
Термин « литье в песчаные формы » может использоваться для описания конечного продукта и процесса его изготовления. Это процесс литья металла, осуществляемый в литейном цехе. Он остается одним из старейших ремесел. В этой технологии литья металла песок используется в качестве материала для формы. Литье в песчаные формы — это широко используемый процесс литья металла , который включает в себя изготовление формы из смеси песка и связующего вещества, такого как глина. Эта технология используется для производства сложных металлических деталей различных размеров и форм. Более 60% металлических отливок, которые мы видим в повседневной жизни, изготавливаются с использованием процесса литья в песчаные формы . В этой статье мы узнаем, как работает литье в песчаные формы. Мы также рассмотрим преимущества и недостатки этого процесса, его типы, области применения и многое другое, так что давайте начнем сегодня!
Что такое литье в песчаные формы?
Литье в песчаные формы — это доступный метод литья , позволяющий создавать широкий спектр металлических отливок, от мелких, сложных деталей до крупных, минималистичных компонентов. Благодаря относительно низкой стоимости изготовления форм, этот процесс привлекателен для многих производителей.
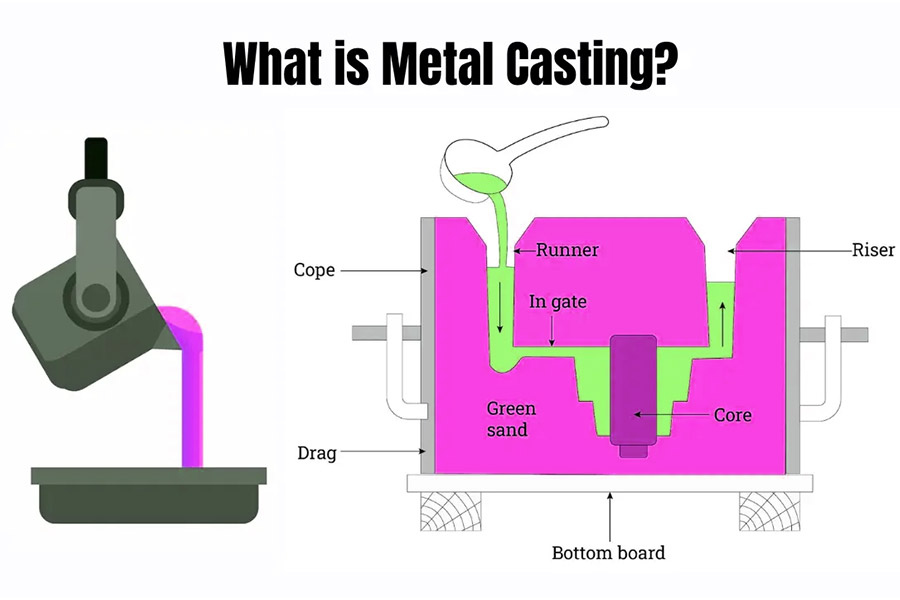
В основе своей простоты и эффективности литье в песчаные формы идеально подходит для изготовления широкого спектра металлических деталей. Процесс начинается с создания песчаных форм, точно воспроизводящих желаемые контуры изделия. Затем расплавленный металл заливается в форму, и после охлаждения и затвердевания получается готовое изделие. Хотя этот процесс может показаться простым, каждый этап включает в себя множество ключевых факторов, которые необходимо тщательно учитывать и контролировать.
Как работает литье в песчаные формы?
