قد يؤدي اختيار العملية الخاطئة إلى مضاعفة التكلفة
لقد صممت غلافًا معدنيًا مثاليًا: خطوط ناعمة وبنية دقيقة ووظائف كاملة. تم فحص الرسومات بشكل متكرر وتم تحسين التفاصيل. ومع ذلك، عندما قدمت التصميم إلى الشركة المصنعة بتوقعات كبيرة، كان عرض الأسعار الذي تلقيته بمثابة دلو من الماء البارد يُسكب على رأسك - وهو ما يتجاوز الميزانية بكثير! وربما تضاعفت!
أين المشكلة؟
على الأرجح، لا تكمن المشكلة في التصميم نفسه، بل في الاختيار الافتراضي الذي يبدو بسيطًا ولكنه بالغ الأهمية: يمكنك الاختيار الافتراضي على " التصنيع باستخدام الحاسب الآلي "، وقد يكون تصميمك نموذجيًا" الصفائح المعدنية "جزء في الجوهر.
"تصنيع الصفائح المعدنية" و"التصنيع باستخدام الحاسب الآلي" - كلتا الكلمتين تمثلان " تصنيع المعادن "، والتي تبدو وكأنها مسارات مختلفة لنفس الهدف. ولكن يرجى فهم: إنهما فلسفتان تصنيعيتان مختلفتان تمامًا، تتبعان منطقًا أساسيًا مختلفًا تمامًا .
الاختيار الخاطئ ليس مجرد انحراف في مسار العملية. إنه يعني إهدار المواد، وارتفاع ساعات العمل، وإساءة استخدام القوالب، وهو ما يترجم في النهاية بشكل مباشر إلى فروق مذهلة في التكلفة ودورات إنتاج لا يمكن السيطرة عليها. فهم الاختلافات الأساسية بين تصنيع الصفائح المعدنية والتصنيع باستخدام الحاسب الآلي ليس مجرد مناقشة فنية على الورق، ولكنه الخطوة الرئيسية الأولى للتحكم الفعال في التكاليف وتحسين دورات التسليم في المراحل الأولى من تطوير المنتج.
تصنيع الصفائح المعدنية مقابل التصنيع باستخدام الحاسب الآلي
| سمات |
تصنيع الصفائح المعدنية |
التصنيع باستخدام الحاسب الآلي |
|---|---|---|
| المبادئ الأساسية | يهيمن التشوه/الاتصال: قطع اللوحة المسطحة -> الثني/التشكيل -> التوصيل (اللحام، التثبيت، وما إلى ذلك). | الجوهر هو "تشكيل" لوحات رقيقة. يهيمن الطرح على: قطع وإزالة المواد من الفراغات الصلبة (الكتل والقضبان) إلى أشكال "نحت". |
| الأجزاء الأكثر ملاءمة | رقيقة الجدران، مجوفة، على شكل صندوق: هيكل، مبيت، أقواس، ألواح، قنوات تهوية، حاويات بسيطة. | هيكل متين ومعقد وميزات عالية الدقة: القوالب والتركيبات وأجزاء المحرك والمشعات المعقدة والتروس والبطانات الدقيقة والأجزاء ذات الأسطح ثلاثية الأبعاد المعقدة. |
| المزايا الأساسية | التكلفة (دفعات كبيرة): يعتبر ختم القالب فعالاً للغاية. استخدام المواد: مرتفع عادة (التقطيع المسطح). النماذج الأولية السريعة: القطع بالليزر + الثني سريع. خفيفة الوزن: جدران رقيقة بشكل طبيعي. |
حرية التصميم: هندسة غير محدودة تقريبًا (تجاويف عميقة، منحنيات معقدة، فتحات ذات أشكال خاصة، إلخ). دقة فائقة وجودة سطحية: تصل إلى مستوى الميكرون. تناسق المواد: الجزء بأكمله مصنوع من مادة صلبة واحدة ذات أداء موحد. |
| القيود الأساسية | التعقيد الهندسي: يصعب معالجة التجاويف المغلقة والأسطح المتقاطعة ذاتياً والملامح الصلبة السميكة. اتساق سمك الجدار: يجب أن يكون موحداً (يحدده سمك الصفيحة الأولي). قيود الدقة: تؤثر الأخطاء التراكمية المتعددة في الانحناء وتشوه اللحام على الدقة المطلقة. |
التكلفة (المواد والوقت): الكثير من هدر المواد (الرقائق)؛ وقت معالجة طويل للأجزاء المعقدة. من السهل أن تتشوه الأجزاء ذات الجدران الرقيقة: قد تتسبب قوى القطع في اهتزاز الجدران الرقيقة وتشوهها، مما يجعل المعالجة صعبة. قيود التصميم: يجب مراعاة إمكانية الوصول إلى الأدوات (مثل التجاويف العميقة والفجوات الضيقة). |
| محركات التكلفة | الدفعة: دفعات صغيرة (ليزر/ثني)؛ دفعات كبيرة (يتم تخفيف تكاليف ختم القالب). تعقيد الميزة: عدد الانحناءات والقوالب الخاصة وحجم اللحام. |
حجم المادة: الحجم الفارغ وتكلفة المواد. وقت المعالجة: التعقيد، متطلبات الدقة، الانتهاء من السطح. عدد مرات التثبيت: يؤدي التثبيت المتعدد إلى زيادة التكلفة والخطأ. |
| سمك المادة النموذجي | لوحة رقيقة: عادة 0.5 مم - 6 مم (شائعة في الانحناء). يمكن أن يكون الختم أكثر سمكًا قليلاً، لكنه لا يزال ضمن فئة "اللوحة". | لا قيود ثابتة: من الناحية النظرية يمكن معالجة الفراغات السميكة جداً (عشرات السنتيمترات أو حتى الأمتار) ويمكن أيضاً معالجة الجدران الرقيقة (ولكن بصعوبة كبيرة). |
سيبدأ هذا الدليل بالمبادئ الأساسية ويقارن بعمق الاختلافات بين العمليتين من حيث الدقة والتكلفة والسرعة. من خلال الحالات الحقيقية وإرشادات التصميم، سيساعدك ذلك في النهاية على إنشاء إطار واضح لاتخاذ القرار. 
إليك ما ستتعلمه:
- مبادئ العمل الأساسية للصفائح المعدنية وCNC: تحليل متعمق لكيفية وجود فلسفتين مختلفتين تمامًا للتصنيع، " الانحناء والتشكيل" و"النحت والإزالة"، يمكن أن يحقق تصنيع الأجزاء.
