Una scelta sbagliata del processo può raddoppiare i costi
Hai progettato un guscio di metallo perfetto: linee morbide, struttura delicata e funzioni complete. I disegni sono stati ripetutamente esaminati e i dettagli sono stati perfezionati. Tuttavia, quando hai presentato il progetto al produttore con grandi aspettative, il preventivo che hai ricevuto è stato come un secchio di acqua fredda versato sulla tua testa, superando di gran lunga il budget! Potrebbe addirittura raddoppiare!
Dov'è il problema?
Molto probabilmente, il problema non è il design in sé, ma una scelta predefinita apparentemente semplice ma cruciale: per impostazione predefinita si imposta " Lavorazione CNC ", e il tuo design potrebbe essere un tipico " lamiera "parte in sostanza.
"Produzione di lamiera" e "lavorazione CNC": entrambe le parole rappresentano " produzione di metalli ", che sembrano percorsi diversi verso lo stesso obiettivo. Ma vi prego di capire: sono due filosofie di produzione completamente diverse, che seguono logiche di fondo completamente diverse .
La scelta sbagliata non è solo una deviazione nel percorso del processo. Ciò significa spreco di materiali, aumento vertiginoso delle ore di lavoro e uso improprio degli stampi, che in definitiva si traducono direttamente in sorprendenti differenze di costo e cicli di produzione incontrollabili. Comprendere le differenze fondamentali tra produzione di lamiere e la lavorazione CNC non è solo una discussione tecnica su carta, ma il primo passo fondamentale per controllare efficacemente i costi e ottimizzare i cicli di consegna nelle prime fasi di sviluppo del prodotto.
Fabbricazione di lamiere VS lavorazione CNC
| Caratteristiche |
Fabbricazione di lamiere |
Lavorazione CNC |
|---|---|---|
| Principi fondamentali | Predominanza della deformazione/connessione: taglio della lamiera piana -> piegatura/formatura -> connessione (saldatura, rivettatura, ecc.). | L'essenza è "modellare" lastre sottili. Dominanza sottrattiva: tagliare e rimuovere materiali da pezzi grezzi solidi (blocchi, barre) per "scolpire" forme. |
| Parti più adatte | A pareti sottili, cave, scatolari: telai, alloggiamenti, staffe, pannelli, condotti di ventilazione, contenitori semplici. | Struttura solida e complessa, caratteristiche di alta precisione: stampi, attrezzature, parti di motori, radiatori complessi, ingranaggi, boccole di precisione, parti con superfici 3D complesse. |
| Vantaggi fondamentali | Costo (lotti di grandi dimensioni): lo stampaggio a stampo è estremamente efficiente. Utilizzo del materiale: generalmente elevato (blanking piatto). Prototipazione rapida: il taglio laser e la piegatura sono rapidi. Leggero: pareti naturalmente sottili. |
Libertà di progettazione: geometria quasi illimitata (cavità profonde, curve complesse, fori di forma speciale, ecc.). Altissima precisione e qualità della superficie: fino al livello del micron. Consistenza del materiale: l'intera parte è costituita da un unico materiale solido con prestazioni uniformi. |
| Vincoli fondamentali | Complessità geometrica: è difficile elaborare cavità chiuse, superfici autointersecanti e elementi solidi spessi. Consistenza dello spessore della parete: Deve essere uniforme (determinata dallo spessore iniziale della lamiera). Limitazioni di precisione: errori cumulativi di piegatura multipla e deformazione della saldatura influiscono sulla precisione assoluta. |
Costo (materiale e tempo): molto spreco di materiale (trucioli); lunghi tempi di lavorazione per parti complesse. Le parti con pareti sottili sono facili da deformare: le forze di taglio possono far vibrare e deformare le pareti sottili, rendendo difficile la lavorazione. Vincoli di progettazione: è necessario considerare l'accessibilità degli strumenti (come cavità profonde e spazi stretti). |
| Fattori di costo | Lotto: Piccoli lotti (laser/piegatura); grandi lotti (i costi di stampaggio degli stampi vengono diluiti). Complessità delle caratteristiche: numero di pieghe, stampi speciali, volume di saldatura. |
Volume del materiale: dimensione del pezzo grezzo e costo del materiale. Tempo di lavorazione: complessità, requisiti di precisione, finitura superficiale. Numero di tempi di bloccaggio: il bloccaggio multiplo aumenta i costi e gli errori. |
| Spessore tipico del materiale | Lamiera sottile: solitamente 0,5 mm - 6 mm (comune nella piegatura). Lo stampaggio può essere leggermente più spesso, ma rientra comunque nella categoria "piatto". | Nessuna restrizione fissa: in teoria si possono lavorare pezzi molto spessi (decine di centimetri o addirittura metri) e anche pareti sottili (ma con grande difficoltà). |
Questa guida inizierà con i principi di base e confronterà approfonditamente le differenze tra i due processi in termini di precisione, costo e velocità. Attraverso casi reali e linee guida di progettazione, ti aiuterà a stabilire un quadro decisionale chiaro. 
Ecco cosa imparerai:
- I principi fondamentali di funzionamento della lamiera e del CNC: analisi approfondita di come due filosofie di produzione completamente diverse, " flessione e modellatura" e "intaglio e rimozione", possono ottenere la produzione di parti.