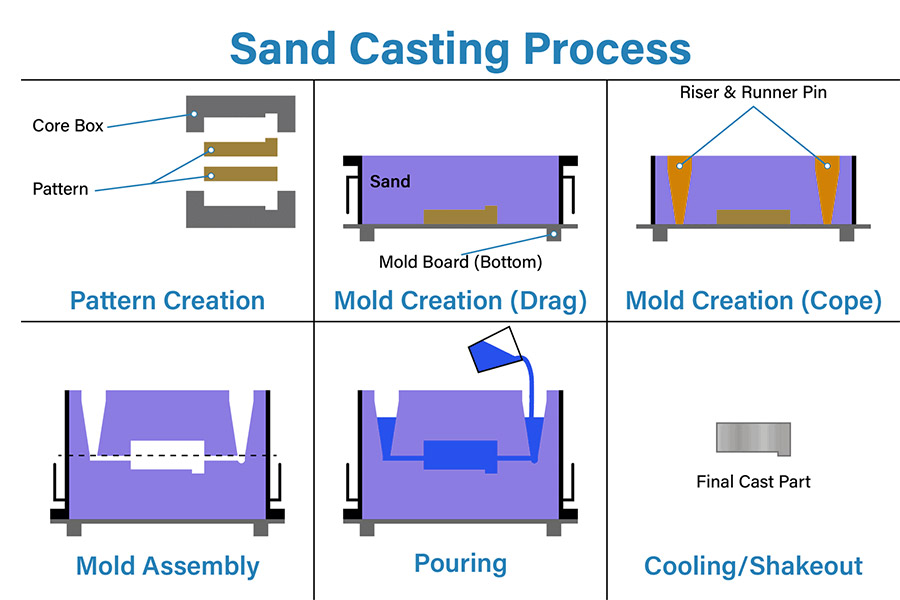
Принцип работы литья в песчаные формы заключается в использовании мягкости и легкости формования песчаной формы для получения требуемой отливки посредством таких этапов, как подготовка формы, заливка, затвердевание и охлаждение. Этот метод литья не только отличается низкой стоимостью и коротким производственным циклом, но и имеет широкий спектр применения. Он особенно подходит для производства отливок различных размеров и сложных форм, особенно крупных отливок. Ниже представлен подробный технологический процесс литья в песчаные формы :
1. Производство пресс-форм
Первый этап литья в песчаные формы — изготовление формы в соответствии с чертежом отливки . Для производства единичных изделий обычно используются деревянные формы; для массового производства выбираются пластиковые или металлические формы; для крупносерийного литья для повышения эффективности используются шаблоны. Точность и качество формы напрямую влияют на качество конечной отливки.
2. Смешайте песок.
В зависимости от типа отливки и требований к песчаной форме подготавливаются качественные формовочный и стержневой песок. В процессе смешивания песка обычно используется пескомешалка для равномерного перемешивания старого , нового песка и глины. Свойства формовочного песка оказывают большое влияние на качество поверхности и внутренние дефекты отливок.
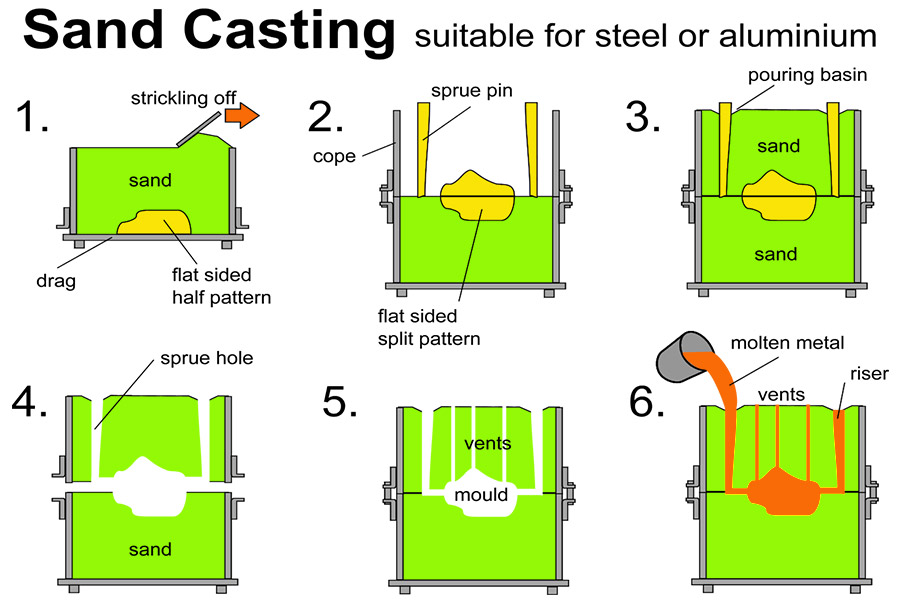
3. Создание выкроек и моделирование.
Изготовление форм подразумевает создание форм и стержневых ящиков на основе чертежей деталей. Формование — это заполнение формы формовочным песком для формирования полости отливки, а изготовление стержня — это придание внутренней формы отливке. Подгонка формы — это помещение подготовленного песчаного стержня в полость формы, а затем закрытие песчаного ящика. На этом этапе требуется, чтобы песчаная форма обладала высокой прочностью и герметичностью, чтобы предотвратить утечку расплавленного металла во время процесса заливки.