- الاختلافات الرئيسية: كشف الاختلافات الحاسمة والسيناريوهات القابلة للتطبيق بين الاثنين في الأبعاد الأساسية مثل الدقة والتكلفة والسرعة والحرية الهندسية وقوة المواد.
- دليل تحسين التصميم للمهندسين: إرشادات التصميم المصممة خصيصًا للمهندسين الصفائح المعدنية وCNC لمساعدتك على الابتعاد عن المزالق والاستفادة من مزايا العملية لتقليل التكاليف. بشكل جذري.
- حالة عملية لتحسين التكلفة: اكشف عن الحساب الحقيقي لكيفية تقليل تكلفة إنتاج مبيت وحدة التحكم الصناعية بنسبة 75% من خلال استبدال العملية (تعدين الصفائح).
ذكاء التصنيع الهجين: اكتشف كيفية الجمع بمهارة بين مزايا الصفائح المعدنية وCNC لتحقيق توازن مثالي بين التكلفة والدقة في جزء واحد. - أسئلة وأجوبة الخبراء السريعة (FAQ): توضيح سوء الفهم (مثل "هل الصفائح المعدنية أرخص دائمًا؟"، "ما هي معالجة الصفائح المعدنية؟") وتقديم مشورة الخبراء بشأن اختيار المواد.
الآن، دعونا نلقي نظرة أعمق على هاتين العمليتين الأساسيتين اللتين تميزان التصنيع اليوم ونكتسب الأفكار اللازمة لاتخاذ القرار الأفضل لمشروعك.
لماذا تثق بهذا الدليل؟ فلسفة التصنيع في LS
أتعامل مع آلاف الأجزاء الحقيقية يوميًا في LS. أكثر ما أثر فيني هو رؤية الكثير من الأجزاء "المصممة جيدًا" ولكنها باهظة الثمن. عادةً ما يكون السبب الجذري بسيطًا للغاية: على سبيل المثال، كان المصمم معتادًا على استخدام أمر "البثق" في التصميم بمساعدة الكمبيوتر (CAD)، وها هو الجزء الذي ربما تم ثنيه ببساطة باستخدام الصفائح المعدنية أصبح جزءًا آليًا باهظ الثمن يلتهم المواد. هذه القدرة على رؤية الانفصال بين التصميم والتصنيع هي جوهر LS.
يكمن تفرد تجربتنا في مجال العمليات المتعددة: من الفضاء الجوي أجزاء CNC الدقيقة مع التفاوتات الصارمة في هيكل الصفائح المعدنية للخادم التي تتطلب أقصى قدر من الفعالية من حيث التكلفة، فإننا نشارك بعمق. هذه الرؤية العالمية هي التي تمنحنا قوة التحسين "لتحويل الحجر إلى ذهب".
مثال نموذجي: كان لدى العميل قطعة ليتم تصنيعها بتكلفة باهظة CNC بخمسة محاور ولم نفعل ذلك بشكل مباشر بل سألنا أنفسنا:
هل يمكن تحقيق ذلك من خلال مجموعة أقل تعقيدًا وأرخص من العمليات؟ في النهاية، قمنا بتفكيكها إلى عدة مكونات أساسية من الصفائح المعدنية ملحومة لهم، مما يوفر للعملاء ما يصل إلى 70% من التكاليف دون المساس بالوظائف!
هذه ليست نظرية، ولكنها حل عملي تحققنا منه مرارًا وتكرارًا في ورشة العمل الصاخبة.
قيمة هذا الدليل تكمن في هذا.
إنه ليس كتابًا نظريًا ولكنه كتاب المعرفة الحقيقية مهندسين إل إس من خلال دروس الحياة الواقعية والتجارب الناجحة التي تبلغ 10000 قطعة يوميًا. نحن ندرك جيدًا غرض التصميم الأصلي ولدينا إحساس أفضل بتكلفة التصنيع وجدواه.
صدقيني يا غلوريا، خبرتي في العمل في ورشة عمل LS تقول لي: يمكن أن يساعدك هذا الدليل على تجنب فخاخ التكلفة وإنشاء تصميمات صوتية فعالة واقتصادية بالفعل. إنه يظهر فهمنا العميق وتقديرنا للحرفية.
تصنيع الصفائح المعدنية هو أبعد من مجرد "الانحناء". إنه منهجي معالجة المعادن التكنولوجيا التي تنحني نسبيا صفائح رقيقة تحويل المعادن (مثل الفولاذ والألومنيوم والفولاذ المقاوم للصدأ والنحاس وما إلى ذلك) إلى أجزاء أو منتجات ثلاثية الأبعاد ذات وظائف وأشكال خاصة من خلال سلسلة من العمليات الدقيقة. طبيعتها توفير المواد و النماذج الأولية السريعة ، مناسبة بشكل خاص للإنتاج الضخم للمكونات ذات البنية البسيطة نسبيًا.
تصنيع الصفائح المعدنية بعمق: كيف تعمل؟ نظرة عامة على الخطوات الأساسية لمعالجة الصفائح المعدنية
| خطوات | المعدات / التكنولوجيا الأساسية | الغرض والميزات الرئيسية |
|---|---|---|
| 1. التقطيع | القطع بالليزر، القطع بالبلازما، آلة التثقيب | افصل بدقة الشكل ثنائي الأبعاد للجزء المكشوف عن لوح معدني كبير. |
| 2. التشكيل | اضغط على الفرامل | قم بتشكيل اللوحة المسطحة ثنائية الأبعاد في هيكل ثلاثي الأبعاد من خلال الثني الدقيق (على شكل V، على شكل U، ثني الهواء، وما إلى ذلك). |
| 3. الاتصال | اللحام، التثبيت، الشد | قم بتجميع ودمج الأجزاء المعقدة التي لا يمكن تشكيلها بواسطة ورقة واحدة في شكل كامل. |
| 4. مرحلة ما بعد المعالجة | طحن، رش، أنودة، الخ. | تحسين جودة السطح ومقاومة التآكل وجماليات الأجزاء أو منحها وظائف محددة. |
1. التقطيع: أول عملية للفصل الصحيح
الهدف: قص مخطط الجزء المرغوب ثنائي الأبعاد (مع الأخذ في الاعتبار تشوه الانحناء اللاحق) من الجزء الهائل مادة خام لوحة معدنية بشكل صحيح وصحيح.
