
A LS Manufacturing oferece serviços de ferramental rápido em comparação com os serviços convencionais de moldagem por injeção , solucionando um problema crítico: o diretor de desenvolvimento de novos produtos precisa de milhares de unidades acabadas em 10 dias, mas dispõe de apenas quatro a seis semanas para concluir o trabalho com um molde de aço tradicional. Nesse contexto, a impressão 3D ou a fundição de uretano jamais conseguirão competir com o desempenho mecânico, a estanqueidade e a rugosidade superficial Ra 0,8 µm da moldagem por injeção .
Este Guia de ROI fornece dados exclusivos sobre o serviço de ferramental rápido Alumec 89 em comparação com moldes de aço convencionais, considerando tempo de ciclo, despesas de capital e custos operacionais por peça. Você aprenderá a obter tolerância de núcleo de ±0,02 mm em até 10 dias, com custos inferiores aos de um molde de aço convencional. Com nossos engenheiros, você descobrirá os limites técnicos e econômicos específicos para alcançar um rápido retorno sobre o investimento por meio da produção em pequenos lotes.

Ferramentaria Rápida vs. Moldagem Convencional: Guia Rápido de Retorno sobre o Investimento (ROI)
| Fator de decisão | Ferramentaria Rápida (Menos de 10 Dias) | Ferramentas de produção convencionais |
| Investimento inicial | Baixo custo (entre 2.000 e 10.000 dólares para ferramentas de alumínio). | Alto ( 20 mil a 100 mil dólares ou mais para aço temperado). |
| Custo por peça | Mais (ciclos mais lentos, vida útil da ferramenta mais curta). | Menos (ciclos otimizados, até milhões). |
| Tempo de espera | 1 a 3 semanas (para a produção das primeiras peças). | 8 a 16 semanas (para estar totalmente pronto para produção). |
| Vida útil da ferramenta | 1.000 a 10.000 peças. | 500.000 a mais de 1.000.000 de peças. |
| Ponto de equilíbrio do ROI | Benéfico para volumes inferiores a 5.000 ou para validação de mercado. | O ponto de equilíbrio ocorre entre 10.000 e mais de 50.000 unidades. |
| Nossa recomendação | Utilizar para validação de mercado e validação do projeto de moldagem por injeção antes da produção de ferramentas de aço dispendiosas. | Implementar somente após a demanda de mercado, os preços das peças e os requisitos de qualidade serem totalmente validados. |
Principais conclusões:
- A velocidade tem um preço: a produção rápida de ferramentas sacrifica o preço por peça para alcançar um tempo de lançamento no mercado mais rápido. O retorno sobre o investimento (ROI) é calculado pelo número de meses ganhos.
- Conheça seu ponto de equilíbrio: O ponto de equilíbrio, onde o método tradicional se torna mais econômico, geralmente fica entre 5.000 e 50.000 peças .
- Risco versus Recompensa: O desenvolvimento rápido de ferramentas é um investimento que apresenta baixo risco, mas é eficaz para validar oportunidades de mercado . O desenvolvimento tradicional de ferramentas, por outro lado, representa investimentos com maior relação risco/recompensa .
- A estratégia é sequencial: a melhor estratégia envolve o uso de ferramentas de rápida produção para entrada no mercado, seguido por ferramentas tradicionais para produção em volume .
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Já foram publicados diversos artigos que teorizam sobre a comparação entre ferramentas rápidas e ferramentas tradicionais . No entanto, este guia apresenta uma abordagem um pouco diferente. Em primeiro lugar, foi elaborado por nossos especialistas, que utilizam ambas as tecnologias diariamente para concluir projetos de produção. Em segundo lugar, nossas recomendações são baseadas nas práticas da Associação Nacional de Ferramentas e Usinagem (NTMA) .
Atendemos setores em que a seleção de ferramentas é crucial para o sucesso do projeto: desenvolvimento de protótipos aeroespaciais, que necessitam de aprovação da FAA; dispositivos médicos estéreis; e autopeças que exigem consistência na produção em larga escala. Validamos os processos para ambos os métodos utilizando as rigorosas diretrizes recomendadas pela Precision Metalforming Association (PMA) . Dessa forma, podemos garantir a melhor qualidade, independentemente do processo de fabricação escolhido.
Nossa experiência vem de centenas de projetos nos quais descobrimos o que funciona melhor – se uma peça de 500 unidades pode ser feita com ferramentas de usinagem rápida em alumínio, como projetar a peça para facilitar a conversão para uma ferramenta de aço no futuro e onde estão os custos ocultos nas ferramentas convencionais.
