Los servicios de fresado CNC suelen enfrentarse al dilema entre eficiencia y precisión. El fresado frontal , que es bastante eficiente, nunca puede ofrecer más que una precisión variable, mientras que el fresado periférico ofrece una alta precisión a costa de una menor tasa de aumento de la productividad que no alcanza los estándares de calidad ni supera el 25 % de incremento.
Sin embargo, esta debilidad del modelo se ha solucionado mediante el uso de la base de datos de parámetros de materiales desarrollada tras 20 años de experiencia en mecanizado en LS Manufacturing . Esto permite que el modelo de selección científica tenga en cuenta el parámetro óptimo para el procesamiento.
Guía de referencia rápida de servicios de fresado CNC
| Sección | Resumen del contenido clave |
| Introducción: El dilema central | La disyuntiva entre precisión y eficiencia se debe al proceso de fabricación. El fresado frontal es preciso y eficiente, pero no exacto; su precisión es baja. La precisión es muy alta, pero la eficiencia no lo es. Los datos inexactos generan consideraciones de costo/calidad que aumentan el costo o la calidad en un 25 % . |
| Análisis del problema (¿Por qué?) | Enfoque poco científico basado en la experiencia. Además, pasa por alto otros factores, como el material, la capacidad de la máquina, el volumen de producción o el tamaño del lote de producción. |
| Solución propuesta (Cómo) | Solución: Un modelo de selección basado en datos y fundamentado en 20 años de experiencia en mecanizado (LS Manufacturing). Para la selección se utilizan las condiciones de corte actuales y la vida útil prevista de la herramienta. |
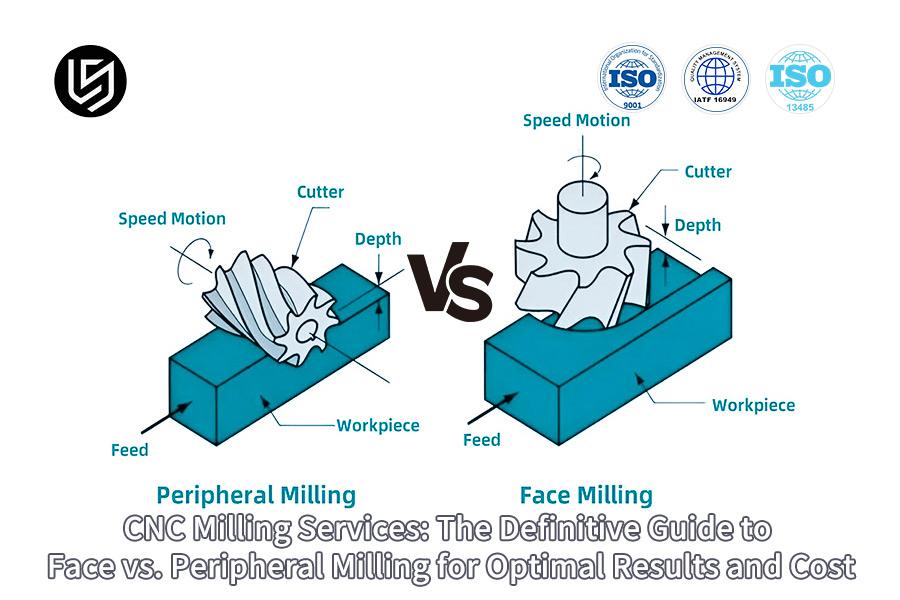
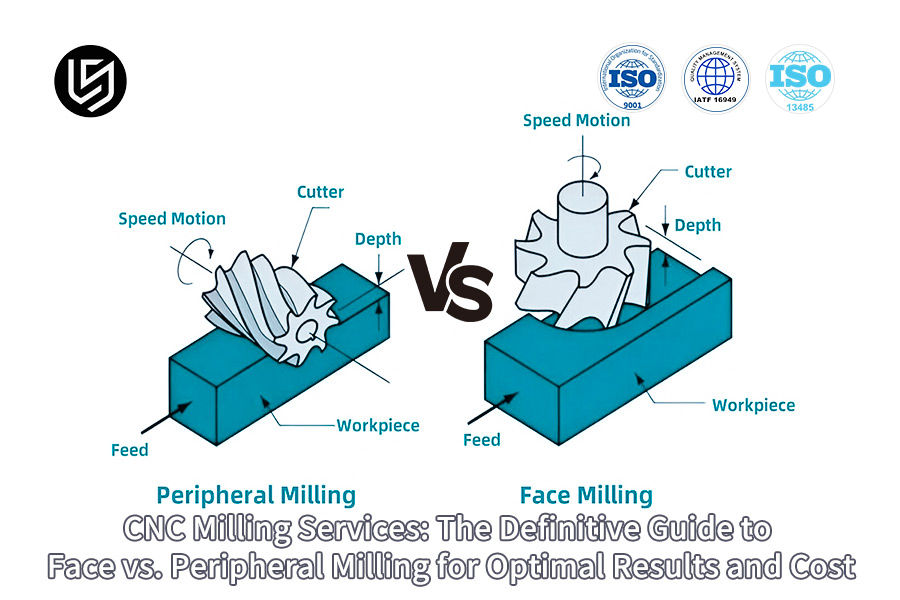
| Principios técnicos | Describe el proceso de corte de diferentes tipos de fresado . Fresado frontal (corte con la cara frontal), fresado periférico (corte con los bordes laterales). |
| Modelo de Selección Científica | Marco de referencia para la toma de decisiones basado en datos cuantitativos: objetivo principal (velocidad/acabado/ambos), material, tamaño del lote, potencia/rigidez de la máquina y requisitos de tolerancia/ acabado superficial . |
| Implementación y beneficios | Proceso: Introducción de parámetros de trabajo → El modelo analiza la base de datos → Sugiere el proceso y los parámetros de inicio más adecuados. Resultado: Máximo rendimiento, garantía de calidad y reducción de costes de prueba. |
