Serviços personalizados de fabricação de acrílico: usinagem de precisão para peças fundidas e extrudadas
Escrito por
Gloria
Publicado
Apr 25 2026
Usinagem de Precisão
Siga-nos
O serviço de usinagem de precisão começa com o conhecimento sobre a diferença entre acrílico fundido e acrílico extrudado, embora escolher o material certo seja o primeiro passo de uma série de tarefas mais difíceis quando alta qualidade é necessária. Em particular, a verdadeira dificuldade está em como garantir a integridade e o funcionamento da peça durante a usinagem de precisão subsequente, já que a questão fundamental é que as propriedades físicas do acrílico fundido e extrudado definem como eles são usinados, onde a falha em reconhecer isso resulta em rachaduras e falhas de tolerância, criando sucata desnecessária.
É aqui que nossos serviços personalizados de fabricação de acrílico são úteis, indo além do básico de apenas cortar para empregar o poder da experiência em ciência de materiais, bem como 10.000 watts de laser e fresagem CNC para processar totalmente seu peças tanto no projeto para fabricação quanto na usinagem real. Somos capazes de resolver quaisquer dificuldades encontradas ao usinar peças fundidas e extrudadas, e nossa análise subsequente usará um ponto de vista de “processo” aplicado.
Fabricação de acrílico personalizado: referência rápida de usinagem
Principais considerações
Solução técnica para acrílico fundido e extrudado
Tensões internas do material
Acrílico fundido com alívio de tensão e condições de usinagem controladas evitam rachaduras por tensão.
Controle de cavacos e derretimento
Ferramentas especializadas, rotação rápida do fuso e aplicação eficiente de refrigeração produzem cortes limpos sem derreter.
Nitidez e acabamento das bordas
Ferramentas diamantadas finamente afiadas e polimento por chama pós-usinagem produzem bordas opticamente nítidas.
Estabilidade Dimensional
O projeto e os processos da máquina garantem que não haja empenamento durante o processo de usinagem.
Nossa otimização de processos
Taxas de avanço, velocidades de corte e percursos de ferramenta específicos são desenvolvidos para cada tipo de acrílico (Plexiglas/Lucite).
O resultado final são peças dimensionalmente precisas e fortes, sem nenhuma fratura por tensão interna.
Abordamos os problemas associados à usinagem de acrílico fundido e extrudado com cortes limpos, exatos e precisos. Não há derretimento, rachaduras e nebulosidade aqui. Em vez disso, produzimos produtos estruturalmente sólidos, com grande transparência óptica e bordas suaves, prontos para uso em luminárias, vitrines e outras aplicações sofisticadas.
Por que confiar neste guia? Experiência prática de especialistas em fabricação da LS
Embora existam muitos recursos que podem ensinar você sobre acrílico, nosso guia foi escrito com base na experiência do mundo real na fábrica, não na literatura acadêmica. Nossa realidade é lidar com a personalidade única do acrílico fundido e extrudado à medida que o usinamos para atender às tolerâncias. Não apenas entendemos suas propriedades, mas nosso sustento depende de nossa capacidade de lidar com os problemas térmicos do acrílico fundido durante a usinagem e as tensões inerentes ao acrílico extrudado quando fresado.
As habilidades adquiridas usando essa abordagem são empregadas em projetos importantes. Fabricamos tubos de luz óptica com a maior clareza, fabricamos elementos de exibição em grande escala que precisam de juntas perfeitas e invólucros reforçados por máquina que não podem apresentar falhas. Todo o processo de fabricação em nossa empresa segue rigorosamente os requisitos de qualidade estabelecidos pelo Grupo Internacional de Qualidade Aeroespacial (IAQG) e também pelas políticas de proteção ambiental da Agência de Proteção Ambiental (EPA).
Todas as recomendações aqui são bem fundamentadas com base em milhares de ciclos de produção bem-sucedidos. Determinamos exatamente qual caminho da ferramenta ajuda a reduzir lascas em arestas extrudadas, qual pressão do refrigerante produz os melhores acabamentos superficiais em blocos fundidos e a taxa de avanço apropriada para diferentes materiais. Fornecemos a você um conhecimento robusto baseado em experiência para economizar dinheiro em operações desnecessárias de tentativa e erro. As informações apresentadas aqui são as mesmas que usamos todos os dias para entregar as melhores peças acrílicas de alto desempenho.
