互联网上有许多有关埋头孔的资源。那么为什么要花宝贵的时间来阅读这篇文章呢?因为你不是理论家,而是实践者。在 LS Manufacturing,车间是我们的战场,我们要处理具有挑战性的金属成分、窄公差和棘手的几何形状,以生产我们所需的齐平安装。这不是理论,我们是这方面的专家,一丝不苟地符合职业安全与健康管理局 (OSHA)等机构的既定标准。
这意味着事关重大。对于航空航天设备,成型不当的埋头孔可能会导致结构强度减弱;对于医疗设备来说,它可能会影响无菌性,而对于汽车来说,它可能会导致故障。我们提供精密 CNC 加工,确保所有孔都具有准确的角度和深度,这项服务是通过对行业标准(例如 Gardner Business Media 提供的标准)进行全面评估而提供的。
Co-design Protocol: Preliminary CFD analysis informs optimal fastener location and countersink geometry to align with airflow.
Tolerance Mapping: Critical flatness tolerance values such as “≤0.05mm” have been established on the basis of their influence on drag coefficients.
Precision Execution for Seamless Integration
Unified Machining: Multi-axis CNC machining operations finish the aerodynamic surface and all countersinks in one setup for a uniform datum.
In-Process Verification: On-machine probing validates each high precision countersink holes to guarantee flush mount OEM parts.
Performance-Correlated Validation
Dimensional Verification: Scanning after processing evaluates surface profile and presence of protruding/recessed fasteners.
Performance Correlation: The obtained measurements validate the achievement of desired drag reduction targets.
<块引用>
This methodology establishes a direct correlation between precision manufacturing and the performance of the system. The competitive edge that we have is through a closed loop process of aerodynamic design integration, aerospace CNC machining parts, and performance testing. The result is reduced parasitic drag created by surface irregularities resulting in certified components which yield a guaranteed 3-5% increase in UAV endurance, turning a purchase into a performance gain for UAV manufacturing.
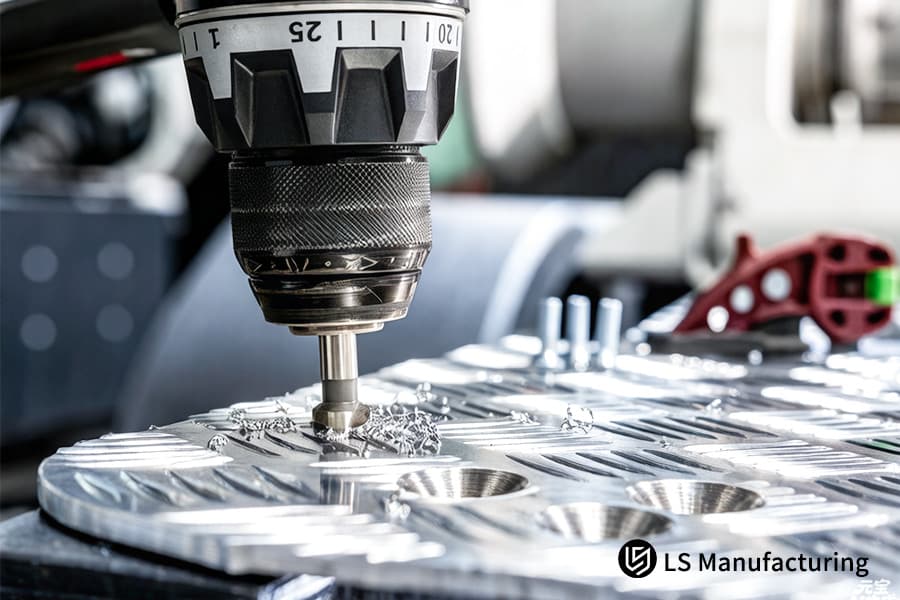
Figure 4: A CNC machine performs countersink holes CNC machining on 6061 aluminum for automotive chassis components.
Case Study: LS Manufacturing Medical Device Housing Precision Countersink Machining Custom Solution
With the manufacture of medical device housing, not only does it become aesthetically important to have a perfectly flush surface on the fastening area, but it becomes imperative due to hygienic reasons. The following case study explains how LS Manufacturing used precision countersink machining to solve an important problem for the OEM manufacturer of a surgical robot:
Client Challenge
Leading OEM saw its medical product rejected by 22% because of tiny ledges at the bottom of the 316L stainless steel screw seats in surgical robots. This made it impossible to get proper flush mounting of flat-headed screws, which created minute hygiene risks. Moreover, gloves might be punctured when dealing with these products. The issue directly threatened production timelines and the product’s compliance with stringent medical hygiene standards for medical components.
LS Manufacturing Solution
Our team of custom CNC machining services started working on a DFM analysis, finding out that tool deflection and workpiece clamping were the reasons. As the remedy, we used a 5-axis mill-turn center with a special and very rigid CNC machining tool for countersinking. The cone angle was calculated and set up at 90.2° to align with the statistical average of screw lots provided by the customer. To eliminate any workpiece deflection during specialized CNC machining operations, we applied a vacuum chuck.