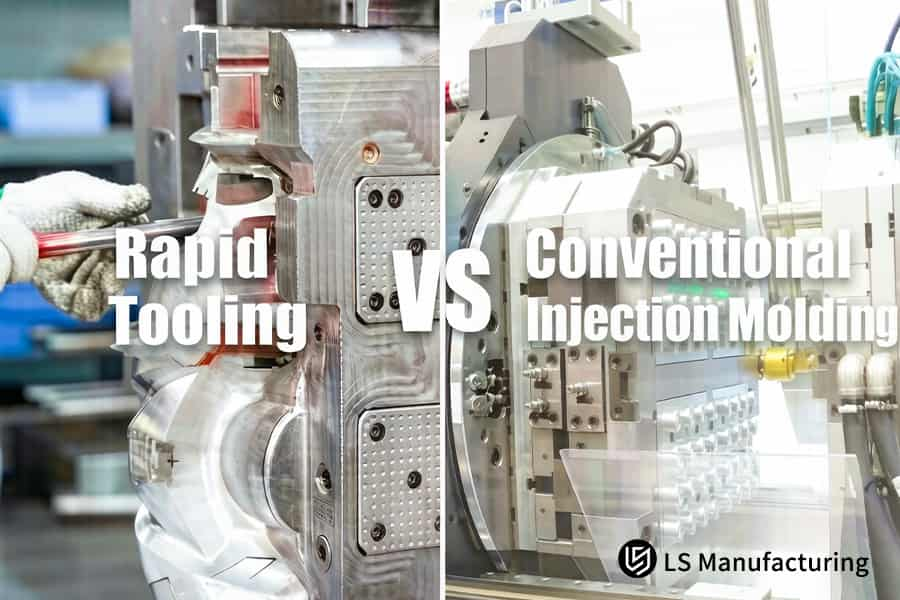
Figura 1: Ferramentaria rápida versus moldagem convencional mostra um molde protótipo com insertos de plástico ao lado de um molde de produção de aço com múltiplas cavidades.
Por que os serviços convencionais de moldagem por injeção não conseguem entregar peças personalizadas em 10 dias?
Os serviços convencionais de moldagem por injeção não conseguem oferecer peças personalizadas em menos de 10 dias devido às limitações físicas inerentes ao processo de fabricação de moldes de injeção. Os fatores que afetam a velocidade e a qualidade incluem distorção térmica, usinagem em múltiplos estágios e múltiplas iterações no projeto de refrigeração. Esses fatores representam desafios de engenharia, e não problemas de cronograma, com base em princípios da ciência dos materiais.
Distorção térmica devido ao tratamento térmico
O tratamento térmico de moldes multicavidades que utilizam aço NAK80 e H13 resulta em distorções na ordem de mícrons quando se busca um endurecimento HRC de 48-52 por têmpera. A única maneira de corrigir isso é por meio de fresagem de alta precisão e muitas horas de eletroerosão, o que torna impossível cumprir um cronograma de 10 dias, optando-se por não realizar o tratamento térmico ou tolerando desvios superiores a ±0,05 mm na moldagem por injeção de alta velocidade .
Limitações do projeto do canal de resfriamento
Os projetos de resfriamento tradicionais não consideram as técnicas de fabricação conformal multifísica, resultando em má distribuição de calor, que exige de 3 a 5 dias de ajustes por tentativa e erro. A redução do tempo de produção na moldagem por injeção só é possível com um projeto de resfriamento conformal baseado em simulações computacionais desde o início. Você se beneficia de taxas de sucesso na primeira injeção acima de 85%, sem necessidade de modificações no molde, além de um ciclo de moldagem por injeção mais curto.
Exposição ao risco em prazos comprimidos
Com um prazo de dez dias para a fabricação do molde, não são realizados ciclos de alívio de tensão nem verificações por CMM, o que aumenta a probabilidade de falha do molde durante o processo inicial de moldagem por injeção . Uma comparação de custos com moldagem convencional revela que moldes produzidos às pressas precisam ser modificados após 500 injeções, anulando, assim, a economia de tempo. Custos adicionais são incorridos devido ao atraso no lançamento do produto e à maior taxa de defeitos na moldagem por injeção .
O limite de dez dias é ditado pela ciência dos materiais e pela física, e não tem relação com o cronograma. Nossa abordagem inovadora envolve resfriamento conformal processado em paralelo, simulação preditiva e trajetórias de ferramentas endurecidas para garantir que seu molde esteja pronto para produção desde o início. Você se beneficia de peças fabricadas com desenvolvimento de protótipos por moldagem por injeção . Supere a barreira dos 10 dias com o projeto de moldes baseado em princípios da física. Para validar um cronograma rápido para suas peças personalizadas, entre em contato com nossa equipe de engenharia para uma análise de DFM (Design for Manufacturing) e um orçamento com entrega garantida.