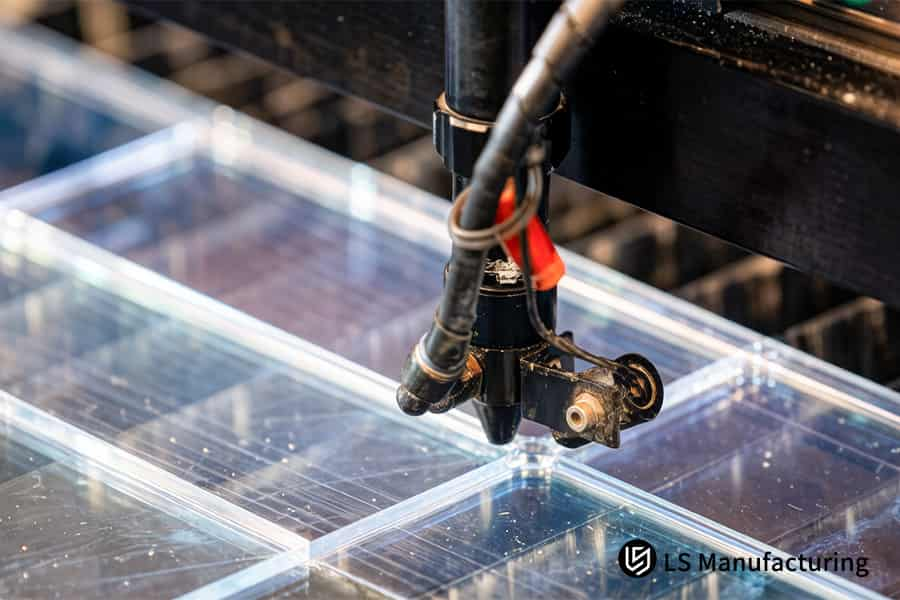
Figura 1: A usinagem de precisão faz furos precisos em painéis acrílicos extrudados transparentes para montagem industrial.
Por que a LS Manufacturing é a principal escolha para um serviço de usinagem de precisão em projetos de acrílico de alta qualidade?
O maior desafio em qualquer usinagem de precisão de acrílico de alta tecnologia reside em manter a precisão dimensional perfeita para evitar montagens adicionais pós-processamento. Aqui está a metodologia que usamos para estabilizar a tolerância de usinagem de chapas acrílicas de 10 mm de espessura dentro de ±0,05 mm usando nossa estrutura de controle de precisão:
Protocolo integrado de condicionamento térmico e usinagem
A instabilidade do material é tratada de forma proativa. Os brancos são submetidos a um período de condicionamento de 24 horas sob condições cuidadosamente monitoradas de 20±1°C. É importante ressaltar que o serviço de usinagem de precisão que oferecemos inclui um sistema de jato de ar criogênico em tempo real que se concentra na zona de corte, mantendo assim o ΔTabaixo de 2°C. Isso evita qualquer deformação térmica, proporcionando assim uma base consistente para corte de acrílico de alta precisão.
Metrologia em Tempo Real e Correção Adaptativa de Percurso
Implementamos um sistema de medição e compensação em processo de ciclo fechado. Um scanner a laser sem contato captura o perfil de um recurso usinado imediatamente após o corte inicial. O software LS Manufacturing Engineering compara esses dados com o modelo CAD, calculando os desvios. O sistema então gera e executa automaticamente um percurso de ferramenta corretivo em nível de mícron, um componente essencial de nossos recursos de microusinagem de precisão para um serviço de fabricação de acrílico personalizado impecável.
