
La elección entre roscado y fresado es un dilema clásico al que se enfrentan los fabricantes para lograr un equilibrio entre costes y calidad. El método de roscado convencional puede provocar la rotura de las brocas y la imprecisión de los resultados de las pruebas, mientras que, por otro lado, la técnica de fresado de roscas requiere un mayor desembolso económico.
Sin embargo, el inconveniente radica en la pérdida de un proceso sistemático para su evaluación. En algunos casos, esto conlleva la elección del proceso incorrecto, lo que a su vez genera gastos adicionales relacionados con el costo y la calidad. Evidentemente, se requiere una guía sistemática para diferenciar de forma sistemática entre los procesos de roscado y fresado . Para ahorrarle tiempo, a continuación se presenta una explicación detallada.

Roscado vs. Fresado: Guía rápida
| Aspecto | Golpeteo | Molienda |
| Costo | Costo de las herramientas | Alto costo de las herramientas |
| Velocidad | Tiempo de ciclo rápido | Tiempo de ciclo lento |
| Flexibilidad | Tamaño fijo | Una herramienta, varios tamaños |
| Precisión | Bien | Excelente |
| Riesgo | Alta rotura | Baja rotura |
| Lo mejor para | Alto volumen | Bajo volumen, alta precisión |
Incluso el roscado resulta muy beneficioso para la producción en masa, ya que permite una producción rápida con un coste unitario notablemente económico. En cambio, el fresado ofrece mayor versatilidad y una precisión dimensional superior. Además, las herramientas de fresado CNC suelen tener una vida útil significativamente mayor que un macho de roscar estándar, lo que las hace más adecuadas para la fabricación de componentes complejos o duraderos en series de producción más largas.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Existen cientos de artículos sobre roscado y fresado . ¿Qué diferencia a este artículo? Se basa en la experiencia, no en la teoría. Como representantes de LS Manufacturing, llevamos más de 15 años trabajando con aleaciones resistentes en lo que respecta al roscado y fresado . Nuestro equipo técnico conoce mucho más que las diferencias entre los procesos; utiliza este conocimiento para garantizar la fiabilidad de los componentes críticos que salen de nuestras instalaciones.
Los años de experiencia en la fabricación de más de 50 000 piezas personalizadas con roscado preciso nos han permitido identificar las prácticas más eficaces. Ya sea optimizando un ciclo de roscado en una pieza de titanio o sugiriendo fresas para su uso en la producción en masa, afirma el autor, contamos con experiencia en lo que funciona en relación con la calidad aeroespacial, la cual está estrechamente ligada a las estrictas especificaciones del International Aerospace Quality Group (IAQG) , también conocido como SAE International .
Las lecciones aprendidas aquí no son de origen académico. Son enfoques probados en la práctica, desarrollados al enfrentar desafíos reales en las industrias aeroespacial, médica y automotriz, donde la calidad del hilo es primordial. Con este espíritu, compartimos con ustedes toda esta valiosa experiencia para que aprendan de los errores y encuentren el equilibrio perfecto entre calidad, eficiencia y precio.
Figura 1: Proceso de fabricación CNC que muestra el roscado en detalle, vista de LS Manufacturing.
¿Cuáles son las diferencias fundamentales entre el roscado y el fresado en el mecanizado de roscas?
El método óptimo de roscado frente al fresado depende de varios factores, entre los que se incluyen el tamaño del lote, el nivel de procesamiento de la rosca , los materiales y el nivel de precisión. La técnica empleada por LS Manufacturing para comparar procesos permite a sus clientes elegir el que mejor se adapte a sus necesidades, en función de factores como el detalle de la rosca y la dureza de los materiales, lo que se traduce en una mejora media de la eficiencia del 35 % en los procesos de roscado.