Como um fabricante de ferramentas de produção rápida pode equilibrar a vida útil do molde e a precisão em prazos apertados?
Para otimizar a longevidade e a precisão dos moldes em ambientes com restrições de tempo, são necessários materiais com condutividade térmica 300% superior e usinagem de alta velocidade em cinco eixos, reduzindo em 80% o uso de eletroerosão (EDM). Como fabricantes de ferramentas de alta velocidade , fornecemos moldes prontos para produção em até 4 dias , garantindo uma tolerância de ±0,015 mm e uma vida útil superior a 100 mil ciclos.
Seleção de materiais para desempenho térmico
- Alumínio de grau aeroespacial (Alumec 89/QC-10): Condutividade térmica mais de 300% superior à do aço, redução de 45% nos ciclos de resfriamento por disparo – reduzindo os gastos com energia.
- Aço P20 pré-endurecido e otimizado: Não requer tratamento térmico adicional, previne distorções do material e garante a consistência das peças moldadas por injeção .
- Benefício combinado: vida útil de mais de 100 mil injeções com precisão de posicionamento de ±0,015 mm – importante vantagem competitiva para ferramentas de rápida fabricação em comparação com os serviços convencionais de moldagem por injeção .
Usinagem de alta velocidade em cinco eixos
- 24.000 rpm / 0,05 mm/dente: Permite reduzir em 80% o tempo de operação do processo de eletroerosão, resultando em uma economia total de 2 a 3 dias .
- Usinagem de cavidades em configuração única: Garante precisão de ±0,015 mm sem erros cumulativos.
- Sua vantagem: o tempo de construção do molde é reduzido de 30 para 4 dias , permitindo validar as peças de produção graças ao acabamento superficial de moldagem por injeção classe 101.
Engenharia preditiva para prolongar a vida útil
- Pré-corte com simulação de tensão: Garante ângulos ideais e distribuição uniforme da carga.
- Verificação CMM após uma única configuração: Previne erros durante o processo de corte.
- Resultado: O mesmo molde pode ser usado para prototipagem e produção em baixo volume após a análise de controle de temperatura na moldagem por injeção .
Durabilidade e precisão, mesmo com prazos apertados, são garantidas graças à criteriosa seleção de materiais e ao trabalho superior das máquinas – sem comprometer nenhum dos dois atributos. Os moldes fornecerão peças com geometria precisa, produzidas em dezenas de milhares de operações, comprovadas pela simulação do fluxo de material na moldagem por injeção . Cada detalhe contribui para a segurança do seu cronograma e a qualidade do produto final.

Figura 2: Contraste entre a usinagem rápida e a moldagem convencional: insertos de cavidade de alumínio usinados com bases de molde de aço P20 acabadas.
Quais são as variáveis ocultas ao auditar um guia de ROI para moldagem por injeção rápida?
Ao analisar um guia de ROI para moldagem por injeção rápida , algumas variáveis frequentemente negligenciadas emergem: depreciação do investimento inicial, custos operacionais por peça e quantidade de equilíbrio. Em casos onde a demanda varia entre 1.000 e 10.000 unidades , é possível obter uma economia de até 60% nos ativos fixos originais, garantindo um giro de capital três vezes mais rápido do que o processo tradicional com ferramentas de aço. O conhecimento do seu investimento inicial em moldagem por injeção e a análise de custos devem ser priorizados.
| Variável | Molde de aço convencional | Ferramentaria Rápida (Alumínio/Aço Macio) |
| Custo de ferramental (CapEx) | $ 8.000 – $ 25.000 | $ 2.000 – $ 6.000 |
| Tempo de espera | 20 a 35 dias | 4 a 7 dias ( serviços de moldagem com prazo de entrega inferior a 10 dias ) |
| Custo por peça (OpEx) para 5.000 peças | $0,18 – $0,35 | $ 0,22 – $ 0,42 |
| Volume de equilíbrio | Aproximadamente 15.000 peças | Aproximadamente 3.000 peças |
| Taxa de Rotatividade de Capital | 1x linha de base | ≥3x o valor basal |
| Risco de retrabalho | Moderada (distorção por tratamento térmico) | Baixa (sem tratamento térmico pós-usinagem) |
A análise de ROI demonstra que a produção rápida de ferramentas oferece vantagens financeiras para volumes inferiores a 15.000 peças . Você reduz o investimento inicial em 60% , triplica o retorno do investimento e se protege contra retrabalho. Aplique os valores de ponto de equilíbrio para analisar o tamanho específico do seu lote de moldagem por injeção e o ponto de equilíbrio do processo . Seus cálculos mostrarão que a produção rápida de ferramentas supera a moldagem tradicional em termos de custo-benefício.
