удерживает лазерный луч на оптимальном расстоянии и давлении газа при работе на скорости выше 60 метров в минуту. Использование такого станка, являющегося неотъемлемой частью наших эффективных процессов точной обработки тонкостенных дисплеев, означает, что нам не придется использовать более медленный механический режущий инструмент для черновой обработки контуров.
Стандартизированные высокоэффективные последовательности обработки
Для таких элементов, как монтажные отверстия или прорези, мы используем оптимизированные стандартизированные пути на всех подобных деталях. Это означает применение высокоскоростных твердосплавных инструментов, установку ступеней глубины и постоянство коэффициента зацепления инструмента. Оптимизированная стандартизация обработки обработки акриловых компонентов на станке с ЧПУ имеет важное значение, поскольку она обеспечивает скорость программирования работы станка, сокращение времени подготовки станка между партиями, а также предсказуемое минимальное время обработки, что является ключевым моментом в планировании высокообъемного производства и оптимизации затрат.
Интегрированное обеспечение качества в рабочем процессе
Измерение размеров происходит автоматически с помощью лазерных сканеров на ключевых этапах, где протоколы SPC диктуют проверку каждого N-го компонента. Эта информация позволяет нам предотвратить высокие затраты, связанные с ошибками в партии, гарантируя точную обработку тысяч компонентов в пределах спецификаций и без необходимости сортировки или утилизации после производства, сохраняя эффективность, достигнутую на протяжении всего процесса.
<блок-цитата>
Этот документ доказывает, что оптимизация затрат — это тщательно продуманный результат интеграции процессов. Наше конкурентное преимущество заключается в дополнительном использовании алгоритмов раскроя, высокоскоростной резки и стандартной обработки в услуги по обработке экструдированного акрила. Такой подход гарантирует масштабируемость и предсказуемость, необходимые для эффективной обработки высококонкурентных витрин с большими объемами.
Что определяет показатели точности прецизионной обработки акриловых деталей для полупроводникового оборудования?
Прецизионное производство компонентов полупроводникового оборудования требует точности, чистоты и стабильности в течение длительного периода времени в агрессивных условиях. В этом документе изложены стандарты точного производства, применяемые нами при выполнении прецизионной обработки акриловых деталей для полупроводников. Ниже мы излагаем технические требования, необходимые для производства компонентов, точность которых измеряется субмикронами, отсутствие загрязнений и долговечность, превышающая пять лет в вакууме или химикатах.
Сертифицированная производственная среда для чистых помещений
<ул>
Контроль твердых частиц: Вся обработка происходит на сертифицированном предприятии класса 1000 (ISO 6) производство с чистыми помещениями. Обработка деталей происходит на чистой рабочей станции с ламинарным потоком и HEPA-фильтром. Эти рабочие станции предназначены для окончательной обработки и упаковки деталей.
Протокол гигиены материалов: входящие литые экструдированные акриловые материалы подвергаются ультразвуковой очистке, а инструменты хранятся в отдельных помещениях.
Достижение субмикронной точности формы и размеров
<ол>
Платформа сверхточной обработки: Наши станки оснащены технологией стабилизации температуры и шпиндрами с воздушными подшипниками, обеспечивающими точность вращения менее 0,001 мм, что обеспечивает прецизионная обработка полупроводникового уровня.
Коррекция, основанная на метрологии: Лазерный интерферометр используется для измерений в процессе обработки, что позволяет корректировать траекторию инструмента в процессе, обеспечивая жесткие позиционные допуски ±0,005 мм, что является ключевым принципом сертифицированных прецизионных процессов обработки.
Постобработка для обеспечения химической и вакуумной целостности
<ул>
Снятие напряжений и отжиг: Все детали будут подвергнуты процессу термического отжига, который снимет все механические напряжения и предотвратит выделение газа.
Обработка поверхности для обеспечения инертности: поверхность полируется до оптического качества (Ra < 0,4 мкм), образуя инертную поверхность, предотвращающую прилипание частиц и проникновение химических веществ.
