Неправильный выбор процесса может удвоить ваши затраты
Вы создали идеальный металлический корпус: плавные линии, изящная структура и полноценная функциональность. Чертежи неоднократно рассматривались и уточнялись детали. Однако, когда вы представили проект производителю с большими ожиданиями, полученное вами предложение было похоже на ведро холодной воды, вылитое вам на голову - намного превышающее бюджет! Возможно даже удвоение!
В чем проблема?
Скорее всего, проблема не в самом дизайне, а в, казалось бы, простом, но важном выборе по умолчанию: по умолчанию вы используете « обработка с ЧПУ ", и ваш дизайн может быть типичным " листовой металл "часть по существу.
«Изготовление листового металла» и «Обработка на станках с ЧПУ» — оба слова означают « производство металла «, что звучит как разные пути к одной и той же цели. Но, пожалуйста, поймите: это две совершенно разные философии производства, следующие совершенно разной базовой логике .
Неправильный выбор – это не просто отклонение от траектории процесса. Это означает растрату материалов, увеличение рабочего времени и неправильное использование форм, что в конечном итоге напрямую приводит к поразительной разнице в затратах и неконтролируемым производственным циклам. Понимание основных различий между производство листового металла Обработка на станках с ЧПУ — это не просто техническое обсуждение на бумаге, а первый ключевой шаг к эффективному контролю затрат и оптимизации циклов поставки на ранних стадиях разработки продукта.
Изготовление листового металла против обработки с ЧПУ
| Функции |
Изготовление листового металла |
Обработка с ЧПУ |
|---|---|---|
| Основные принципы | Преобладает деформация/соединение: резка плоской пластины -> гибка/формовка -> соединение (сварка, клепка и т. д.). | Суть в том, чтобы «придать форму» тонким пластинкам. Преобладает субтрактивное: вырезание и удаление материалов из цельных заготовок (блоков, брусков) для «высечения» фигур. |
| Наиболее подходящие детали | Тонкостенные, пустотелые, коробчатого типа: шасси, корпуса, кронштейны, панели, вентиляционные каналы, простые контейнеры. | Прочная, сложная конструкция, высокоточные детали: формы, приспособления, детали двигателей, сложные радиаторы, шестерни, прецизионные втулки, детали со сложными 3D-поверхностями. |
| Основные преимущества | Стоимость (большие партии): штамповка чрезвычайно эффективна. Использование материала: Обычно высокое (плоская вырубка). Быстрое прототипирование: лазерная резка + гибка происходит быстро. Легкий вес: естественно тонкие стенки. |
Свобода дизайна: практически неограниченная геометрия (глубокие полости, сложные кривые, отверстия специальной формы и т. д.). Сверхвысокая точность и качество поверхности: до микронного уровня. Консистенция материала: вся деталь изготовлена из одного твердого материала с одинаковыми характеристиками. |
| Основные ограничения | Геометрическая сложность: трудно обрабатывать закрытые полости, самопересекающиеся поверхности и толстые твердые элементы. Постоянство толщины стенки: Она должна быть однородной (определяется исходной толщиной листа). Ограничения точности: совокупные погрешности многократного изгиба и сварочная деформация влияют на абсолютную точность. |
Стоимость (материал и время): Много отходов материала (стружки); длительное время обработки сложных деталей. Тонкостенные детали легко деформируются: силы резания могут вызвать вибрацию и деформацию тонких стенок, что затрудняет обработку. Ограничения конструкции: необходимо учитывать доступность инструмента (например, глубокие полости и узкие зазоры). |
| Драйверы затрат | Серия: Мелкие партии (лазерная/гибка); большие партии (затраты на штамповку пресс-форм уменьшаются). Характеристика сложности: количество изгибов, специальные формы, объем сварки. |
Объем материала: размер заготовки и стоимость материала. Время обработки: сложность, требования к точности, качество поверхности. Количество раз зажима: Многократный зажим увеличивает стоимость и количество ошибок. |
| Типичная толщина материала | Тонкая пластина: обычно 0,5–6 мм (обычно при изгибе). Тиснение может быть чуть толще, но оно все равно из категории «тарелка». | Никаких фиксированных ограничений: Теоретически можно обрабатывать очень толстые заготовки (десятки сантиметров и даже метров), а также тонкие стенки (но с большим трудом). |
Это руководство начнется с основных принципов и глубоко сравнит различия между двумя процессами с точки зрения точности, стоимости и скорости. Благодаря реальным примерам и рекомендациям по проектированию это в конечном итоге поможет вам создать четкую структуру принятия решений. 