| Característica | Golpeteo | Molienda |
| Proceso | Tipo: Formación/corte de rosca directamente con macho | Corte mediante trayectoria de herramienta programada |
| Costo de la herramienta | Bajo (por tamaño) | Fresa de extremo versátil de alta calidad |
| Tiempo de configuración | Rápido | Lento (se requiere programación) |
| Tiempo de ciclo | Rápido | Lento |
| Flexibilidad | Bajo (tamaño fijo por herramienta) | Alto (una herramienta para varios tamaños) |
| Idoneidad del material | Materiales dúctiles | Todos los materiales |
| Agujeros ciegos | Excelente | Bueno (requiere evacuación de virutas) |
| Calidad del hilo | Bueno (constante) | Excelente (alta precisión) |
| Riesgo de rotura de herramientas | Alto | Bajo |
| Mejor aplicación | Hilos sencillos de gran volumen | Hilos complejos de bajo volumen |
Se trata de una combinación de roscado y fresado , que depende totalmente de diversos factores. Para abordar este problema por completo, LS Manufacturing ha ideado un método totalmente nuevo de comparación de procesos que permite al cliente encontrar la solución óptima en función de parámetros como las especificaciones de la rosca y la dureza del material. Todo esto ha incrementado la eficiencia del fresado de roscas en un promedio del 35 %.

¿Cómo elegir entre los procesos de roscado y fresado en función de las características del producto?
La decisión de elegir entre roscado o fresado es crucial para los fabricantes, ya que esta selección de proceso afecta tanto a las características del producto como a los costos. Para tomar esta decisión, es necesario evaluar un conjunto de parámetros relacionados con el producto. La elección no se generaliza según la aplicación.
- Volumen de producción: En series de producción, el roscado suele ofrecer mayores ventajas económicas gracias a sus ciclos de trabajo más cortos, a pesar de la inversión relativamente alta en herramientas. Sin embargo, el fresado de roscas es más flexible para producciones pequeñas y prototipos, ya que permite cortar diferentes tamaños de rosca con una sola herramienta, con menor inversión en herramientas de preparación.
- Propiedades y dureza del material: La clase de materiales utilizados en este proceso incluye materiales dúctiles como el aluminio y el acero dulce. Los materiales duros incluyen el titanio y el acero, donde se utiliza el fresado de roscas . Para evitar la rotura de los materiales y obtener roscas de buena calidad, el fresado de roscas se considera esencial. La maquinabilidad de los materiales, así como la clase de la viruta formada, ayudan a determinar el tipo de proceso de fabricación.
- Especificaciones y complejidad de las roscas: Para geometrías sencillas, el roscado ofrece una gran velocidad de ejecución. Sin embargo, para geometrías más complejas, roscas de mayor diámetro o pasos no estándar, el fresado de roscas ofrece mayor flexibilidad en la programación.
LS Manufacturing ha desarrollado una herramienta de selección inteligente para evaluar estos factores y así elegir el proceso óptimo entre roscado y fresado . Dado que algunos factores dependen de las características del producto , los fabricantes pueden optimizar los costos entre un 20 % y un 30 % , manteniendo altos estándares de calidad, para tomar la decisión óptima sobre los procesos correspondientes.
¿Cómo se puede maximizar la rentabilidad en las soluciones económicas de perforación y fresado?
Para lograr un proceso de roscado y fresado rentable , la clave reside en identificar el punto de equilibrio óptimo entre el costo de la inversión y el potencial de optimización tanto del proceso de roscado como del de fresado . Todo se basa en el potencial de la velocidad de roscado, considerando al mismo tiempo la flexibilidad resultante en la optimización de costos mediante el uso de la solución económica .
Análisis de ingeniería de valor para la selección de procesos
En el contexto de LS Manufacturing, la ingeniería de valor se utiliza intensamente para determinar el costo de producción. Se ha observado que, en la producción en masa de roscas genéricas, el roscado resulta más rentable que otros procesos debido a la menor duración de los ciclos de producción. Sin embargo, en la producción de formas complejas o en volúmenes bajos, gracias a la versatilidad de los procesos de fresado de roscas, se observa rentabilidad a pesar de los altos costos de producción.
Enfoque híbrido para la producción mixta
La mayoría de las empresas manufactureras aprovechan la utilidad de combinar ambos procesos. El roscado se aplica a los componentes de volumen estándar, mientras que los componentes complejos se producen mediante fresado. Esto ayuda a optimizar los costos de producción de todos los componentes al determinar qué componentes se deben producir con cada proceso.
Gestión de la vida útil de las herramientas y optimización de procesos
Es importante maximizar la vida útil de las herramientas mediante el uso de parámetros adecuados, refrigerantes y un mantenimiento correcto. En LS Manufacturing, los sistemas de monitorización de procesos utilizados pueden ser útiles para supervisar el estado de las herramientas. Esto reduce el tiempo de inactividad y los costes de sustitución, contribuyendo significativamente a la optimización general de costes .
