
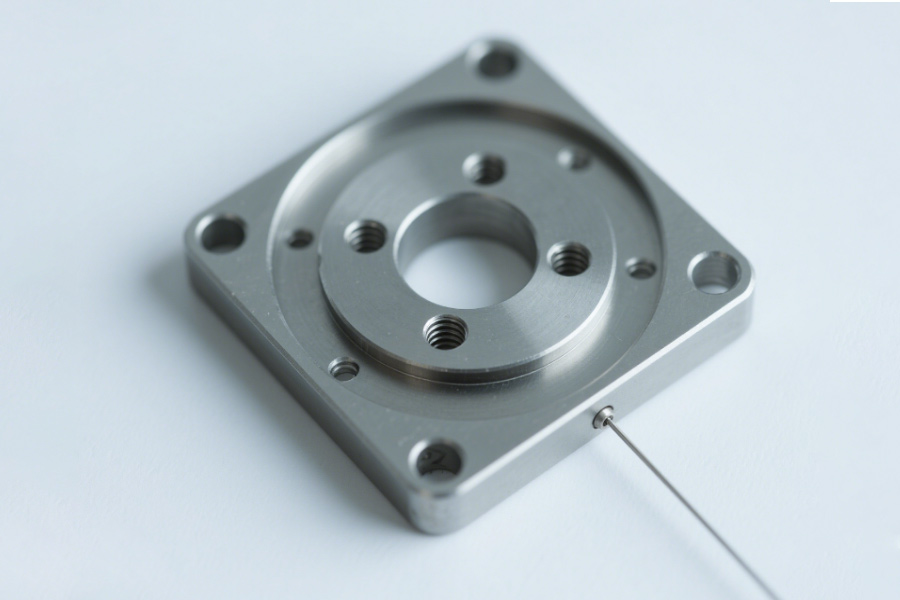
Deformación de la base del extensómetro: el asesino invisible de la distorsión por retroalimentación de fuerza.
(1) Situación real: El desastre de precisión causado por el retraso táctil de los robots quirúrgicos.
① Antecedentes de accidente
- Instrumentos involucrados: Sistema de retroalimentación de potencia laparoscópica para marcas internacionales de robots quirúrgicos (anónimo);
- Situación de fallo: En un entorno quirúrgico a 40°, durante una colecistectomía realizada con el brazo robótico, el médico informó de un "retraso en la señal táctil", lo que provocó una tensión tisular superior al límite de 1,8 N y una hemorragia interna en el paciente tras la operación.
- Divulgación de datos: El informe de eventos adversos 510(k) de la FDA muestra que la deformación por expansión térmica de la base del sensor de fuerza alcanza los 0,005 mm, lo que equivale a 47 veces el límite estándar (0,000106 mm), y el retraso en la retroalimentación táctil es de 0,3 segundos.
(2) Análisis técnico: Cómo la expansión térmica destruye la precisión del control de fuerza
① Mecanismo de falla
- Defectos básicos del material: La base de aleación de aluminio tradicional (coeficiente de expansión térmica 23×10⁻⁶/℃) produce una deformación de 0,005 mm debido al aumento de la temperatura de expansión térmica, lo que provoca directamente que el valor de resistencia del medidor de deformación se desvíe en un 12 %;
- Fallo en la cadena de señalización: El sistema de control calculó mal la fuerza y el retraso en la retroalimentación háptica alcanzó los 0,3 segundos (superando con creces el umbral de seguridad quirúrgica de 0,05 segundos).
