
La lavorazione degli ingranaggi è alla base della trasmissione di precisione e la sua qualità determina direttamente le prestazioni delle apparecchiature. Nella maggior parte dei casi, gli ingranaggi rappresentano il punto critico nei settori della robotica industriale e dell'automazione: precisione insufficiente, durata limitata e tempi di consegna lunghi. La causa principale risiede nelle limitazioni dei processi e nella mancanza di una collaborazione approfondita con i partner.
Questo articolo illustrerà analisi approfondite – dalla scienza dei materiali e dalla progettazione innovativa ai processi di produzione avanzati – dell'intero processo di taglio di precisione degli ingranaggi presso LS Manufacturing , concentrandosi su come fornire al meglio soluzioni di lavorazione degli ingranaggi ad alte prestazioni, altamente affidabili e ottimizzate in termini di costi . Permettetemi di anticiparvi il contenuto dell'articolo qui di seguito.

Guida di riferimento rapido alla tecnologia di taglio degli ingranaggi
| Categoria del modulo | Punti chiave | Spiegazione specifica |
| Principio di taglio | Meccanismo di rimozione e formatura del materiale | Il materiale in eccesso viene rimosso punto per punto attraverso il movimento relativo di un utensile e del pezzo in lavorazione lungo l'involuta e altri profili del dente. |
| Metodo di elaborazione | Adattamento multi-processo per fresatura/formatura/lavorazione | La dentatura a creatore è adatta per una produzione ad alto volume e alta efficienza, la sagomatura è ideale per denti interni/spazi ristretti , mentre la fresatura soddisfa i requisiti di elevata flessibilità. |
| Tecnologia degli utensili | Ottimizzazione del rivestimento e della geometria | Utilizzo di un rivestimento in TiAlN per migliorare la resistenza all'usura e ottimizzare l'angolo di spoglia, bilanciando così la riduzione delle vibrazioni e la rimozione dei trucioli. |
| Considerazioni sui materiali | Lavorabilità e sinergia nel trattamento termico | Il calore generato dal taglio deve essere controllato per evitare alterazioni della struttura metallografica negli acciai cementati come il 20CrMnTi . |
| Controllo di precisione | Precisione dinamica e compensazione degli errori | Grazie alla tecnologia di rilevamento online e compensazione della temperatura, l'errore di passo viene mantenuto stabilmente entro il livello ISO 5 . |
| Tendenze di sviluppo | Taglio a secco , monitoraggio intelligente | Utilizzare la tecnologia di microlubrificazione dotata di sensori di vibrazione per promuovere il rispetto dell'ambiente e la manutenzione predittiva. |
Da una singola tecnologia di lavorazione meccanica, la moderna lavorazione degli ingranaggi si è evoluta in un approccio di ingegneria sistemica, che unisce scienza dei materiali, dinamica e monitoraggio intelligente. La chiave sta nel riuscire ad abbinare con precisione il metodo di processo e il sistema di utensili in base alla dimensione del lotto, alla precisione e alle condizioni operative, integrando il controllo della deformazione da trattamento termico e la compensazione intelligente nell'intero processo per un'ottimizzazione sinergica. È questo pensiero sistemico che fornisce il vantaggio competitivo fondamentale nella creazione di una produzione di ingranaggi ad alta affidabilità .
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
LS Manufacturing ha accumulato quindici anni di esperienza tecnica nel taglio di ingranaggi di precisione sin dalla sua fondazione ed è profondamente coinvolta nella ricerca e sviluppo di sistemi di trasmissione a ingranaggi in settori chiave come quello aerospaziale e delle apparecchiature mediche di fascia alta. Rispettando rigorosamente i principi standard di Grazie alla certificazione ISO 13485 per dispositivi medici nella produzione di ingranaggi medicali, possiamo garantire che i componenti di trasmissione dei dispositivi impiantabili siano biocompatibili e affidabili. Per la produzione di riduttori aerospaziali, rispettiamo pienamente le rigorose specifiche stabilite dall'International Aerospace Quality Group (IAQC) , adottiamo una tecnologia di taglio adattiva e controlliamo l'errore del profilo del dente degli ingranaggi di trasmissione della turbina entro ±0,005 mm.