Para lograr un fresado de roscado rentable , es necesario adoptar un enfoque basado en datos que considere todo el proceso de fabricación. Mediante la ingeniería de valor y la combinación de soluciones, junto con herramientas optimizadas para la gestión del ciclo de vida, LS Manufacturing ayuda a sus clientes a lograr ahorros superiores al 25 % en los costos de fabricación.

Figura 2: Mecanizado de material azul con superficie iridiscente mediante fresa de roscado CNC por LS Manufacturing
¿Cuáles son las diferencias entre el roscado y el fresado en cuanto a precisión y eficiencia?
El roscado y el fresado son dos procesos de mecanizado fundamentales con características distintas en cuanto a precisión, eficiencia y rendimiento . El roscado se considera el mejor para el mecanizado de alta velocidad de roscas internas, pero presenta ciertas limitaciones en cuanto a precisión. En cambio, en el fresado de roscas se puede lograr una alta precisión mediante una programación compleja. En función del material y el volumen de producción, se puede elegir entre los distintos procesos de mecanizado.
| Aspecto | Golpeteo | Molienda |
| Exactitud | Limitado (±0,05 mm) | Alto (±0,01 mm) |
| Eficiencia | Rápido (paso único) | Más lento (varias pasadas) |
| Vida útil de la herramienta | Más corto | Más extenso |
| Flexibilidad | Bajo (tono fijo) | Alto (tono variable) |
| Programación | Simple | Complejo |
La diferencia entre el roscado y el fresado radica en las ventajas y desventajas que presentan para el usuario. Si bien la velocidad del roscado puede ser alta y el volumen de mecanizado elevado, la precisión del fresado es superior debido al menor desgaste de las herramientas en comparación con el roscado. La dureza de los materiales también se considera un factor determinante para elegir el fresado frente al roscado .
¿Cómo elegir el proceso óptimo entre roscado y fresado?
Se requiere un modelo de marco de decisión que considere un gran número de factores para elegir entre roscado y fresado . Se trata de una combinación de factores de producción y recursos que debe determinar la selección óptima entre las dos opciones, teniendo en cuenta la variabilidad en los beneficios a aprovechar. Es un método estructurado para la toma de decisiones que ofrece la solución a los problemas de decisión en casos como el de LS Manufacturing.
- Volumen de producción y tamaño del lote: Debido al menor tiempo de ciclo necesario para el roscado, este proceso es más recomendable para la producción en grandes volúmenes, mientras que la programación es relativamente más sencilla. La flexibilidad en la producción por lotes, así como en la producción de prototipos para productos especiales, también se puede lograr mediante el fresado. El punto de equilibrio para las especificaciones de material y rosca difiere en ambos procesos.
- Requisitos de precisión y calidad de la rosca: El fresado garantiza una precisión y un acabado superficial excelentes si se requiere una tolerancia de ± 0,01 mm o superior. Por el contrario, el roscado funciona correctamente si se tolera una precisión de ± 0,05 mm .
- Propiedades del material y maquinabilidad: Los materiales duros (HRC > 45) y otras aleaciones difíciles de mecanizar requieren fresado. Esto se debe a que evita roturas que podrían ocurrir durante el roscado. Además, facilita la obtención de roscas de alta calidad . El proceso de roscado es ideal para materiales blandos y no ferrosos. La dureza del material influye en la vida útil de las herramientas.
- Capacidad del equipo y tiempo de preparación: El roscado requiere habilidades específicas para lograr un buen rendimiento, sincronización del roscado y sincronización del husillo. Los requisitos de la operación de fresado incluyen requisitos para sistemas CNC que implican capacidad de interpolación helicoidal, además de la rigidez. Las especificaciones influyen en las capacidades del proceso.
- Consideraciones de costos e inversión en herramientas: La herramienta de roscado es más cara. Sin embargo, su vida útil es mayor al procesar materiales difíciles. La vida útil de la fresa es mayor que la de la herramienta de roscado. Además, ofrece ventajas en el roscado de múltiples tamaños . Todos los costos de producción de componentes incluyen los costos de las herramientas, la programación y el mecanizado.