Вот что вы узнаете:
- Основные принципы работы листового металла и станков с ЧПУ: углубленный анализ двух совершенно разных философий производства», изгиб и формование» и «резьба и удаление», могут обеспечить изготовление деталей.
- Ключевые различия: выявите решающие различия и применимые сценарии между ними по основным параметрам, таким как точность, стоимость, скорость, геометрическая свобода и прочность материала.
- Руководство по оптимизации конструкции для инженеров: Рекомендации по проектированию, разработанные специально для листовой металл и ЧПУ чтобы помочь вам избежать ловушек и использовать преимущества процесса для снижения затрат. радикально.
- Практический пример оптимизации затрат: покажите истинную картину того, как мы снизили стоимость производства корпуса промышленного контроллера на 75% за счет замены технологического процесса (листовой металлизации).
Умные возможности гибридного производства: узнайте, как умело сочетать преимущества листового металла и станков с ЧПУ для достижения идеального баланса между затратами и точностью изготовления одной детали. - Быстрые вопросы и ответы экспертов (FAQ): проясните недопонимание (например, «Всегда ли листовой металл дешевле?», «Что такое обработка листового металла?») и дайте экспертные советы по выбору материала.
Теперь давайте более подробно рассмотрим эти два элементарных процесса, которые характеризуют современное производство, и получим информацию, которая поможет принять лучшее решение для вашего проекта.
Почему стоит доверять этому руководству? Производственная философия LS
В LS я имею дело с тысячами реальных деталей в день. Больше всего меня тронуло то, что я увидел так много «хорошо продуманных», но дорогих деталей. Основная причина обычно очень проста: например, дизайнер имел привычку использовать команду «выдавливание» в САПР, и вуаля, деталь, которую можно было просто согнуть с помощью листового металла, превратилась в дорогую, требующую много материала обработанную деталь. Эта способность видеть разрыв между «проектированием и производством» является основой LS.
Уникальность нашего опыта заключается в межпроцессной сфере: от аэрокосмической отрасли прецизионные детали с ЧПУ мы активно участвуем в работе со строгими допусками к корпусам серверов из листового металла, требующими максимальной экономической эффективности. Именно это глобальное видение дает нам возможность оптимизации «превратить камень в золото».
Типичный пример: Заказчику нужно было обработать деталь на дорогостоящем станке. пятиосевой ЧПУ .Мы не делали этого напрямую, а задали себе вопрос:
Можно ли этого достичь с помощью менее сложной и более дешевой комбинации процессов? В конце концов мы разобрали его на несколько основных компонентов из листового металла и сварной их, экономя клиентам до 70% затрат без ущерба для функций!
Это не теория, а практическое решение, которое мы неоднократно проверяли в ревущем цехе.
Ценность этого руководства именно в этом.
Это не теоретическая книга, а истинные знания, приправленные инженеры ЛС благодаря урокам из реальной жизни и успешному опыту производства 10 000 деталей в день. Мы хорошо знаем первоначальную цель проектирования и лучше понимаем стоимость и осуществимость производства.
Поверьте, Глория, опыт работы в мастерской LS подсказывает мне: это руководство поможет вам избежать финансовых ловушек и создать продуманные конструкции, действительно эффективные и экономичные. Это показывает наше глубокое понимание и высокую оценку мастерства.
Производство листового металла выходит далеко за рамки «сгибания». Это систематический обработка металла технология, которая изгибается относительно тонкие листы из металла (например, стали, алюминия, нержавеющей стали, меди и т. д.) в трехмерные детали или изделия со специальными функциями и формами с помощью ряда точных процессов. Его природа – материальная экономия и быстрое прототипирование , особенно подходит для массового производства компонентов относительно простой конструкции.
Подробное изготовление листового металла: как это работает? Обзор основных этапов обработки листового металла.
| Шаги | Основное оборудование/технологии | Основное назначение и особенности |
|---|---|---|
| 1. Гашение | Лазерная резка, плазменная резка, штамповочный станок | Точно отделите двухмерную плоскую развернутую форму детали от большого листа металла. |
| 2. Формирование | Пресс-тормоз | Придайте двумерной плоской пластине трехмерную конструкцию путем прецизионного изгиба (V-образный, U-образный, воздушный изгиб и т. д.). |
| 3. Подключение | Сварка, клепка, завинчивание | Собирайте и объединяйте сложные детали, которые невозможно собрать одним листом в единое целое. |
| 4. Постобработка | Шлифование, напыление, анодирование и т. д. | Улучшите качество поверхности, коррозионную стойкость, эстетику деталей или придайте им специфические функции. |
1. Бланкирование: первый процесс правильного разделения.