Parâmetros de usinagem validados e específicos do material
Parâmetros genéricos não são usados e as técnicas foram especialmente projetadas para acrílico. No caso de materiais com 10mmde espessura, um processo em múltiplas etapas torna-se obrigatório; isso envolve o corte rápido e rápido com caminhos de tensão mínimos e, em seguida, a execução de um único acabamento final de 0,2 mm . Cada técnica é testada com corpos de prova e suas dimensões são verificadas com um comparador óptico. É por meio desses testes rigorosos que definimos nossa solução avançada de usinagem de precisão.
Parâmetros genéricos não são usados e as técnicas foram projetadas especialmente para acrílico. No caso de materiais com 10mm de espessura, um processo em múltiplas etapas torna-se obrigatório; isso envolve desbaste rápido com trajetórias de tensão mínimas e, em seguida, execução de um único acabamento final de 0,2 mm. Cada técnica é testada com corpos de prova e suas dimensões são verificadas com um comparador óptico. É por meio desses testes rigorosos que definimos nossos projetos exigentes de usinagem de precisão.
Como o serviço personalizado de fabricação de acrílico pode reduzir o risco de rachaduras por estresse em componentes de grau médico?
As fissuras por tensão (fissuras) devido à usinagem e à interação química são uma causa significativa de falhas em componentes de uso médico, como guias de fluidos e materiais de laboratório. Esta nota técnica descreve nosso processo proprietário de fabricação e condicionamento que diminui o potencial de fissuras em mais de 95% em testes de limpeza IPA de 70%. O procedimento leva em consideração as razões subjacentes: alívio da tensão intrínseca do material e inibição de qualquer nova tensão durante a usinagem:
Seleção de materiais e avaliação de pré-processamento
Identificação de tensão inerente: Selecionamos acrílico fundido em células para usos de missão crítica. No serviço de usinagem de acrílico extrudado, medimos qualquer tensão residual usando exame de luz polarizada.
Orientação Estratégica do Blank: Os blanks são cortados da folha mestre com orientação relativa ao eixo de extrusão. Ele diminui o estado de tensão inerente submetido à ferramenta de corte durante a usinagem de precisão de dispositivos médicos.
Protocolo de usinagem escalonada de baixa temperatura
Entrada térmica controlada: O serviço personalizado de fabricação de acrílico utiliza um processo de "fresamento a frio". Usamos ferramentas com grande número de canais e otimizações geométricas.
Remoção incremental de material: Os componentes críticos da peça são usinados usando técnicas de remoção incremental de material (≤0,5 mm por passagem), evitando qualquer acúmulo de calor e deformação plástica que leva à formação de tensão adicional e garante integridade da usinagem de precisão.
Alívio sistemático de tensão pós-usinagem
Recozimento térmico programado: O componente individual é submetido a um processo de recozimento após a usinagem. O processo de recozimento envolve um aumento controlado da temperatura até o nível abaixo da temperatura de deflexão do material.
Resfriamento gradual: As peças são resfriadas dentro do forno por meio de um processo que prossegue a uma taxa deliberada de menos de 2°C por minuto para permitir o relaxamento das moléculas do polímero e um alívio do estresse eficaz.
Validação por meio de testes químicos agressivos
Garantia de desempenho quantitativo: a validação do procedimento envolve a exposição de amostras de todos os lotes a contato prolongado com álcool isopropílico 70%.
Feedback da análise de falha: no caso de qualquer ocorrência incomum, o problema é cuidadosamente registrado e ações corretivas são tomadas para ajustar o processo de fabricação para usinagem de precisão de alto risco.
O protocolo estabelece nossa vantagem técnica competitiva: o projeto de mitigação de crack é um esforço deliberado. O desempenho é garantido através de um controle sistemático do estado do material antes, durante e após a usinagem. A integração comprovada de manuseio preditivo de materiais, usinagem térmica e pós-processamento valida a confiabilidade exigida para aplicações de usinagem de precisãode missão crítica.