Es necesario adoptar un enfoque integral al seleccionar entre los procesos de roscado y fresado . Esto se debe a que no existe una solución genérica para cada problema, ya que cada uno debe analizarse individualmente para determinar el marco de decisión más viable. Además, estas operaciones deben realizarse con maquinaria especialmente diseñada.
¿Cuáles son las ventajas técnicas del fresado de roscas en comparación con el roscado tradicional?
El proceso de fresado de roscas, en comparación con el roscado convencional, representa un avance tecnológico significativo que le confiere ventajas técnicas , convirtiéndolo en un proceso de mecanizado de vanguardia. Si bien el roscado convencional se ha utilizado durante décadas, el fresado de roscas presenta una superioridad técnica.
Precisión y acabado superficial superiores
La precisión dimensional que se puede lograr dentro del límite de tolerancia de ±0,01 mm mediante el proceso de fresado de roscas no se puede conseguir únicamente con el proceso de roscado , cuya precisión se sitúa en el rango de ±0,05 mm . Mediante la interpolación helicoidal, es posible ejercer un mayor control sobre la forma y el paso de las roscas para compensar la deficiencia del proceso de roscado .
Mayor flexibilidad y versatilidad
La fresa de rosca simple puede realizar múltiples tipos de roscas con sus respectivos pasos y diámetros, según la herramienta de corte disponible. Este proceso se puede utilizar tanto para roscas a la derecha como a la izquierda, así como para roscas internas y externas. En algunos casos, también se puede utilizar para roscas cónicas. No se requiere un macho de roscar específico para roscar con ciertas especificaciones.
Mayor vida útil de las herramientas y rentabilidad.
Las fresas para roscar resultan ser más duraderas que los machos de roscar. Su vida útil es de 3 a 5 veces mayor si el material es similar. En ocasiones, la mejora puede llegar a ser de hasta 10 veces . Si bien el costo inicial de la herramienta es mayor, su mayor vida útil y la reducción del tiempo de inactividad se traducen en un menor costo por pieza durante la producción.
Mayor fiabilidad del proceso
El fresado de roscas elimina el riesgo de rotura de la broca en la pieza, lo que puede provocar el descarte de componentes costosos. El proceso se ajusta fácilmente para compensar las dimensiones y el desgaste de la herramienta, manteniendo una calidad constante durante toda su vida útil. En agujeros ciegos, el fresado de roscas proporciona un mejor control de las virutas y elimina la necesidad de ciclos de roscado intermitente, reduciendo los tiempos de ciclo y mejorando la estabilidad del proceso.
Mejor rendimiento en materiales difíciles
Los materiales duros (HRC > 45, acero inoxidable, etc.) provocan un desgaste rápido en las brocas, lo que resulta en roturas frecuentes. Estos materiales también se pueden mecanizar eficazmente mediante fresado de roscas. La fuerza de corte y el par son menores en el fresado de roscas; por lo tanto, se prefiere para piezas de paredes delgadas propensas a roturas o deformaciones durante el roscado. Los cortes interrumpidos y los agujeros transversales también se pueden mecanizar con mayor eficacia que con el roscado.
El fresado de roscas frente al roscado convencional demuestra claramente las ventajas técnicas de este proceso avanzado en múltiples aspectos. Ya sea por la precisión del proceso, el acabado superficial o incluso la vida útil de las herramientas de corte, el fresado de roscas ofrece un mejor rendimiento en uno o más aspectos; por lo tanto, es el mejor proceso para realizar la tarea, aunque el coste inicial sea elevado, sus ventajas son superiores.