Grazie alla nostra esperienza al servizio di settori di fascia alta, abbiamo consolidato le nostre competenze nella lavorazione degli ingranaggi, che comprendono le proprietà dei materiali, i percorsi utensile e il controllo della deformazione termica. Ad esempio, applichiamo uno speciale processo di interpolazione elicoidale per controllare la rugosità della superficie del dente, portandola a Rz≤3,2μm , nella produzione di trasmissioni a basso gioco, requisito fondamentale per i giunti robotici.
La tecnologia di taglio assistita da vibrazioni ultrasoniche viene applicata per aumentare dell'85% l'efficienza di lavorazione di ingranaggi in acciaio temprato con durezza HRC60, senza la formazione di microfratture, per ingranaggi di turbine eoliche ad alta resistenza . La seguente guida è stata redatta sintetizzando i dati misurati e le analisi dei guasti di ingranaggi di precisione forniti a decine di migliaia di clienti. Durante la lavorazione degli ingranaggi , non ci limitiamo a considerare i parametri teorici, ma poniamo l'accento sulla stabilità delle prestazioni in condizioni estreme, come velocità e carico elevati.

Figura 1: Dimostrazione tecnica della lavorazione di ingranaggi di precisione a cura di LS Manufacturing
Come scegliere il materiale migliore per la propria applicazione di ingranaggi al fine di ottimizzare le prestazioni?
Una delle decisioni strategiche più critiche durante le fasi preliminari della progettazione degli ingranaggi è la scelta del materiale, che ne determinerà le prestazioni finali, l'affidabilità e il costo. Le applicazioni possono differire notevolmente in termini di resistenza, resistenza all'usura, resistenza alla corrosione o caratteristiche acustiche. Una corretta selezione dei materiali per gli ingranaggi può evitare guasti prematuri o prestazioni insufficienti fin dall'inizio. Nella tabella seguente sono riassunte le caratteristiche di alcuni materiali tipici:
| Tipo di materiale | Caratteristiche principali e riepilogo delle applicazioni tipiche |
| Acciaio legato 4140/42CrMo | Presenta elevata resistenza e buona tenacità ; pertanto, dopo tempra e rinvenimento, può trovare applicazione in ingranaggi per impieghi gravosi in macchinari pesanti. |
| Acciaio cementato 9310 | Elevatissima durezza superficiale combinata con una buona tenacità del nucleo dopo cementazione; ideale per ingranaggi sottoposti a forti sollecitazioni , in particolare nel settore aerospaziale e nei riduttori ad alte prestazioni . |
| Ottone | Eccellente resistenza alla corrosione e buona lavorabilità ; utilizzato principalmente in strumenti a basso carico e resistenti alla corrosione o in applicazioni di trasmissione di piccole dimensioni. |
| Materie plastiche ingegneristiche (come il POM) | Autolubrificante, leggero e silenzioso , è la scelta ideale per applicazioni a basso carico, a bassa rumorosità o che non richiedono lubrificazione . |
Il successo nella progettazione di ingranaggi risiede nella perfetta combinazione dei materiali con le condizioni operative. Nessun materiale può essere definito "migliore" in assoluto per un'applicazione generale, ma piuttosto "il più adatto". Gli ingegneri di produzione professionisti di LS Manufacturing forniscono analisi di selezione dei materiali basate su carico, velocità, requisiti ambientali e obiettivi di costo, per garantire che i vostri ingranaggi offrano prestazioni eccezionali per tutta la loro durata.

In che modo un'ottima progettazione degli ingranaggi riduce i costi e migliora le prestazioni prima della produzione?