4. Плавка
В соответствии с требуемым составом металла для отливки, легирующие материалы подготавливаются и плавятся в плавильной печи для получения жидкого металла, отвечающего требованиям. Состав металла и температура должны строго контролироваться в процессе плавки для обеспечения эксплуатационных характеристик и качества отливки.
5. Наливание
Впрыскивание расплавленного металла в формовочную песчаную форму. Этот этап более опасен и требует особого внимания к технике безопасности. Скорость и температура заливки оказывают большое влияние на качество отливок и должны строго контролироваться.
6. Охлаждение в процессе затвердевания
Расплавленный металл охлаждается и затвердевает в песчаной форме, образуя отливку. В процессе затвердевания металл сжимается, поэтому при проектировании формы необходимо учитывать такие факторы, как угол уклона и толщина стенок детали, чтобы предотвратить дефекты в отливке.
7. Уборка
После полного затвердевания расплавленного металла формовочный песок удаляется, литник и другие вспомогательные детали снимаются, и отливка формуется. В процессе очистки необходимо соблюдать осторожность, чтобы сохранить качество поверхности отливок и избежать царапин и ударов.
Какие виды песка используются при литье в песчаные формы?
В литье в песчаные формы в основном используются следующие виды песка:
В качестве формовочного материала для литья в песчаные формы из смолы используется смесь кварцевого и смоляного песка. При смешивании и нагревании смоляной песок затвердевает, образуя твердую, гладкую форму. Твердая форма позволяет получать меньше бракованных отливок, но она обходится дороже и требует меньшей скорости производства. Изготовление форм из смоляного песка занимает больше времени, поскольку каждую из них необходимо смешивать и обжигать индивидуально.
Каковы преимущества и недостатки литья в песчаные формы?
Преимущества и недостатки литья в песчаные формы заключаются в следующем:
Преимущество:
- Универсальность: литье в песчаные формы позволяет отливать изделия практически любой формы и размера , от простых геометрических форм до сложных механических компонентов.
- Низкая стоимость: по сравнению с другими методами литья, стоимость оборудования для литья в песчаные формы и самих форм относительно низка, а сырье легкодоступно, что делает общую себестоимость производства низкой.
- Гибкий процесс: Процесс литья в песчаные формы относительно прост, его легко корректировать и совершенствовать. В то же время он позволяет вносить определенные изменения и корректировки в процессе литья для адаптации к различным потребностям.
- Высокая степень использования материалов: Благодаря рациональному проектированию и эксплуатации технологического процесса, литье в песчаные формы позволяет в полной мере использовать литейные материалы , сократить количество отходов и повысить эффективность использования материалов.
- Подлежит переработке: Хотя песчаную форму необходимо выбрасывать после каждой отливки, сам песок можно перерабатывать и использовать повторно, что помогает сократить расход ресурсов.
Недостатки
- Низкая эффективность производства: процесс изготовления форм и заливки при литье в песчаные формы относительно трудоемок и требует определенного времени и рабочей силы, что приводит к относительно низкой эффективности производства.
- Ограниченная точность литья и качество поверхности: Поскольку плотность и однородность песчаной формы трудно полностью контролировать, точность размеров и качество поверхности отливки могут в определенной степени пострадать.
- Загрязнение окружающей среды: В процессе литья в песчаные формы могут образовываться загрязняющие вещества, такие как пыль, выхлопные газы и сточные воды, что приводит к определенному загрязнению окружающей среды. Хотя это можно контролировать с помощью мер по защите окружающей среды, все же необходимо уделять внимание его воздействию на окружающую среду.
- Высокое энергопотребление: Литье в песчаные формы требует большого количества энергии для нагрева металла и поддержания температуры в литейном цехе , что увеличивает производственные затраты и энергопотребление.
- Трудоемкость и опасности для безопасности: Литье в песчаные формы — это очень трудоемкий процесс, требующий от операторов выполнения тяжелой физической работы. В то же время, в процессе литья существуют опасности для безопасности, такие как высокая температура, пыль и шум, поэтому необходимо принимать эффективные защитные меры для обеспечения безопасности операторов.

Каковы области применения литья в песчаные формы?