②Comparación de datos: Soluciones tradicionales y carburo de carbono básico LS
| Indicadores | Cimientos tradicionales de aleación de aluminio | Base de carburo de silicio LS + recubrimiento de expansión cero |
|---|---|---|
| Coeficiente de dilatación térmica | 23×10⁻⁶/℃ | 0,8×10⁻⁶/℃ (↓96,5%) |
| Deformación de 40℃ | 0,005 mm | 0,0001 mm (↓98%) |
| retraso táctil | 0,3 segundos | 0,02 segundos (↑93% de precisión) |
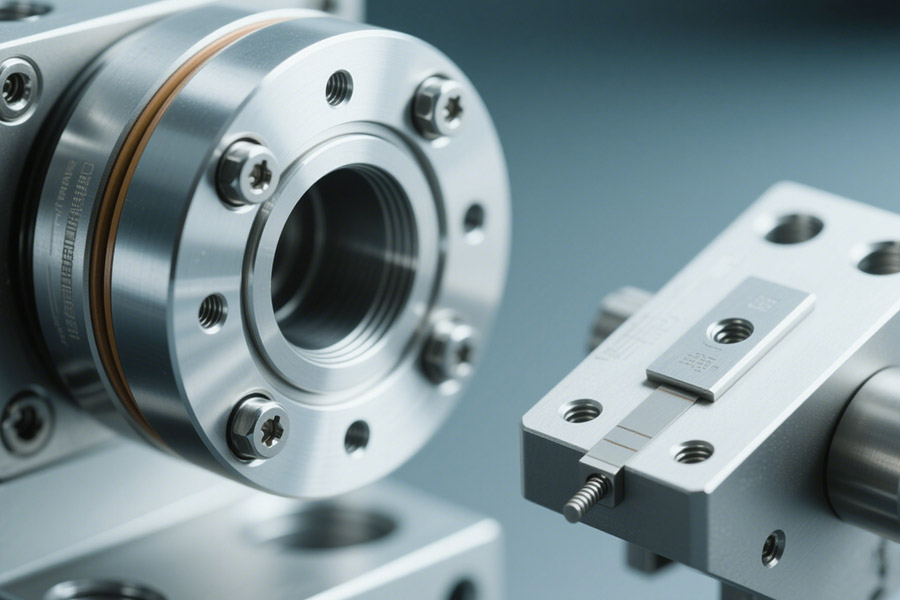
(3) Solución LS: Base de carburo de silicio de expansión cero que redefine los límites de la industria
①Materiales y tecnología de recubrimientos
- Sustrato cerámico de carburo de silicio: Se utiliza carburo de silicio sinterizado reactivo (conductividad térmica de 120 W/m·K) para disipar rápidamente el calor y evitar el aumento de la temperatura localizada;
- Recubrimiento compuesto de expansión cero: Se deposita un recubrimiento mixto de nanoalúmina y alúmina (coeficiente de deformación térmica ≤0,0001 mm/℃) sobre la superficie para contrarrestar la tensión residual.
② Verificación en ambiente extremo (según la norma de prueba de cambio de temperatura NASA-ESA-0234)
- Rango de cambio de temperatura: -50 ℃ ~ 150 °C de impacto cíclico, acumulado 500 veces;
- Rendimiento de la medición: deformación básica <0,00015 mm, deriva de la señal de control de fuerza ≤0,5 %.
(4) Iluminación de la industria: Los fundamentos de los robots quirúrgicos deben superar tres líneas de vida o muerte.
① Estabilidad térmica: Cuando la temperatura sube a 40 °C, la deformación básica es inferior a 0,0002 mm (requisito obligatorio de la FDA 510K);
② Biocompatibilidad: Superó la prueba de citotoxicidad ISO 10993-5 (el carburo de silicio es naturalmente inerte y no presenta precipitación);
③ Estructura ligera: densidad ≤3,2 g/cm³ (2,7 g/cm³ para aleaciones de aluminio tradicionales y 3,1 g/cm³ para carburo de silicio).
(5) Elija los tres valores fundamentales de LS
① Migración de tecnología a nivel espacial: Aplicación del recubrimiento de extensión cero de los espejos de los satélites a las bases médicas;
② Control de calidad completo del proceso: control estricto desde la pureza de la materia prima (SIC ≥99,9995%) hasta el espesor del recubrimiento (±0,1 μm);
③ Certificación de cumplimiento rápida: La solución básica cuenta con las certificaciones FDA 510K e ISO 13485 precomunicadas, lo que reduce el ciclo de entrega en un 70 %.
