
La brujería del lanzamiento comienza con un grano de arena, pero no es arena común y corriente. Seleccionar la arena de fundición adecuada es el primer paso clave para el éxito de un componente moldeado en arena.
Si se me pregunta: "¿Puedo lanzar con arena de playa?", la respuesta es sencilla: No. La composición, la forma y las propiedades refractarias naturales de la arena (debe resistir >1000°C) no se pueden controlar, y la calidad y precisión de las piezas fundidas no se puede garantizar.
Las arenas de fundición son materiales de alta ingeniería cuidadosamente seleccionados o especialmente diseñados. Desde arenas de sílice básicas hasta arenas de circonio y arenas de cromita de alto rendimiento, desde arenas aglomeradas con arcilla hasta arenas de resina curadas químicamente, existen muchas variedades, cada una con características y funciones únicas.
Este documento pretende ser su guía definitiva para elegir arenas de fundición. Deconstruiremos las características esenciales de las arenas de fundición típicas: composición, comportamiento, situaciones de aplicabilidad y consideraciones clave. Guiarlo más allá de las preguntas generales, aprender a apreciar de manera integral el primer pilar del éxito de la fundición y tomar decisiones inteligentes e informadas sobre la selección de arena para su proyecto.
Tabla comparativa de características esenciales de los sistemas de moldes de arena de fundición
| Sistema de molde de arena | Componentes principales | Ventajas | Desventajas | Más adecuado para |
|---|---|---|---|---|
| arena verde | Arena de sílice + bentonita + agua + aditivos (como carbón en polvo, almidón) | Muy bajo costo, reutilizable, alta eficiencia de producción, operaciones simples de mezclado y moldeado de arena. | Baja precisión dimensional, acabado superficial general, fácil de producir defectos relacionados con la humedad (poros, inclusiones de arena, agujeros de arena), resistencia relativamente baja | Piezas fundidas de metales ferrosos de gran volumen y estructura relativamente simple (como hierro fundido gris, piezas fundidas de hierro dúctil, piezas de automóviles, piezas de maquinaria agrícola, tuberías de cimentación) |
| Arena aglomerada con resina | Arena de sílice + aglutinante de resina (furano, fenólica, fenólica alcalina, etc.) + agente de curado (ácido, éster, calor, gas) | Muy alta precisión dimensional, buen acabado superficial, alta resistencia, adecuado para la fabricación de núcleos y piezas fundidas complejas, buena desintegración | Alto costo, no se puede reutilizar directamente (se requiere tratamiento de regeneración), olor y gas irritante (especialmente resina de furano), es necesario controlar el tiempo de curado | Piezas fundidas de estructuras/cavidades internas complejas y de alta precisión (como cuerpos de bombas, válvulas, cajas de cambios, piezas de máquinas herramienta, núcleos de motores complejos) |
| Arena recubierta / Arena de concha | Arena de sílice + película de resina fenólica (preenvuelta en la superficie de partículas de arena) | Excelente fluidez, rápida velocidad de curado (caja de núcleo caliente), alta estabilidad dimensional, excelente calidad de superficie, muy adecuada para producción automatizada, alta resistencia del núcleo de arena. | Alto costo (materias primas y equipos de fabricación de núcleos), solo apto para procesos de caja de núcleos calientes o de caja de núcleos calientes, regeneración compleja de arena vieja, alta adición de resina | Núcleos de fundición de alta precisión, complejos, de paredes delgadas y de gran volumen (como bloques de cilindros de motores de automóviles, culatas de cilindros, cárteres, bloques de válvulas hidráulicas) |
| Arena de silicato de sodio | Arena de sílice + vidrio soluble (Na₂SiO₃) | Bajo costo (especialmente materiales), no tóxico e inodoro, endurecimiento rápido (soplado con CO₂ o autoendurecimiento), relativamente respetuoso con el medio ambiente, alta resistencia | Mala colapsabilidad (arena vieja difícil de limpiar), fuerte higroscopicidad (lo que resulta en una reducción de la resistencia del molde/núcleo de la arena), arena vieja difícil de reciclar, fácil de producir "escarcha blanca" (Na₂CO₃) | Piezas fundidas de acero con requisitos de precisión media y baja y piezas fundidas de hierro de paredes grandes/gruesas, producción de lotes pequeños de una sola pieza y ocasiones con altos requisitos de protección ambiental. |
Esto es lo que aprenderá:
- Tres pilares científicos de la fundición en arena: análisis en profundidad de cómo la arena base, los aglutinantes y los aditivos trabajan juntos para sentar las bases de una fundición exitosa.