التكنولوجيا والمعدات الرئيسية:
- القطع بالليزر: استخدم شعاع ليزر مركَّز عالي الطاقة لإذابة المادة أو تبخيرها. إنها تتميز بدقة عالية للغاية (تصل إلى ±0.1 مم)، ودرزات قطع رفيعة، ومنطقة صغيرة متأثرة بالحرارة، ومناسبة للأشكال المعقدة والأجزاء الدقيقة. إنها طريقة التقطيع عالية الدقة السائدة حاليًا.
- القطع بالبلازما: استخدم قوس بلازما عالي الحرارة وعالي السرعة لإذابة المعدن، وتيار هواء عالي السرعة لإخماد المعدن المنصهر. سرعة القطع سريعة، جيدة بشكل خاص في الألواح المتوسطة والثقيلة (سمك اللوحة هو 0.50). القطع بالليزر غير اقتصادية)، ولكن الدقة وجودة التشطيب عادة ما تكون أقل جودة من القطع بالليزر، مع وجود منطقة أكبر متأثرة بالحرارة.
- التخريم/الختم: قص اللوحة باستخدام قالب. المزايا: بالنسبة لعدد كبير من الأجزاء ذات الخطوط القياسية نسبيًا (كميات كبيرة من الثقوب المستديرة، والثقوب المربعة، والأشكال الخارجية الموصوفة)، تكون الإنتاجية عالية للغاية ويمكن للتثقيب الواحد إكمال العديد من العمليات (التثقيب، والتقطيع، والرسم الضحل). العيوب: قوالب باهظة الثمن، مرونة منخفضة (وقت تغيير طويل)، وليس للقطع الصغيرة المكونة من قطعة واحدة أو الخطوط المعقدة.
النقاط الرئيسية:
تؤثر جودة الحافة ودقة التقطيع بشكل مباشر على جودة العمليات النهائية (وبشكل أكثر تحديدًا لتحديد المواقع الانحناء ) والمنتج النهائي. إن اختيار التكنولوجيا التي يجب النظر إليها يحتاج إلى مراعاة نوع المادة وسمكها وتعقيد الجزء ومتطلبات الدقة والدفعة وتكلفة الإنتاج.
2. التشكيل: فن إعطاء الحياة ثلاثية الأبعاد
الغرض: تشويه الفراغ المسطح إلى الشكل ثلاثي الأبعاد المطلوب عن طريق التشوه البلاستيكي. إن العملية الأساسية والأكثر استخدامًا في تشكيل الصفائح المعدنية هي الانحناء.
المعدات الأساسية: اضغط على الفرامل
العملية الأساسية: الانحناء
الانحناء على شكل حرف V : التقنية الأكثر استخداما. يتم وضع الورقة على القالب السفلي بفتحة على شكل حرف V، ويتم ضغط القالب العلوي (طرف السكين) لأسفل في الأخدود V، مما يؤدي إلى طي الورقة على طول خط الانحناء المحدد مسبقًا. ال زاوية الانحناء يتم تنظيمه بدقة من خلال عمق الضغط على القالب العلوي.
الانحناء على شكل حرف U: استخدم قالبًا سفليًا على شكل حرف U وكمة مطابقة لإنشاء شكل على شكل حرف U في وقت واحد. بشكل عام يتطلب المزيد من الضغط.
انحناء الهواء : لا يضرب طرف القالب العلوي الورقة لأسفل إلى الأسفل ليلمس الجزء السفلي من أخدود القالب السفلي على شكل V، ولا يتدلى فوق الورقة بفجوة محدودة. إن عمق الضغط هو الذي يحدد الزاوية النهائية . المزايا: مرونة جيدة (يمكن لمجموعة القوالب أن تنحني بزوايا متعددة)، والضغط المطلوب أقل، كما أن عكس الارتداد أسهل. إنها طريقة الانحناء السائدة حاليًا.
الانحناء السفلي/ثني البصمة: يقوم القالب العلوي بدفع الصفيحة بالكامل إلى الأخدود السفلي على شكل حرف V للقالب السفلي ويضغط أكثر، مع تعرض المادة لتشوه البلاستيك أو حتى قذف بسيط داخل تجويف القالب. الميزة: دقة عالية وارتداد منخفض. العيب: يتطلب حمولة أكبر أداة الآلة ، يسبب تآكلًا أكبر للقالب، ويتطلب أخدودًا على شكل حرف V محددًا لكل زاوية/سمك.
الاعتبارات الرئيسية
- Springback: بمجرد إزالة قوة الانحناء، سوف يرتد المعدن بشكل مرن بعض الزاوية. وينبغي أن يتم التعويض بشكل مناسب أثناء برمجة وتصميم القالب.
- تسلسل الانحناء: للمعقد متعدد الانحناء المكونات، تسلسل الانحناء أمر بالغ الأهمية، وينبغي تجنب التداخل وضمان الدقة.
- الحد الأدنى لنصف قطر الانحناء: يعتمد على نوع المادة والسمك وحالة المعالجة الحرارية. سيؤدي نصف القطر الصغير جدًا إلى تمدد وتشقق المواد الخارجية بشكل كبير.
- عامل K/معامل الانحناء: عامل مهم يستخدم لتحديد موقع الطبقة المحايدة في حساب الطول غير المطوي.
3. الاتصال: بناء كلٍ معقد
الغرض: عندما تكون المكونات معقدة للغاية لدرجة أنه لم يعد من الممكن إنتاجها عن طريق ثني لوح واحد، أو عندما تحتاج إلى تكوينها بمكونات أخرى، يتم إنشاء عدة مكونات قطع الصفائح المعدنية أو يتم توصيل قطع الصفائح المعدنية بانتظام بقطع أخرى.
التقنيات الرئيسية:
- لحام : (MIG، TIG، لحام البقعة، اللحام بالليزر ، وما إلى ذلك) يتم ربط المادة بالمعدن المنصهر. نقاط القوة: قوية ومحكم الغلق (اللحام المتتابع). نقاط الضعف: يحدث تشوه حراري، ويتطلب معالجة لاحقة، والمظهر ليس بالضرورة رائعًا.
- التثبيت: يتم تحقيق الاتصال عن طريق التشوه الميكانيكي للمسامير. المزايا: لا يوجد تأثير حراري، يستخدم في ربط المواد المختلفة، موثوقية عالية. العيوب: يتطلب الحفر المسبق مما يزيد من وزن الأجزاء.