Литье в песчаные формы, как производственный процесс с долгой историей, до сих пор играет важную роль в современном производстве . Оно широко применяется во многих областях, в том числе:
Автомобильная промышленность
В автомобилестроении литье в песчаные формы является важным способом производства автомобильных деталей сложной конструкции . Например, ключевые компоненты, такие как блоки цилиндров и корпуса коробок передач, часто изготавливаются с использованием технологии литья в песчаные формы.
Аэрокосмическая промышленность
Литье в песчаные формы также популярно в аэрокосмической отрасли . Оно часто используется для изготовления компонентов авиационных двигателей и конструкционных элементов, требующих чрезвычайно высокой прочности и точности. В частности, с помощью технологии литья в песчаные формы можно с высокой точностью изготавливать лопатки турбин, корпуса, кронштейны и различные комплектующие.
Создайте приложение
В строительной отрасли технология литья в песчаные формы часто используется для производства таких ключевых изделий, как фитинги для труб и крышки люков . Процесс литья в песчаные формы придает этим изделиям исключительную прочность и долговечность, обеспечивая их длительный срок службы в строительных работах.
Компоненты трубопроводной системы
В области трубопроводных систем технология литья в песчаные формы демонстрирует свои уникальные преимущества . Она широко используется при изготовлении основных компонентов, таких как корпуса клапанов, трубные соединители и муфты, которые играют жизненно важную роль в трубопроводных системах.
Широкое производство металлопродукции
В глобальном масштабе процесс литья в песчаные формы занимает важное место в производстве металлических изделий . От холодного оружия, такого как мечи, до предметов повседневного обихода, таких как горшки и котлы, литье в песчаные формы играет ключевую роль. Хотя по мере развития технологий постепенно стали выходить на первый план другие методы производства, литье в песчаные формы сохранило свой незаменимый статус благодаря высокой экономической эффективности и пригодности для массового производства.
Чем отличается литье в песчаные формы от литья по выплавляемым моделям?
Литье в песчаные формы и литье по выплавляемым моделям существенно различаются по многим параметрам . В таблице ниже приведено подробное описание основных различий между этими двумя методами:
| Особенности/методы | литье в песчаные формы | литье по выплавляемым моделям |
|---|---|---|
| Процесс | Изготовление моделей (из дерева, пластика и т. д.), моделирование → моделирование → заливка → удаление песка → очистка и осмотр. | Изготовление восковых форм → многократное погружение в суспензию для образования оболочки → удаление воска → обжиг оболочек → заливка → охлаждение → очистка и контроль качества |
| Заканчивать | Как правило, значение Ra составляет около 6,3 мкм, и на него влияет множество факторов. | Более высокая цена обусловлена высокой точностью пресс-формы и хорошим качеством поверхности корпуса. |
| Применимые материалы | Различные металлические материалы, такие как железо, сталь, алюминиевые сплавы и т. д. | Подходит для обработки металлов с высокой точностью и высокими требованиями к поверхности, таких как нержавеющая сталь, титановые сплавы и т. д. |
| Расходы | Для крупных и тяжелых деталей стоимость относительно низкая. | Стоимость может быть выше, особенно для сложных и деликатных конструкций. |
| Урожай | Подходит для массового производства, а также для небольших объемов производства. | Его можно адаптировать к различным объемам производства, но, как правило, он больше подходит для массового производства с высокими требованиями к точности. |
| Гибкость | Изготовление пресс-форм относительно просто, а модификация конструкции также относительно несложна. | Изготовление пресс-формы — сложный процесс, и внесение изменений в конструкцию затруднительно, но точность пресс-формы высока. |
| Области применения | Автомобильная промышленность, машиностроение, строительство и другие отрасли | аэрокосмическая отрасль, медицинские приборы, искусство и другие области |
В чём заключаются сложности литья в песчаные формы?
Как и любой традиционный процесс литья, литье в песчаные формы сталкивается с рядом проблем в условиях трансформации и модернизации современного производства и рыночной конкуренции. Ниже приводится подробное описание основных проблем, с которыми сталкивается литье в песчаные формы:
- Проблемы, связанные с шероховатостью поверхности: Поверхность отливок, полученных методом литья в песчаные формы, часто бывает шероховатой и требует дополнительных этапов постобработки для улучшения, что увеличивает производственные затраты и время.
- Ограничения по точности размеров: По сравнению с другими методами литья, литье в песчаные формы может иметь определенные недостатки в отношении точности размеров, что ограничивает его применение в производстве отливок, требующих высокой точности.