- Arena húmeda versus arena de resina: el enfrentamiento principal: Revelando las 4 comparaciones clave de desempeño del líder de la industria (arena húmeda) y el experto en precisión (arena de resina) en términos de costo, precisión y aplicación.
- Regla de decisión de fundición en arena de 60 segundos: guía práctica rápida sobre el tipo de metal, la complejidad de los componentes y el presupuesto de costos para permitirle comprometerse con el sistema de molde de arena óptimo.
- ¿Por qué la arena "normal" es una "receta desastrosa" para la fundición? Desde la forma de las partículas, la pureza hasta los peligros para la seguridad, explique completamente los 4 defectos críticos de la arena de juego/arena de playa.
- El aluminio y Fundición en arena de acero Código: Comprender plenamente las diferencias cruciales en la refractariedad y los requisitos de rendimiento de los metales con diferentes puntos de fusión (bajos requisitos para el aluminio frente a desafíos extremos para el acero).
- El poder del núcleo: crear complejidad de adentro hacia afuera: domine la función crítica de las partes internas y su optimización en términos de costo y precisión con el método de "aplicación compuesta" (molde exterior de arena verde + núcleo de arena de resina).
- Análisis práctico: Solución de campeonato de fundición en arena para carcasas de turbocompresores: tomemos el caso para ver cómo las fundiciones experimentadas incorporan creativamente la tecnología de moldes de arena para abordar los tres problemas de la cavidad interna compleja, la alta precisión y el costo.
- Preguntas frecuentes sobre fundición en arena: respuestas que incluso los veteranos pueden confundir: soluciones a preguntas clave como la reutilización de la arena, canales de compra, características de la arena Petrobond, protección del procesamiento de arena contra riesgos de seguridad, etc.
Ahora, quitemos el polvo y sumergámonos en las raíces de fundición de metales - el arte y la ciencia de la fundición en arena y encuentre la "llave de arena" perfecta para su proyecto. 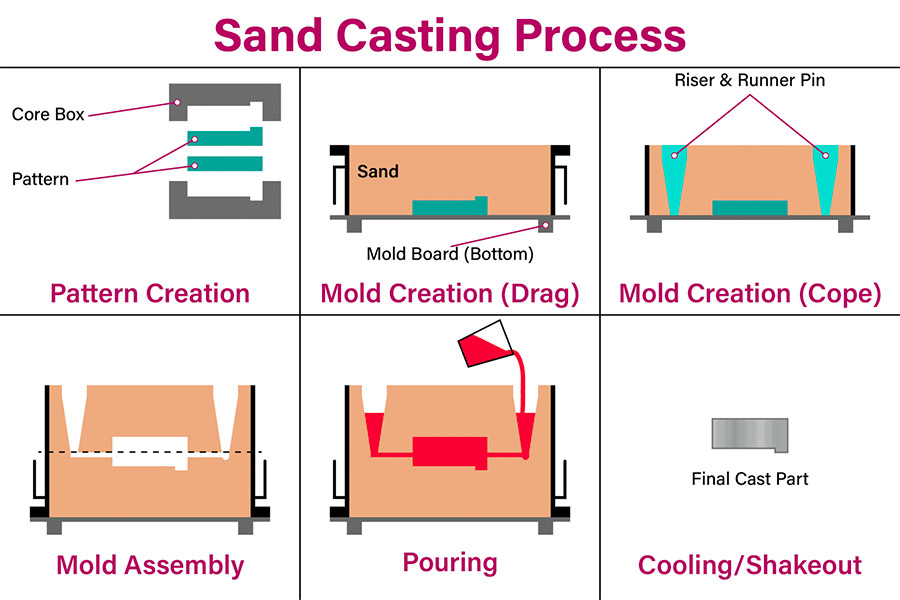
¿Qué es realmente "Casting Sand"? Los tres componentes principales
Arena de fundición es un material de núcleo utilizado para crear piezas fundidas (moldes de arena) y núcleos en la producción de piezas fundidas. No se trata de un único componente de la arena sino de un sistema complejo que se compone de diferentes materiales mezclados en una proporción fija. Su rendimiento afecta directamente la resistencia, la permeabilidad al aire, la refractariedad y la desintegración de la pieza fundida, lo que tiene un impacto directo en la calidad de la pieza fundida (precisión dimensional, acabado superficial, defectos internos, etc.) y también en la eficiencia de la producción. El sistema de fundición de arena comprende principalmente los siguientes tres componentes básicos:
1. Arena base
La arena base es el material del esqueleto del molde de fundición y ocupa aproximadamente entre el 85% y el 95%.
Arena de sílice (opción popular):
Derivado de cuarcita natural, contenido de SiO₂ ≥90%. Resistente a altas temperaturas (punto de fusión 1713 ℃), de bajo costo y fácilmente disponible. Sin embargo, es susceptible a reaccionar con óxidos metálicos a alta temperatura para generar defectos de adherencia de la arena y debe usarse con aditivos.