Un'eccellente progettazione degli ingranaggi è fondamentale per garantire la funzionalità e costituisce una delle leve principali per il controllo dei costi di lavorazione , migliorando le prestazioni complessive fin dalle prime fasi di sviluppo del prodotto. Una strategia di progettazione orientata alla produzione può portare a una duplice ottimizzazione della qualità e dei benefici economici, evitando successive difficoltà di lavorazione già in fase di disegno. Il valore aggiunto derivante da un'eccellente progettazione degli ingranaggi proviene principalmente dai seguenti approcci:
L'efficienza del taglio migliora con l'ottimizzazione dei parametri
La selezione dei parametri ottimali dell'ingranaggio , come modulo, angolo di pressione e angolo di elica, rappresenta una delle chiavi più importanti per ridurre la resistenza al taglio ed evitare fenomeni di sovrataglio . In questo modo, è possibile ridurre i tempi di lavorazione e l'usura dell'utensile , minimizzando direttamente i costi di taglio degli ingranaggi . Questo approccio sistematico migliora l'efficienza produttiva prolungando la durata dell'utensile e contribuisce ulteriormente a operazioni di produzione sostenibili ed economiche.
La modifica del profilo del dente garantisce l'esecuzione del servizio
Questa metodologia di progettazione avanzata compensa efficacemente le deformazioni microscopiche indotte dal carico durante il funzionamento degli ingranaggi ed evita concentrazioni di stress strategiche alle estremità dei denti grazie all'ottimizzazione delle modifiche del profilo dentato. Grazie all'impiego di tali soluzioni ingegneristiche, il sistema di ingranaggi presenta una resistenza alla fatica superiore, livelli di rumorosità notevolmente inferiori nella trasmissione e previene in modo proattivo qualsiasi rischio di guasto precoce. Questi miglioramenti integrati garantiscono un'affidabilità operativa eccezionale per tutto il ciclo di vita del prodotto, oltre a porre solide basi per sistemi di trasmissione di potenza durevoli.
Riduzione della topologia ed efficienza nell'utilizzo dei materiali.
L'analisi computazionale avanzata, tramite ottimizzazione topologica, elimina sistematicamente le ridondanze di materiale dai componenti, mantenendo al contempo i requisiti di integrità strutturale e resistenza. Questo approccio intelligente alla progettazione consente una drastica riduzione del peso, migliora l'efficienza nell'utilizzo dei materiali e riduce considerevolmente il consumo di materie prime . Inoltre, minimizzando il volume di materiale superfluo, questo processo contribuisce efficacemente a ridurre le operazioni di lavorazione e i relativi tempi di produzione, con una conseguente riduzione complessiva dei costi lungo l'intero ciclo produttivo, pur mantenendo prestazioni meccaniche ottimali.
In poche parole, un'ottima progettazione di ingranaggi unisce la teoria alla pratica. Grazie alla vasta esperienza nella progettazione di ingranaggi, il team di ingegneri di LS Manufacturing Saremo in grado di aiutarvi a ottenere un'ottimizzazione simultanea sia delle prestazioni che della producibilità già in fase di progettazione , controllando in modo ragionevole i costi di lavorazione degli ingranaggi e migliorando efficacemente l'affidabilità del prodotto fin dall'origine.
Dentazione, sagomatura o fresatura? Come scegliere il metodo di taglio degli ingranaggi più adatto?