| Estudio de caso / Validación | Ejemplo práctico de la diferencia entre la selección convencional y la basada en modelos para la aplicación dada. En este ejemplo práctico, se demuestra la eficacia del método basado en modelos para la aplicación del componente de acero. |
| Conclusión | Desde el arte de la intuición hasta la inteligencia de los datos, este enfoque garantizará que el proceso sea fiable y esté optimizado para cada proceso de molienda . Esto significa que la planificación de procesos dejará de ser un arte para convertirse en una ciencia. |
Resolvemos el problema crítico relacionado con el equilibrio entre eficiencia y precisión en la operación de fresado CNC , brindando al cliente la oportunidad de tomar una decisión bien fundamentada basada en nuestro modelo de datos para la selección, en lugar de estimaciones, reduciendo así directamente los costos en más del 25% y manteniendo la calidad de la pieza procesada y la máxima eficacia posible del equipo.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
La relevancia de esta guía radica en que el conocimiento que contiene se ha adquirido a lo largo de años de producción en masa. Hemos procesado componentes críticos para las industrias aeroespacial y médica, donde la precisión en los detalles es fundamental. Cada proceso se ha llevado a cabo conforme a las normas IATF 16949 y del Instituto Nacional de Estándares y Tecnología (NIST) .
Ya hemos fabricado miles de componentes fresados de difícil producción, y nuestro principal objetivo ha sido el uso del proceso de mecanizado CNC . Cada nuevo proyecto nos aporta más experiencia en la optimización de la trayectoria de las herramientas en el mecanizado de aleaciones duras, y también nos ayuda a mejorar nuestras soluciones, no solo basándonos en el conocimiento, sino también en nuestra experiencia.
En lo que respecta a nuestros servicios de fresado CNC de precisión , somos expertos en el sector. La exactitud y la repetibilidad son de suma importancia para nosotros. Independientemente de si va a fabricar una o varias unidades, nos comprometemos a cumplir con los más altos estándares, como IATF16949 y los estándares del Instituto Nacional de Estándares y Tecnología (NIST) . Esto nos permite ofrecerle el mejor componente disponible en el mercado.
Figura 1: Mecanizado de contornos precisos de piezas metálicas mediante fresado computarizado por LS Manufacturing.
¿Cuáles son las diferencias en la tasa de remoción de material entre el fresado frontal y el fresado periférico?