- الاغلاق/البراغي: يتم تحقيق الاتصال عن طريق مساعدة البراغي والصواميل والمسامير ذاتية التنصت وما إلى ذلك. المزايا: قابلة للإزالة، سهلة الانضمام، لا يوجد تأثير حراري. العيوب: مطلوب الحفر المسبق أو التنصت، وتكون نقطة الاتصال مرتفعة.
- المفاجئة/التجعيد: استخدم التشوه المرن لل مادة ورقة نفسها أو هيكل مصمم خصيصًا لإنشاء وصلة خالية من أدوات التثبيت. يستخدم بشكل عام على أغطية الهيكل، إلخ.
- نقاط يجب ملاحظتها: يجب أن يأخذ اختيار طريقة التوصيل في الاعتبار احتياجات القوة الكاملة، واحتياجات الختم، واحتياجات المظهر، وما إذا كانت قابلة للتفكيك، وكفاءة التصنيع، والتكلفة، والتأثير على المادة الأم (على سبيل المثال، التشويه الحراري بسبب اللحام).
4. مرحلة ما بعد المعالجة: التشطيب والحماية
الغرض: تحسين وظائف المنتج وعمره وجمالياته.
العمليات المشتركة:
- إزالة الأزيز/الطحن: قم بإزالة الحواف الحادة والنتوءات من القطع والثني لتوفير الأمان وسهولة التجميع.
- طحن/تلميع اللحام: تلميع منطقة اللحام وجعلها مذهلة.
- تنظيف السطح: إزالة الزيت والغبار وطلاء الأكسيد (مثل السفع الرملي والتخليل).
- الطلاء (الطلاء/طلاء المسحوق): ضع طلاءًا سائلًا أو طلاء مسحوق إلكتروستاتيكي والذي يشكل لمسة نهائية زخرفية واقية عند المعالجة. مضاد للتآكل، بألوان وملمس مختلف، طلاء المسحوق طويل الأمد وصديق للبيئة.
- الطلاء الكهربائي: (الطلاء بالنيكل، والطلاء بالكروم، والطلاء بالزنك، وما إلى ذلك) يستخدم طريقة التحليل الكهربائي لترسيب طبقة معدنية على السطح، بشكل أساسي للحماية من التآكل أو مقاومة التآكل، أو للتشطيب الزخرفي.
- أنودة: (ل سبائك الألومنيوم ) يشكل طبقة رقيقة من سطح أكسيد الصلب. يزيد من مقاومة التآكل، ومقاومة التآكل، والعزل، ويمكن صبغه لإنتاج ألوان عميقة.
- الشاشة الحريرية/العلامات بالليزر: أضف الشعارات والنصوص والرسومات.
شرح تفصيلي للتصنيع باستخدام الحاسب الآلي: فن "النحت" الجديد مع القطع المتحكم فيه
"على الرغم من أن فلسفة "تشكيل" الصفائح المعدنية عن طريق الضغط والاحتفاظ بالشكل تحدد هندسة الجزء النهائي من خلال عملية التراجع عن المواد، فإن التصنيع باستخدام الحاسب الآلي هو فن "نحت" جوهره هو إزالة المواد تحت السيطرة."
إنه يشبه إلى حد كبير نحاتًا في عصر الكمبيوتر يقوم تدريجياً بتجريد المعدن الصلب من الفراغ بأوامر خطوة بخطوة و أدوات القطع وفي النهاية إنتاج الشكل المعقد الذي يتطلبه الرسم.
قبل الخوض في التفاصيل الجوهرية، دعونا نلقي نظرة عامة على الخطوات الأساسية والمحتويات الرئيسية للتصنيع باستخدام الحاسب الآلي من الجدول التالي:
| المرحلة الأساسية | المهام الأساسية | المدخلات الرئيسية/الأداة | المخرجات الرئيسية/الهدف |
|---|---|---|---|
| 1. البرمجة | تحويل نية التصميم إلى تعليمات الآلة | نموذج CAD، برنامج CAM | رمز G (تعليمات مسار الأداة) |
| 2. لقط | تأكد من أن الفراغ مستقر وموضع بدقة أثناء المعالجة | قضبان معدنية صلبة (بيليت)، تركيبات، طاولة أدوات الآلة | قطعة عمل ثابتة وموضعة بدقة لتتم معالجتها |
| 3. القطع | قم بإزالة المواد الزائدة بدقة وفقًا للتعليمات لتشكيل الشكل المستهدف | أدوات الآلات CNC (آلات الطحن/المخارط)، أدوات الدوران عالية السرعة، المبردات | أجزاء قريبة من الشكل النهائي (التصنيع الخام/التشطيب) |
| 4. مرحلة ما بعد المعالجة | تحسين جودة السطح وأداء الأجزاء وإجراء التحقق النهائي | أدوات إزالة الأزيز، وآلات السفع الرملي، وخزانات الأنودة، ومعدات القياس | الأجزاء النهائية التي تلبي متطلبات التصميم (الحجم والسطح والوظيفة) |
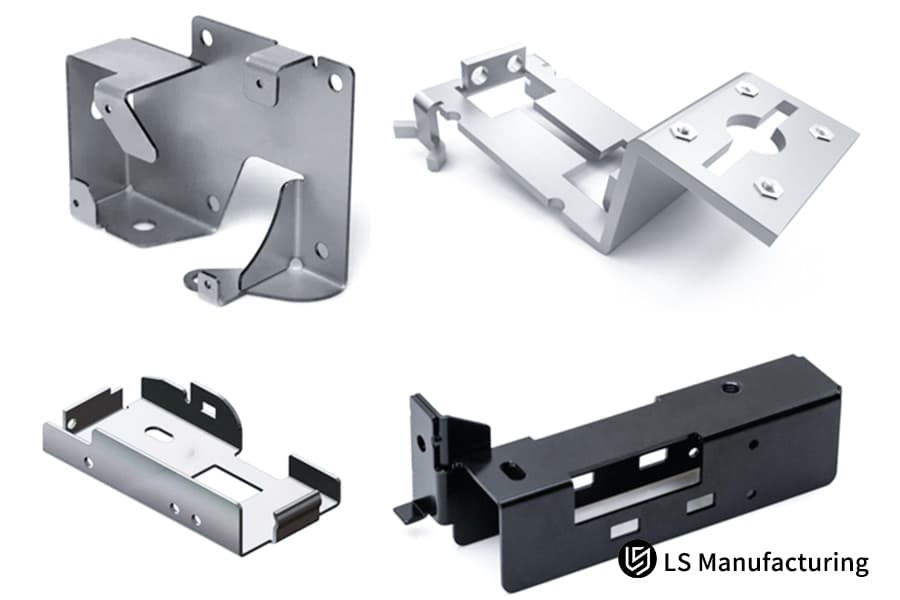
الشكل 1: مكونات معدنية مُشكَّلة ومصممة خصيصًا للتطبيقات الدقيقة بواسطة شركة LS Manufacturing
البرمجة: مترجم التصميم الرقمي
العملية: هي بداية وعقل عملية المعالجة بأكملها. يقوم المهندسون أولاً بتصميم أو الحصول على تفاصيل محددة نموذج ثلاثي الأبعاد جزء من برنامج التصميم بمساعدة الكمبيوتر (CAD). ثم يتم تفسير ذلك إلى برنامج التصنيع بمساعدة الكمبيوتر (CAM). يتم تخطيط مسارات الأدوات، وظروف القطع (السرعة، ومعدل التغذية، وعمق القطع)، واختيار الأداة، وما إلى ذلك، وبرمجتها بعناية من قبل المهندسين استنادًا إلى خصائص المواد، والتسامح المطلوب، وتشطيب السطح، وقدرة الأداة الآلية. تتمثل الوظيفة الرئيسية لبرنامج CAM في ترجمة الأشكال الهندسية والآلات ثلاثية الأبعاد المعقدة إلى سلسلة من التعليمات الدقيقة - رمز G الذي آلات التصنيع باستخدام الحاسب الآلي يمكن استخدامها لتنفيذ العمليات.