Quais fatores de projeto determinam o sucesso de um orçamento de moldagem por injeção com prazo de entrega curto?
Características de projeto como espessura uniforme da parede, ângulo de inclinação e geometria determinam a eficiência do processo de cotação de moldagem por injeção com prazos de entrega curtos . Uma avaliação inicial de DFM (Design for Manufacturing) ajuda a determinar esses parâmetros em até 2 horas , economizando tempo e dinheiro, pois elimina a necessidade de redesenho.
Espessura uniforme da parede (1,5 mm – 2,5 mm)
Isso garante que não haja contração diferencial nem deformação quando as peças moldadas esfriam. Você evita problemas associados a marcas de afundamento e vazios em peças plásticas que exigem modificação do molde, reduzindo o tempo de avaliação das diretrizes de projeto de moldagem por injeção de dias para horas. Produtos com paredes uniformes demonstram um processo de moldagem mais previsível, reduzindo a taxa de rejeição em até 65% .
Ângulo de inclinação ideal (mínimo de 1,5°)
A utilização de um ângulo de saída mínimo de 1,5° é essencial no projeto da geometria de superfícies verticais para garantir a remoção bem-sucedida das peças moldadas sem danos. Um ângulo de saída insuficiente resultará em arranhões no acabamento e aumento do tempo de ciclo devido à desmoldagem prolongada. Para viabilizar a rápida produção de peças moldadas por injeção personalizadas , é fundamental que o ângulo de saída seja projetado adequadamente.
Evitando cavidades profundas e cantos afiados.
Seções profundas e arestas internas afiadas induzem tensão e dificultam o fluxo, resultando em preenchimento parcial ou marcas de queimadura. O uso de transições arredondadas e a redução da geometria profunda contribuem para uma melhor compensação da contração na moldagem por injeção . Orçamentos precisos são fornecidos inicialmente, pois as complexidades das ferramentas e dos materiais são consideradas desde o início do processo de análise.
Encolhimento do material e complexidade da ação secundária
Os materiais possuem diferentes coeficientes de contração (por exemplo, 0,5% para ABS versus 2,0% para POM ), e as peças com ação lateral exigem mais usinagem. Identificar as propriedades de contração dos materiais e dos elementos com ação lateral antes do projeto permite realizar uma análise prévia das tolerâncias da moldagem por injeção . Isso evita aumentos inesperados no orçamento, garantindo o controle do projeto e reduzindo as negociações em mais de 40% .
Isso é garantido pela incorporação de considerações de DFM (Design for Manufacturing) desde o início para gerenciar aspectos como empenamento, ejeção e características do material . Isso significa obter seu orçamento com base em custos de fabricação precisos, em vez de cenários hipotéticos. A implementação dos princípios discutidos aqui economizará até 70% de ciclos de revisão e reduzirá significativamente o tempo de amostragem, permitindo que a garantia de qualidade da moldagem por injeção seja alcançada imediatamente na primeira submissão.
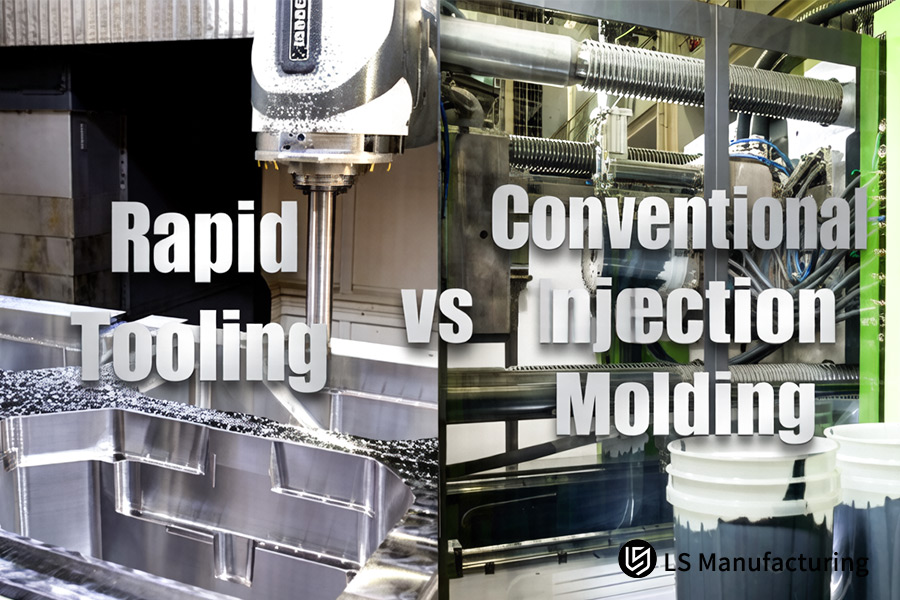
Figura 3: A comparação entre a fabricação rápida de ferramentas e a moldagem convencional coloca modelos de cera fresados para prototipagem ao lado de uma linha de produção de baldes de PEAD.