En el mecanizado de precisión, es fundamental tomar las decisiones correctas en lo que respecta a las operaciones de fresado. Este informe destacará la diferencia entre el fresado frontal y el fresado periférico de distintas piezas, con el fin de aclarar la importante diferencia que existe en la tasa de remoción de material . El objetivo principal de este proyecto es proporcionar resultados precisos.
| Característica | Fresado frontal | Fresado periférico |
| Herramienta principal | Fresa frontal de gran diámetro con cuchillas insertadas | Fresa de extremo con filos de corte laterales |
| MRR típico | 500 - 800 cm³/min | 200 - 350 cm³/min |
| Aplicación clave | Mecanizado de alta eficiencia de grandes superficies planas. | Operaciones de contorneado, ranurado y perfilado |
| Punto de referencia de eficiencia | 2,3 veces más rápido que el fresado periférico ( 200x200 mm ) | Menor tasa de eliminación volumétrica |
| Acabado superficial | Acabado estándar | Puede lograr un acabado superior (por ejemplo, Ra 0,8 μm ). |
Se podrá realizar una comparación de eficiencia entre los procesos de desbaste y mecanizado plano si los procesos elegidos se centran más en el fresado frontal debido a la alta tasa de remoción de material . El fresado periférico debe emplearse durante los procesos de acabado y mecanizado de contornos si la superficie mecanizada es de suma importancia. Este estudio proporcionará una base concluyente para mejorar los procesos de mecanizado.

¿Cómo seleccionar científicamente un proceso de fresado en función de los objetivos de mecanizado?
Un método eficaz para seleccionar el proceso de fresado más adecuado requiere un enfoque basado en datos para lograr una sinergia entre eficiencia, precisión e integridad superficial. Este informe describe un procedimiento para abordar la cuestión de cómo elegir el método de fresado utilizando los requisitos de procesamiento de forma gradual para convertirlos en procedimientos técnicos. El principal beneficio se obtiene mediante un enfoque cuantificable que transforma la decisión, pasando de una evaluación basada en el conocimiento a una matriz de decisión determinista.
Priorizar la remoción volumétrica para operaciones de desbaste.
En la remoción masiva de material en la superficie plana, el factor principal que acelerará el proceso de fresado será la tasa de remoción de material . Según la selección científica, el proceso de fresado se realizará mediante fresado frontal con una fresa de mayor tamaño. La velocidad de corte se ajustará entre 3 y 5 mm/s , y la velocidad de avance se mantendrá alta.
Seleccionar por complejidad geométrica y precisión en el semiacabado.
En el mecanizado de perfiles, ranuras y contornos complejos, la accesibilidad y el tamaño se convierten en el factor más importante, por encima del material. En este caso particular, la mejor solución sería el fresado periférico , realizado mediante la aplicación de una fresa frontal. Para lograr la máxima precisión, siempre es recomendable controlar el avance radial entre el 60 % y el 80 % del diámetro de la herramienta.
Optimización de la integridad superficial en las etapas de acabado.
Un acabado superficial limpio, Ra < 0,8 µm , requiere un procedimiento de mecanizado completamente diferente. Este procedimiento debe realizarse sin vibraciones ni deflexiones de la máquina. Por lo tanto, se debe realizar un fresado periférico , utilizar distancias de avance cortas ( 30-50 % del diámetro de la fresa) y trabajar a altas velocidades con profundidades de corte reducidas.
Es el único medio disponible para traducir los requisitos de procesamiento en optimización del proceso de mecanizado. Los ingenieros agradecerán la definición racional de las decisiones de proceso, que resolverá los problemas de rendimiento, tolerancia y acabado relacionados con dichas decisiones. La definición racional de las decisiones de proceso ofrece una superioridad técnica en lo que respecta a procesos de alto valor añadido para piezas mecanizadas, especialmente en la definición óptima del proceso.
¿Cómo puede el fresado CNC rentable reducir los costes mediante la optimización de procesos?