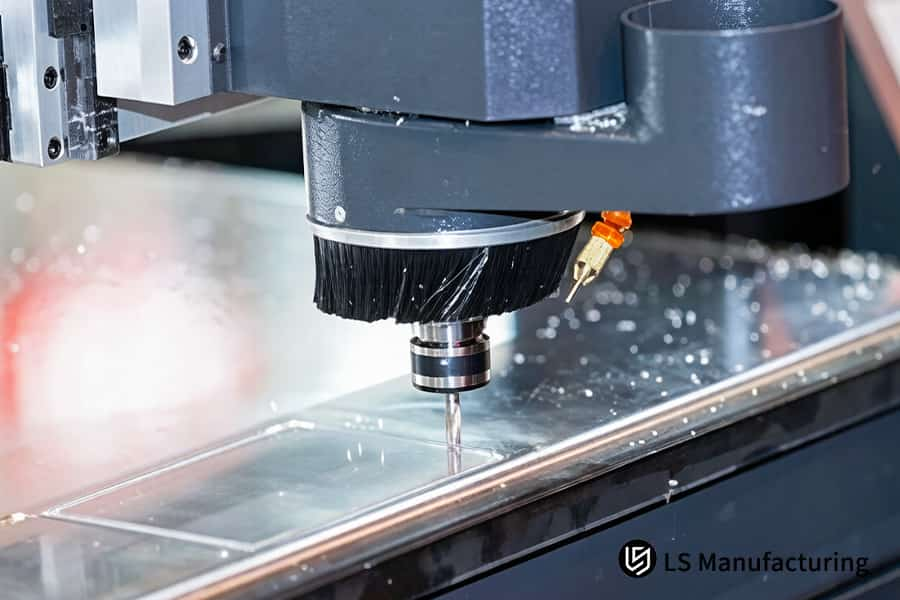
Figura 2: Usinagem de precisão de superfícies planas em fundos de recipientes de acrílico fundido para um ajuste de vedação perfeito.
Por que os engenheiros deveriam priorizar a usinagem de precisão em acrílico fundido para obter clareza óptica estrutural?
Os engenheiros que projetam janelas ópticas precisam equilibrar entre a resistência estrutural e a claridade óptica completa. Para essas janelas ópticas, o acrílico fundido é a melhor escolha para o material homogêneo; entretanto, a usinagem tradicional cria irregularidades superficiais que levam ao espalhamento óptico. Este documento apresenta uma peça fabricada em acrílico de alta precisão com uma rugosidade superficial de Ra ≤ 0,2μm. O processo de usinagem evita o polimento caro, reduzindo assim o tempo de conclusão do projeto em 30%.
Aspecto
Estratégia técnica e resultado quantificável
Material de base
O único material utilizado para usinagem é a placa de acrílico fundido recozido de células finas, oferecendo um material opticamente consistente e livre de tensões necessário para a usinagem de precisão em acrílico fundido.
Ferramentas e Processo
Torneamento diamantado de ponto único (SPDT) em um torno de ultraprecisão é realizado, onde a ferramenta de corte multicanal é substituída por SPDT para eliminar marcas periódicas da ferramenta e ondulação de frequência média.
Parâmetros de usinagem
O processo de usinagem óptica de precisão envolve profundidade de corte submícron, velocidade de fuso ultra-alta e taxa de alimentação com resolução nanométrica para um acabamento superficial espelhado de Ra 0,2μm.
Estabilidade do sistema
A estabilidade térmica do sistema de usinagem é controlada por um jato de ar resfriado e isolamento de granito da base da máquina, que é fundamental em usinagem de precisão submícron.
Validação e Gate
100% das superfícies ópticas são validadas usando interferometria de luz branca; somente superfícies ópticas que atendam à especificação Ra ≤ 0,2μm são qualificadas para processamento, e nenhum pós-polimento ou redução de custos direta é necessária.
Como o serviço de usinagem de acrílico extrudado otimiza o custo de fabricação para pedidos de exibição em grande escala?
O custo unitário do pedido de exibição em grande escala depende da taxa de rendimento do material e do tempo de processamento, além do custo do material por peso unitário. Nesta seção, será apresentada uma abordagem de serviço de usinagem de acrílico extrudado para otimizar os custos unitários de fabricação de pedidos de displays. Nossos processos de fabricação proporcionam uma taxa total de rendimento de material de 92%, ao mesmo tempo em que diminuem o tempo de processamento de peças em mais de 40% em comparação com o ciclo de fabricação de 5.000 unidades.