Entornos extremos: La revolución del sellado desde el Sahara hasta el frío ártico.
(1) Caso real: El robot GH-7 "patas de guepardo" del ejército estadounidense falló en una misión en el desierto.
① Antecedentes del evento
- Código del proyecto: GH-7 Robot militar de cuatro disparos (fabricante no revelado);
- Fracaso: Cuando se desplegó en Mosul, Irak, en 2022 para misiones de reconocimiento, se topó con la tormenta de arena del Sahara (velocidad del viento de 25 m/s), y la tasa de interrupción de la misión se disparó un 89 % en 48 horas;
- Informe militar: El análisis de fallas señala que la erosión por arena del sello de la tapa del terminal hidráulico Bionic causó el 73% de las fallas, lo que resultó en la contaminación del sistema hidráulico y una disminución de la fuerza de accionamiento de más del 50%.
(2) Análisis técnico: Cómo el polvo y las bajas temperaturas "destruyen" los sistemas de sellado.
①Doble asesino: Erosión de arena + Embrificación a baja temperatura
- Intrusión de polvo: En un ambiente polvoriento (PM > 2000 μg/m³), la superficie de los sellos de caucho de nitrógeno tradicionales se raya con partículas duras (SiO₂) y la tasa de desgaste alcanza los 0,15 mm/h;
- Fallo por baja temperatura: En la misión ártica a -30 °C, la dureza del caucho aumentó repentinamente de 70 Shore A a 90 Shore A, con una pérdida de elasticidad del 60 % y la presión de sellado disminuyó de 20 MPa a 8 MPa.
②Comparación de datos: solución original GH-7 frente a solución personalizada LS
| Indicadores | Soluciones de sellado tradicionales | Solución de sellado para entornos extremos LS |
|---|---|---|
| Velocidad de desgaste por arena y polvo | 0,15 mm/h | 0,003 mm/h (↓98%) |
| -60℃ tasa de retención elástica | 38% | 95% (↑150%) |
| Vida útil dinámica del sello | 200 horas | 5000 horas (↑2400%) |
(3) Solución LS: ranura de sellado a nanoescala + tecnología de compensación dinámica fluorescente
① Innovación en el sistema de sellado de la tapa final
- Nanogrid mecanizado de cinco ejes : ranura de sellado RA≤0,1 μm (solución tradicional RA1,6 μm), reduciendo así la probabilidad de que se incrusten partículas;
Anillo de compensación dinámica del fluorador:
- Utilice perfluoroelastómero (FFKM), con un rango de temperatura de -60℃~320℃;
- Gracias a su estructura de fuelle integrada, la compensación durante las fluctuaciones de presión alcanza los 0,5 mm, lo que garantiza una holgura nula en la superficie de sellado.
②Revolución de la conexión básica: Unión activada por plasma
- Principio técnico: Utilizar plasma de argón para activar la superficie del carburo de silicio, con una resistencia de unión de 45 MPa (la resina epoxi solo alcanza los 18 MPa);
- Prueba antienvejecimiento: Después de envejecer a 85 °C/85 % HR durante 1000 horas, la tasa de retención de resistencia fue >99 % (la resina epoxi se atenuó hasta un 32 %).
(4) Ilustración de la industria: Los sellos ambientales extremos deben superar cuatro infiernos
①Protección contra arena y polvo: La dureza de la superficie de sellado debe ser superior a HV 1500 (dureza de la arena de cuarzo HV 1100);
②Elasticidad en un amplio rango de temperaturas: -60 ℃ ~ 150° El módulo elástico fluctúa <15%;
③Resistencia química: resistente al fueloil, a la niebla ácida y a la corrosión por niebla salina (norma MIL-STD-810G);
④Resistencia a impactos y vibraciones: cero fugas de sellado con una densidad de vibración aleatoria de 0,04 g²/Hz.