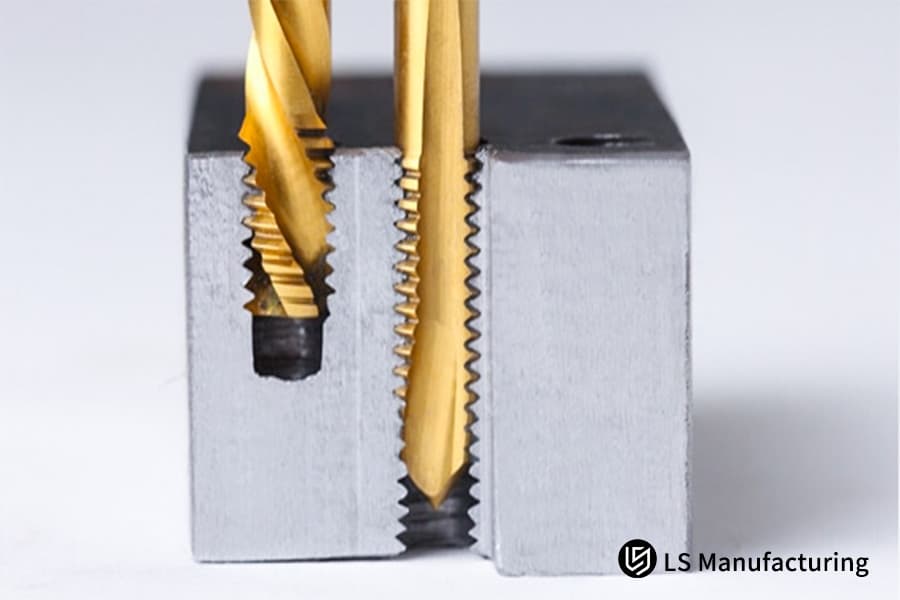
Figura 3: Proceso de roscado CNC que emplea una herramienta de ranura helicoidal de color arcoíris de LS Manufacturing.
¿Cómo afectan los parámetros clave del proceso de roscado CNC a la calidad del mecanizado?
El éxito del proceso de roscado CNC depende del control preciso de parámetros clave que influyen directamente en la calidad de la rosca y el rendimiento de la herramienta. La experiencia de LS Manufacturing ha demostrado que el mejor control posible de los parámetros críticos depende en gran medida de los materiales y las especificaciones empleados en el proceso de roscado.
Velocidad del husillo y sincronización
La velocidad del husillo debe estar correctamente sincronizada con la velocidad de avance. Es necesario asegurar que exista una relación adecuada entre las velocidades (Avance = Paso × RPM). Si la velocidad es excesiva, la herramienta se calentará, lo que provocará su desgaste. Si, por el contrario, funciona a una velocidad menor, la viruta adquirirá una forma indeseable, lo que incrementará la fuerza de corte. El rango de velocidad del husillo puede ser de 50 a 500 RPM .
Velocidad de avance y precisión de paso
La velocidad de avance sirve básicamente para controlar la precisión del paso de rosca y, por lo tanto, debe tener un valor que coincida exactamente con el avance del macho. Un avance excesivo provoca la rotura de la rosca o del macho por desgaste, mientras que un avance insuficiente produce roscas sobredimensionadas con una calidad superficial deficiente . Para el roscado rígido, la fórmula para determinar la velocidad de avance es paso × RPM . Para evitar errores en el paso debido a la desalineación, es necesaria una sincronización perfecta entre los dos ejes.
Aplicación de refrigerante y evacuación de virutas
La distribución del refrigerante es fundamental para la disipación del calor, la lubricación y la eliminación de virutas. En este sentido, se recomienda el uso de refrigerante a alta presión (10-15 bar) para orificios pasantes, mientras que para orificios ciegos se utilizan refrigerantes en aerosol o lubricantes. Un refrigerante inadecuado aumenta las probabilidades de formación de rebabas, endurecimiento por deformación y rotura de la herramienta, especialmente en aceros inoxidables y sus aleaciones resistentes al calor .
Control de profundidad y acoplamiento de rosca
La profundidad de la rosca debe tener en cuenta, además del acoplamiento de la rosca, la longitud del chaflán del macho. En el caso de agujeros ciegos, la profundidad de rosca programada deberá incluir la longitud del chaflán, además de una profundidad adicional de 1 a 2 pasos de rosca completa. Una profundidad insuficiente dará lugar a una rosca incompleta, mientras que una profundidad excesiva provocará la rotura del macho. Una longitud de chaflán adecuada proporcionará una profundidad de 3 a 5 hilos para un acoplamiento de rosca más suave.
Geometría de la herramienta y selección del recubrimiento
Su tipo geométrico, por ejemplo punta espiral, ranura espiral o ranura recta, debe corresponder a los requisitos específicos del trabajo. En los machos de punta espiral, las virutas se empujan hacia adelante en los agujeros pasantes y en los de ranura espiral se extraen en los agujeros ciegos. Las herramientas recubiertas con TiN, TiCN o TiAlN poseen buenas propiedades de resistencia al desgaste y a la fricción; por lo tanto, la vida útil de las herramientas puede aumentar de 2 a 3 veces .