En la búsqueda constante de una ventaja competitiva sostenible, el fresado CNC rentable solo alcanzará su objetivo final mediante la optimización de procesos , no sacrificando la calidad. El informe describe un enfoque basado en datos para garantizar una reducción de costos a gran escala a través de la programación, la mejora de las herramientas y la optimización de procesos.
| Palanca de optimización | Acción técnica principal | Resultado cuantificable |
| Programación y trayectorias de herramientas | Aplicar métodos de programación de alta eficiencia: mecanizado trocoidal, mecanizado dinámico. | Reduce el tiempo de emisión sin cortes hasta en un 40 %. |
| Tecnología de corte | Herramientas recubiertas de alta calidad con avances y velocidades optimizadas. | Aumenta la velocidad de corte efectiva en un 30%. |
| Gestión de la producción | Implementar una programación inteligente y procedimientos de configuración estandarizados. | Aumenta la utilización de la máquina a más del 85 %. |
Para lograr una reducción real de costos del 20-35% , es necesario aprovechar estos tres pilares: la optimización de las trayectorias de las herramientas para reducir el mecanizado en vacío, el uso de herramientas de alto rendimiento y una planificación inteligente. La combinación de estos tres pilares es la clave para un fresado CNC rentable en entornos de fabricación competitivos y de alta calidad. Es fundamental centrarse en medidas técnicas, no solo en medidas de costos.

Figura 2: Fresado plano computarizado para lograr una calidad superficial superior del aluminio mediante LS Manufacturing.
¿Cómo garantiza la tecnología de fresado de alta precisión una calidad de mecanizado a nivel micrométrico?
Este fresado de producción, que requiere una precisión a nivel micrométrico, nunca puede realizarse de forma fragmentada, reaccionando a posteriori, sino únicamente como parte de un sistema integral que aborda de manera proactiva problemas como errores debidos a la expansión, la vibración o el desgaste de la herramienta de corte . Este modelo aborda un conjunto de problemas interrelacionados, garantizando un cierto nivel de calidad para una pieza de alto valor, dentro de tres áreas clave:
- Compensación proactiva de errores térmicos: La segunda fuente de errores importantes proviene de la deformación térmica en la maquinaria. En este caso, el sistema utiliza una red de sensores de temperatura instalada dentro del husillo, los husillos de bolas y la estructura. Esta red se emplea en el modelo de compensación de errores térmicos en tiempo real, que mantiene el error de posicionamiento en los ejes en ±0,005 mm frente al calor ambiental o interno.
- Control activo de vibraciones en origen: Seguimos un protocolo estricto para evitar vibraciones forzadas: Los portaherramientas y las herramientas de corte se preequilibran a G2.5/2.5 mm/s antes del proceso. En operaciones críticas donde pueden aparecer marcas de vibración, se utilizan portaherramientas amortiguados para reducir sustancialmente la amplitud de las vibraciones generadas por debajo de 2 μm , lo que garantiza un buen acabado superficial y una mayor vida útil de la herramienta.
- Metrología en proceso para control de bucle cerrado: Ofrecemos sondas táctiles y sistemas de ajuste láser de herramientas totalmente integrados en el proceso de mecanizado . Las sondas táctiles verifican las dimensiones geométricas de las piezas tras las operaciones clave, garantizando así un mecanismo de retroalimentación. El proceso asegura que la medición del error de desplazamiento y desgaste de la herramienta, con un 99,5 % de garantía de calidad , se realice sin interrumpir el proceso para su inspección.
Este marco detalla las medidas técnicas interconectadas y prácticas que implementamos para resolver los desafíos específicos de las técnicas de fresado de precisión . Nuestra ventaja competitiva radica en la aplicación integrada de modelos predictivos, mitigación de vibraciones a nivel de fuente y control de procesos basado en datos, lo que proporciona un sistema verificable y sostenible para una precisión a nivel micrométrico .
¿Qué parámetros técnicos clave se necesitan para lograr un rendimiento óptimo en el fresado?
Para obtener resultados de fresado óptimos , es necesario pasar de medidas generales de velocidad a un método orientado a la aplicación, desarrollado a partir de datos reales. En este documento, la descripción del método define los parámetros técnicos clave necesarios para cumplir con la tarea, considerando la relación de compromiso entre las tasas de remoción de material, la vida útil de la herramienta y la calidad de la superficie. El método se basa en tres pilares interdependientes:
Optimizar la velocidad de corte (Vc) para una maquinabilidad específica del material.