Aninhamento algorítmico para rendimento máximo de material
Temos software de agrupamento de última geração que avalia toda a geometria do pedido das peças. Em um único pedido de 5.000 engastes de exibição, o algoritmo percorrerá milhares de configurações possíveis para o posicionamento ideal das peças nas folhas extrudadas. Isso é fundamental em nossa produção de alto volume usinagem CNC para acrílico, o que nos permite alcançar mais de 92% de utilização de material em comparação com o padrão 75%-80% em toda a indústria.
Corte a laser de alta velocidade para redução do tempo de ciclo
O perfil inicial das peças é feito usando um cortador a laser rápido de 15kW. A cabeça do laser de "rastreamento de contorno" mantém o feixe de laser na distância e pressão de gás ideais enquanto opera a uma velocidade acima de 60 metros por minuto. O uso de tal máquina, uma parte essencial de nossos processos eficientes de usinagem de precisão para monitores de paredes finas, significa que não precisamos usar a ferramenta de corte mecânico mais lenta para desbastar contornos.
Sequências de usinagem padronizadas e de alta eficiência
Para recursos como furos ou slots de montagem, usamos caminhos padronizados otimizados em todas as peças semelhantes. Isso significa aplicar ferramentas de metal duro de alta velocidade, definir passos de profundidade e taxas de engajamento constantes da ferramenta. A padronização otimizada da usinagem de usinagem CNC para componentes acrílicos é essencial porque garante velocidade na programação do trabalho da máquina, menor tempo de preparação da máquina entre lotes, bem como tempos mínimos de usinagem previsíveis, que são fundamentais na programação de produção de alto volume e na otimização de custos.
Garantia de qualidade integrada no fluxo
A medição das dimensões ocorre automaticamente usando scanners a laser em estágios principais, onde os protocolos SPC determinam a inspeção de cada enésimo componente. Essas informações nos permitem evitar os altos custos de erros de lote, garantindo a usinagem de produção de precisão de milhares de componentes dentro dos limites de especificação e livres de qualquer necessidade de classificação ou sucateamento após a fabricação, economizando eficiências obtidas ao longo do processo.
Este documento prova que a otimização de custos é um resultado cuidadosamente projetado da integração de processos. Nossa vantagem competitiva vem do uso complementar de algoritmos de agrupamento, corte em alta velocidade e usinagem padrão do serviço de usinagem de acrílico extrudado. Essa abordagem garante a escalabilidade e a previsibilidade necessárias para lidar com eficiência com vitrines altamente competitivas e de alto volume.
O que define as métricas de precisão da usinagem de peças acrílicas de precisão para equipamentos semicondutores?
A fabricação precisa de componentes para equipamentos semicondutores requer precisão, limpeza e estabilidade durante um longo período de tempo em condições hostis. Este documento descreve os padrões de fabricação de precisão aplicados por nós ao realizar usinagem de peças acrílicas de precisão para semicondutores. Descrevemos abaixo os requisitos técnicos necessários para produzir componentes com precisão medida em submícrons, sem contaminação e com longevidade superior a cinco anos em vácuo ou produtos químicos.
Ambiente de produção de sala limpa certificado
Controle de partículas: toda a usinagem ocorre em uma instalação de produção em sala limpa certificada Classe 1000 (ISO 6). A usinagem das peças ocorre em estação de trabalho limpa de fluxo laminar com filtro HEPA. Essas estações de trabalho são para manipulação e embalagem final das peças.
Protocolo de higiene de materiais: os materiais de acrílico extrudado personalizado recebidos são limpos por meio de processo de limpeza ultrassônica e as ferramentas são mantidas em instalações separadas.
Obtendo formato submícron e precisão dimensional
Plataforma de usinagem de ultraprecisão: nossas máquinas-ferramentas apresentam tecnologia de estabilização de temperatura e eixos de rolamento de ar, produzindo precisão rotacional de menos de 0,001 mm, proporcionando usinagem de precisão de nível de semicondutor.