As opções de fabricação em baixo volume podem atender aos rigorosos requisitos dos testes ASTM sem deformar o tecido?
A fabricação em baixo volume que utiliza processos de moldagem por injeção de alta qualidade pode atender facilmente às rigorosas especificações da ASTM sem deformações, graças ao controle preciso do fluxo de resina, da pressão e da temperatura. Ao contrário da fundição a vácuo, que cria porosidade e conexões frágeis entre as camadas, obtém-se peças capazes de suportar testes funcionais sob altas cargas.
Fluxo de resina real versus fundição a vácuo
- Fundamentos do processo: Utiliza grânulos reais alimentados em roscas durante a injeção, em vez de resina líquida. A porosidade e as linhas de adesão fracas que resultam em falhas prematuras da peça durante o uso não são mais um problema.
- Desempenho à tração: O PA66+30%GF atinge uma resistência à tração mínima de ≥160 MPa de acordo com a norma ISO 527, equivalente à de componentes fabricados. Isso possibilita a rápida produção de protótipos estruturais por meio de moldagem por injeção personalizada .
- Estabilidade térmica: A temperatura de deflexão térmica das peças de PC é de 132°C (1,82 MPa) de acordo com a norma ASTM D648, o que está muito acima do limite de uretano fundido a vácuo de 80°C .
Parâmetros de processo controlados para prevenção de empenamento
- Pressão de injeção: Controlada entre 80 e 120 MPa para obter o preenchimento completo da cavidade, evitando o excesso de material. Garante que não se desenvolvam tensões residuais devido à sobreinjeção.
- Temperatura do molde: Mantida a 90°C para PC e 110°C para PA66+30%GF , garantindo cristalização consistente e evitando encolhimento diferencial.
- Resultado: O achatamento da peça atinge ±0,1 mm em um vão de 200 mm, conforme verificado pelo teste de resistência à tração em moldagem por injeção ISO 527.
Otimização específica do material
- Orientação da fibra de vidro: Utilizando a posição do ponto de injeção e os guias de fluxo, o molde alinha as fibras para a orientação de suporte de carga, o que melhora a eficiência da orientação da fibra na moldagem por injeção . Você obtém peças com módulo de elasticidade consistente ( E = 9 GPa para PA66+30%GF ).
- Compensação de contração: Seu molde leva em consideração a contração anisotrópica ( 0,3% - 0,8% ). Você obtém produtos moldados precisos, de acordo com as especificações de tolerância impressas no arquivo CAD, sem necessidade de acabamento adicional.
- Entrega: Configuração completa do processo realizada em 7 dias, possibilitando serviços de moldagem com prazo de entrega inferior a 10 dias para corpos de prova certificados.
Utilizar moldagem por injeção de grau de produção em vez de fundição a vácuo com parâmetros controlados resultará em peças que atendem às especificações ASTM D648 e ISO 527 sem problemas de empenamento. O fluxo real da resina, o controle de temperatura/pressão e a modelagem da orientação das fibras proporcionarão propriedades mecânicas consistentes com as de peças produzidas em massa. Dessa forma, você pode ter certeza de que as informações sobre deflexão térmica da moldagem por injeção são válidas para suas peças de baixo volume.
Como a geometria avançada dos canais de resfriamento acelera o processo de moldagem por injeção personalizada?
A geometria avançada do canal de resfriamento, utilizando resfriamento conformal, reduz o tempo de resfriamento de um único ciclo de 35 segundos para 11 segundos , dobrando a produção por turno. Ao eliminar os pontos quentes presos nos cantos da cavidade, você obtém peças com o mínimo de estresse térmico e sem necessidade de retrabalho, acelerando diretamente o rápido tempo de resposta da moldagem por injeção personalizada e melhorando a relação custo-benefício do processo .