Цель: Отрезать нужную двумерную схему развернутой детали (с учетом последующей деформации изгиба) из огромного сырье металлическую пластину правильно и правильно.
Основные технологии и оборудование:
- Лазерная резка: используйте концентрированный мощный лазерный луч, чтобы расплавить или испарить материал. Он обладает чрезвычайно высокой точностью (до ±0,1 мм), тонким режущим швом, небольшой зоной термического воздействия и подходит для обработки деталей сложной формы и мелких деталей. В настоящее время это основной высокоточный метод гашения.
- Плазменная резка: используйте высокотемпературную и высокоскоростную плазменную дугу для плавления металла и высокоскоростной поток воздуха для закалки расплавленного металла. Скорость резки высокая, особенно хороша для средних и тяжелых листов (толщина листа, для которой лазерная резка неэкономично), но точность и качество отделки обычно хуже, чем у лазерной резки, с большей зоной термического влияния.
- Удар/штамповка: Разрежьте пластину с помощью штампа. Преимущества: Для большого количества деталей с относительно стандартизированными контурами (большое количество круглых отверстий, квадратных отверстий и заданной внешней формы) производительность чрезвычайно высока и за одну штамповку можно выполнить несколько операций (штамповка, вырубка, неглубокая вытяжка). Недостатки: Дорогие формы, низкая гибкость (длительное время переналадки), не подходит для штучных небольших партий или сложных контуров.
Ключевые моменты:
Качество кромки и точность вырубки напрямую влияют на качество последующих процессов (в частности, позиционирования). изгиб ) и конечный продукт. При выборе технологии необходимо учитывать тип материала, толщину, сложность детали, требования к точности, партию и стоимость производства.
2. Формирование: искусство придания трехмерной жизни.
Цель: Деформировать плоскую заготовку необходимой объемной формы путем пластической деформации. Самым основным и наиболее широко используемым процессом обработки листового металла является гибка.
Основное оборудование: листогибочный пресс
Основной процесс: гибка
V-образный изгиб : Наиболее часто используемый метод. Лист укладывают на нижнюю матрицу с V-образным отверстием, а верхнюю матрицу (кончик ножа) вдавливают вниз в V-образный паз, складывая лист по заданной линии изгиба. угол изгиба точно регулируется глубиной прессования верхней матрицы.
U-образная гибка: используйте нижнюю матрицу U-образной формы и соответствующий пуансон, чтобы одновременно создать U-образную форму. Обычно требуется большее давление.
Гибка воздуха : Верхний кончик матрицы не касается листа вниз и не касается нижней части V-образной канавки нижней матрицы, а также не висит над листом на ограниченный зазор. Именно глубина прессования определяет конечный угол . Преимущества: хорошая гибкость (набор матриц может сгибаться под разными углами), меньше необходимое давление, отскок легче изменить. Это текущий основной метод гибки.
Нижняя гибка/гибка отпечатка: верхняя матрица полностью вталкивает лист в нижнюю V-образную канавку нижней матрицы и сильнее прижимает, при этом материал подвергается пластической деформации или даже незначительному экструзии внутри полости матрицы. Преимущество: высокая точность и низкая упругость. Недостаток: требуется больший тоннаж. станок , вызывает больший износ штампа и требует специальной V-образной канавки для каждого угла/толщины.
Ключевые соображения
- Пружинное отклонение: как только изгибающая сила будет снята, металл упруго отпружинит на некоторую часть угла. Компенсация должна быть произведена соответствующим образом во время программирования и проектирования штампа.
- Последовательность гибки: Для сложных многогибочный компонентов, последовательность изгиба чрезвычайно важна, следует избегать помех и обеспечивать точность.
- Минимальный радиус изгиба: Зависит от типа материала, толщины и условий термообработки. Слишком маленький радиус приведет к слишком сильному растяжению и растрескиванию внешнего материала.
- Коэффициент K/коэффициент изгиба: значимый фактор, используемый для определения местоположения нейтрального слоя при расчете длины в развернутом виде.
3. Связь: построение сложного целого
Цель: когда компоненты настолько сложны, что их больше нельзя изготавливать путем сгибания одного листа или их необходимо изготавливать из других компонентов, необходимо использовать несколько детали из листового металла или части листового металла регулярно соединяются с другими частями.
Основные технологии:
- Сварка : (MIG, TIG, точечная сварка, лазерная сварка и т. д.) Материал скрепляется расплавленным металлом. Сильные стороны: Прочный и хорошо герметизированный (последовательная сварка). Слабые стороны: возникает термическая деформация, требуется последующая обработка, внешний вид не всегда великолепен.