Correção baseada em metrologia: Um interferômetro a laser é usado para medir durante o processo, permitindo a correção do caminho da ferramenta durante o processo, capaz de manter tolerâncias posicionais rígidas de ±0,005 mm, um princípio fundamental por trás dos processos de usinagem de precisão certificados.
Pós-processamento para integridade química e de vácuo
Alívio de tensão e recozimento: Todas as peças estarão sujeitas a um processo de recozimento térmico que remove todas as tensões de usinagem, evitando a liberação de gases.
Acabamento de superfície para inércia: O acabamento de superfície é polido para um acabamento de superfície de grau óptico (Ra < 0,4μm), formando um acabamento de superfície inerte que evita a adesão de partículas e a penetração de produtos químicos.
Validação e garantia de desempenho vitalício
Inspeção final abrangente: cada peça passa por testes dimensionais (CMM), análise de acabamento superficial e certificação de limpeza de acordo com os padrões IEST, o que garante que a peça atenda aos rigorosos requisitos para usinagem de precisão de alta confiabilidade.
Rastreabilidade total: A rastreabilidade total do material e do processo é garantida desde o acrílico extrudado fundido personalizado bruto até a peça acabada pronta para envio. É fornecida certificação completa.
Figura 3: A usinagem de precisão corta ranhuras complexas em protótipos de acessórios de acrílico extrudado para alinhamento de componentes.
Por que a usinagem CNC para acrílico é o método mais confiável para geometrias complexas de vários eixos?
Para componentes com contornos 3D complexos ou cavidades profundas, os métodos tradicionais, como a termoformação, não atendem aos requisitos rígidos de tolerância e posição real. Este documento detalha por queusinagem em 5 eixos é a solução definitiva, permitindo a fabricação completa em 5 lados em uma única configuração. Essa metodologia elimina os erros cumulativos de múltiplas fixações, garantindo diretamente a coaxialidade perfeita entre os recursos e reduzindo as taxas de rejeição de montagens para geometrias complexas intrincadas.
Aspecto
Technical Strategy & Outcome
Single-Setup Fabrication
5-axis simultaneous CNC machining for acrylic accomplishes all machining in one setup, avoiding the tolerance build-up of more than 0.1mm due to various setups.
Optimized Toolpaths for Cavities
Dynamic toolpaths and specially designed tools control cutting force in order to maintain walls of ±0.1mm thickness for deep and high aspect ratio cavities.
In-Process Metrology
An on-the-fly inspection system measures datum points and performs necessary compensation in order to attain positional accuracy of 0.02mm in complex precision machining applications.
Thermal & Stress Control
Pulsed coolant application and optimal toolpaths for multi-axis precision machining minimize heat generation to avoid part distortion.
This document proves that the geometric reliability of complex parts is dependent on process integration. Through our precision machining service, we directly address issues related to misalignment and low first-pass yields by employing technical excellence through the means of one-setup machining and in-process verification. With the use of advanced 5-axis precision machining, sophisticated complex geometries are accurately created.
How Can Custom Cast Extruded Acrylic Solutions Adapt To Extreme Temperature Fluctuations?
Components made from acrylic that are in an environment where extreme changes in temperature occur will be subject to mechanical failure as well as thermal expansion or contraction. In order to provide a custom cast extruded acrylic, we offer a method of designing and material selection, which will take into account the linear expansion rate of around 0.07 mm/m·°C at -20°C to 60°C.
Predictive DFM Analysis for Thermal Strain
In the first phase, we conduct an extensive DFM study during the quotation phase. Using FEA simulation, we establish the high stress concentration areas for the component under the given temperature difference. The results from the FEA study will determine the appropriate material selection, either low expansion cast acrylic or stronger extruded acrylic. Furthermore, the results will dictate necessary design changes before we finalize precision machining protocol.
Design-Integrated Expansion Compensation Features
In order to reduce stress in parts, our approach entails designing certain geometric offsets into the part to compensate for such stress. In the case of a fastener joint, we machine elongated slots or compliance holes which allow free movement, reducing the shear stresses caused by the fastener. For press fit applications, we calculate optimal fits considering the different thermal expansions between acrylic and metal; this is an essential step in our custom acrylic fabrication service for hot environment applications.