Проверка и гарантия производительности на весь срок службы
<ол>
Комплексная окончательная проверка: Каждая деталь проходит размерное тестирование (CMM), анализ шероховатости поверхности и сертификацию чистоты в соответствии со стандартами IEST, что гарантирует соответствие детали строгим требованиям для Высоконадежная прецизионная обработка.
Полная отслеживаемость: Полная отслеживаемость материалов и процессов обеспечивается от необработанного литого экструдированного акрила по индивидуальному заказу до готовой детали, готовой к отправке. Предоставляется полная сертификация.
<блок-цитата>
Этот стандарт признает, что материалы полупроводникового класса производятся посредством строгого контроля окружающей среды, использования сверхточных инструментов и тщательной проверки. Ключевое различие в наших возможностях заключается в сочетании лучших практик производства в чистых помещениях с сертифицированнымипроцессами точной обработки. Это гарантирует стабильность, чистоту и долговечность наших компонентов, необходимые для производства полупроводникового оборудования.
Рис. 3. Точная механическая обработка вырезает сложные пазы в экструдированных акриловых прототипах приспособлений для выравнивания компонентов.
Почему обработка акрила на станке с ЧПУ является наиболее надежным методом для обработки сложной многоосной геометрии?
Для компонентов со сложными трехмерными контурами или глубокими полостями традиционные методы, такие как термоформование, не соответствуют требованиям жестких допусков и истинного положения. В этом документе подробно описано, почему5-осевая обработка является окончательным решением, позволяющим выполнять полное 5-стороннее изготовление за один установ. Эта методология устраняет совокупные ошибки из-за нескольких креплений, напрямую обеспечивая идеальную соосность между элементами и снижая процент брака сборок для сложных сложных геометрических форм.
<тело>
Aspect
Technical Strategy & Outcome
Single-Setup Fabrication
5-axis simultaneous CNC machining for acrylic accomplishes all machining in one setup, avoiding the tolerance build-up of more than 0.1mm due to various setups.
Optimized Toolpaths for Cavities
Dynamic toolpaths and specially designed tools control cutting force in order to maintain walls of ±0.1mm thickness for deep and high aspect ratio cavities.
In-Process Metrology
An on-the-fly inspection system measures datum points and performs necessary compensation in order to attain positional accuracy of 0.02mm in complex precision machining applications.
Thermal & Stress Control
Pulsed coolant application and optimal toolpaths for multi-axis precision machining minimize heat generation to avoid part distortion.
<блок-цитата>
This document proves that the geometric reliability of complex parts is dependent on process integration. Through our precision machining service, we directly address issues related to misalignment and low first-pass yields by employing technical excellence through the means of one-setup machining and in-process verification. With the use of advanced 5-axis precision machining, sophisticated complex geometries are accurately created.
How Can Custom Cast Extruded Acrylic Solutions Adapt To Extreme Temperature Fluctuations?
Components made from acrylic that are in an environment where extreme changes in temperature occur will be subject to mechanical failure as well as thermal expansion or contraction. In order to provide a custom cast extruded acrylic, we offer a method of designing and material selection, which will take into account the linear expansion rate of around 0.07 mm/m·°C at -20°C to 60°C.
Predictive DFM Analysis for Thermal Strain
In the first phase, we conduct an extensive DFM study during the quotation phase. Using FEA simulation, we establish the high stress concentration areas for the component under the given temperature difference. The results from the FEA study will determine the appropriate material selection, either low expansion cast acrylic or stronger extruded acrylic. Furthermore, the results will dictate necessary design changes before we finalize precision machining protocol.
Design-Integrated Expansion Compensation Features
In order to reduce stress in parts, our approach entails designing certain geometric offsets into the part to compensate for such stress. In the case of a fastener joint, we machine elongated slots or compliance holes which allow free movement, reducing the shear stresses caused by the fastener. For press fit applications, we calculate optimal fits considering the different thermal expansions between acrylic and metal; this is an essential step in our custom acrylic fabrication service for hot environment applications.