- Клепка: Соединение достигается путем механической деформации заклепок. Достоинства: Отсутствие термического воздействия, применяется при соединении различных материалов, высокая надежность. Недостатки: Требуется предварительное сверление, что увеличивает вес деталей.
- Болты/винты: Соединение осуществляется с помощью болтов, гаек, саморезов и т. д. Достоинства: Съемность, простота соединения, отсутствие термического воздействия. Недостатки: требуется предварительное сверление или нарезание резьбы, а точка соединения находится над уровнем моря.
- Защелкивание/обжатие: используйте упругую деформацию листовой материал сам по себе или специально разработанная конструкция для создания соединения без крепежа. Обычно используется на крышках шасси и т. д.
- На что следует обратить внимание: при выборе метода соединения необходимо полностью учитывать потребности в прочности, герметизации, внешний вид, возможность разборки, эффективность производства, стоимость и воздействие на основной материал (например, термическую деформацию из-за сварки).
4. Постобработка: отделка и защита.
Цель: улучшить функциональность, срок службы и эстетику изделия.
Общие процессы:
- Удаление заусенцев/шлифовка: Удалите острые края и заусенцы от резки и изгиба, чтобы обеспечить безопасность и простоту сборки.
- Шлифовка/полировка сварных швов: отполируйте зону сварки и придайте ей потрясающий вид.
- Очистка поверхности: Удалите масло, пыль и оксидное покрытие (например, пескоструйную обработку, травление).
- Покраска (покраска/порошковое покрытие): нанесите жидкую краску или электростатическое порошковое покрытие, которое при затвердевании образует защитное декоративное покрытие. Антикоррозийная, различных цветов и фактур, порошковая покраска долговечна и экологична.
- Гальваника: (никелирование, хромирование, цинкование и т. д.) использует метод электролиза для нанесения металлического слоя на поверхность, в основном для защиты от износа или коррозии, или для декоративной отделки.
- Анодирование: (для алюминиевые сплавы ) образует тонкое твердое оксидное покрытие на поверхности. Повышает коррозионную стойкость, износостойкость, изоляцию и может быть окрашен для получения глубоких цветов.
- Шелкография/лазерная маркировка: добавьте логотипы, текст и графику.
Подробное объяснение обработки на станке с ЧПУ: новое искусство «резьбы» с контролируемой резкой
«Хотя философия «формирования» металлического листа путем сжатия и сохранения формы определяет геометрию торцевой части в процессе удаления материала, обработка на станках с ЧПУ — это искусство «резки», суть которого заключается в контролируемом удалении материала».
Это очень похоже на то, как скульптор компьютерной эпохи постепенно снимает жесткую металлическую заготовку с помощью пошаговых команд и режущие инструменты и, в конечном итоге, создав сложную форму, необходимую для рисунка.
Прежде чем перейти к подробностям, давайте рассмотрим ключевые этапы и основное содержание обработки с ЧПУ из следующей таблицы:
| Основная стадия | Основные задачи | Ключевой ввод/инструмент | Ключевой результат/цель |
|---|---|---|---|
| 1.Программирование | Преобразуйте проектный замысел в машинные инструкции | Модель CAD, программное обеспечение CAM | G-код (инструкции по траектории инструмента) |
| 2. Зажим | Убедитесь, что заготовка устойчива и точно расположена во время обработки. | Цельнометаллическая заготовка (Заготовка), приспособление, стол станка | Прочно зафиксированная и точно позиционированная обрабатываемая деталь. |
| 3. Резка | Точно удалите излишки материала в соответствии с инструкциями, чтобы сформировать желаемую форму. | Станки с ЧПУ (фрезерные/токарные станки), высокоскоростные вращающиеся инструменты, охлаждающие жидкости | Детали, близкие к окончательной форме (черновая обработка/чистовая обработка) |
| 4. Постобработка | Улучшите качество поверхности и эксплуатационные характеристики деталей и проведите окончательную проверку. | Инструменты для снятия заусенцев, пескоструйные машины, емкости для анодирования, измерительное оборудование. | Готовые детали, соответствующие проектным требованиям (размер, поверхность, функция) |
Рисунок 1. Специально обработанные и формованные металлические компоненты для точного применения от LS Manufacturing.
Программирование: интерпретатор цифрового дизайна
Процесс: это начало и мозг всего процесса обработки. Инженеры сначала проектируют или получают конкретную 3D модель части программного обеспечения для автоматизированного проектирования (САПР). Затем он интерпретируется в программное обеспечение для автоматизированного производства (CAM). Траектории инструмента, условия резания (скорость, скорость подачи, глубина резания), выбор инструмента и т. д. тщательно планируются и программируются инженерами на основе свойств материала, требуемого допуска, качества поверхности и возможностей станка. Основная функция программного обеспечения CAM — преобразовать сложную трехмерную геометрию и обработку в серию точных инструкций — G-код, который станки с ЧПУ можно использовать для выполнения операций.