Results and Value
This measure helped us achieve 100% first-time quality, meaning that all machined parts were approved after 20x visual inspection regarding flushness. The surface finish was improved up to Ra 0.2, which removed all adhering points. The customer gained an increased assembling speed by 40% and saved 15% on per-piece cost through rework reduction. Our success proved LS Manufacturing as the only supplier of this client’s premium product range and demonstrated our expertise in medical components machining as an essential step towards success.
<块引用>
This particular situation is one that shows LS Manufacturing's process for turning engineering knowledge into manufacturing reality. LS Manufacturing solves basic quality problems by implementing advanced multi-axis CNC machining, specially designed tools, and hands-on DFM. The reason we are valuable is because we provide you with not only parts but also guaranteed manufacturing expertise when your operation absolutely cannot afford to fail.
End glove tears and rework. Achieve Ra 0.2 flush mount surfaces for medical housings with our CNC machining.
Why Choose LS Manufacturing As Your Long Term Partner For High Precision CNC Machining Services?
Factory suppliers can be more than a list of machines; they can be partners who integrate engineering and production processes into your operations to remove uncertainty from your supply chain. This document provides the LS Manufacturing operational strategy which demonstrates our process for turning capacity into guarantee of success in precision CNC machining services:
Integrated Product Development for Seamless Ramp-Up
Our involvement starts with conceptual engineering, involving the manufacture analysis that helps design and production. Such an analysis includes choosing appropriate materials, creating the right order of operations within CNC machining services, and fixture design that is effective even during runs with thousands of items. Thus, such extensive upfront engineering allows us to avoid issues with switching to mass production later on.
Transparency Through Detailed Process Engineering
Along with each quote, you will receive a detailed description of the entire manufacturing process, which characterizes our collaborative CNC machining partnership. We will share all information about how we are planning to perform manufacturing, what type of fixtures will be used, where inspections will take place, and, most importantly, how much everything will cost.
Responsive Support Anchored in Technical Depth
We make quality assurance a proactive measure. Engineers with knowledge about both machinery and how your product functions offer round-the-clock engineering services. This allows for prompt deviation analysis, troubleshooting, and process improvement. As such, your quality assurance challenge becomes a non-problem, making you benefit from quality service delivery that is similar to having your own engineering department.
A Culture of Verifiable Precision and Consistency
Precision is something that can be quantified, not wished for. We maintain a closed loop system, which demands that all first article inspection documentation, SPC, and full dimensional layout reports be provided as standard documentation. This information-intensive process is key to our certified CNC machining operations and ensures that each batch produced is in strict adherence to the quality commitment needed in complex applications.
<块引用>
This business model is what sets us apart from the rest. By addressing the problem of uncertainty associated with the supply chain management process, we are able to operate as a transparent, and technically proficient partner. By utilizing LS Manufacturing for our precision CNC machining services, one is sure to be building their business on solid ground.
FAQs
1. Why is LS Manufacturing better than standard machine shops for precision countersink machining?
An axial pressure detection system that works on instantaneous principle can be found in our product line, which allows us to achieve ±0.02mm depth tolerance in each countersink process, well beyond industry standards.
2. What is the lead time for a custom CNC machining services quote for OEM parts?
Once you click on our custom CNC machining quote page and provide us with your STEP or DXF files, you will receive a comprehensive manufacturing quotation along with a thorough DFM analysis within 24 hours.
3. Can LS Manufacturing handle CNC machining of countersink holes in hardened stainless steel?
Sure, our company has the ability to machine hardened stainless steel up to HRC 55 without thermal distortion and with precise angles of countersinks.
4. Does LS Manufacturing provide surface finish reports for high-precision countersink holes?
Yes, we issue an exhaustive report with every delivery, providing Ra values and 2D dimensional measurement reports for the parts according to the technical drawing provided.
5. How do you ensure concentricity between the pilot hole and the countersink cone?
Both steps are performed in one setup to avoid any misalignment that might arise due to secondary fixturing. We achieve concentricity within 0.01mm for perfectly aligned screws.
6. Is there a minimum order quantity (MOQ) for precision CNC machining services at LS Manufacturing?
We provide all-inclusive machining services from prototyping to mass manufacturing. We want to relieve your burden during the early stages of research and development.
7. Why is the design of flush-mount OEM parts critical for high-vibration environments?
A proper flush mount guarantees full surface area contact between the fastener head and the countersink surface, thus increasing joint stability against vibrations and loosening.
8. Can LS Manufacturing customize countersink angles, such as 82°, 90°, or 100°?
Yes. Form tools can be customized to accommodate the fastener standards of your OEM parts, which will guarantee a 100% flush fit.
Summary
The best countersink hole is the hallmark of craftsmanship in precision engineering. At LS Manufacturing, we take a thread hole and turn it into an efficient connection using micrometer-level depth and DFM expertise. From aerodynamic drones to medical-grade equipment, we guarantee you that your products will attain top-notch functionality and aesthetics through precision countersunk assembly.
Stop letting tiny, protruding fasteners compromise the professional aesthetic of your designs. Your precision parts deserve a truly seamless, flush-fitting assembly solution. Click the "Get Instant Machining Quote" button below right now to upload your design drawings. LS Manufacturing’s senior engineers will provide complimentary process optimization recommendations, helping you secure the most competitive manufacturer quote within just 24 hours. Let us define your brand value through precision.
Solve 22% rework rates. Achieve 100% flush mount for surgical robot housings with our CNC machining.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.