La scelta del metodo di lavorazione degli ingranaggi più adatto deve bilanciare tre fattori principali: efficienza, precisione e costo . Ogni processo di lavorazione degli ingranaggi ha i suoi limiti di capacità specifici. Comprendere le caratteristiche di ciascun processo è fondamentale per sviluppare l'approccio tecnico migliore. A titolo di confronto, la tabella seguente riassume brevemente le caratteristiche di tre processi principali:
| Metodo di processo | Principio e scenari applicabili | Caratteristiche economiche |
| Hobbing | Metodo di generazione continua; consigliato per la lavorazione ad alta efficienza e ad alto volume di ingranaggi cilindrici ed elicoidali esterni. | Costo unitario estremamente basso per grandi lotti, ma richiede utensili da taglio altamente specializzati. |
| Modellare | Simula l'ingranamento degli ingranaggi ed è la soluzione preferita per la lavorazione di ingranaggi interni , ingranaggi doppi e ingranaggi a spalla. | In termini comparativi , la sua efficienza è bassa, ma può risolvere alcuni problemi strutturali. |
| Fresatura | Indicizzazione con utensili da taglio generici; adatta alla produzione di prototipi, piccoli lotti e ingranaggi modulari di grandi dimensioni. | Massima flessibilità : non è necessario alcun utensile da taglio speciale per le piccole produzioni. |
In generale, la scelta del metodo di lavorazione degli ingranaggi dipende dalle dimensioni del lotto, dalla tipologia e dalla precisione richiesta. La dentatura a creatore è il metodo più efficace per la lavorazione di ingranaggi esterni in grandi volumi; la sagomatura può risolvere il problema della lavorazione di ingranaggi interni o di strutture speciali , mentre la fresatura offre una versatilità senza pari. LS Manufacturing vanta una vasta esperienza in ogni fase della lavorazione degli ingranaggi e può consigliarvi, in base alle vostre esigenze, una soluzione tecnica economica ed efficiente.

Figura 2: Applicazione del liquido di raffreddamento nella lavorazione di ingranaggi di precisione da parte di LS Manufacturing
Quale grado di precisione richiedono i vostri ingranaggi? (ISO1328/AGMA2000)
Il grado di precisione nella lavorazione degli ingranaggi è uno degli indicatori chiave della qualità degli ingranaggi stessi, che determina direttamente la fluidità della trasmissione, la rumorosità e la durata. Una comprensione approfondita della classificazione dei gradi, definita da standard come ISO 1328 o AGMA 2000, è fondamentale per la personalizzazione e il controllo dei costi di qualsiasi ingranaggio di precisione . Gradi diversi corrispondono a scenari applicativi e prezzi differenti; la scelta del grado appropriato è la chiave per ottenere il miglior rapporto qualità-prezzo. Nella scelta del grado di precisione è necessario valutare attentamente i seguenti aspetti:
Lo scenario applicativo determina il grado base
Relazione tra elementi di ispezione e costi
Bilanciamento delle prestazioni complessive
In sintesi, la scelta della classe di precisione per la lavorazione degli ingranaggi è una decisione tecnico-economica di fondamentale importanza. LS Manufacturing, dotata di macchinari di alta precisione e di un sistema di controllo completo, è in grado di realizzare in modo affidabile ingranaggi di precisione di classe ISO 6-7 e superiori, offrendo raccomandazioni e soluzioni con il miglior rapporto qualità-prezzo in base alle specifiche esigenze operative.
Come migliorare la durata e l'affidabilità degli ingranaggi tramite trattamento termico e finitura superficiale?
Il trattamento termico e la finitura superficiale sono elementi centrali nell'intera catena di processi di lavorazione degli ingranaggi , determinando le prestazioni finali e la durata degli stessi . Queste successive lavorazioni migliorano notevolmente la resistenza all'usura, alla fatica e la capacità di carico degli ingranaggi, modificando le proprietà fisiche e chimiche della superficie del materiale e garantendo così una trasmissione altamente affidabile . È importante sottolineare che le prestazioni degli ingranaggi vengono migliorate principalmente attraverso i seguenti due tipi di processi:
- La tecnologia di trattamento termico ottimizza le proprietà dei materiali: la cementazione e la tempra producono uno strato superficiale ad alta durezza e resistente all'usura, con tenacità nel nucleo per resistere ai carichi d'urto. Nel caso di ingranaggi di precisione , dove è necessario un elevato controllo della deformazione, è possibile ottenere uno strato superficiale ad alta durezza mediante nitrurazione, con distorsioni minime.