Arena especial (condiciones especiales):
- Arena de circonio: alto contenido de ZrSiO₄, refractariedad superior a 2000 ℃, baja tasa de expansión térmica, se utiliza para fundición de precisión de acero inoxidable/aleaciones de alta temperatura, pero el costo es de 5 a 10 veces mayor que el de la arena de sílice.
- Arena de cromita: principalmente FeCr₂O₄, alta conductividad térmica, puede prevenir el agrietamiento térmico de piezas fundidas de paredes pesadas, utilizadas principalmente para grandes fundiciones de acero .
- Arena de olivina: Mg₂SiO₄-Fe₂SiO₄, sin riesgo de polvo de SiO₂ libre, adecuada para fundición de acero con alto contenido de manganeso.
2. Carpeta
El aglutinante mantiene la arena base suelta en su posición y contribuye entre un 3% y un 10% a la mezcla.
Arcilla (proceso tradicional):
La bentonita (mineral montmorillonita) forma una película de coloides cuando se mezcla con agua para encapsular las partículas de arena. El que se utiliza en el proceso de arena húmeda es del 4% al 8%, de bajo costo pero de resistencia, y es adecuado para piezas fundidas pequeñas y medianas.
Resinas (fundición de precisión):
- Resina de furano: resina de formaldehído de alcohol furfurílico, que se endurece a temperatura ambiente después de la adición de un catalizador ácido, alta resistencia, buena desintegración, se usa ampliamente en accesorios para automóviles.
- Resina fenólica: dividida en caja de núcleo caliente (endurecimiento a 200 ℃) y caja de núcleo frío (endurecimiento con gas amina), alta eficiencia de producción, alta precisión de dimensiones hasta el nivel CT7.
Aglutinante inorgánico:
El vidrio soluble (Na₂O·mSiO₂) se endurece automáticamente absorbiendo CO₂ o añadiendo polvo de ferrosilicio, sin contaminación por humo, pero es difícil reciclar arena vieja, que se aplica principalmente en grandes piezas de fundición de acero.
3. Aditivos
Los aditivos absorben <5%, optimización del rendimiento orientada a un propósito específico:
Polvo de carbón (arena antiadherente):
Proporción de adición 2% -5%, descomposición térmica mientras se vierte para formar una película de gas reductor, aislar el hierro fundido y el molde de arena y alisar la superficie del hierro fundido (Ra≤12,5μm).
Aserrín/cascarilla (para mejorar la permeabilidad al aire):
Agregue 1% -3%, después de la carbonización a alta temperatura, quedan canales microporosos para ventilar el gas de la cavidad y evitar defectos de poros en las piezas fundidas, especialmente adecuado para moldes de arena húmeda grandes y gruesos.
Otros aditivos funcionales:
- Polvo de óxido de hierro: reduce los defectos de las venas en las piezas fundidas de acero.
- Almidón: mejora la resistencia en húmedo (uso en combinación con bentonita).
- Ácido bórico: reduce la deformación a alta temperatura ( fundición de acero inoxidable ).
El sistema de fundición en arena se basa en arena de sílice como material de matriz, aumenta la resistencia del molde con adhesivos y utiliza aditivos para garantizar la optimización del rendimiento del proceso. Los tres elementos se complementan entre sí y logran un equilibrio entre coste, precisión y requisitos de calidad de fundición .

Buceo profundo: arena verde: el caballo de batalla de la industria
Fundición en arena verde es el método más antiguo, más utilizado y más barato en la fundición en arena, especialmente en la producción en masa de piezas pequeñas y medianas con estructuras comparativamente simples (por ejemplo, piezas de automóviles, accesorios de tuberías, piezas de equipos agrícolas, piezas mecánicas simples). También es la opción predeterminada que ofrecen la mayoría de los proveedores de servicios de fundición en arena en línea, principalmente debido a su economía y conveniencia.
1. La naturaleza del "verde" (húmedo)
La "arena verde" no es un tono, sino un estado plástico de agua (3% -5% de contenido de agua). El agua se combina con el aglutinante (bentonita) para activarlo, después de lo cual los granos de arena forman una red flexible sensible a la presión que puede moldearse en cavidades de cualquier forma y será estructuralmente estable cuando se desmolde.
2. Principio de funcionamiento: coprotagonista de bentonita y agua.
El sistema de unión básico de la arena verde es bentonita + agua + arena de sílice.
- Bentonita: Mineral arcilloso natural que absorbe agua (principalmente montmorillonita). Es el aglomerante básico de la arena verde.