الأهمية: ستؤثر جودة البرمجة بشكل مباشر على كفاءة ودقة وجودة الجزء النهائي. يمكن للبرمجة الجيدة أن تحفظ مسارات الأدوات، وتزيل السفر الضائع، وتزيل الاصطدام، وتعظيم استخدام المواد، وتحقق التفاوتات والتشطيبات السطحية للتصميم.
لقط: أساس متين
العملية: يقوم المشغل بعد ذلك بوضع القطعة الصلبة من المادة المعدنية (على سبيل المثال، قطعة معدنية) على طاولة أو ظرف من ماكينة سي ان سي (والذي غالبا ما يكون آلة طحن أو مخرطة). وهذا يعني استخدام تركيبات خاصة (على سبيل المثال، ظرف، خراطيش، مشابك، أدوات خاصة، وما إلى ذلك) للحفاظ على البليت آمنًا ومستقرًا لمنع البليت من الاهتزاز أو الحركة بسبب الصدمة أو الضغط الناتج عن قوى القطع عالية السرعة.
النقاط الرئيسية: تحديد المواقع بدقة والتثبيت الصلب مهمان. حتى سوء الوضع الطفيف أو ارتخاء المشبك سيؤدي بشكل مباشر إلى حدوث خطأ في المعالجة أو حتى إهدار قطع العمل. يجب أن يكون نظام التثبيت مصممًا خصيصًا لتوفير الصلابة وتمكين وصول الأداة إلى جميع الأسطح المراد تشكيلها.
القطع: "النحت الرقمي الدقيق"
العملية: هذا هو الرابط المركزي للتصنيع باستخدام الحاسب الآلي. يقوم نظام التحكم في الآلة الآلية بقراءة وتنفيذ تعليمات G-code. يقوم المغزل بتدوير الأداة المحددة (على سبيل المثال، المطاحن الطرفية، والمثاقب، وأدوات الخراطة، وما إلى ذلك) بسرعة عالية.
وفي الوقت نفسه، يقوم المحرك المؤازر الخاص بالأداة الآلية بتشغيل الأداة و/أو الطاولة بدقة للتحرك على طول المحاور X وY وZ وغيرها، باتباع المسار المبرمج. تتصل حافة الأداة الحادة بالمعدن الفارغ، وتقطع طبقة تلو الأخرى، وتزيل المواد غير المرغوب فيها بشكل مستمر. يُستخدم سائل التبريد عادةً لطرد الرقائق وتقليل درجة حرارة منطقة القطع وتليين الأداة، مما يؤدي إلى إطالة عمر الأداة وتحسين جودة السطح.
المعالجة متعددة المحاور:
3-المحور: الشكل الأساسي، يمكن للأداة أن تتحرك على ثلاثة محاور خطية، X، Y، وZ. مناسبة لتصنيع أجزاء ذات أشكال بسيطة نسبيًا وميزات رئيسية موجودة في الأعلى والجوانب (مثل أجزاء اللوحة، التجاويف البسيطة).
4-محور: يتم إضافة محور دوران على أساس 3 محاور (عادةً ما تدور حول المحور X أو المحور Y، ويسمى المحور A أو المحور B). السماح لقطعة الشغل بالدوران، بحيث تتمكن الأداة من معالجة الجانب وجزء من السطح غير الرأسي لقطعة الشغل، مما يقلل عدد مرات التثبيت (مثل تصنيع الأخاديد ذات الشكل الخاص والحروف على الأسطوانات).
5 محاور : تمت إضافة محوري دوران على أساس 3 محاور خطية (X، Y، Z) (المحور الشائع هو المحور A حول المحور X والمحور B حول المحور Y، أو المحور C حول المحور Z بالإضافة إلى محور التأرجح). يمكن للأداة أن تقترب من سطح قطعة العمل من أي اتجاه، ويمكن معالجة الأسطح المنحنية المعقدة للغاية، والتجاويف العميقة، وميزات القطع (مثل الدفاعات، ورؤوس أسطوانات المحرك، وتجويفات القالب الدقيقة) في مشبك واحد، مما يحسن بشكل كبير من قدرة المعالجة ودقة الأجزاء المعقدة.