- La tecnologia di trattamento superficiale migliora le prestazioni: la pallinatura successiva al trattamento termico introduce tensioni residue di compressione sulla superficie del dente, migliorando significativamente la resistenza alla fatica da flessione e da contatto dell'ingranaggio. La rettifica e la lucidatura della superficie del dente riducono la rugosità superficiale, minimizzando così la rumorosità e l'usura dovute all'ingranamento.
Proprio per via di queste esigenze prestazionali, la comprensione di cosa significhi la lavorazione degli ingranaggi deve andare oltre la semplice sagomatura e includere fasi essenziali a valore aggiunto come il trattamento termico e la finitura superficiale . LS Manufacturing offre servizi completamente integrati che spaziano dalla lavorazione termica personalizzata alla finitura finale; grazie a una precisa corrispondenza dei parametri e a un rigoroso controllo qualità passo dopo passo, ogni ingranaggio viene progettato per raggiungere il suo pieno potenziale, garantendo durata ottimale e affidabilità operativa a lungo termine.
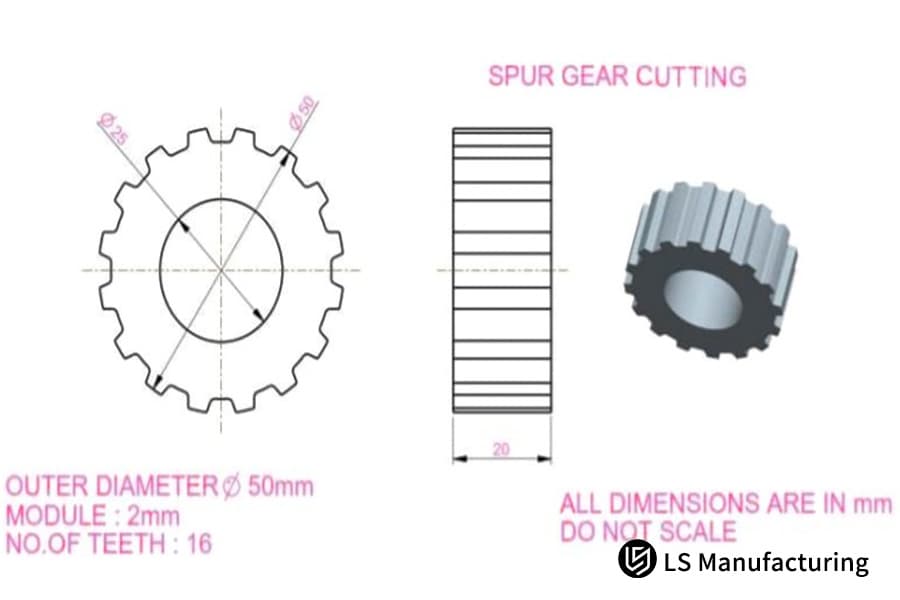
Figura 3: Schema delle specifiche tecniche di produzione degli ingranaggi cilindrici a denti dritti a cura di LS Manufacturing
Come LS Manufacturing aumenta del 40% la durata degli ingranaggi dei robot e riduce la rumorosità?
Sfida del cliente
Nello sviluppo della sua nuova generazione di riduttori di precisione, un produttore di robot industriali ha riscontrato, durante i test, un rumore di trasmissione eccessivo e una durata a fatica insufficiente nei componenti principali degli ingranaggi . Ciò ha impedito al prodotto di soddisfare i requisiti dei mercati di fascia alta e ha seriamente ostacolato il processo di sviluppo del progetto.
Soluzione di produzione LS
Innanzitutto, il nostro team ha ottimizzato la selezione dei materiali, utilizzando acciaio cementato ad alte prestazioni per migliorare la resistenza di base. Successivamente, è stato raggiunto un controllo di precisione a livello micrometrico della superficie del dente mediante la tecnologia di raschiatura CNC , combinata con tecniche mirate di modifica del profilo del dente per ottimizzare la distribuzione del carico. Nel contempo, sono stati effettuati aggiustamenti dei parametri del trattamento termico per garantire la migliore corrispondenza tra la superficie dell'ingranaggio e le prestazioni del nucleo.