- Activación del agua: Al entrar en contacto con el agua, la estructura en capas de las partículas de bentonita absorbe las moléculas de agua y se hincha considerablemente (el volumen puede aumentar varias veces). Este proceso se llama expansión por hidratación.
- Formación de puentes de unión: cuando el agua se absorbe y se expande, las partículas de bentonita se vuelven plásticas y viscosas. Envolverán la superficie de la partícula de arena de sílice y formarán una película viscosa de agua de bentonita entre los granos de arena, como una "película de pegamento".
- Mecanismo de unión: la película de agua viscosa mantiene unidos los granos de arena mediante las siguientes fuerzas:
- Fuerza de unión: La viscosidad de la propia película de agua de bentonita.
- Fuerza capilar: tensión superficial del agua en los finos espacios porosos entre los granos de arena.
- Fuerza de Van der Waals: Atracción molecular.
- Resistencia del molde de arena durante el formado: a medida que se produce el golpe, la presión desde el exterior fuerza a los granos de arena a entrar en estrecho contacto, y la película de agua de bentonita forma "puentes de unión" progresivamente más fuertes en los puntos de contacto de los granos de arena. Al retirar la fuerza externa, la fuerza de unión proporcionada por estos puentes de unión es suficiente fuerza en verde (Green Strength) para permitir que el molde de arena mantenga su forma, facilite el proceso de manipulación y cierre del molde y resista la presión estática del metal fundido en la etapa inicial de vertido.
- Arena de sílice: el principal agregado refractario (frecuentemente 85% -95%), proporciona la resistencia a la erosión y al calor del metal fundido a alta temperatura. El rango de tamaño de partícula determina la permeabilidad y acabado superficial .
3. Análisis de costos y beneficios de eficiencia
| Dimensiones de ventaja | Rendimiento específico |
|---|---|
| Costo de materiales | Arena de sílice (≈$30/tonelada) + bentonita (≈$200/tonelada), el costo es solo 1/5-1/3 de arena de resina |
| Eficiencia del proceso | La arena se puede utilizar inmediatamente después de mezclar, velocidad de moldeo >120 moldes/hora (moldeo a máquina), no es necesario esperar a que se cure. |
| Reciclabilidad | La arena vieja se tritura y se tamiza + se rellena con agua y tierra, el 95% se puede reutilizar, tasa de arena residual <5% |
| Inversión en equipos |
No se requiere equipo de horneado/endurecimiento químico y el costo de la línea de moldeo se reduce en más del 40 %. |
► Por qué se desean los servicios de casting online:
Cumple con más del 80% de los requisitos para piezas pequeñas y medianas de hierro gris/hierro dúctil, el costo de cada pieza está bajo control y se puede adaptar para cambiar entre pruebas rápidas y pedidos por lotes.
4. Limitaciones: por qué no funciona en todas las industrias de alta precisión
(1) Fallos dimensionales por humedad:
Contracción durante el secado (tasa de contracción lineal 0,5% -1,2%), interfaz de vapor de agua que hierve durante el vertido y rugosidad de la superficie de la pieza fundida Ra>25μm (arena de resina hasta Ra 6,3μm).
(2) Cuello de botella de resistencia estructural:
Resistencia a la compresión en húmedo <150 kPa, incapaz de soportar grupos de núcleos complejos (p. ej., núcleo del canal de agua del cilindro del motor), las estructuras de paredes delgadas (<3 mm) son propensas a deformarse.
(3) Pobre desintegración
A alta temperatura, la bentonita se sinterizaba formando una cáscara dura de cerámica, que no era fácil de eliminar con arena y destruía fácilmente los finos detalles de las piezas fundidas de precisión.
Caso de falla común: durante la fundición en arena verde de la carcasa de la turbina de un automóvil (con un canal de enfriamiento de 0,8 mm), la tasa de rendimiento fue inferior al 60 %, pero el proceso de arena de resina pudo alcanzar el 95 %.
5. Resumen del posicionamiento de la aplicación
La arena verde es actualmente el proceso líder indiscutible para las piezas fundidas de hierro (específicamente <50 kg) con su increíble ahorro de costos y su eficiente capacidad de circulación. Sin embargo, para áreas de alta precisión (CT>8), estructura detallada (>5 grupo central) y aleaciones especiales, tiene que dar paso a procesos de precisión como arena de resina /arena recubierta. Su carácter técnico es un paradigma industrial con posicionamiento preciso en el triángulo de costo, efectividad y desempeño. 