Precision Machining with Thermal Tolerancing
All critical dimensions are machined with temperature-compensated tolerances. We adjust the target machining dimensions based on the expected mean operating temperature, ensuring the part is in tolerance across the full service range. This requires high-stability precision machining on temperature-controlled equipment to achieve the necessary +/-0.05mm consistency, ensuring that compensation features function as intended and accommodate the calculated thermal expansion.
Validation Through Environmental Stress Testing
We validate the design by subjecting prototype samples to thermal cycling tests that replicate the project's specific environment. Dimensional checks and visual inspections for crazing are performed after cycles, providing empirical data to refine the FEA model and finalize the custom cast extruded acrylic machining parameters, closing the loop on the engineering process.
<блок-цитата>
This document underscores that reliability in thermal cycling is a designed outcome. Our competitive value lies in front-loading thermal engineering into the environmentally robust precision machining workflow. We solve the critical client problem of field failure by delivering components that are not just accurately machined, but intelligently engineered to absorb thermal movement, ensuring long-term dimensional stability and functional integrity.
Why Choose High Precision Acrylic Fabrication For Defense And Security Grade Windows?
For ballistic or blast-resistant viewing windows, the structural integrity of the transparent element is as critical as its material grade. Any internal flaw or inconsistent thickness becomes a failure point. This document details our high precision acrylic fabrication methodology for monolithic cast panels exceeding 50mm, focusing on processes that prevent hidden stress and ensure uniform material properties to meet stringent performance certifications for security applications:
Controlled Heavy-Duty Machining for Bulk Material
<ул>
Gradient Cooling Cut Strategy: A proprietary algorithm dynamically manages thermal input during cast acrylic precision machining to prevent stress concentrations, utilizing real-time adjustments to coolant delivery based on cutting depth and load.
Optimized Toolpath Strategy: We employ specialized tool geometries and trochoidal milling paths to distribute cutting forces evenly, a foundational precision machining protocol for maintaining material properties in deep, heavy cuts.
Ensuring Uniform Thickness & Optical Quality
<ол>
Single-Fixture Dual-Side Machining: Critical parallel surfaces are finished in one setup to guarantee thickness consistency within 0.1mm, a core requirement for ballistic-grade precision machining and optical clarity.
Compensated Finishing: In-process laser scanning creates a thickness map, enabling automated toolpath adjustments to achieve final dimensional uniformity across the entire panel surface.
100% Non-Destructive Testing (NDT): Every component undergoes ultrasonic inspection, providing a flaw-detection report that is integral to our high precision acrylic fabrication quality record.
Full Compliance Documentation: We deliver a certificate of conformance with ultrasonic data, thickness maps, and material traceability, ensuring unequivocal ISO compliance for security applications.
<блок-цитата>
This document defines the engineering rigor required for safety-critical transparent armor. Our value is providing not just a part, but verifiable integrity. We solve the client's risk of latent material failure by implementing controlled stress-mitigating validated precision machining protocols, coupled with 100% NDT validation. This demonstrable, documented process builds the essential trust for long-term partnerships in the defense and security sector.
Figure 4: Precision machining polishes edges of cast acrylic display components for optical clarity.
This document details how LS Manufacturing's engineered custom acrylic fabrication resolved a critical failure in a medical centrifuge rotor. Faced with a 45% yield due to stress cracking at 15,000 RPM, we implemented a material and process redesign. The solution demonstrates our application-specific precision machining capability for mission-critical components:
Вызов клиента
The client's previous supplier machined a 300mm diameter rotor from 20mm-thick extruded acrylic. The legacy process ignored inherent material stress and generated excessive heat, causing radial micro-cracks. This resulted in a 45% pass rate during 15,000 RPM qualification testing, jeopardizing a product launch and risking a full-scale recall of the diagnostic device platform, causing significant project delay and financial exposure.
Решение для производства LS
We specified a high cross-linked, cell-cast acrylic for superior structural homogeneity. Machining utilized a 5-axis high-speed CNC with a low-stress precision machining strategy: micro-step toolpaths and chilled-air cooling prevented localized heating. A critical 4-hour precision step-annealing cycle followed, relieving all internal stresses. Final facing was done using a vacuum fixture, guaranteeing a critical ±0.02mm flatness for perfect dynamic balance essential for high-RPM precision components.