Risultati e valore
Il caso sopra descritto illustra come, in combinazione con una metodologia di personalizzazione di precisione degli ingranaggi , la capacità di taglio degli ingranaggi di LS Manufacturing consenta l'ottimizzazione delle prestazioni lungo l'intera catena, dal materiale e dal processo alla progettazione. LS Manufacturing fornisce soluzioni sistematiche per aiutare i clienti a superare i limiti tecnologici nel settore delle trasmissioni di alta gamma e a massimizzare il valore del prodotto .
Volete ottimizzare i tassi di conversione del taglio degli ingranaggi? Richiedete subito una soluzione su misura!

In che modo LS Manufacturing supporta una transizione senza intoppi dai prototipi di ingranaggi alla produzione di massa?
- Capacità di prototipazione flessibili: utilizziamo centri di lavorazione CNC ad alta precisione per ingranaggi , che consentono una rapida produzione di prototipi senza la necessità di attrezzature specializzate. La programmazione digitale e la simulazione della lavorazione garantiscono una precisione costante nella lavorazione di piccoli lotti di ingranaggi, fornendo campioni affidabili per la verifica del progetto.
- Transizione agevole alla produzione di massa: sulla base dei dati di processo accumulati nella fase di prototipazione , ottimizziamo simultaneamente il percorso di produzione per la produzione di massa. La configurazione modulare della linea di produzione e i sistemi di fissaggio flessibili consentono un rapido passaggio tra le diverse specifiche di ingranaggi sulla stessa linea di produzione.
- Sistema di tracciabilità della qualità a ciclo completo: dal primo prototipo alla produzione di massa di decine di migliaia di pezzi, creiamo un archivio di qualità completo. L'utilizzo degli stessi standard e delle stesse apparecchiature di test garantisce che i prodotti di massa abbiano prestazioni perfettamente coerenti con il prototipo, controllando efficacemente le fluttuazioni di qualità .
Grazie a un sistema di produzione flessibile e a processi standardizzati , LS Manufacturing ha aiutato numerosi clienti a ridurre significativamente i tempi tra la verifica del campione e il lancio sul mercato. Crediamo fermamente che la lavorazione di ingranaggi in piccoli lotti non sia solo una necessità nella produzione di prova, ma anche un'importantissima base di dati per la produzione di massa, che fornisce una solida base per la successiva produzione su larga scala, grazie alla messa a punto dei processi fin dalle prime fasi.
Quali sono i principali fattori che determinano i tempi di consegna dei progetti nel settore della lavorazione degli ingranaggi?
- Analisi approfondita della progettazione e del processo: prima dell'avvio del progetto, è necessario eseguire un'analisi di fattibilità, una pianificazione del processo e un'ottimizzazione DFM ( Design for Manufacturing) . Un team esperto è in grado di individuare tempestivamente i potenziali problemi, mentre progetti complessi o revisioni multiple allungano inevitabilmente i tempi del ciclo di sviluppo iniziale.
- Efficienza della catena di approvvigionamento e della preparazione dei materiali: il ciclo di approvvigionamento di acciai speciali o materiali importati è una variabile fondamentale. Nel caso di materiali standard, le forniture sono generalmente disponibili a magazzino in quantità sufficiente, mentre per le forniture personalizzate l'approvvigionamento richiede diverse settimane, il che determina direttamente la data di inizio della produzione.
- Complessità di lavorazione e post-lavorazione: il tempo di lavorazione sarà, ovviamente, direttamente proporzionale al grado di precisione dell'ingranaggio , al metodo di trattamento termico e ai requisiti di collaudo: gli ingranaggi di alta precisione richiedono molteplici processi di bloccaggio e collaudo; nel caso di un processo di cementazione e tempra, sarà necessario un controllo rigoroso della temperatura e occorrerà prevedere tempi sufficienti per queste fasi.