Buceo profundo: arena aglomerada con resina: el especialista en precisión
| Características | Arena de resina de furano | Arena de resina fenólica |
|---|---|---|
| Principales tipos de resina | Resina de furano (polímero de alcohol furfurílico) | Resina fenólica alcalina |
| Método de curado | Curado ácido (como ácido fosfórico, ácido p-toluenosulfónico) | Curado de éster (como éster orgánico) |
| Ventajas principales | Alta resistencia, endurecimiento rápido, buena desintegración, bajo costo. | Excelente resistencia a altas temperaturas, baja emisión de gases, buena resistencia a la adherencia de la arena |
| Piezas típicas aplicables | Piezas de fundición de precisión general, como cuerpos de válvulas hidráulicas, cuerpos de bombas, impulsores y carcasas. | Piezas fundidas grandes o de paredes gruesas, piezas fundidas de aleaciones que son fáciles de adherir a la arena y piezas fundidas que requieren alta precisión dimensional a altas temperaturas. |
1. Introducción a la clasificación
Hay dos tipos principales de arena resinosa:
- Arena de resina de furano: se emplean un aglutinante de resina de furano y un agente de curado ácido (por ejemplo, ácido fosfórico). Tiene un endurecimiento rápido, alta resistencia a temperatura ambiente, buena desintegración, bajo costo y uso extensivo.
- Arena de resina fenólica: Consiste principalmente en arena de resina fenólica alcalina, con éster orgánico como agente de curado. Tiene una buena resistencia a altas temperaturas y baja emisión de gases. Es adecuado para fundir piezas fundidas grandes de paredes gruesas o aleaciones de arena fáciles de adherir y tiene una buena resistencia a la penetración del metal.
2. Principio de funcionamiento
El endurecimiento de la arena de resina se realiza mediante reacción química:
- Mezcla: Mezcle la arena cruda (arena de sílice o arena especial), el aglutinante de resina y el agente de curado en proporción.
- Moldeo/fabricación de núcleos: Llene la arena mezclada en el molde o caja de núcleos para darle forma y compactarlo.
- Endurecimiento: la reticulación y polimerización de la resina y el agente de curado se producen a temperatura ambiente o a una temperatura determinada, y se genera una red tridimensional de partículas de arena unidas.
- Moldeo: El molde de arena o el núcleo de arena, después del curado, tiene suficiente resistencia y puede expulsarse para conservar una forma precisa.
- Vertido: El metal fundido se vierte en la cavidad del molde de arena de resina curada.
- Colapsar : Metal de alta temperatura hace que el puente de unión de resina se queme y se deteriore, y el molde de arena/núcleo de arena colapse, con una simple limpieza.
3. Ventajas en detalle: primera elección para fundición de precisión
En la fabricación de piezas como cuerpos de válvulas hidráulicas con alto acabado de cavidad interna, precisión dimensional y complejidad geométrica, la arena de resina es la primera opción:
- Alta precisión dimensional y claridad de contorno: alta resistencia, alta rigidez, pequeña deformación después del curado, puede replicar detalles del molde y garantizar la estabilidad dimensional de la fundición.
- Buen acabado superficial: partículas de arena de resina finas y uniformes, la superficie de la cavidad es densa y lisa, lo que reduce la rugosidad de la superficie de la fundición y reduce el mecanizado.
- Gran capacidad para formar estructuras muy complejas: alta resistencia y fluidez, puede formar estructuras de cavidades internas huecas, huecas y de paredes delgadas.
- Buen colapso: la resina colapsa después del vertido y el molde de arena/núcleo de arena se cae por sí solo, con una simple limpieza de la compleja cavidad interior.
- Buena eficiencia y estabilidad de producción: endurecimiento rápido, desmoldeo rápido y ciclo de producción; Control preciso del proceso, calidad de fundición estable.
4. Factores que influyen en los costos: consideraciones clave para la fundición en arena personalizada
La arena de resina afecta el costo de la fundición en arena personalizada:
- Alto costo del material: la resina y el agente de curado son más costosos que el aglutinante tradicional de arcilla y arena.
- Altos requisitos de control del proceso: la proporción de mezcla de arena, la temperatura y la humedad, el tiempo de curado, etc. deben controlarse con precisión, y los requisitos de equipo y gestión son altos.
Valor fundamental: a pesar del alto precio inicial del material, se pueden obtener alta precisión, alta calidad de la superficie, capacidad de moldeo de piezas complejas y ahorros en costos de posprocesamiento. Es más competitivo en términos de precisión y costos de producción de piezas complejas en general. El motivo de su selección es obtener más valor añadido.
La arena de resina se ha convertido en la columna vertebral de la fundición en arena personalizada para piezas fundidas de precisión en grandes industrias como hidráulica, bombas y válvulas con sus capacidades de precisión de endurecimiento químico y fundición de alta calidad, y es un factor importante que afecta la rentabilidad general.