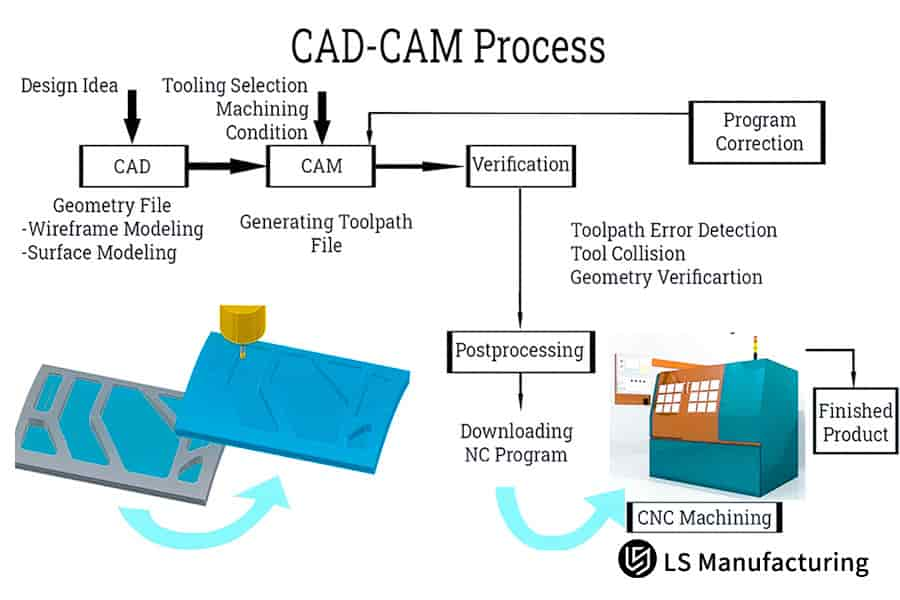
الشكل 2: رسم تخطيطي للعملية لعرض أسعار إنتاج المكونات الآلية المتخصصة بواسطة شركة LS Manufacturing
مرحلة ما بعد المعالجة: التشطيب وضمان الجودة
العملية: الأجزاء بعد القطع (التي تسمى عادة "الأجزاء المصنعة") ليست عادة المنتجات النهائية. قد تحتوي على نتوءات حادة، أو علامات أدوات محددة، أو تتطلب خصائص سطحية وحماية معينة.
العمليات المشتركة:
- إزالة الأزيز: قم بإزالة النتوءات الحادة يدويًا أو تلقائيًا الناتجة عن حواف القطع لضمان السلامة والتجميع اللاحق.
- السفع الرملي/التلميع: تحسين تشطيب السطح والحصول على تأثير موحد أو لامع.
- أنودة (أساسًا لأجزاء الألومنيوم): تشكل طبقة أكسيد صلبة ومقاومة للتآكل على السطح، ويمكن صبغها لتعزيز الشكل الجمالي ومقاومة التآكل. وتشمل المعالجات السطحية الأخرى الطلاء الكهربائي، والرش، وما إلى ذلك.
- القياس والفحص: باستخدام أدوات مثل الفرجار والميكرومتر ومقاييس الارتفاع وآلات القياس الإحداثية (CMMs) وما إلى ذلك، فإننا نتحقق بدقة من الأبعاد الحرجة والتفاوتات الهندسية (مثل التسطيح والاستدارة والموضع) وخشونة سطح الأجزاء للتأكد من أنها تتوافق تمامًا مع رسومات التصميم والمواصفات الفنية. هذه هي المرحلة النهائية لمراقبة الجودة.
ما هو الفرق بين تصنيع الصفائح المعدنية والتصنيع باستخدام الحاسب الآلي؟
الآن بعد أن فهمنا كيفية عمل كلتا العمليتين، دعونا نقارنهما مباشرة بالأبعاد التي يهتم بها المهندسون كثيرًا.
| البعد المقارنة | تصنيع الصفائح المعدنية | التصنيع باستخدام الحاسب الآلي | تعليقات الخبراء |
|---|---|---|---|
| التسامح الدقة | بشكل عام ±0.2 مم أو أعلى. تتأثر الدقة العالية بشكل كبير بارتداد المواد، وتآكل القالب، وتشوه اللحام، وما إلى ذلك، وتتطلب أدوات معقدة أو معالجة ثانوية. | عادة ±0.025 مم أو أعلى (مستوى الميكرومتر). تتميز المعدات بدقة عالية ويمكنها تحقيق المعالجة الدقيقة للميزات المعقدة بشكل ثابت. | "ملاءمة المحمل، والتجميع الدقيق، ومتطلبات تحمل السطح المعقدة؟ يعد CNC خيارًا موثوقًا به. وتتطلب الصفائح المعدنية عمليات إضافية لضمان الدقة." |
| هيكل التكلفة | انخفاض تكلفة المواد الخام وارتفاع معدل استخدام المواد (أقل من النفايات). قطعة واحدة/دفعة صغيرة: ارتفاع تكلفة القالب/الأدوات، وارتفاع تكلفة الوحدة بعد الاستهلاك. دفعة كبيرة: يتم تخفيف تكلفة القالب، وتكلفة الوحدة تنافسية للغاية. | ارتفاع تكلفة المواد الخام (قطعة المادة بأكملها)، وانخفاض معدل استخدام المواد (رقائق النفايات). قطعة واحدة/دفعة صغيرة: تكلفة بدء تشغيل منخفضة نسبيًا (البرمجة كافية)، ولا يلزم دفع رسوم العفن. الدفعة الكبيرة: تزداد التكلفة خطيًا مع وقت المعالجة، وهناك نقص في وفورات الحجم. | "النموذج الأولي/دفعة صغيرة؟ CNC أكثر مرونة واقتصادية. دفعة كبيرة من الأجزاء البسيطة؟ تكاليف الصفائح المعدنية باهظة. الأجزاء المعقدة في دفعات كبيرة تتطلب تقييمًا شاملاً." |
| سرعة الإنتاج (وقت التسليم) | الأجزاء البسيطة (مثل الألواح المسطحة، والثنيات المفردة): سريعة للغاية (دقائق)، خاصة عند وجود قوالب جاهزة. الأجزاء المعقدة/اللحام والتجميع المطلوبة: العديد من العمليات (القطع، واللكم، والطي، واللحام، والتسطيح)، ويتم تمديد إجمالي وقت الدورة بشكل كبير. | عادة ما يكون وقت المعالجة أطول (ساعات أو حتى أيام/قطعة). تعمل الأشكال ثلاثية الأبعاد المعقدة والتجاويف العميقة والميزات الدقيقة على زيادة وقت المعالجة بشكل كبير. يمكن للمعدات متعددة المحاور تحسين الكفاءة ولكنها لا تزال أبطأ من الصفائح المعدنية البسيطة. | "1000 قوس بسيط؟ يمكن تصنيع الصفائح المعدنية في يوم واحد. صندوق/قشرة معقدة؟ قد يستغرق CNC عدة أيام. متطلبات السرعة هي الاعتبار الأساسي!" |
| درجات الحرية الهندسية | محدود. يعتمد بشكل أساسي على كفاف ثنائي الأبعاد + الثني/التشكيل + اللحام/التوصيل. من الصعب إنشاء أسطح معقدة أو تجاويف عميقة أو تجاويف مغلقة أو ميزات ثلاثية الأبعاد دقيقة متكاملة. | عالية جدا. يمكن عمل أي شكل ثلاثي الأبعاد قابل للتصميم تقريبًا، بما في ذلك الأسطح المعقدة، والتجاويف العميقة، والهياكل المجوفة، والأنسجة الدقيقة والأجزاء المتكاملة (بدون نقاط اتصال). | "تصميم مثل الأوريجامي أو التجميع؟ الصفائح المعدنية ممكنة. تصميم مثل النحت أو ببنية داخلية معقدة؟ CNC هو الحل الوحيد." |