Precision Machining with Thermal Tolerancing
All critical dimensions are machined with temperature-compensated tolerances. We adjust the target machining dimensions based on the expected mean operating temperature, ensuring the part is in tolerance across the full service range. This requires high-stability precision machining on temperature-controlled equipment to achieve the necessary +/-0.05mm consistency, ensuring that compensation features function as intended and accommodate the calculated thermal expansion.
Validation Through Environmental Stress Testing
We validate the design by subjecting prototype samples to thermal cycling tests that replicate the project's specific environment. Dimensional checks and visual inspections for crazing are performed after cycles, providing empirical data to refine the FEA model and finalize the custom cast extruded acrylic machining parameters, closing the loop on the engineering process.
This document underscores that reliability in thermal cycling is a designed outcome. Our competitive value lies in front-loading thermal engineering into the environmentally robust precision machining workflow. We solve the critical client problem of field failure by delivering components that are not just accurately machined, but intelligently engineered to absorb thermal movement, ensuring long-term dimensional stability and functional integrity.
Why Choose High Precision Acrylic Fabrication For Defense And Security Grade Windows?
For ballistic or blast-resistant viewing windows, the structural integrity of the transparent element is as critical as its material grade. Any internal flaw or inconsistent thickness becomes a failure point. This document details our high precision acrylic fabrication methodology for monolithic cast panels exceeding 50mm, focusing on processes that prevent hidden stress and ensure uniform material properties to meet stringent performance certifications for security applications:
Controlled Heavy-Duty Machining for Bulk Material
Gradient Cooling Cut Strategy: A proprietary algorithm dynamically manages thermal input during cast acrylic precision machining to prevent stress concentrations, utilizing real-time adjustments to coolant delivery based on cutting depth and load.
Optimized Toolpath Strategy: We employ specialized tool geometries and trochoidal milling paths to distribute cutting forces evenly, a foundational precision machining protocol for maintaining material properties in deep, heavy cuts.
Ensuring Uniform Thickness & Optical Quality
Single-Fixture Dual-Side Machining: Critical parallel surfaces are finished in one setup to guarantee thickness consistency within 0.1mm, a core requirement for ballistic-grade precision machining and optical clarity.
Compensated Finishing: In-process laser scanning creates a thickness map, enabling automated toolpath adjustments to achieve final dimensional uniformity across the entire panel surface.
100% Non-Destructive Testing (NDT): Every component undergoes ultrasonic inspection, providing a flaw-detection report that is integral to our high precision acrylic fabrication quality record.
Full Compliance Documentation: We deliver a certificate of conformance with ultrasonic data, thickness maps, and material traceability, ensuring unequivocal ISO compliance for security applications.
This document defines the engineering rigor required for safety-critical transparent armor. Our value is providing not just a part, but verifiable integrity. We solve the client's risk of latent material failure by implementing controlled stress-mitigating validated precision machining protocols, coupled with 100% NDT validation. This demonstrable, documented process builds the essential trust for long-term partnerships in the defense and security sector.
Figure 4: Precision machining polishes edges of cast acrylic display components for optical clarity.
This document details how LS Manufacturing's engineered custom acrylic fabrication resolved a critical failure in a medical centrifuge rotor. Faced with a 45% yield due to stress cracking at 15,000 RPM, we implemented a material and process redesign. The solution demonstrates our application-specific precision machining capability for mission-critical components:
Desafio do cliente
The client's previous supplier machined a 300mm diameter rotor from 20mm-thick extruded acrylic. The legacy process ignored inherent material stress and generated excessive heat, causing radial micro-cracks. This resulted in a 45% pass rate during 15,000 RPM qualification testing, jeopardizing a product launch and risking a full-scale recall of the diagnostic device platform, causing significant project delay and financial exposure.
Solução de fabricação LS
We specified a high cross-linked, cell-cast acrylic for superior structural homogeneity. Machining utilized a 5-axis high-speed CNC with a low-stress precision machining strategy: micro-step toolpaths and chilled-air cooling prevented localized heating. A critical 4-hour precision step-annealing cycle followed, relieving all internal stresses. Final facing was done using a vacuum fixture, guaranteeing a critical ±0.02mm flatness for perfect dynamic balance essential for high-RPM precision components.