| Parâmetro | Resfriamento convencional com perfuração reta | Resfriamento Conformal (União por Difusão / Impressão 3D) |
| Caminho do canal de resfriamento | Linear, limitado pelo acesso à perfuração | Curvo, seguindo exatamente o contorno da cavidade. |
| Eliminação de pontos críticos | Ruim; os cantos acumulam calor. | Excelente; extração de calor uniforme em toda a superfície. |
| Tempo de resfriamento de ciclo único | 35 segundos | 11 segundos |
| Linha de base para redução do tempo de ciclo | Média da indústria (Tecnologia de Plásticos 2025) | 68% mais rápido em comparação com a linha de base convencional. |
| Produção por turno (8 horas) | Aproximadamente 820 fotos | Aproximadamente 1.640 fotos |
| Risco de estresse térmico e empenamento | De moderado a alto; requer correção pós-moldagem. | Baixa planicidade da peça, mantida dentro de ±0,08 mm , graças ao projeto do sistema de resfriamento da moldagem por injeção. |
O resfriamento conformal revoluciona a economia do ciclo de produção, reduzindo o tempo de resfriamento em 68% e dobrando a produtividade diária. Os resultados são obtidos por meio da redução do tempo de produção da moldagem por injeção , o que diminui o custo por peça, mantendo uma tolerância de planicidade de ±0,08 mm . Este método é respaldado pela análise do ciclo de moldagem por injeção desde o lote de produção inicial.
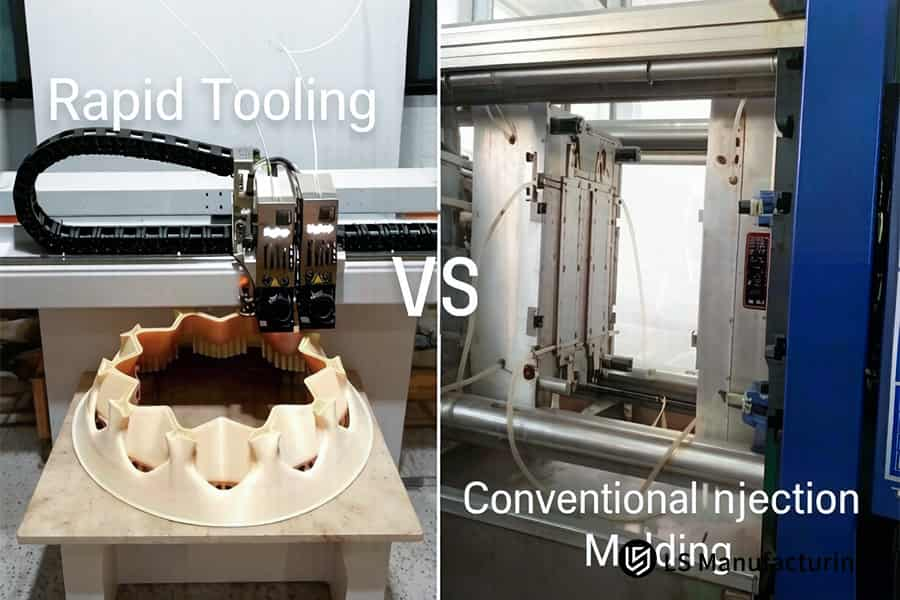
Figura 4: Ferramental rápido versus moldagem convencional apresenta um molde dentário de resina impresso em 3D comparado a uma prensa tradicional com matrizes metálicas.
Qual framework filtra o melhor fabricante de ferramentas de alta velocidade para o seu projeto aeroespacial?
A seleção do melhor fabricante de ferramentas de alta velocidade para seus projetos aeroespaciais depende de um processo de auditoria em três etapas, que inclui a capacidade do equipamento, o controle estatístico de processo e a conformidade com o sistema de gestão da qualidade. Esse processo elimina fornecedores que utilizam a competição por preço como principal estratégia . Seu fornecedor deve atender aos seus requisitos dimensionais de acordo com a norma AS9100D, que constitui a base de um processo de auditoria de fornecedores de moldagem por injeção .
Equipamentos CNC e CMM de alta precisão
Cada máquina CNC e CMM deve ter um valor superior a US$ 250.000 e precisão de posicionamento ≤ ±0,003 mm . Tal requisito garante que a geometria aeroespacial — nervuras finas, raios de canto agudos e cavidades profundas — possa ser usinada na primeira tentativa. Se o fornecedor não possuir essa capacidade, seus componentes aeroespaciais não poderão atender aos padrões de moldagem por injeção exigidos para o setor aeroespacial .
Disponibilidade de dados SPC e CPK em tempo real
Exija relatórios de controle estatístico de processo em tempo real com CPK ≥ 1,67 para dimensões críticas. Isso fornece evidências objetivas de que o processo permanece estável ao longo dos ciclos de produção, e não apenas na inspeção da primeira peça. A ausência dessas evidências significa que a comparação convencional de custos de moldagem mascara o risco real de alterações dimensionais durante o ciclo de produção, colocando sua linha de montagem em perigo de ser interrompida.
Certificação IATF 16949 ou AS9100D
Confirme se o fornecedor possui certificação AS9100D (aeroespacial) ou IATF 16949 (automotiva) , incluindo o escopo da certificação para moldagem por injeção. Fornecedores que não possuírem um manual de qualidade impresso serão desqualificados, visto que as auditorias exigem um sistema corretivo documentado. Por meio desse sistema, a capacidade do processo de moldagem por injeção fica sujeita à auditoria externa.