En consecuencia, la velocidad de corte se determinaría en función del material que se esté mecanizando. Por ejemplo, en el torneado de aluminio, la velocidad de corte sería alta, requiriendo velocidades de 8.000 a 12.000 rpm , para evitar que el material se adhiera a la herramienta de corte; mientras que en el torneado de acero, la velocidad de corte sería media, requiriendo velocidades de 1.500 a 2.500 rpm , lo que ayudaría a disipar el calor, corrigiendo así la rotura de la herramienta y la producción inadecuada de virutas.
Calibrar el avance por diente (fz) para controlar las fuerzas de corte y el acabado.
Determinamos la velocidad de avance por diente en función del acabado superficial deseado y de la rigidez de la herramienta de corte. Se prefiere una velocidad de avance mayor, como 0,2 mm por diente, durante el desbaste para lograr la máxima economía; mientras que, durante el acabado, se utilizará una velocidad de avance menor, como 0,1 mm por diente, para obtener un acabado superficial más fino.
Equilibrar las profundidades de corte axiales y radiales para un acoplamiento estable.
La profundidad de corte (ap) y el ancho de corte (ae) deben determinarse de manera que se logre un contacto estable con la herramienta de corte y un control preciso de la deflexión. Una profundidad de corte moderada de 0,5 a 1,5 mm y un avance radial del 30 al 50 % del diámetro de la herramienta en operaciones de fresado periférico de acero garantizarán un corte estable, eliminando así los riesgos asociados con vibraciones e imprecisiones dimensionales.
Para obtener resultados óptimos de fresado , es necesario determinar y validar los siguientes parámetros críticos para cada par material-herramienta: velocidad de corte, avance por diente y profundidad de corte. Esto se debe a que la optimización de estos parámetros técnicos influye directamente en la carga de viruta, el calor generado y las fuerzas que deben conducir a una optimización del proceso . Por consiguiente, esta guía técnica es la única solución que proporciona un fresado óptimo para ingenieros y profesionales de la fabricación crítica.
¿Qué estrategias especiales de fresado se requieren para obtener un acabado superficial de alta calidad?
Lograr una calidad superficial superior en el fresado va más allá de las trayectorias de herramienta estándar, requiriendo estrategias específicas para eliminar defectos y controlar la textura. Este documento detalla métodos de fresado de acabado superficial específicos que resuelven problemas concretos como líneas de escalón y rugosidad inconsistente, conformando una estrategia de calidad completa que integra el mecanizado con el tratamiento superficial final.
- Implementación de fresado en ascenso unidireccional: El fresado en ascenso se realiza de forma muy sistemática, lo que garantiza la uniformidad del proceso en cuanto a la formación de virutas y la desviación de las herramientas. Por lo tanto, satisface la necesidad de obtener un acabado superficial rugoso, como se mencionó anteriormente. Esto se debe a que permite alcanzar un acabado inferior a Ra 0,4 µm .
- Aplicación de modulación dinámica de parámetros: Durante las zonas de transición, se programa el suavizado de las trayectorias de la herramienta y la superposición de la velocidad del husillo y la velocidad de avance. Este método elimina los patrones armónicos de las marcas de referencia y, por lo tanto, resuelve el problema de las líneas de escalón para lograr un acabado impecable.
- Utilice herramientas de acabado específicas: En casos que requieran acabados ultrafinos con valores Ra de 0,1 µm o menos, se utilizan plaquitas limpiadoras o fresas de pulido con material limitado. Esto genera un efecto combinado de mecanizado y pulido que supera las desventajas de las herramientas convencionales para lograr acabados de espejo.
Esto habría implicado sistemáticamente el uso de fresado en concordancia, modulación de trayectorias de herramienta y fresas de acabado específicas para lograr un tratamiento superficial superior. De esta forma, mediante esta estrategia general de calidad , el fresado de acabado superficial se vuelve completamente predecible y un proceso de alto valor, además de ser imprescindible para la fabricación de piezas críticas donde la integridad superficial se convierte en un criterio esencial.

Figura 3: Mecanizado preciso de superficies de aluminio mediante fresado por control numérico computarizado por LS Manufacturing.
¿Cómo mejora la molienda de alta eficiencia la eficiencia de la producción mediante la innovación tecnológica?