La pregunta crítica: ¿Por qué no puedo usar arena de juego o arena de playa?
Las principales razones por las que la arena de juego (es decir, arena para los areneros de los niños) y la arena de playa no son adecuadas como sustituto de la arena de fundición para la fundición de metales son:
1. Las diferencias en la forma de las partículas provocan una estructura inestable:
La propiedad más importante de la arena de fundición es la forma no angular de sus partículas. Esta forma irregular de las partículas permite que los granos de arena "muerdan" de forma segura y se bloqueen firmemente, formando una cavidad del molde con la resistencia y estabilidad requeridas. Por el contrario, la arena de juego o de playa tiene granos muy redondeados debido a la abrasión prolongada del viento y de las olas. La superficie lisa reduce en gran medida la fricción y la capacidad de entrelazado mecánico entre los granos, lo que hace que la estructura del molde de arena esté suelta y sea fácil de colapsar y no pueda resistir la gravedad y la erosión del metal fundido, y sea fácil de colapsar.
2. El alto contenido de impurezas provoca defectos de fundición:
La arena natural (especialmente la arena de playa) contiene una gran cantidad de impurezas nocivas, como materia orgánica, fragmentos de conchas, sal (cloruro) y diversos minerales. Cuando se vierte metal fundido a alta temperatura (normalmente por encima de 1000 °C), estas impurezas se quemarán, descompondrán o gasificarán violentamente, produciendo una gran cantidad de gas (vapor de H₂O, CO₂, Cl₂, etc.). Si el gas no se puede descargar del molde a tiempo, se formarán defectos graves como poros, poros o picaduras en la superficie dentro o en la superficie de la pieza fundida, lo que reducirá significativamente la calidad y resistencia de la pieza fundida.
3. Falta de aglutinantes necesarios e imposibilidad de formar:
La arena de fundición (especialmente la arena de sílice natural) suele contener una cierta proporción de arcilla natural (como la bentonita), o estos aglutinantes deben añadirse artificialmente. La arcilla produce viscosidad y plasticidad cuando entra en contacto con el agua. Es el núcleo para formar uniones entre las partículas de arena y hacer que el molde de arena obtenga suficiente resistencia en húmedo y plasticidad. La arena de juego o de playa se lava o se forma de forma natural y el contenido efectivo de arcilla es extremadamente bajo o nulo. Incluso si se añade agua, no se le puede dar forma eficaz debido a la falta de medio aglutinante y no se puede fabricar un molde con suficiente poder de retención.
4. No se pueden ignorar los riesgos de seguridad:
Existen importantes riesgos de seguridad al utilizar arena natural sin tratar. El agua residual en la arena (especialmente agua cristalina o agua capilar) se vaporiza instantáneamente cuando entra en contacto con metal fundido a alta temperatura, y el volumen se expande rápidamente, lo que puede provocar una explosión de vapor dentro del molde, salpicando metal fundido y arena caliente, poniendo en peligro al operador. Además, la arena natural suele tener un mayor contenido de polvo y una composición compleja (puede contener polvo de sílice, polvo de sal, polvo de minerales desconocidos, etc.). La inhalación prolongada representa una grave amenaza para la salud respiratoria de los trabajadores, superando con creces la arena procesada que cumple con los estándares de fundición.
Cómo el tipo de metal determina la elección de la arena: aluminio versus acero
Comparación de la influencia del tipo de metal en la selección del molde de arena.
| Características | Aluminio fundido | Acero fundido |
|---|---|---|
| Punto de fusión | Baja (~660°C) | Muy alta (>1370°C) |
| Requisitos del molde de arena | Requisitos de baja refractariedad | Requisitos estrictos de refractariedad y resistencia al choque térmico |
| Moldes de arena comunes | Arena verde de alta calidad | Arena de resina de alto rendimiento |
| Ventajas | Económico y fácil de moldear | Buena estabilidad a altas temperaturas y fuerte resistencia a la penetración de metales. |
| Consideraciones especiales | La arena Petrobond (a base de aceite) se utiliza para detalles finos. | A menudo se requieren arenas especiales (como arena de cromita) para piezas clave. |
1. Aluminio fundido:
- Ventaja del bajo punto de fusión: El bajo punto de fusión del aluminio (~660°C) significa que el molde de arena está sujeto a una carga térmica menor durante el vertido.
- Selección de moldes de arena: los requisitos de refractariedad para los moldes de arena son relativamente vagos. La arena verde de alta calidad (con bentonita como aglutinante y una cantidad adecuada de agua) es el molde de arena más utilizado para la fundición de aluminio debido a su buena plasticidad, resistencia y rentabilidad. Es lo suficientemente fuerte como para resistir el choque térmico del aluminio fundido sin sinterización o deformación severa.