Важность: Качество программирования напрямую влияет на эффективность, точность и качество готовой детали. Хорошее программирование может сэкономить траектории движения инструмента, исключить ненужные перемещения, исключить столкновения, максимизировать использование материала и обеспечить заданные допуски и чистоту поверхности.
Зажим: прочный фундамент
Процесс: Затем оператор помещает цельный кусок металлического материала (например, заготовку) на стол или патрон станка. станок с ЧПУ (что чаще всего является фрезерный станок или токарный станок). Это будет означать использование специальных приспособлений (например, патронов, тисков, зажимов, специальных приспособлений и т. д.) для обеспечения безопасности и устойчивости заготовки, чтобы предотвратить вибрацию или перемещение заготовки из-за ударов или напряжений высокоскоростных сил резания.
Ключевые моменты: Точное позиционирование и жесткий зажим важны. Даже небольшое смещение или ослабление зажима напрямую приведет к ошибке обработки или даже к потере отходов. Система зажима должна быть специально разработана для обеспечения жесткости и обеспечения доступа инструмента ко всем обрабатываемым поверхностям.
Резка: «Точная цифровая скульптура»
Процесс: это центральное звено обработки с ЧПУ. Система управления станком считывает и выполняет инструкции G-кода. Шпиндель вращает выбранный инструмент (например, концевые фрезы, сверла, токарные инструменты и т. д.) на высокой скорости.
В то же время серводвигатель станка точно приводит инструмент и/или стол в движение по осям X, Y, Z и другим осям, следуя запрограммированному пути. Острая кромка инструмента контактирует с металлической заготовкой, разрезая слой за слоем, непрерывно удаляя нежелательный материал. СОЖ обычно используется для промывки стружки, снижения температуры в зоне резания и смазки инструмента, что продлевает срок службы инструмента и улучшает качество поверхности.
Многоосевая обработка:
3-осевой: самая базовая форма, инструмент может перемещаться по трем линейным осям: X, Y и Z. Подходит для обработки деталей относительно простой формы и основных элементов, расположенных сверху и по бокам (например, пластинчатые детали, простые полости).
4-оси: ось вращения добавляется на основе трех осей (обычно вращение вокруг оси X или оси Y, называемой осью A или осью B). Позволяют заготовке вращаться, чтобы инструмент мог обрабатывать боковые стороны и часть невертикальной поверхности заготовки, сокращая количество времени зажима (например, обработка канавок специальной формы и надписей на цилиндрах).
5-осевой : две оси вращения добавляются на основе трех линейных осей (X, Y, Z) (обычно это ось A вокруг оси X и ось B вокруг оси Y или ось C вокруг оси Z плюс ось поворота). Инструмент может приближаться к поверхности заготовки с любого направления, а чрезвычайно сложные изогнутые поверхности, глубокие полости и подрезы (такие как рабочие колеса, головки цилиндров двигателей и полости прецизионных пресс-форм) можно обрабатывать за один зажим, что значительно повышает производительность обработки и точность сложных деталей.
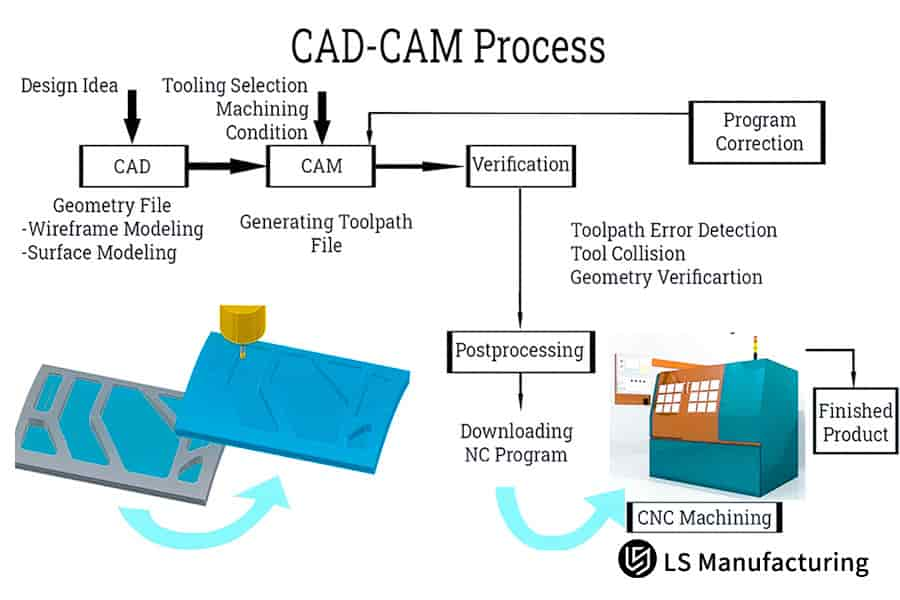
Рисунок 2. Схема процесса расчета стоимости производства специализированных механически обработанных компонентов компанией LS Manufacturing.