- Processo di ispezione e controllo qualità: gli ingranaggi vengono sottoposti a numerosi test: dimensionali, di durezza, di rumorosità di ingranamento e molti altri . Sebbene richieda più tempo, un rigoroso sistema di ispezione qualità è essenziale per garantire la coerenza dei lotti.
- Capacità di pianificazione della produzione e collaborazione nella catena di fornitura: la completezza del sistema ERP dei fornitori e la capacità di gestione dell'outsourcing possono avere un impatto diretto sull'efficienza del coordinamento tra le diverse fasi. Una collaborazione efficiente può ridurre notevolmente i tempi di attesa.
In sintesi, il costo della lavorazione degli ingranaggi è strettamente legato alla durata dei cicli di consegna: una compressione indiscriminata dei cicli può comportare rischi per la qualità, mentre una pianificazione scientifica consente di raggiungere il miglior equilibrio tra efficienza e costi. Nella scelta dei fornitori di ingranaggi , è fondamentale valutare innanzitutto la loro capacità di integrazione nella catena di fornitura e la trasparenza dei piani di produzione.
Figura 4: Funzionamento dei macchinari per la produzione di ingranaggi di precisione di LS Manufacturing
Oltre al prezzo, quali sono le capacità fondamentali da considerare nella scelta di un fornitore di ingranaggi da taglio?
- Collaborazione tecnica e capacità di ottimizzazione DFM: i migliori fornitori possono eseguire analisi di producibilità per i clienti già in fase di progettazione, modificare i profili dei denti e ottimizzare i parametri per migliorare le prestazioni e ridurre i costi direttamente alla fonte. Senza un tale approccio, ciò sarebbe impossibile; le successive lavorazioni risulterebbero non solo più complesse, ma anche più costose.
- Completezza della catena di processo; competenza tecnica: è necessario verificare se il fornitore possiede la capacità di gestire l'intero processo, compresi il trattamento termico e la rettifica . Prendendo ad esempio la lavorazione degli ingranaggi di LS Manufacturing , il suo processo integrato di carburazione a temperatura controllata e rettifica di precisione garantisce un aumento della durata a fatica degli ingranaggi superiore al 30% .
- Sistema di qualità e tracciabilità dei dati: i fornitori devono essere dotati di centri di misura per la lavorazione degli ingranaggi , rugosimetri e altre apparecchiature di collaudo . Devono essere in grado di fornire report completi sull'ispezione della qualità del processo per garantire la tracciabilità della qualità e l'attribuzione dei problemi.
- Esperienza nel settore e comprensione degli scenari: i requisiti operativi sono facilmente comprensibili per i fornitori con esperienza in progetti di robotica, automotive o componenti aerospaziali, consentendo così di fornire soluzioni mirate per ridurre significativamente i rischi del progetto .
In questa importante decisione sulla selezione del fornitore di ingranaggi , LS Manufacturing Gear si distingue non solo per l'eccellente capacità di lavorazione, ma anche per la completa integrità tecnologica dell'intera filiera, dal materiale al trattamento termico e al collaudo. Scegliere un partner per la lavorazione degli ingranaggi con una solida competenza a 360 gradi garantirà il miglior costo del ciclo di vita, assicurando al contempo la qualità.
FAQ
1. Qual è il modulo massimo e l'intervallo di diametro esterno degli ingranaggi che è possibile lavorare?
La nostra capacità di lavorazione per moduli copre una gamma da 0,5 a 10 con un diametro esterno fino a 800 mm . In linea di principio, la valutazione della fattibilità del processo deve essere effettuata in base alla complessità specifica di ogni ingranaggio . Siamo lieti di ricevere disegni per piani di processo e cicli di lavorazione dettagliati.