| قوة المواد وخصائصها | هناك تصلب للعمل في الزوايا، ويمكن تحسين القوة المحلية، ولكن قد يتم أيضًا إدخال الإجهاد المتبقي. نقاط اللحام/الاتصال هي روابط ضعيفة محتملة، مما يؤثر على القوة الإجمالية والختم. سمك المادة موحد نسبيًا. | تتم معالجة الأجزاء من قطعة كاملة من المادة، مع الحفاظ على هيكل وأداء الشبكة الأصلية والموحدة (القوة والمتانة والتوصيل الحراري وما إلى ذلك) للمادة. سلامة جيدة، لا توجد منطقة اتصال ضعيفة، ومناسبة لمتطلبات السلامة العالية. |
"الضغط العالي، أو التعب الشديد، أو الختم العالي أو متطلبات السلامة الصارمة؟ الأجزاء المصبوبة من قطعة واحدة باستخدام الحاسب الآلي عادة ما تكون أكثر موثوقية. ويجب التعامل مع الصفائح المعدنية بعناية عند نقاط الاتصال." |
| سيناريوهات التطبيق النموذجية | الهيكل، الخزانات، الأقواس، الأصداف، الهيكل، قنوات التهوية، الأغطية المعدنية، الأجزاء الهيكلية البسيطة. | الأجزاء الدقيقة، والقوالب، والتركيبات، وأجزاء المحرك/ناقل الحركة، والأغلفة المعقدة، وأجزاء الأجهزة الطبية، والنماذج الأولية، والأعمال الفنية. | "الوظيفة تحدد الشكل، والشكل يحدد العملية. إن توضيح المتطلبات الأساسية للأجزاء هو الخطوة الأولى في اختيار العملية!" |
تعليقات الخبراء:
- CNC هو الخيار الأفضل للدقة: CNC هو الخيار الأول عندما تكون هناك متطلبات صارمة للتفاوتات على مستوى الميكرون ومطابقة الدقة المعقدة.
- تعتمد كفاءة التكلفة على حجم الدفعة:
- دفعة صغيرة/نموذج أولي: يبدأ تشغيل CNC بسرعة، ولا توجد رسوم على القالب، وعادةً ما يكون أكثر فعالية من حيث التكلفة.
- مجموعة كبيرة من الأجزاء البسيطة: تتمتع الصفائح المعدنية بميزة تكلفة كبيرة نظرًا لاستخدامها العالي للغاية للمواد وسرعة الختم/الثني.
- مجموعة كبيرة من الأجزاء المعقدة: مطلوب محاسبة التكاليف التفصيلية ( معالجة باستخدام الحاسب الآلي الوقت مقابل العمليات المتعددة للصفائح المعدنية + تكاليف القالب).
- الطلب على السرعة يحدد النتيجة:
- أجزاء بسيطة ضخمة: سرعة الصفائح المعدنية (خاصة الختم) لا مثيل لها.
- قطعة واحدة معقدة/دفعة صغيرة: CNC سريع نسبيًا (مقارنة بانتظار فتح القالب)، لكن المعالجة نفسها تستغرق وقتًا طويلاً.
- التعقيد الهندسي هو نقطة التحول: الأشكال ثلاثية الأبعاد المعقدة، والتجاويف العميقة، والهياكل المتكاملة هي المجال المطلق لـ CNC؛ تعتبر الصفائح المعدنية جيدة في الأشكال الهندسية "القابلة للتوسيع" المكونة من طائرات + انحناءات.
- اعتبارات السلامة الهيكلية: CNC صب قطعة واحدة يوفر حماية أكثر موثوقية للأجزاء الحاملة الرئيسية مع متطلبات عالية للقوة الإجمالية، وعمر التعب، والختم الخالي من التسرب؛ تتطلب الصفائح المعدنية اهتمامًا خاصًا بتصميم وجودة نقاط الاتصال.
- البدء بالطلب: إن جوهر اختيار العملية هو دائمًا المتطلبات الوظيفية ومتطلبات الأداء (الدقة/القوة) والتعقيد الهندسي والميزانية وكمية الأجزاء. ويوفر هذا الجدول الأساس الرئيسي لاتخاذ قرارات حكيمة في هذه الأبعاد.
يسلط هذا الجدول الضوء بوضوح على الاختلافات الأساسية والمزايا الخاصة بالعمليتين في العديد من الأبعاد الأساسية التي يهتم بها المهندسون كثيرًا (التكلفة والسرعة والدقة والقدرة والقوة)، ويتم استكماله بتعليقات الخبراء للإشارة إلى الاعتبارات الرئيسية للاختيار.
تحليل الحالة العملية: رحلة لتحسين تكلفة إسكان وحدة التحكم الصناعية
خلفية العميل واحتياجاته: صممت إحدى شركات الأتمتة الرائدة وحدة تحكم PLC صناعية جديدة تتطلب حماية قوية. كانت الخطة الأصلية هي استخدام قطعة كاملة من سبائك الألومنيوم 6061 (التصنيع باستخدام الحاسب الآلي) لتصنيع الهيكل، وطلبت من LS عرض أسعار.
التحدي الأولي: وفقًا لتصميم العميل (طحن قطعة كاملة من الألومنيوم)، قمنا بتقدير التكلفة تكلفة التصنيع باستخدام الحاسب الآلي ليكون 180 دولارًا للقطعة. وعلى الرغم من استيفائه للمتطلبات، فقد أدركنا أن هذا لم يكن الحل الأكثر فعالية من حيث التكلفة.