Para lograr un impacto de calidad óptimo en el proceso de roscado CNC, es necesario optimizar adecuadamente los parámetros. La velocidad de corte, el fluido de corte, la profundidad de corte y otros factores clave requieren una combinación específica según el material. Una combinación adecuada de parámetros garantiza un impacto de calidad , prolonga la vida útil de la herramienta y reduce los costos de producción.
¿Cuáles son las diferencias específicas entre el roscado y el fresado en términos de costos de procesamiento?
Al calcular el costo del fresado frente al del roscado , cabe señalar que la curva de costos para ambos procesos no es idéntica. Es importante destacar que el análisis de costos no se limita a un análisis de costos sobre el análisis de costos. Se observa que el análisis de costos para el roscado y el fresado revela que la curva de costos depende de la cantidad.
- Inversión inicial en herramientas: Las herramientas de roscado cuestan entre 20 y 100 dólares por unidad , mientras que las fresas para roscar cuestan entre 200 y 800 dólares . No obstante, al utilizar fresas para roscar , es posible producir roscas de diferentes tamaños.
- Vida útil y reemplazo de herramientas: Esta es la vida útil de los machos de roscar para taladrar materiales duros. Su vida útil es de 100 a 500 agujeros . Sin embargo, esto requerirá reemplazo. Las fresas de roscar taladran de 1000 a 5000 agujeros antes de que sea necesario reafilarlas. La mayor vida útil del proceso de fresado compensa el trabajo de taladrado.
- Tiempo de ciclo y eficiencia: El roscado ofrece tiempos de ciclo más rápidos para el procesamiento en una sola pasada y es adecuado para altos volúmenes de producción. El fresado de roscas requiere procesamiento en múltiples pasadas y velocidades de avance más lentas. El fresado puede impedir otras operaciones de procesamiento, como el desbarbado.
- Configuración y programación: Los comandos G-code son suficientes para obtener una solución óptima para el proceso de roscado con muy poca programación. El fresado de roscas requiere la programación de interpolaciones helicoidales complejas. La producción de series pequeñas resulta mucho más económica con el proceso de roscado debido a sus elevados costes de configuración en comparación con el fresado de roscas . El tiempo de ciclo del proceso de roscado es muy prolongado.
- Calidad y costos de desperdicio: En el fresado de roscas, las roscas formadas son muy precisas y de buena calidad. Se ahorra tiempo de inspección, lo que supone un ahorro de costos. El roscado puede considerarse un proceso delicado, ya que, en algunos casos, puede producirse rotura. Al roscar materiales duros, pueden presentarse errores en las roscas.
Al comparar los costos de fresado y roscado de roscas, se ha demostrado que el roscado es superior para la producción de roscas estándar en masa; sin embargo, el fresado de roscas resulta más económico en la producción de gama media y en el procesamiento de materiales difíciles. Un análisis exhaustivo de costos, que considere todos los gastos directos e indirectos, es esencial para una comparación económica óptima.
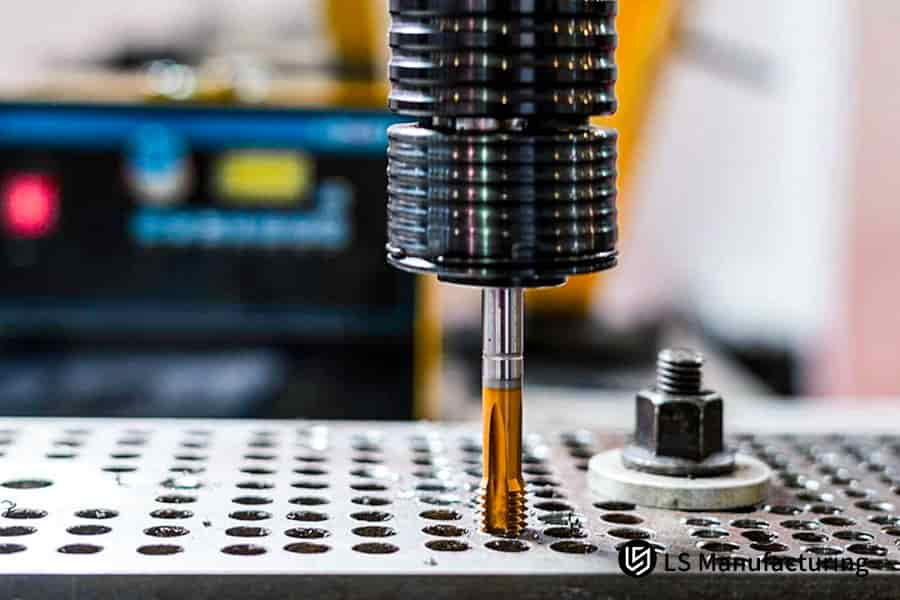
Figura 4: Instrumento de roscado CNC que produce roscas internas en material metálico por LS Manufacturing.