2. Quali sono i trattamenti superficiali più comuni utilizzati per gli ingranaggi? Come sceglierli?
I processi più comuni includono la fosfatazione per prevenire la ruggine, l'annerimento per scopi estetici e la zincatura per la resistenza alla corrosione. La scelta dipenderà dal livello di protezione dalla ruggine necessario, dai requisiti estetici e dalle modalità di assemblaggio dei componenti. Vi consiglieremo le soluzioni più adatte in base al vostro specifico scenario applicativo.
3. Avete rapporti di prova di terze parti sugli ingranaggi?
Supportiamo test di terze parti autorevoli ( certificazioni SGS e Bureau Veritas ) e possiamo fornire un rapporto completo di ispezione in fabbrica, che include dati sull'accuratezza del profilo e della direzione dei denti per garantire che tutti gli indicatori di qualità siano tracciabili e verificabili.
4. Qual è il quantitativo minimo d'ordine per la lavorazione di piccoli lotti di ingranaggi?
Offriamo una produzione estremamente flessibile, con un ordine minimo di appena 1 pezzo, in grado di soddisfare appieno le esigenze di prototipazione, verifica in ambito R&S e produzione di piccoli lotti, senza restrizioni di quantità.
5. Offrite servizi di progettazione e ottimizzazione del profilo degli ingranaggi?
Offriamo analisi DFM gratuite e proposte di ottimizzazione del profilo del dente che apportano modifiche microscopiche al profilo del dente, riducendo efficacemente la rumorosità e migliorando la capacità di carico, garantendo prestazioni e durata degli ingranaggi fin dalla fase di progettazione.
6. Come posso proteggere la sicurezza del disegno del mio ingranaggio e la mia proprietà intellettuale?
Rispettiamo scrupolosamente gli accordi di riservatezza (NDA) e utilizziamo sistemi di trasferimento e archiviazione file crittografati, unitamente a un controllo degli accessi gerarchico, per garantire la massima sicurezza della vostra proprietà intellettuale, sia dal punto di vista legale che tecnico.
7. Quali costi sono inclusi nel preventivo per l'attrezzatura?
Nel preventivo devono essere chiaramente indicati i costi dei materiali, le spese di lavorazione, i costi di trattamento termico/superficiale, i costi di collaudo e le spese di imballaggio e trasporto . Si tratta di una struttura di costi molto trasparente, senza costi nascosti.
8. È possibile ricevere aggiornamenti sullo stato di avanzamento durante il ciclo di produzione?
Vi terremo costantemente aggiornati sui progressi compiuti in corrispondenza di ogni fase chiave: preparazione dei materiali, trattamento termico e collaudo . Su richiesta, condivideremo foto o video del cantiere; avrete il pieno controllo sullo stato di avanzamento della produzione.
Riepilogo
Aumenta la competitività del tuo prodotto potenziandola con componenti professionali. Carica i parametri dei tuoi componenti o i disegni 3D per un'analisi di fattibilità gratuita e ricevi un preventivo accurato dagli esperti di LS Manufacturing per iniziare un percorso di collaborazione efficiente e affidabile.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. LS Manufacturing non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che fornitori o produttori terzi forniscano parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o processi attraverso la rete di LS Manufacturing. L'acquirente è l'unico responsabile di queste informazioni. Per preventivi di componenti, si prega di specificare i requisiti esatti per tali componenti. Per ulteriori informazioni, si prega di contattarci .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore specializzata in soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza e più di 5.000 clienti al servizio, ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio metalli e altri servizi di produzione completi.
Il nostro stabilimento vanta oltre 100 centri di lavoro a cinque assi all'avanguardia ed è certificato ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi e regioni in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni di massa, possiamo soddisfare le vostre esigenze entro 24 ore. Scegliere LS Manufacturing significa scegliere efficienza, qualità e professionalità.
Per ulteriori informazioni, visitate il nostro sito web: www.lsrpf.com .