- Aplicaciones finas: para piezas de fundición pequeñas o aplicaciones de aficionados que necesitan capturar detalles muy finos, la arena Petrobond (una arena aglomerada a base de aceite) es popular. Puede proporcionar un excelente acabado superficial y reproducción de detalles, y la arena se cae fácilmente.
2. Acero fundido:
- Desafío de las altas temperaturas: El punto de fusión extremadamente alto (>1370 °C) y la mayor capacidad calorífica del acero suponen una dura prueba para los moldes de lijado.
- Requisitos estrictos: los moldes de arena deben tener una refractariedad extremadamente alta para evitar que los propios granos de arena se derritan y sintericen en la superficie de la pieza fundida (arena se pegue). Al mismo tiempo, se requiere una excelente resistencia al choque térmico para resistir el enorme estrés térmico generado cuando se inyecta acero fundido para evitar el agrietamiento o el lavado de la arena. También se requiere buena resistencia a altas temperaturas y a la penetración de metales.
- Selección de moldes de arena: la arena de resina de alto rendimiento (como arena de resina de furano, arena de resina fenólica) es la opción principal. Proporcionan resistencia a altas temperaturas y estabilidad dimensional mucho mayor que la arena verde a través de enlaces químicos y pueden resistir mejor el impacto de altas temperaturas del acero fundido.
Protección de piezas clave: Para secciones gruesas y grandes de piezas fundidas, juntas calientes o piezas que requieren una calidad superficial extremadamente alta, normalmente se utilizan localmente arenas especiales más caras, como la arena de cromita. La arena de cromita tiene una refractariedad extremadamente alta, una excelente conductividad térmica y resistencia a la penetración de metales, lo que puede prevenir eficazmente la adherencia de la arena y los defectos de penetración, pero el costo es muy alto.
El punto de fusión del metal determina directamente el límite de temperatura que debe soportar el molde de arena y luego determina los requisitos de rendimiento centrales del molde de arena, como la refractariedad y la resistencia. Aluminio fundido Puede utilizar arena verde económica debido a su baja temperatura, mientras que la alta temperatura del acero fundido requiere el uso de arena de resina de alto rendimiento o incluso arena especial.
Resumen del caso: Solución de fundición de alta precisión para carcasas de turbocompresores
Desafíos:
Al desarrollar una carcasa de turbocompresor para un cliente, nos encontramos con una dificultad fundamental: su estructura interna contiene canales en espiral extremadamente complejos y precisos, que requieren una precisión dimensional extremadamente alta. Al mismo tiempo, la pieza fundida debe mantener un rendimiento confiable en el entorno de alta temperatura y alta presión donde realmente funciona el turbocompresor. Esto supone una dura prueba para la proceso de fundición - debe poder replicar perfectamente la compleja cavidad interna garantizando al mismo tiempo calidad de la superficie y estabilidad dimensional.
Malentendidos y limitaciones comunes:
Descubrimos que si confiamos completamente en el proceso tradicional de arena verde para producir esta pieza, existen deficiencias fundamentales: los complejos canales en espiral son difíciles de moldear con precisión y la superficie de la pieza fundida obtenida con arena verde es relativamente rugosa. Esta aspereza interferirá gravemente con el flujo de aire interno (eficiencia aerodinámica), afectando directamente el rendimiento y la eficiencia del turbocompresor y no podrá cumplir con los requisitos de condiciones de trabajo estrictas.
La solución profesional de LS:
Para superar este problema, adoptamos de forma innovadora la tecnología combinada de fundición en arena:
- Clave de núcleo - canal espiral interno: Para el canal espiral interno más complejo y exigente, seleccionamos especialmente arena de resina de alta resistencia para fabricar núcleos de precisión. Este material tiene una excelente resistencia a altas temperaturas y estabilidad dimensional, lo que puede garantizar un moldeado suave y preciso de canales complejos para satisfacer las necesidades de aerodinámica y resistencia a altas temperaturas y altas presiones.
- Optimización de costos - estructura principal externa: Para la parte principal de la vivienda, utilizamos plenamente la buena rentabilidad y capacidad de moldeo de la arena verde para hacer moldes externos.
Resultados y valor:
A través de esta aplicación diferenciada y combinada de tecnología de arena estrategia, logramos con éxito:
- Rendimiento central garantizado: el canal clave interno logró la alta precisión requerida, el alto acabado y la resistencia a altas temperaturas y presiones.
- Costos efectivamente controlados: Maximizó la economía del proceso asegurando al mismo tiempo el desempeño más crítico.
- Se logró una entrega confiable: se brindó a los clientes piezas fundidas de carcasas de turbocompresores que cumplen con condiciones de trabajo estrictas y tienen un rendimiento excelente.