LS Manufacturing Industria de autopartes: Optimización del proceso de mecanizado de roscas de culatas de motor
LS Manufacturing se enfrentaba a una situación difícil en el sector de la fabricación de componentes para automóviles, pero logró transformarla mediante la mejora de procesos innovadores. En este caso práctico , la mejora estratégica de procesos se define como la implementación de iniciativas sustanciales de ahorro de costos, junto con mejoras en la calidad, para un proceso de producción de alto volumen.
Desafío del cliente
El principal problema que enfrentaba el mercado de repuestos automotrices era la producción de culatas de motor de aluminio y el mecanizado de roscas. Cabe destacar que el desgaste de las herramientas y la tasa de rechazo real del 8% , junto con un costo de calidad superior a 50 000 RMB , eran algunos de los factores que lo afectaban.
Solución de fabricación LS
El fresado de roscas completas se ha analizado en el proceso de ingeniería con el objetivo de sustituir el roscado en estas operaciones. Esto se logra mediante la selección de fresas de roscar adecuadas para su uso en aleaciones de aluminio, la creación de trayectorias helicoidales para interpolación y el ajuste de los factores de corte. Este proceso permite obtener roscas completas sin necesidad de configuraciones adicionales para eliminar roscas 6H.
Resultados y valor
Esto generó ahorros inesperados en varios parámetros. La vida útil de las herramientas aumentó un asombroso 300% ; por lo tanto, el gasto en herramientas es ahora insignificante a los niveles actuales. Los desperdicios por unidad disminuyeron del 8% a un sorprendente 0,5% ; esto afectó enormemente el rendimiento a la primera pasada. Lo más sorprendente es que esto resultó en un ahorro de costos de nada menos que 600.000 RMB por año; debido a esto, el gasto en este proceso en particular está justificado. Esto dio como resultado la formación de una alianza estratégica entre estos dos grupos.
LS Manufacturing es un ejemplo que demuestra el nivel de eficiencia de la técnica de optimización de procesos en relación con problemas específicos de fabricación y sus implicaciones generales para una empresa. El método de fresado de roscas , una técnica claramente avanzada en comparación con el roscado tradicional, proporcionó la solución a un problema específico, considerando la ventaja competitiva en términos de rentabilidad.
¿Sigues indeciso entre los procesos de roscado y fresado? Pues bien, estamos aquí para ayudarte a encontrar el proceso más adecuado para ti.

¿Cómo establecer un sistema científico de gestión de procesos para el mecanizado de roscas?
La gestión de procesos para la ejecución del proceso de enhebrado requiere un enfoque organizativo que garantice la eficiencia y la calidad. La implementación de un sistema de calidad con procedimientos operativos estandarizados es fundamental para lograr la eficiencia en procesos de alto volumen. Dichos sistemas implican un enfoque organizativo en la gestión de herramientas o parámetros para la implementación de mejoras en el proceso.
Procedimientos operativos estandarizados
En este sentido, es importante considerar la relevancia de las instrucciones de proceso en relación con el mecanizado de roscas. Debe garantizarse que todos los parámetros de proceso relacionados con las roscas, como la velocidad del husillo, la velocidad de mecanizado, el uso de refrigerante y la profundidad de corte, se tengan en cuenta en la estandarización para beneficio de los empleados de la organización.