Resultados e valor
The delivered rotors achieved 0% failure rate (0 cracks) through 50,000 cycles of endurance testing at 15,000 RPM. Final production yield reached 99.8%. By delivering a component that required no secondary dynamic balancing, we eliminated $120 in post-processing cost per final device unit. This validated precision manufacturing outcome led to the client appointing LS Manufacturing as the sole global supplier for all transparent components in this medical product line.
This case underscores that reliability under extreme dynamic loads is a function of integrated process design. Our competitive advantage is solving root-cause failures through precise material science, thermally-managed certified precision machining, and validation rigor, delivering not just parts but guaranteed performance for high-value acrylic fabrication applications.
From 45% scrap to zero cracks. Achieve ±0.02mm flatness in acrylic with 5-axis CNC and custom fabrication.
Perguntas frequentes
1. Why is LS Manufacturing better than standard plastic shops for precision machining services?
We operate temperature-controlled workshops equipped with 5-axis simultaneous CNC machinery, enabling us to hold tolerances within ±0.05mm while providing quality records that comply with ISO 13485 standards.
2. What is the maximum thickness for your custom acrylic fabrication service?
We can precision machine acrylic sheets ranging in thickness from 0.5mm to over 100mm, ensuring perfect perpendicularity even when cutting through multiple stacked layers.
3. How does LS Manufacturing prevent crazing during the machining process?
By utilizing specialized acrylic coolant formulations and implementing a comprehensive post-machining annealing process, we relieve residual stress at the molecular level, thereby completely eliminating the risk of stress cracking.
4. Can you provide a price quote for small-batch precision machining of cast acrylic?
Yes, we do not impose strict Minimum Order Quantity (MOQ) requirements. Please click the "Get a Quote" button below to upload your STEP files; we will provide you with a direct-from-manufacturer price quote within 24 hours.
5. Which is better for my project: Cast or Extruded acrylic components?
Cast acrylic is ideal for parts requiring exceptional optical clarity and mechanical strength, while extruded acrylic is best suited for high-volume, cost-effective orders. Our engineers will provide recommendations tailored to your specific Design for Manufacturability (DFM) requirements.
6. Does LS Manufacturing provide surface finish options such as solvent bonding or flame polishing?
We offer comprehensive post-processing solutions, including medical-grade seamless bonding, vapor polishing, and anti-static (ESD) coating services.
7. How quickly can I receive samples of CNC-machined acrylic parts?
Leveraging our digital engineering systems, we can complete the production of high-precision prototypes and arrange for international express shipping within 48 to 72 hours of drawing confirmation.
8. Why choose LS Manufacturing as your ISO-certified manufacturer for both metal and plastic components?
We offer integrated, multi-material machining capabilities, enabling us to resolve complex precision tolerance challenges—such as fitting transparent components into metal frames—and helping you streamline your supplier list.
Resumo
In the realm of precision machining, understanding the differences between cast and extruded acrylic is merely the beginning; the true key to success lies in transforming these materials into functional components through LS Manufacturing's exceptional precision machining services. From resolving microscopic stress cracking to realizing complex geometries via 5-axis simultaneous machining, we have demonstrated—through hard data and medical-grade case studies—that partnering with a manufacturer who truly "understands materials" is the only path to reducing Total Cost of Ownership (TCO) and enhancing market competitiveness.
Stop letting supplier-induced machining cracks or dimensional errors slow down your R&D progress. Your exceptional designs deserve a physically perfect replication. Click the "Get Instant Quote" button below right now to upload your 3D design files (STEP/PDF). LS Manufacturing’s Senior Application Engineers will provide you with a complimentary Design for Manufacturability (DFM) review and a material optimization report, helping you secure a highly competitive, direct-from-factory manufacturing solution within just 24 hours.
Stop cracking at 15,000 RPM. Achieve 99.8% yield for medical centrifuge rotors with our custom acrylic fabrication.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Equipe de fabricação da LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.