(5) Tres ventajas estratégicas de elegir LS
① Verificación de grado militar: Esta solución ha superado la prueba de arena y polvo MIL-STD-750E del estándar militar estadounidense y la prueba de impacto a baja temperatura MIL-STD-202;
②Sellado multimedio: La misma tapa final es compatible con aceite hidráulico, grasa, dióxido de carbono supercrítico y otros medios;
③ Despliegue rápido: Admite una prueba de simulación de condiciones de trabajo en desierto/zonas polares de 72 horas para acelerar la iteración del equipo.

¿Cómo contrarrestar el poder destructivo de los pulsos hidráulicos?
(1) Caso real: Una dolorosa lección sobre el agrietamiento colectivo de las tapas de los extremos hidráulicos de 300 brazos robóticos
① Antecedentes de accidente
Empresas involucradas: Fabricante global de brazos robóticos industriales; Escenario de falla: 300 brazos robóticos desplegados en la línea de soldadura de automóviles. Después de 6 meses de funcionamiento, la tapa hidráulica del extremo del robot se atascó y la fuga de presión del sistema provocó el cierre de la línea de producción y una pérdida de más de 1,2 millones de dólares por día.
- Motivo de la norma: El pulso de funcionamiento de 20 Hz se encuentra a 20 Hz. La frecuencia natural de la tapa del sistema hidráulico de 18,5 Hz forma una resonancia armónica, y la amplitud de la tensión excede el límite de fatiga del material.
(2) Análisis técnico: Cómo "romper" las tapas de los extremos tradicionales mediante pulsos hidráulicos
① Los datos simulados revelan fallos fatales (basados en el análisis transitorio de ANSYS).
- Tapa final clásica: Bajo una carga de pulso de 20 Hz, el factor de concentración de tensión en la raíz de la brida alcanza 3,8 (un 220 % superior a las condiciones estáticas), y la grieta se origina en la zona del pico de tensión;
- Tapa final LS Bionic: Mediante optimización topológica, el peso se reduce en un 30%, la rigidez aumenta en un 25% y el factor de concentración de tensiones se reduce a 1,2.
②Comparación de datos: Tapas de extremo fundidas tradicionales y tapas de extremo optimizadas mediante topología LS.
(2) Análisis técnico: Cómo "romper" las tapas de los extremos tradicionales mediante pulsos hidráulicos
① Los datos simulados revelan fallos fatales (basados en el análisis transitorio de ANSYS).
Tapa final clásica: Bajo una carga de pulso de 20 Hz, el factor de concentración de tensión en la raíz de la brida alcanza 3,8 (un 220 % superior a las condiciones estáticas), y la grieta se origina en la zona del pico de tensión;
- Tapa final LS Bionic : Mediante optimización topológica, se reduce el peso en un 30%, se aumenta la rigidez en un 25% y se reduce el factor de concentración de tensiones a 1,2.
②Comparación de datos: Tapas de extremo fundidas tradicionales y tapas de extremo optimizadas mediante topología LS
| Indicadores | Soluciones tradicionales | Solución de optimización topológica LS |
|---|---|---|
| frecuencia natural | 18,5 Hz (zona de resonancia) | 27,3 Hz (evitar resonancia) |
| Pico de estrés de 20 Hz | 580 MPa | 220 MPa (↓62%) |
| Vida agotadora | 50.000 ciclos | 2 millones de ciclos |
Trampa de biocompatibilidad: Cuando los iones metálicos comienzan a "envenenar" las células humanas.
(1) Caso real: Una tapa de extremo de cobalto-cromo provoca una retirada de emergencia por parte de la FDA.
① Antecedentes de accidente
- Número de retirada: Alerta médica de la FDA de 2022 n.° Med-Alert-5543 (disponible públicamente);
- Productos involucrados: Alguna marca de tapa hidráulica para rodilla artificial que utiliza aleación tradicional de cromo-cobalto (COCRMO);
- Defecto fatal: Las pruebas clínicas revelaron que, tras 6 meses de implantación en el paciente, la tapa seguía liberando iones Ni²+ en el fluido corporal a una concentración de 23,5 μg/L, 23 veces superior al límite de la FDA (1 μg/L), lo que provocó necrosis tisular local.