Постобработка: финишная обработка и гарантия качества.
Процесс: Детали после резки (обычно называемые «обработанными деталями») обычно не являются конечным продуктом. Он может иметь острые заусенцы (заусенцы), специфические следы от инструмента или требовать особых свойств поверхности и защиты.
Общие операции:
- Удаление заусенцев: вручную или автоматически удалите острые заусенцы, образующиеся на режущих кромках, чтобы обеспечить безопасность и последующую сборку.
- Пескоструйная обработка/полировка: Улучшите качество поверхности и получите равномерный матовый или блестящий эффект.
- Анодирование (в основном для алюминиевых деталей): образует на поверхности твердую, устойчивую к коррозии оксидную пленку и может быть окрашена для улучшения эстетики и износостойкости. Другие виды обработки поверхности включают гальваническое покрытие, напыление и т. д.
- Измерение и контроль: Используя такие инструменты, как штангенциркули, микрометры, штангенциркули, координатно-измерительные машины (КИМ) и т. д., мы строго проверяем критические размеры, геометрические допуски (такие как плоскостность, округлость, положение) и шероховатость поверхности деталей, чтобы гарантировать, что они полностью соответствуют проектным чертежам и техническим спецификациям. Это заключительный этап контроля качества.
В чем разница между изготовлением листового металла и обработкой с ЧПУ?
Теперь, когда мы понимаем, как работают оба процесса, давайте сравним их непосредственно по параметрам, которые больше всего волнуют инженеров.
| Размер сравнения | Изготовление листового металла | Обработка с ЧПУ | Комментарии экспертов |
|---|---|---|---|
| Прецизионный допуск | Обычно ±0,2 мм или выше. Высокая точность, на которую в значительной степени влияют отскок материала, износ пресс-формы, сварочная деформация и т. д., требует сложной оснастки или вторичной обработки. | Обычно ±0,025 мм или выше (уровень микрометра). Оборудование обладает высокой точностью и позволяет стабильно достигать точной обработки сложных деталей. | «Посадка подшипника, точная сборка, сложные требования к допускам поверхности? ЧПУ — надежный выбор. Листовой металл требует дополнительных процессов для обеспечения точности». |
| Структура затрат | Низкая стоимость сырья и высокий коэффициент использования материала (меньше отходов). Единичная/небольшая партия: высокая стоимость пресс-формы/оснастки, высокая стоимость единицы продукции после амортизации. Большая партия: стоимость пресс-формы снижена, а стоимость единицы продукции очень конкурентоспособна. | Высокая стоимость сырья (целый кусок материала), низкий коэффициент использования материала (отходы стружки). Единичная/небольшая партия: относительно низкие начальные затраты (достаточно программирования), плата за пресс-форму не требуется. Крупная партия: стоимость увеличивается линейно со временем обработки, при этом отсутствует эффект масштаба. | «Прототип/малая партия? ЧПУ более гибок и экономичен. Большая партия простых деталей? Затраты на листовой металл огромны. Сложные детали в больших партиях требуют всесторонней оценки». |
| Скорость производства (срок поставки) | Простые детали (например, плоские пластины, одиночные изгибы): Очень быстро (минуты), особенно при наличии готовых форм. Требуются сложные детали/сварка и сборка: множество процессов (резка, штамповка, складывание, сварка, наплавка), при этом общее время цикла значительно увеличивается. | Время обработки обычно больше (часы или даже дни/штука). Сложные трехмерные формы, глубокие полости и мелкие детали значительно увеличивают время обработки. Многоосное оборудование может повысить эффективность, но все равно работает медленнее, чем простой листовой металл. | «1000 простых кронштейнов? Листовой металл можно изготовить за один день. Сложная коробка/оболочка? На станке с ЧПУ может потребоваться несколько дней. Требования к скорости являются основным фактором!» |
| Геометрические степени свободы | Ограничено. В основном опирается на 2D-контур + гибку/формовку + сварку/соединение. Трудно создавать сложные поверхности, глубокие полости, закрытые полости или интегрированные мелкие трехмерные элементы. | Очень высокий. Можно создать практически любую проектируемую трехмерную форму, включая сложные поверхности, глубокие полости, полые структуры, тонкие текстуры и интегрированные детали (без точек соединения). | «Дизайн, подобный оригами или сборке? Листовой металл возможен. Дизайн, подобный скульптуре, или со сложной внутренней структурой? ЧПУ — единственное решение». |