Utilize os três critérios acima — valor do equipamento ≥ US$ 250 mil, CPK ≥ 1,67 e certificação AS9100D — para identificar fornecedores qualificados que possam fornecer serviços confiáveis de moldagem por injeção para sua empresa. Dessa forma, você garante a rastreabilidade e a previsibilidade da certificação de qualidade da moldagem por injeção . Assim, seu programa aeroespacial não sofrerá atrasos ou não conformidades decorrentes de ferramentas de baixo custo.
Divisão Aeroespacial da LS Manufacturing: Carcaças personalizadas de PEEK para drones entregues em 8 dias por meio de ferramental rápido.
Uma empresa global de drones precisava redesenhar a carcaça de PEEK em 12 dias devido a alterações no projeto, enquanto moldes convencionais de aço levariam 25 dias. O atraso no lançamento do produto poderia custar à empresa mais de um milhão de dólares; portanto, um processo completamente novo, como a moldagem por injeção de alta temperatura , era necessário para atingir um ponto de fusão de 380 °C em 8 dias.
Desafio do Cliente
A carcaça do drone em PEEK tinha uma espessura de parede muito fina, de 0,8 mm . Além disso, exigia encaixes complexos e nervuras de reforço. Dois fabricantes de moldes anteriores estavam convencidos de que a fabricação convencional de moldes de aço não suportaria essa peça na temperatura de fusão exigida de 380 °C ; isso levaria pelo menos 25 dias, o que ultrapassou em muito os prazos do cliente.
Solução de fabricação LS
Em apenas uma hora, a simulação DFM revelou as fontes do problema de aprisionamento de gás. Na terceira iteração da análise de fluxo, a comporta lateral original foi convertida em uma comporta em leque para evitar linhas de tensão induzidas por cisalhamento em todas as superfícies visíveis.
Para proporcionar uma transferência de calor superior à do aço, foi escolhida a liga de alumínio de alta qualidade Alumec 89, devido à sua condutividade térmica três vezes maior em comparação com o aço, em conjunto com a usinagem contínua de 5 eixos, 24 horas por dia , sem iluminação artificial.
A circulação de óleo quente em múltiplos canais manteve a temperatura do molde em 160 °C para a moldagem por injeção de paredes finas, a fim de atingir a estabilidade térmica necessária para o preenchimento completo e a cristalinidade.
Resultados e Valor
Com o upload do projeto 3D até o envio final, o molde foi construído e produziu 1.200 unidades de produção qualificadas em apenas 8 dias — uma redução impressionante de 65% em relação ao prazo de entrega usual da indústria, de 25 dias, para a fabricação de ferramentas de PEEK.
Uma inspeção completa em uma Máquina de Medição por Coordenadas (MMC) 3D garantiu que os furos de encaixe estivessem perfeitamente alinhados dentro dos requisitos de tolerância de ±0,015 mm .
Graças ao lançamento e à entrega pontual do produto, nosso cliente obteve um contrato de US$ 5 milhões , confirmando a moldagem por injeção de PEEK com ferramental de alumínio de fabricação rápida.
Conforme ilustrado acima, a moldagem por injeção não leva 25 dias. de carcaças de PEEK de 0,8 mm , caso você tenha os materiais adequados (Alumec 89), sistema de injeção (ventilador) e controle de temperatura ( circulação de óleo a 160 °C ). Leva apenas 8 dias para entregar peças com padrão aeroespacial, garantindo lançamentos de programas sem riscos, avaliados em milhões de dólares. Este é o tipo de expertise em engenharia que a LS Manufacturing oferece aos seus clientes.
Reduza o prazo de entrega da sua carcaça de PEEK de 25 para 8 dias. Para validar uma solução rápida de ferramental de alumínio para o seu projeto, entre em contato com nossa divisão aeroespacial para uma análise de viabilidade e um orçamento com prazo garantido.

Perguntas frequentes
1. Qual é a vida útil máxima garantida para ferramentas de prototipagem rápida em comparação com os serviços convencionais de moldagem por injeção?
Se ligas de alumínio de grau aeroespacial forem usadas para o projeto rápido de ferramentas, então pelo menos 10.000 a 50.000 ciclos são garantidos; alternativamente, se você optar por ferramentas de aço macio pré-endurecido, espere mais de 100.000 ciclos de injeção estáveis e precisos. Escolha a vida útil da ferramenta ideal para o seu projeto: 50.000 ciclos com alumínio ou mais de 100.000 com aço pré-endurecido. Para definir a estratégia ideal, entre em contato com nossa equipe de engenharia para uma análise de seleção de materiais e um orçamento específico para o seu projeto .