El artículo se centra en metodologías que pueden adaptarse a tecnologías de fresado de alta eficiencia para resolver importantes desafíos relacionados con las tasas de remoción de material, la vida útil de la herramienta y la estabilidad del funcionamiento del sistema automático. La solución técnica principal se basa en la integración de innovaciones de los campos de la dinámica de mecanizado, la trayectoria de la herramienta y los sistemas automáticos.
Superación de las limitaciones térmicas y dinámicas en parámetros extremos
El simple aumento de las revoluciones por minuto del husillo giratorio solo provocaría un sobrecalentamiento. Este problema se solucionó mediante la implementación de una innovación tecnológica en la refrigeración del husillo y el aumento de la rigidez de la máquina. La máquina utiliza un sistema de refrigeración de doble circuito y un husillo giratorio con una velocidad máxima de 20 000 rpm. Se optimizó la base de la máquina mediante un análisis de elementos finitos.
Reducción del desgaste de la herramienta en el mecanizado de alta precisión mediante un control avanzado de la trayectoria de la herramienta.
La alta tasa de remoción de material afecta la tasa de falla de la herramienta de corte. En nuestro enfoque, los patrones convencionales llevaron al uso del fresado trocoidal . La herramienta de corte está siempre en movimiento y, por lo tanto, no genera calor. La vida útil de esta herramienta de corte aumenta en un 50% , ya que puede funcionar sin asistencia.
Garantizar la fiabilidad del proceso para la producción continua no tripulada.
La mejora de la productividad requiere la capacidad de operar y realizar actividades de forma continua. La solución incluyó el diseño de un sistema automático de cambio de palets y el uso de un sistema de medición en proceso. Este sistema permite la compensación automática de la herramienta y la medición de las piezas en cada ciclo. De esta forma, se garantiza que, en caso de errores o variaciones, las máquinas realicen ajustes o paradas automáticas para evitar dañar varias piezas.
Este análisis deja claro que hemos abordado el tema del mecanizado de alta productividad de forma estructurada, resolviendo problemas técnicos muy complejos. Esto se refleja en nuestro enfoque para incorporar tecnología de fresado de alta eficiencia , incluyendo la optimización de la máquina durante el movimiento, como parte de nuestro compromiso con la entrega de soluciones fiables y probadas para la innovación tecnológica .
¿Qué elementos de coste se incluyen en un presupuesto para servicios de fresado CNC?
Ofrecer un presupuesto preciso y justo para servicios de fresado CNC es un reto complejo, ya que los costes ocultos generan insatisfacción en el cliente y sobrecostes. Nuestra solución consiste en una estructura de costes rigurosamente diseñada que garantiza precios transparentes y ofrece un valor óptimo.
Desglosando los costos de los materiales mediante el abastecimiento estratégico y la optimización del rendimiento.
A diferencia de las compras de grandes volúmenes, nuestros precios incluyen más que solo el costo. Además, nuestro enfoque considera los datos geométricos de las piezas para evaluar el tamaño de la pieza en bruto y los contratos con los proveedores, así como los excedentes, para determinar el stock óptimo, teniendo en cuenta el tamaño de la pieza en bruto, que afecta los costos de los materiales, lo cual suele ser fundamental para llegar al punto más económico para el cliente en el caso de la ingeniería de valor.
Cálculo del tiempo real de máquina mediante simulación de procesos
El cálculo del tiempo de mecanizado puede resultar incorrecto. En nuestro trabajo, utilizamos software CAM para el proceso de producción virtual con el fin de simular el movimiento de las herramientas de corte. Esto nos ayuda a identificar cortes ineficientes, determinar la velocidad y el avance óptimos, y calcular el tiempo de mecanizado. De esta manera, podemos determinar el coste de mecanizado correcto sin errores ni sorpresas.
Cuantificación del desgaste de las herramientas mediante modelos predictivos específicos para cada material.
Otro coste variable importante que debe tenerse en cuenta es el de las herramientas. Contamos con fórmulas propias para calcular el desgaste, las cuales dependen del material de la pieza, el recubrimiento de las herramientas y nuestras variables de corte simuladas. Esto nos permite calcular el desgaste en términos de coste por unidad, considerando así el coste total y no solo el porcentaje del mismo.