Gestión y mantenimiento de herramientas
Es necesario contar con un sistema de gestión organizativa para las herramientas que permita controlar su vida útil y el momento de su reemplazo. Asimismo, se deben establecer estándares que ayuden a determinar si es necesario inspeccionar, reafilar o reemplazar las herramientas. Una gestión eficiente de las herramientas también contribuye a prevenir roturas inesperadas y a mejorar su tasa de utilización.
Control de calidad e inspección
Se integrarán los controles de calidad en el proceso de producción, desde la inspección de la primera pieza hasta la inspección final. Los calibres de rosca, los calibres de anillo y los comparadores ópticos son ejemplos de instrumentos de medición que se pueden utilizar. El control de procesos permite registrar los controles de calidad durante la producción y realizar verificaciones de capacidad.
La gestión eficaz de procesos requiere un enfoque integral que combine procedimientos operativos estandarizados con controles de calidad rigurosos. Mediante la implementación de una gestión sistemática de herramientas, controles de calidad periódicos y la mejora continua, los fabricantes pueden lograr una calidad de rosca uniforme, reducir costos y mejorar la eficiencia general de la producción. Este enfoque estructurado garantiza que los procesos de roscado se mantengan estables y cumplan con los requisitos de calidad en entornos de producción de alto volumen .
Preguntas frecuentes
1. ¿En cuál de los dos procesos, roscado o fresado, se elimina una menor cantidad de material?
El fresado de roscas también es aplicable en la producción de lotes pequeños . Esto se debe principalmente a que el fresado de roscas se realiza sin cambiar las herramientas y también a la flexibilidad en la programación.
2. ¿Sería mejor roscar o fresar en el caso del acero inoxidable?
También se recomienda emplear el fresado de roscas durante el mecanizado de acero inoxidable, ya que evita el endurecimiento por deformación, que puede producirse durante el proceso de roscado.
3. ¿Qué fórmula podría utilizar para calcular el ahorro de costes económicos derivado de la conversión de procesos?
Evaluación gratuita del proceso mediante análisis de costo-beneficio para determinar el retorno de la inversión del proceso de conversión.
4. ¿Cuál de los dos procesos es más preciso para el roscado de agujeros profundos?
El fresado CNC es el método preferido para el roscado en agujeros profundos, debido a la mejora que ofrece en la evacuación de virutas, la precisión y la resistencia a la rotura de la broca.
5. ¿Cómo equilibrar la precisión del procesamiento con el costo?
De esta forma, el análisis de ingeniería de valor nos lleva a un equilibrio entre el costo y la precisión del producto en cuestión. Si bien en el caso de una rosca de conexión normal se puede realizar el roscado, para un componente crítico se recomienda el fresado.
6. ¿Pueden ofrecer servicios de pruebas de procesos y producción de muestras?
Pruebas de proceso y fabricación de muestras gratuitas: para ayudar a los clientes a verificar el proceso real y seleccionar la mejor solución de proceso.
7. ¿Qué apoyo técnico se necesita para la introducción del nuevo proceso?
Con el fin de garantizar el correcto funcionamiento del nuevo proceso, ofreceremos asistencia técnica durante todo el proceso.
8. ¿Cómo contribuye una determinada técnica de enhebrado al control de calidad?
Mediante la implementación de la inspección en línea y el control estadístico de procesos (SPC), hemos establecido un sistema integral de monitoreo de calidad para garantizar una calidad de roscado estable y confiable. Para evaluar una fabricación rentable y confiable, haga clic aquí para obtener un presupuesto gratuito .
Resumen
Mediante la aplicación de métodos científicos de selección de procesos y un sistema de gestión de procesos , se puede mejorar significativamente la calidad y la eficiencia del proceso de roscado. Gracias a su amplia experiencia y conocimientos especializados, LS Manufacturing ofrece soluciones de proceso eficaces a sus clientes.
Póngase en contacto con nuestros expertos para programar una evaluación exhaustiva y gratuita de su proceso de enroscado actual, ya que evaluaremos sus necesidades de forma específica y, en particular, desde un punto de vista que tenga en cuenta estas cuestiones, con el fin de ofrecerle un asesoramiento experto que satisfaga sus necesidades en cuanto a sus requisitos de eficiencia y la calidad que busca.
¡Obtenga hoy mismo una evaluación gratuita de su solución de mecanizado de roscas, optimice sus opciones de roscado frente a fresado y ahorre hasta un 30 % en costes!
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