2. Quanto capital inicial pode ser economizado por meio de uma análise rápida do retorno sobre o investimento (ROI) na moldagem por injeção?
De acordo com análises e avaliações de engenharia, a produção rápida de ferramentas em pequenos lotes poderá economizar de 50% a 70% do investimento inicial em comparação com os moldes convencionais de aço temperado com múltiplas cavidades, quando forem fabricadas menos de 5.000 peças unitárias .
3. Os serviços de moldagem com prazos de entrega inferiores a 10 dias podem acomodar materiais retardantes de chamas como o UL94 V0?
Sim, o rápido processo de produção da LS Manufacturing funciona perfeitamente bem com plásticos de engenharia de nível de produção em massa , incluindo o Sabic Lexan PC, que possui classificação UL94 V0 para retardância à chama e é biodegradável, garantindo assim que os protótipos resistam a testes rigorosos de segurança contra incêndio e regulamentares em condições físicas adversas.
4. Por que os modelos convencionais de comparação de custos de moldagem são enganosos para a fabricação de baixo volume?
Como a maioria dos modelos de avaliação não leva em consideração os custos intangíveis envolvidos no prazo de entrega de 30 dias associado aos processos de fabricação convencionais , e também não considera os substanciais benefícios econômicos oferecidos pela moldagem rápida, especialmente na eliminação dos custos de mão de obra necessários para reconfigurar o molde e realizar testes em pequenos lotes.
5. Quais critérios devem ser detalhados em um orçamento para moldagem por injeção de dispositivos médicos com prazo de entrega curto?
Um orçamento preciso para um projeto rápido de moldagem por injeção para aplicações médicas precisa incluir informações sobre a rastreabilidade dos lotes de matéria-prima utilizados, a composição química do material do molde, o tempo necessário para o processo de DFM (Design for Manufacturing), um cronograma diário desde o primeiro teste do molde até o controle de qualidade final (FQC) na etapa de envio, além dos custos de conformidade da embalagem secundária em um ambiente de sala limpa.
6. Como um fabricante de ferramentas de alta velocidade controla as tolerâncias dimensionais padrão para componentes de PEEK?
A LS Manufacturing utiliza usinagem CNC de 5 eixos com notável rigidez do fuso e ajuste específico do processo. Quando combinada com o controle térmico conformal multicanal no molde, torna-se fácil para nós manter a coaxialidade das buchas de PEEK de alta temperatura com altíssima precisão de ±0,02 mm .
7. São permitidas modificações no projeto de engenharia após a configuração inicial de moldagem por injeção rápida personalizada?
Modificações certamente ocorrerão. Ao aproveitar as vantagens que as propriedades físicas dos moldes rápidos de alumínio oferecem, permitindo-nos realizar usinagem CNC de precisão micrométrica, tornou-se prática comum utilizarmos tolerâncias "à prova de metal". Isso nos permite fazer modificações rápidas e acessíveis em nervuras ou espessuras de parede em até 48 horas .
8. Sua estratégia para reduzir os prazos de entrega da moldagem por injeção inclui relatórios de testes não destrutivos?
Sem dúvida. O processo de produção acelerada de qualquer produto oferecido pela LS Manufacturing inclui relatório CMM (máquina de medição por coordenadas) gratuito sobre as dimensões geométricas, análise de materiais em conformidade com a RoHS (rogue-safety) gratuita e imagens de teste de raios X NDT (ensaio não destrutivo) gratuitas, garantindo a ausência de quaisquer vazios internos.
Resumo
A fabricação digital rápida de ferramentas não é algo barato para ser usado em casos isolados ; é um método de produção de alta tecnologia que supera o limite de 10 dias de ciclo e reduz significativamente o investimento inicial em produções de pequenos lotes. Graças à liga de alumínio Alumec 89 e às tecnologias de usinagem flexível de 5 eixos, a LS Manufacturing pode auxiliar empresas dos setores de drones e saúde com suas trocas de moldes, permitindo variações de até ±0,015 mm . Se você é um executivo que precisa equilibrar velocidade, custos e qualidade OEM, então definitivamente deve optar pelo serviço de moldagem por injeção digital rápida.
Não perca nenhuma oportunidade por causa de moldes demorados. Precisa de amostras de qualidade em até 10 dias? Envie-nos seu arquivo CAD 3D para receber uma análise DFM instantânea. Em apenas 2 horas após o envio dos seus dados, você receberá uma proposta incluindo a análise de fluxo e recomendações para a localização do ponto de injeção, juntamente com um orçamento competitivo para moldagem por injeção rápida .
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com