Este documento define nuestro proceso analítico, desde la estimación inicial hasta la formulación de una cotización de ingeniería precisa y rentable. Analizamos y explicamos minuciosamente cada aspecto de los costos asociados al rendimiento del material y al desgaste predictivo de nuestras herramientas, lo que nos permite ofrecer a nuestros clientes precios transparentes y datos que validan nuestras cotizaciones como colaboraciones técnicas sólidas.

Figura 4: Mecanizado computarizado rápido para permitir procesos de fabricación económicos por LS Manufacturing
División Aeroespacial de LS Manufacturing: Proyecto de fresado de alta eficiencia para carcasas de motores
Este caso práctico detalla cómo LS Manufacturing resolvió cuellos de botella críticos en la fabricación para un cliente líder del sector aeroespacial, logrando un avance significativo en la eficiencia del mecanizado y la integridad de las piezas. El proyecto se centró en el fresado de alto rendimiento de una carcasa de motor de aleación de titanio , un componente en el que los métodos tradicionales no lograron cumplir con los estrictos requisitos de productividad y calidad superficial.
Desafío del cliente
Identificación del problema: El problema identificado es el cliente. Tienen problemas para mecanizar la carcasa del motor hecha de material Ti-6Al-4V utilizando procesos de mecanizado convencionales. Los problemas identificados son: No pueden cumplir con un tiempo de ciclo adecuado por pieza, que debería ser de 36 horas . Además, no pueden cumplir con el acabado superficial, que debería ser Ra 1.6µm .
Solución de fabricación LS
Nuestro equipo técnico ha desarrollado un nuevo proceso de fresado de alto rendimiento . Para ello, hemos utilizado el fresado frontal de alto rendimiento, ya que su tasa de remoción de material es de 400 cm³/min . Para el acabado, emplearemos el fresado periférico, debido a la precisión requerida en el contacto de la herramienta de corte y la generación de calor propias del proceso de mecanizado convencional.
Resultados y valor
El resultado ha ofrecido mejoras drásticas, medibles y cuantificables, como la reducción del tiempo de ciclo a 22 horas , lo que representa una asombrosa disminución del 39% , junto con el logro de un acabado superficial Ra de 0,8 µm , que supera las especificaciones. Además, el aumento en el costo de las herramientas se ha reducido en un 40% , cifras impresionantes. Esto ha generado ahorros para el cliente de más de 2 millones de RMB al año .
El proyecto, proveniente del sector aeroespacial, ha validado una vez más la capacidad de LS Manufacturing para abordar problemas complejos de fabricación y ofrecer soluciones mediante ingeniería de procesos avanzada. Pudimos aprovechar nuestra experiencia para crear e implementar una solución especializada con este cliente, basada en datos, para demostrar el valor de la mejora en términos de productividad del mecanizado y costo de fabricación.
¿Busca identificar los cuellos de botella en el fresado CNC de precisión ? Envíenos los requisitos de su pieza para recibir un plan de optimización de procesos personalizado.

¿Cómo se puede lograr una optimización integral de los procesos de molienda mediante la innovación de procesos?
Para lograr mejoras sustanciales en el fresado, es necesario ir más allá de las actualizaciones aisladas y adoptar un enfoque sistémico integral. Este documento detalla una metodología para la optimización integral , donde la innovación estratégica de procesos en herramientas, refrigeración y análisis de datos resuelve los desafíos interconectados de costo, medio ambiente y rendimiento para impulsar una creación de valor superior.
- Aplicación de recubrimientos avanzados para herramientas que mejoran la durabilidad: Según el material de la pieza, utilizamos y aplicamos capas protectoras especiales PVD y CVD (como recubrimientos AlTiN y DLC ). De esta forma, logramos resistencia al calor y al desgaste, lo que garantiza una vida útil de las herramientas un 100 % mayor al reducir las superficies desgastadas, incluidas las abrasivas y pegajosas.
- Implementación de sistemas de lubricación de cantidad mínima (MQL): El refrigerante por inundación se sustituye por un aerosol de lubricante, dosificado con precisión, que llega hasta el límite del corte. Esta innovación en el proceso de corte ha contribuido significativamente a la reducción del consumo y la eliminación de fluidos, lo que repercute directamente en la protección del medio ambiente.