Este caso demuestra plenamente la capacidad profesional del Equipo de casting de LS comprender en profundidad los requisitos del producto, seleccionar con precisión y optimizar los procesos. Somos buenos para brindar a los clientes las soluciones de fundición más competitivas en costos y al mismo tiempo cumplir con requisitos técnicos extremos a través de combinaciones de procesos innovadoras.

Preguntas frecuentes
1. ¿Se puede reutilizar la arena de fundición?
Sí, pero depende del tipo de arena. La arena verde se puede reutilizar directamente simplemente secándola y mezclándola nuevamente debido a sus propiedades aglutinantes a base de agua, que es de bajo costo y fácil de operar. La arena de resina es diferente. Utiliza aglutinantes químicos y debe pasar por un costoso proceso de regeneración (como la regeneración térmica o la regeneración mecánica) para eliminar la resina vieja y recuperar las partículas de arena. Este proceso requiere equipo profesional y es costoso, por lo que no se recomienda su reutilización frecuente.
2. ¿Dónde puedo comprar arena de fundición?
Por lo general, la arena de fundición debe comprarse a proveedores profesionales de materiales industriales, como mayoristas o fabricantes especializados en materiales de fundición, metalúrgicos o de ingeniería, en lugar de ferreterías o tiendas minoristas comunes. Se recomienda consultar el directorio de proveedores a través de exposiciones de la industria, plataformas B2B en línea (como Alibaba Industrial Products) o páginas amarillas locales para asegurarse de que la calidad de la arena cumpla con los estándares de fundición (como el tamaño de las partículas y la pureza) y prestar atención a si el proveedor brinda soporte técnico y servicios de logística para evitar comprar productos inadecuados o de baja calidad.
3. ¿Cuál es la diferencia entre la arena Petrobond y la arena verde?
La principal diferencia radica en el tipo de aglutinante y el rendimiento: la arena Petrobond utiliza aglutinantes a base de aceite (como derivados del petróleo), que pueden proporcionar detalles de fundición más finos y mayor resistencia, y es adecuada para moldes complejos, pero la desventaja es que produce más humo y olor durante el proceso. fundición a alta temperatura y es necesario reforzar la ventilación; La arena verde utiliza aglutinantes a base de agua (como la bentonita), que son más económicos, fáciles de manejar y respetuosos con el medio ambiente, pero los detalles son un poco peores y son más adecuados para proyectos de fundición simples. Al elegir, debe sopesar la precisión de los detalles y el entorno operativo de acuerdo con los requisitos del proyecto.
4. ¿Es seguro el proceso de tratamiento de arena?
Si, el proceso de tratamiento de arena En general, es seguro en un entorno de fábrica profesional, pero se deben seguir estrictamente las normas de seguridad: incluida la instalación de sistemas eficientes de ventilación y eliminación de polvo para reducir la propagación del polvo de sílice, y los operadores deben usar equipo de protección personal (EPP) adecuado durante todo el proceso, como máscaras, gafas y guantes N95 para evitar la inhalación de polvo nocivo (como el polvo de sílice, que puede causar silicosis). Además, las fábricas deben realizar mantenimiento regular de los equipos y pruebas de calidad del aire para garantizar que el proceso de tratamiento (como la mezcla o regeneración de arena) esté libre de riesgos de fugas o explosiones. No se recomienda que los talleres caseros individuales prueben esto.
Resumen
Elegir arena de fundición no es un asunto menor. Es una ciencia rigurosa que determina directamente la calidad final de la fundición, los costes de producción y la eficiencia general. Para reiterar el punto central: la arena común (como arena de construcción, arena de río) no es adecuada para casting profesional producción debido a su refractariedad insuficiente, mala permeabilidad al aire, baja resistencia y composición inestable. Es muy fácil reventar, sinterizar o producir poros cuando se expone a metal fundido a alta temperatura, lo que provoca el desguace de las piezas fundidas.
Elegir el sistema de moldes de arena adecuado para su proyecto puede resultar complicado. En lugar de perderse en el mar de arena, ¡es mejor dejar esta decisión crítica en manos de los expertos! Sube tu diseño archivos a nuestra plataforma segura en línea ahora. Nuestros ingenieros no solo le brindarán una información transparente cotización de fundición en arena , pero también realice un análisis en profundidad y seleccione con precisión el sistema de molde de arena más adecuado para usted para garantizar que su proyecto vaya por el camino correcto desde el primer paso.

📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Serie LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red LS. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo LS
LS es una empresa líder en la industria Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. mecanizado CNC, Fabricación de chapa, impresión 3D, moldeo por inyección, Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. elegir tecnología LS Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com