Результаты и ценность
The delivered rotors achieved 0% failure rate (0 cracks) through 50,000 cycles of endurance testing at 15,000 RPM. Final production yield reached 99.8%. By delivering a component that required no secondary dynamic balancing, we eliminated $120 in post-processing cost per final device unit. This validated precision manufacturing outcome led to the client appointing LS Manufacturing as the sole global supplier for all transparent components in this medical product line.
<блок-цитата>
This case underscores that reliability under extreme dynamic loads is a function of integrated process design. Our competitive advantage is solving root-cause failures through precise material science, thermally-managed certified precision machining, and validation rigor, delivering not just parts but guaranteed performance for high-value acrylic fabrication applications.
From 45% scrap to zero cracks. Achieve ±0.02mm flatness in acrylic with 5-axis CNC and custom fabrication.
Часто задаваемые вопросы
1. Why is LS Manufacturing better than standard plastic shops for precision machining services?
We operate temperature-controlled workshops equipped with 5-axis simultaneous CNC machinery, enabling us to hold tolerances within ±0.05mm while providing quality records that comply with ISO 13485 standards.
2. What is the maximum thickness for your custom acrylic fabrication service?
We can precision machine acrylic sheets ranging in thickness from 0.5mm to over 100mm, ensuring perfect perpendicularity even when cutting through multiple stacked layers.
3. How does LS Manufacturing prevent crazing during the machining process?
By utilizing specialized acrylic coolant formulations and implementing a comprehensive post-machining annealing process, we relieve residual stress at the molecular level, thereby completely eliminating the risk of stress cracking.
4. Can you provide a price quote for small-batch precision machining of cast acrylic?
Yes, we do not impose strict Minimum Order Quantity (MOQ) requirements. Please click the "Get a Quote" button below to upload your STEP files; we will provide you with a direct-from-manufacturer price quote within 24 hours.
5. Which is better for my project: Cast or Extruded acrylic components?
Cast acrylic is ideal for parts requiring exceptional optical clarity and mechanical strength, while extruded acrylic is best suited for high-volume, cost-effective orders. Our engineers will provide recommendations tailored to your specific Design for Manufacturability (DFM) requirements.
6. Does LS Manufacturing provide surface finish options such as solvent bonding or flame polishing?
We offer comprehensive post-processing solutions, including medical-grade seamless bonding, vapor polishing, and anti-static (ESD) coating services.
7. How quickly can I receive samples of CNC-machined acrylic parts?
Leveraging our digital engineering systems, we can complete the production of high-precision prototypes and arrange for international express shipping within 48 to 72 hours of drawing confirmation.
8. Why choose LS Manufacturing as your ISO-certified manufacturer for both metal and plastic components?
We offer integrated, multi-material machining capabilities, enabling us to resolve complex precision tolerance challenges—such as fitting transparent components into metal frames—and helping you streamline your supplier list.
Сводка
In the realm of precision machining, understanding the differences between cast and extruded acrylic is merely the beginning; the true key to success lies in transforming these materials into functional components through LS Manufacturing's exceptional precision machining services. From resolving microscopic stress cracking to realizing complex geometries via 5-axis simultaneous machining, we have demonstrated—through hard data and medical-grade case studies—that partnering with a manufacturer who truly "understands materials" is the only path to reducing Total Cost of Ownership (TCO) and enhancing market competitiveness.
Stop letting supplier-induced machining cracks or dimensional errors slow down your R&D progress. Your exceptional designs deserve a physically perfect replication. Click the "Get Instant Quote" button below right now to upload your 3D design files (STEP/PDF). LS Manufacturing’s Senior Application Engineers will provide you with a complimentary Design for Manufacturability (DFM) review and a material optimization report, helping you secure a highly competitive, direct-from-factory manufacturing solution within just 24 hours.
Stop cracking at 15,000 RPM. Achieve 99.8% yield for medical centrifuge rotors with our custom acrylic fabrication.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.