| Прочность и характеристики материала | В углах наблюдается нагартование, и местная прочность может быть улучшена, но также могут возникнуть остаточные напряжения. Точки сварки/соединения являются потенциальными слабыми звеньями, влияющими на общую прочность и герметичность. Толщина материала относительно равномерна. | Детали обрабатываются из цельного куска материала, сохраняя первоначальную, однородную решетчатую структуру и эксплуатационные характеристики (прочность, вязкость, теплопроводность и т. д.) материала. Хорошая целостность, отсутствие слабых мест соединения, подходит для высоких требований к целостности. |
«Высокие нагрузки, высокая усталость, высокие требования к герметичности или строгие требования к целостности? Цельные детали, отлитые на станках с ЧПУ, обычно более надежны. С листовым металлом необходимо обращаться осторожно в точках соединения». |
| Типичные сценарии применения | Шасси, шкафы, кронштейны, корпуса, шасси, вентиляционные каналы, крышки из листового металла, простые конструктивные детали. | Прецизионные детали, формы, приспособления, детали двигателей/трансмиссий, сложные корпуса, детали медицинского оборудования, прототипы, произведения искусства. | «Функция определяет форму, а форма определяет процесс. Уточнение основных требований к деталям — это первый шаг в выборе процесса!» |
Комментарии эксперта:
- ЧПУ — лучший выбор для обеспечения точности: ЧПУ — лучший выбор, когда существуют жесткие требования к микронным допускам и сложному точному согласованию.
- Экономическая эффективность зависит от размера партии:
- Небольшая партия/прототип: ЧПУ запускается быстро, не требует затрат на пресс-форму и обычно более рентабельно.
- Большая партия простых деталей. Листовой металл имеет огромное преимущество в стоимости благодаря чрезвычайно высокому использованию материала и быстрой штамповке/гибке.
- Крупная партия сложных деталей: Требуется детальный учет затрат ( обработка с ЧПУ время по сравнению с несколькими процессами обработки листового металла + затраты на пресс-форму).
- Требование скорости определяет результат:
- Массивные простые детали: скорость обработки листового металла (особенно штамповки) не имеет себе равных.
- Сложная единичная деталь/небольшая партия: ЧПУ работает относительно быстро (по сравнению с ожиданием открытия формы), но сама обработка занимает много времени.
- Геометрическая сложность — это водораздел: сложные трехмерные формы, глубокие полости и интегрированные структуры — абсолютная область применения ЧПУ; листовой металл хорош для «расширяемой» геометрии, состоящей из плоскостей + изгибов.
- Соображения структурной целостности: Цельное формование с ЧПУ обеспечивает более надежную защиту основных силовых деталей с высокими требованиями к общей прочности, усталостной долговечности и герметичности уплотнения; листовой металл требует особого внимания к конструкции и качеству мест соединения.
- Начните со спроса. В основе выбора процесса всегда лежат функциональные требования, требования к производительности (точность/прочность), геометрическая сложность, бюджет и количество деталей. Эта таблица обеспечивает ключевую основу для принятия мудрых решений в этих областях.
В этой таблице четко показаны существенные различия и соответствующие преимущества двух процессов по нескольким основным параметрам, которые больше всего волнуют инженеров (стоимость, скорость, точность, возможности, прочность), и она дополняется комментариями экспертов, указывающими ключевые факторы выбора.
Анализ практического примера: путь к оптимизации затрат на корпус промышленного контроллера
Опыт и потребности клиентов: ведущая компания в области автоматизации разработала новый промышленный контроллер ПЛК, требующий надежной защиты. Первоначальный план заключался в использовании цельного куска алюминиевого сплава 6061 (обработка на станке с ЧПУ) для изготовления корпуса, и мы обратились к LS за ценой.
Первоначальная задача: По проекту заказчика (фрезеровка цельного куска алюминия) мы оценили Стоимость обработки на станке с ЧПУ будет стоить 180 долларов за штуку. Хоть оно и соответствовало требованиям, мы поняли, что это не самое экономичное решение.
Проактивное создание ценности LS: благодаря нашему глубокому опыту в процессах производства металлов мы заранее связались с клиентом, чтобы обсудить оптимизацию конструкции. Мы сделали ключевое предложение: трансформировать проектирование от «целой обработки с ЧПУ» к решениям «обработки листового металла».