- Охрана окружающей среды и утилизация отходов: Отходы песка, образующиеся в процессе литья в песчаные формы, необходимо надлежащим образом утилизировать, чтобы избежать негативного воздействия на окружающую среду. В то же время необходимо эффективно управлять отходящими газами и сточными водами, которые могут образовываться в процессе литья.
- Рыночная конкуренция и технологические обновления: С развитием обрабатывающей промышленности постоянно появляются новые передовые методы литья и производственные технологии, и литье в песчаные формы сталкивается с проблемами, связанными с рыночной конкуренцией и технологическими обновлениями. Для сохранения конкурентоспособности компаниям, занимающимся литьем в песчаные формы, необходимо постоянно инвестировать в исследования и разработки и инновации.
- Затраты на сырье и рабочую силу: Колебания цен на сырье и рост затрат на рабочую силу создают проблемы для контроля издержек в компаниях, занимающихся литьем в песчаные формы. Предприятиям необходимо искать способы снижения затрат при сохранении качества продукции и эффективности производства.
Часто задаваемые вопросы
1. Каков основной технологический процесс литья в песчаные формы?
Основной технологический процесс литья в песчаные формы включает в себя: ① Подготовка песка: Подготовка формовочного и стержневого песка для моделирования. ② Изготовление формы: Изготовление форм и стержневых ящиков в соответствии с чертежами деталей. Можно использовать деревянные, пластиковые или металлические формы и т. д. ③ Формование и изготовление стержня: Использование формовочного песка для формирования полости отливки и придания ей внутренней формы (стержня). ④ Плавка: Распределение химического состава в соответствии с требуемым составом металла, выбор подходящей плавильной печи для плавки легирующего материала и образования жидкого металла. ⑤ Заливка: Впрыскивание жидкого металла в песчаную форму, при этом необходимо контролировать скорость заливки, чтобы обеспечить полное заполнение полости формы жидким металлом. ⑥ Затвердевание и охлаждение: После затвердевания металла в песчаной форме происходит его охлаждение. ⑦ Извлечение из формы и очистка: Удаление литников, песка и других примесей, пескоструйная обработка и полировка отливок. ⑧ Контроль качества: Проведение контроля качества отливок для обеспечения соответствия проектным требованиям.
2. Какова шероховатость поверхности отливок, полученных методом литья в песчаные формы?
Шероховатость поверхности отливок, полученных методом литья в песчаные формы, варьируется в зависимости от условий процесса и используемых материалов и, как правило, может достигать Ra12,5–6,3 мкм. В основном это зависит от таких факторов, как качество песчаной формы, температура заливки, состав сплава и скорость охлаждения. Для улучшения шероховатости поверхности могут потребоваться дополнительные меры обработки, такие как механическая обработка, химическая обработка и т.д.
3. Каковы преимущества литья в песчаные формы по сравнению с другими методами литья?
Литье в песчаные формы широко используется в промышленном производстве благодаря таким преимуществам, как простота процесса, низкая стоимость и высокая гибкость. По сравнению с другими методами литья, такими как литье по выплавляемым моделям и литье под давлением, литье в песчаные формы более экономично при изготовлении крупных и тяжелых деталей. В то же время, форма для литья в песчаные формы относительно проста в изготовлении, ее конструкция легко модифицируется, и она может адаптироваться к производственным потребностям отливок различных форм и размеров.
4. Какова точность размеров при литье в песчаные формы?
Точность размеров отливок в песчаных формах обычно находится в диапазоне IT14-IT18, что означает наличие определенного отклонения между размерами отливки и теоретическим значением. Это в основном связано с характеристиками материала песчаной формы и сложностью процесса литья. Для повышения точности размеров необходимо строго контролировать точность изготовления песчаной формы, температуру заливки, тип сплава и параметры процесса литья.
Краткое содержание
Как традиционный и важный процесс формования металлов, литье в песчаные формы по-прежнему играет незаменимую роль в современном промышленном производстве. Постоянное совершенствование и оптимизация технологических процессов для повышения качества отливок и эффективности производства позволят литью в песчаные формы и впредь вносить вклад в развитие промышленности. В то же время, повышение экологической осведомленности и технологические инновации также являются важными направлениями будущего развития предприятий, занимающихся литьем в песчаные формы.


📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