- Utilizar análisis de datos para la optimización inteligente de parámetros: Reconocemos que el problema del mecanizado subóptimo por ensayo y error se resuelve mediante el uso de sensores, basándose en el rendimiento de los modelos, a su vez basados en los parámetros de entrada relacionados con otros valores, como el desgaste de la herramienta, propuestos en función de valores óptimos.
Para lograr una optimización integral , integre recubrimientos avanzados para herramientas, MQL y control de procesos basado en datos. Esta innovación sinérgica reduce directamente los costos operativos, minimiza el impacto ambiental y maximiza la productividad de la máquina. El marco proporciona una hoja de ruta validada para lograr la creación de valor sostenible en entornos de fabricación competitivos y de alta variedad .
Preguntas frecuentes
1. ¿En qué se diferencian los campos de aplicación del fresado frontal de los del fresado periférico?
En este caso, las superficies planas extensas se pueden procesar eficazmente mediante fresado frontal , mientras que el mecanizado de precisión de contornos complejos se puede realizar mediante fresado periférico. Entre estas dos alternativas, la elección de cuál realizar depende de la pieza que se esté procesando.
2. ¿Cómo evaluar las capacidades técnicas de un proveedor de fresadoras?
Esto también incluye una precisión de posicionamiento del equipo de ± 0,003 mm , una base de datos de procesos y un sistema de calidad. Se debe realizar una verificación de mecanizado de prueba.
3. ¿Qué método de fresado es adecuado para materiales de acero inoxidable?
Fresado frontal para desbaste a 800 rpm y fresado periférico para acabado a 1200 rpm , con abundante refrigerante.
4. ¿Cómo controlar la deformación durante el fresado?
Aplique procesos de mecanizado simétricos y controle las temperaturas de corte. El espesor de la estructura de pared delgada puede limitarse a 0,05 mm .
5. ¿De qué manera se podrían reducir los costos al trabajar con series pequeñas?
Es necesario optimizar la trayectoria de las herramientas para evitar movimientos innecesarios. Además, se recomienda usar herramientas genéricas. El costo de los lotes pequeños para LS Manufacturing está limitado a 1,2 veces el costo de los lotes grandes.
6. ¿Cómo se mantiene la consistencia durante los procesos de mecanizado por lotes?
En el control de procesos SPC, las características críticas deben cumplir con un CPK > 1,67 . El equipo debe estar calibrado para mantener la calidad en los lotes.
7. ¿Qué precauciones se deben tomar al calcular el fresado en materiales difíciles de mecanizar?
Parámetros de corte para aleaciones de alta temperatura: baja velocidad, alta velocidad de avance; revoluciones por minuto recomendadas: 600 rpm . El uso de materiales compuestos requerirá el uso de herramientas de corte especiales. Se deberán establecer ciertos parámetros en función de las pruebas de proceso.
8. ¿Qué tipo de costes se suelen pasar por alto al solicitar presupuestos para el fresado?
Esto incluye los costos indirectos de herramientas, programación, depuración e inspección de calidad. Para obtener un presupuesto preciso del proyecto sin cargos ocultos, puede solicitar una cotización de fresado CNC directamente a nuestro equipo de ingeniería para una evaluación profesional.
Resumen
La selección científica del proceso de molienda y las innovaciones tecnológicas siguen siendo factores importantes que se consideran esenciales para mejorar la eficiencia y la calidad del procesamiento de las empresas, al tiempo que se optimizan los costes.
Para soluciones profesionales de cualquier tipo de proceso de fresado, o incluso para obtener presupuestos gratuitos sobre otras soluciones de mecanizado de precisión, póngase en contacto con el equipo de fabricación de LS para cualquier consulta o necesidad. Nuestro equipo evaluará sus requisitos y le proporcionará una solución personalizada que se ajuste al presupuesto de su proyecto, en lo que respecta a procesos de fabricación de alta precisión.
¡Consigue hoy mismo tu solución de fresado CNC personalizada y libera el doble potencial de eficiencia y precisión!
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