إنشاء القيمة الاستباقية لشركة LS: بفضل خبرتنا العميقة في عمليات تصنيع المعادن، قمنا بالاتصال بشكل استباقي بالعميل لمناقشة تحسين التصميم. لقد قدمنا اقتراحًا رئيسيًا: تحويل التصميم من حلول "التصنيع باستخدام الحاسب الآلي بالكامل" إلى حلول "معالجة الصفائح المعدنية".
جوهر الحل الجديد: حدد صفائح سبائك الألومنيوم 5052 مقاس 3 مم.
عملية التصنيع: القطع الدقيق بالليزر ← تشكيل الانحناء الدقيق ← تعزيز اللحام للأجزاء الرئيسية ← طحن اللحام الضروري.
الإنجازات والقيمة: تبنى العميل بكل سرور اقتراحنا للصفائح المعدنية. كان عرض أسعار الحل الأمثل هو 45 دولارًا فقط للقطعة.
الفوائد الأساسية: تخفيض التكلفة بنسبة 75%! تم تحقيق وفورات كبيرة في التكاليف مع ضمان القوة المطلوبة ومستوى الحماية ووظيفة المنتج.
عرض قيمة LS: توضح هذه الحالة بوضوح المزايا الأساسية لـ LS: نحن لسنا منفذ التصنيع الموثوق به فحسب، بل نحن أيضًا مستشار عملية التصنيع الموثوق به وشريكك في تحسين التكلفة. نحن نستخدم معرفتنا المهنية بنشاط لمراجعة التصميم (التصميم للتصنيع، سوق دبي المالي) وإيجاد مسارات عملية أكثر كفاءة واقتصادية (مثل استبدال CNC بالصفائح المعدنية في هذه الحالة)، مما يوفر في النهاية مزايا تنافسية حقيقية للعملاء.
اختيار إل إس ، فلن تحصل على مورد فحسب، بل ستحصل أيضًا على شريك استراتيجي ملتزم باستخدام المعرفة الصناعية الاحترافية لتقليل التكاليف وزيادة الكفاءة بشكل فعال بالنسبة لك. نحن نتطلع إلى استخدام نفس المنظور المهني لخلق قيمة لمشروعك القادم!

الشكل 3: الأجزاء المخصصة المُشكَّلة باستخدام الحاسب الآلي المعروضة للخدمات عبر الإنترنت بواسطة شركة LS Manufacturing
الأسئلة الشائعة- أسئلة وأجوبة سريعة حول الصفائح المعدنية والتصنيع الآلي
1. هل الصفائح المعدنية أرخص دائمًا من التصنيع باستخدام الحاسب الآلي؟
ليس بالضرورة. عادة ما تكون الصفائح المعدنية أرخص عندما تكون ذات جدران رقيقة (أقل من 6 مم)، وبسيطة في الهيكل، ويمكن ختمها/ثنيها بسبب استخدامها العالي للمواد وسرعة الإنتاج السريعة. ومع ذلك، قد تكون أجزاء التصنيع باستخدام الحاسب الآلي أكثر اقتصادا عندما يتعلق الأمر بالأشكال المعقدة ثلاثية الأبعاد، أو المواد السميكة (> 10 مم) أو التجاويف عالية الدقة. تعتمد التكلفة النهائية على مدى تعقيد التصميم وحجم الدفعة وسمك المادة ومتطلبات التسامح، ويجب تقييمها على أساس كل حالة على حدة.
2. ما هو "تصنيع الصفائح المعدنية"؟ هل هذا المصطلح إشكالي؟
"تصنيع الصفائح المعدنية" هو مصطلح صناعي شائع يشير إلى عمليات التشكيل على البارد مثل القطع واللكم والثني ولحام الصفائح المعدنية (عادة بسمك 0.5-6 مم). على الرغم من أن "التصنيع الآلي" يشمل على نطاق واسع CNC، إلا أنه يشير على وجه التحديد إلى عملية تشوه البلاستيك للصفائح، والتي تختلف بشكل أساسي عن المعالجة الميكانيكية (القطع لإزالة المواد). على الرغم من أن المصطلح ليس دقيقًا تمامًا، إلا أنه يمكن تمييزه بدقة عن الصب أو الحدادة أو التشغيل الآلي.
3. كيف أختار المادة المناسبة لتصميمي؟
أولاً، قم بتوضيح المتطلبات الوظيفية: اختر الفولاذ عالي القوة (مثل SPCC) للحمل، والفولاذ المقاوم للصدأ (304/316) أو الألومنيوم (5052) لمقاومة التآكل، والألومنيوم (6061) أو سبائك المغنيسيوم لخفيفة الوزن. Secondly, look at the process: complex bending requires materials with good ductility (avoid hard aluminum), and welding prefers low-carbon steel/stainless steel. Finally, evaluate the cost and environment: use cold-rolled steel for ordinary parts, and galvanized steel for outdoor parts, balancing budget and life requirements.
ملخص
The key difference between sheet metal manufacturing and CNC machining lies in their core process objects and target forms: sheet metal manufacturing focuses on cutting, bending, stamping, connecting and other operations on metal sheets. The core is to efficiently produce thin-walled, box-shaped and shell-like parts through deformation; while CNC machining (mainly milling and تحول ) uses rotating tools to cut and remove solid block materials (metal, plastic, etc.), and is good at manufacturing three-dimensional parts with complex three-dimensional shapes, precision features and high dimensional accuracy. Although the two are often used in conjunction, they are essentially complementary processes. The choice depends on the geometric characteristics, material thickness and production requirements of the required parts - sheet metal is preferred for thin-walled structures, while three-dimensional complex precision parts rely on CNC machining.
"Are you still hesitating about whether your parts should be sheet metal or CNC machined? Don't guess anymore. At LS, we have top-notch equipment and senior engineers for both processes. Upload your CAD file now, our online platform will not only provide you with instant CNC machining quotes , but our engineers will also proactively evaluate the possibility of using sheet metal processes for you to find the most economical and efficient manufacturing path for you!"

📞الهاتف: +86 185 6675 9667
📧البريد الإلكتروني: info@longshengmfg.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات التصنيع LS لا توجد أي إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. إنها مسؤولية المشتري. تتطلب أجزاء الاقتباس تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق التصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة . التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على التصنيع باستخدام الحاسب الآلي عالي الدقة، تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن . ختم المعادن ، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.lsrpf.com .