Суть нового решения: выберите лист алюминиевого сплава 5052 толщиной 3 мм.
Процесс изготовления: Лазерная резка, прецизионная вырубка → прецизионная гибка → сварное усиление ключевых деталей → необходимая шлифовка сварного шва.
Достижения и ценность: Заказчик с радостью принял наше предложение по листовому металлу. Цена оптимизированного решения составила всего 45 долларов США за штуку.
Основные преимущества: Снижение затрат на 75%! Была достигнута значительная экономия средств при обеспечении необходимой прочности, уровня защиты и функциональности изделия.
Ценностное предложение LS: Этот случай ясно демонстрирует основные преимущества LS: мы не только ваш надежный исполнитель производства, но и ваш доверенный консультант производственного процесса и партнер по оптимизации затрат. Мы активно используем наши профессиональные знания для анализа конструкции (Проектирование для производства, DFM) и поиска более эффективных и экономичных путей процесса (например, в данном случае замена ЧПУ на листовой металл), что в конечном итоге приносит клиентам реальные конкурентные преимущества.
Выбор ЛС , вы получаете не только поставщика, но и стратегического партнера, который стремится использовать профессиональные производственные знания для активного снижения затрат и повышения эффективности для вас. Мы с нетерпением ждем возможности использовать тот же профессиональный подход для создания ценности для вашего следующего проекта!

Рисунок 3. Изготовленные на заказ детали с ЧПУ, представленные для онлайн-сервисов LS Manufacturing.
Часто задаваемые вопросы: краткие вопросы и ответы о листовом металле и его обработке
1. Всегда ли листовой металл дешевле, чем обработка на станке с ЧПУ?
Не обязательно. Листовой металл обычно дешевле, если он тонкостенный (<6 мм), простой по структуре и его можно штамповать/сгибать из-за высокого использования материала и высокой скорости производства. Однако обработка деталей с ЧПУ может быть более экономичной, когда речь идет о сложных трехмерных формах, толстых материалах (> 10 мм) или высокоточных полостях. Окончательная стоимость зависит от сложности конструкции, размера партии, толщины материала и требований к допускам и должна оцениваться в каждом конкретном случае.
2. Что такое «обработка листового металла»? Является ли этот термин проблематичным?
«Обработка листового металла» — это общий отраслевой термин, который относится к процессам холодной штамповки, таким как резка, штамповка, гибка и сварка металлических листов (обычно толщиной 0,5–6 мм). Хотя «механическая обработка» в широком смысле включает в себя станок с ЧПУ, конкретно она относится к процессу пластической деформации листов, который существенно отличается от механической обработки (резки для удаления материала). Хотя этот термин не является абсолютно строгим, его можно точно отличить от литья, ковки или механической обработки.
3. Как мне выбрать подходящий материал для моего дизайна?
Во-первых, уточните функциональные требования: выберите высокопрочную сталь (например, SPCC) для несущих нагрузок, нержавеющую сталь (304/316) или алюминий (5052) для устойчивости к коррозии и алюминий (6061) или магниевый сплав для легкости. Во-вторых, посмотрите на процесс: для сложного изгиба требуются материалы с хорошей пластичностью (избегайте твердого алюминия), а для сварки предпочтительнее низкоуглеродистая/нержавеющая сталь. Finally, evaluate the cost and environment: use cold-rolled steel for ordinary parts, and galvanized steel for outdoor parts, balancing budget and life requirements.
Краткое содержание
The key difference between sheet metal manufacturing and CNC machining lies in their core process objects and target forms: sheet metal manufacturing focuses on cutting, bending, stamping, connecting and other operations on metal sheets. The core is to efficiently produce thin-walled, box-shaped and shell-like parts through deformation; while CNC machining (mainly milling and поворот ) uses rotating tools to cut and remove solid block materials (metal, plastic, etc.), and is good at manufacturing three-dimensional parts with complex three-dimensional shapes, precision features and high dimensional accuracy. Although the two are often used in conjunction, they are essentially complementary processes. The choice depends on the geometric characteristics, толщина материала and production requirements of the required parts - sheet metal is preferred for thin-walled structures, while three-dimensional complex precision parts rely on CNC machining.
"Are you still hesitating about whether your parts should be sheet metal or CNC machined? Don't guess anymore. At LS, we have top-notch equipment and senior engineers for both processes. Upload your CAD file now, our online platform will not only provide you with instant CNC machining quotes , but our engineers will also proactively evaluate the possibility of using sheet metal processes for you to find the most economical and efficient manufacturing path for you!"

📞Тел: +86 185 6675 9667.
📧Электронная почта: info@longshengmfg.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке с ЧПУ. Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