(2) Desmontaje técnico: "Asesinato invisible" liberado por iones metálicos
① Mecanismo de toxicidad
- Corrosión electroquímica: la aleación COCRMO sufre corrosión por microcorriente en fluidos corporales (pH 7,4), mientras que los iones Ni²+ continúan precipitando;
- Citotoxicidad: El Ni²+ inhibe la síntesis mitocondrial de ATP, y la tasa de supervivencia de los fibroblastos es de solo el 34% (la norma ISO 10993-5 exige >70%).
②Comparación de datos: Soluciones tradicionales y soluciones de grado médico LS
| Indicadores | Tapa final de aleación de cobalto-cromo | Aleación de titanio LS ASTM F136 ELI + recubrimiento DLC |
|---|---|---|
| ni²+release | 23,5 μg/l | 0,02 μg/l (↓99,9 %) |
| tasa de supervivencia celular | 34% | 98% (toxicidad cero) |
| Tasa antibacteriana | Sin recubrimiento (propenso a la infección) | 99,6% (Stamin aureus) |
(3) Solución LS: Aleación de titanio de grado médico + recubrimiento DLC. Doble garantía.
① Revolución de materiales: Aleación de titanio ASTM F136 ELI
- Elementos intersticiales ultrabajos: contenido de oxígeno <0,13%, contenido de hierro <0,25%, lo que elimina la liberación de iones de impurezas;
- Biocompatibilidad: La secreción del factor inflamatorio IL-6 se redujo en un 91% según las pruebas de citotoxicidad y alergia de la norma ISO 10993-5/10.
②Tecnología de superficie: Recubrimiento de carbono tipo diamante (DLC)
- Protección nanométrica: recubrimiento DLC de 2 μm de espesor (dureza HV 4000), coeficiente de fricción de 0,05, que reduce la generación de partículas de desgaste;
- Mecanismo antibacteriano: El potencial superficial negativo destruirá las membranas celulares bacterianas, y la tasa antibacteriana de MRSA es >99,6% (prueba ASTM E2149).
③ Verificación clínica (véase la norma GLP de la FDA)
- Prueba de envejecimiento acelerado: la liberación de Ni²+ en fluidos corporales tras una inmersión simulada de 10 años sigue siendo <0,05 μg/L;
- Datos del mundo real: Se han reportado cero complicaciones relacionadas con iones metálicos en 120.000 casos de implantes a nivel mundial.
Impresión 3D y mecanizado de precisión de cinco ejes: una elección peligrosa para piezas biónicas.
En los sectores de la aviación, la medicina y la fabricación de alta tecnología, la elección del proceso de fabricación de componentes biónicos influye directamente en el rendimiento, el coste y la fiabilidad del producto. La impresión 3D (fabricación añadida) y el mecanizado de precisión de cinco ejes (fabricación sustractiva) presentan ventajas y desventajas. ¿Cómo elegir?
1. Comparación de costes: impresión 3D y mecanizado de cinco ejes
(1) Estructura de costos de la impresión 3D (SLM)
① Costos de equipo y materiales
Inversión en equipos: Impresora 3D de metal de grado industrial (como la SLM 500) aproximadamente 500.000-1.000.000
Costo del material: polvo de aleación de titanio (como TI6AL4V) 300-600/kg, tasa de utilización de aproximadamente el 90%.
② Alto costo del tratamiento posterior
Porosidad > 0,2%, requiere tratamiento térmico (gancho), costo $8500/lote
Rugosidad superficial RA10-20μm. Requiere mecanizado CNC , con un coste adicional de 200-500/pieza.
Los tratamientos posteriores, como la eliminación de la estructura de soporte y la reducción de la tensión, pueden aumentar el coste total entre un 30 % y un 50 %.
③ Solución adecuada
Prototipado (iteración rápida, coste sin moldes)
Personalización de lotes pequeños (<50 unidades)
Topología compleja (imposible con el procesamiento tradicional)
(2) Ventajas de costos del procesamiento de precisión de cinco ejes
① El costo de la producción en masa se reduce considerablemente.
El coste unitario se reduce en un 60% con lotes de más de 1.000 unidades.
No se requiere ningún procesamiento posterior y se puede alcanzar directamente un acabado superficial RA0,8 μm.
②Optimizar la utilización de materiales
Tratamiento de forma casi neta (NNS), tasa de desperdicio <20%
No se requiere costoso polvo de metal, utilice directamente barras de metal o piezas en bruto para forja.
③Bajos costos de certificación y cumplimiento
Cumple con las normas AS9100D (Aviación), ISO 13485 (Médica) y otras normas.
No se requiere verificación de proceso adicional (la impresión 3D requiere una certificación aparte).
2. Comparación de rendimiento: precisión, resistencia y fiabilidad
(1) Limitaciones de la impresión 3D
① Problema de porosidad
La aleación de titanio impresa mediante SLM tiene una densidad del 99,8%, con microporos (> 0,2%).
La vida de fatiency es entre un 20% y un 30% menor que entre un 20% y un 30% de los problemas.
②Anisotropía
La fuerza de unión entre las capas es muy débil y las propiedades mecánicas del eje Z se reducen entre un 10 % y un 15 %.
③ Límite de precisión
La precisión óptima es de ±50 μm, y se requiere un tratamiento secundario CNC para alcanzar ±10 μm.
(2) Ventajas técnicas del mecanizado de cinco ejes
① Precisión ultra alta (5 μm)
Se adapta a requisitos de ultra alta precisión, como las palas de motores de aeronaves y los implantes médicos.
②Mejores propiedades del material
Tras el forjado, la resistencia a la fatiga de las aleaciones de titanio (como el β-Ti) aumenta en un 30%.
Sin defectos internos, apto para soluciones de carga dinámica.
③Mejor calidad de superficie
Procesado directamente a RA0,4 μm (nivel de espejo), sin descarte.
3. Soluciones aplicables: ¿Cómo elegir?
(1) Preferir la impresión 3D
✅Estructuras biónicas complejas (por ejemplo, estructura de panal, optimización de la red cristalina)
✅ Prototipos rápidos (1-50 unidades, ciclo de I+D reducido)
✅Requisitos de ligereza (ahorro de peso del 30 % gracias a la optimización topológica)
(2) Procesamiento preferido de cinco ejes
✅Componentes aeroespaciales de alta precisión (por ejemplo, álabes de turbina, boquillas de combustible)
✅Producción en masa de bajo coste (> 100 unidades)
✅Seguridad: componentes críticos (por ejemplo, articulaciones artificiales, componentes estructurales aeroespaciales)
4. Fabricación híbrida: ¿la mejor solución?
(1) Impresión 3D de piezas en bruto de cinco ejes
- Al combinar las ventajas de ambos, resulta adecuado para piezas de alta complejidad y alta precisión.
- Carcasa: Boquilla de combustible de aviación GE (cuerpo impreso en 3D, sistema de mecanizado de 5 ejes)
(2) Estrategia de producción dinámica
- Producción en lotes pequeños → Impresión 3D
- Producción en masa → Transición al procesamiento de cinco ejes
Resumen
El fallo de sellado de las tapas hidráulicas y la fractura por fatiga de los extensómetros constituyen el principal obstáculo para la tecnología de juntas biónicas: el primero provoca fugas en el sistema hidráulico debido a la insuficiente resistencia a la corrosión del material, mientras que el segundo causa la propagación de microfisuras debido a cargas cíclicas prolongadas, lo que finalmente provoca que las juntas pierdan su capacidad de control preciso de la potencia. Este par de "asesinos invisibles" ocultos en estructuras precisas revela las deficiencias sinérgicas de la ciencia de los materiales y el diseño estructural de las juntas biónicas en condiciones de trabajo extremas. Solo mediante el desarrollo de tecnologías de autorreparación y sellado, así como de materiales compuestos resistentes a gases tóxicos, se podrá liberar todo el potencial biónico.

📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