- Differenze chiave: rivela le differenze decisive e gli scenari applicabili tra i due in dimensioni fondamentali come precisione, costo, velocità, libertà geometrica e resistenza del materiale.
- Guida all'ottimizzazione della progettazione per ingegneri: linee guida di progettazione progettate appositamente per lamiera e CNC per aiutarvi a stare lontano dalle insidie e sfruttare i vantaggi del processo per ridurre i costi. drasticamente.
- Caso pratico di ottimizzazione dei costi: svelare il vero resoconto di come abbiamo ridotto del 75% il costo di produzione di un alloggiamento per controller industriale attraverso la sostituzione del processo (metallizzazione della lamiera).
L'intelligenza della produzione ibrida: scopri come combinare abilmente i vantaggi della lamiera e del CNC per ottenere un perfetto equilibrio tra costi e precisione su un pezzo. - Domande e risposte rapide degli esperti (FAQ): chiarisci i malintesi (come "La lamiera è sempre più economica?", "Cos'è la lavorazione della lamiera?") e fornisci consigli esperti sulla selezione dei materiali.
Ora diamo uno sguardo più approfondito a questi due processi elementari che caratterizzano la produzione odierna e otteniamo gli spunti per prendere la decisione migliore per il tuo progetto.
Perché fidarsi di questa guida? La filosofia di produzione di LS
Presso LS mi occupo di migliaia di ricambi reali ogni giorno. Ciò che più mi ha toccato è stato vedere così tanti pezzi "ben progettati" ma costosi. La causa principale è in genere molto semplice: ad esempio, il progettista aveva l'abitudine di utilizzare il comando "estrusione" in CAD e voilà, una parte che avrebbe potuto essere semplicemente piegata con lamiera diventava una parte lavorata costosa e divoratrice di materiale. Questa capacità di vedere la disconnessione tra “progettazione e produzione” è il nucleo di LS.
L'unicità della nostra esperienza risiede nell'arena trasversale dei processi: dall'aerospaziale parti CNC di precisione con tolleranze rigorose per i chassis in lamiera dei server che richiedono la massima efficienza in termini di costi, siamo profondamente coinvolti. È questa visione globale che ci dà il potere di ottimizzazione per "trasformare la pietra in oro".
Un tipico esempio: il cliente aveva un pezzo da lavorare a caro prezzo CNC a cinque assi .Non lo abbiamo fatto direttamente ma ci siamo chiesti:
È possibile ottenerlo con una combinazione di processi meno complessa ed economica? Alla fine, lo abbiamo smantellato in diversi componenti di base in lamiera e saldato loro, facendo risparmiare ai clienti fino al 70% dei costi senza compromettere le funzionalità!
Questa non è una teoria, ma una soluzione pratica che abbiamo più volte verificato nell'officina ruggente.
Il valore di questa guida sta in questo.
Non è un libro di teoria ma la vera conoscenza condita con Ingegneri LS dalle lezioni di vita reale e dalle esperienze di successo di 10.000 parti al giorno. Siamo ben consapevoli dello scopo del progetto originale e abbiamo una migliore percezione del costo e della fattibilità della produzione.
Credimi, Gloria, l'esperienza di lavoro nel laboratorio LS mi dice: questo manuale può aiutarti a evitare trappole economiche e a creare progetti sonori realmente efficaci ed economici. Mostra la nostra profonda comprensione e apprezzamento per l'artigianato.
La produzione della lamiera va ben oltre la "piegatura". È un metodo sistematico lavorazione dei metalli tecnologia, che si piega relativamente fogli sottili di metallo (come acciaio, alluminio, acciaio inossidabile, rame, ecc.) in parti tridimensionali o prodotti con funzioni e forme speciali mediante una serie di processi esatti. La sua natura è il risparmio materiale e prototipazione rapida , particolarmente adatto per la produzione in serie di componenti dalla struttura relativamente semplice.
Approfondimento sulla fabbricazione della lamiera: come funziona? Panoramica delle fasi fondamentali della lavorazione della lamiera
| Passi | Attrezzatura/tecnologia principale | Scopo e caratteristiche principali |
|---|---|---|
| 1.Cancellazione | Taglio laser, taglio plasma, punzonatrice | Separa con precisione la forma spiegata del piano bidimensionale della parte da un grande foglio di metallo. |
| 2.Formazione | Premere il freno | Modellare la lastra piana bidimensionale in una struttura tridimensionale mediante piegatura di precisione (a forma di V, a forma di U, piegatura in aria, ecc.). |
| 3.Connessione | Saldatura, rivettatura, avvitatura | Assemblare e combinare parti complesse che non possono essere formate da un singolo foglio in un tutto. |
| 4. Post-elaborazione | Rettifica, spruzzatura, anodizzazione, ecc. | Migliorare la qualità della superficie, la resistenza alla corrosione, l'estetica delle parti o conferire loro funzioni specifiche. |
1. Blanking: il primo processo di corretta separazione
Obiettivo: tagliare il diagramma della parte spiegata bidimensionale desiderata (considerando la successiva deformazione di flessione) dall'enorme materia prima piastra metallica correttamente e correttamente.
Principali tecnologie e attrezzature:
- Taglio laser: utilizzare un raggio laser concentrato ad alta potenza per sciogliere o vaporizzare il materiale. Possiede una precisione estremamente elevata (fino a ± 0,1 mm), una cucitura di taglio sottile, una piccola zona interessata dal calore e adatta per forme complesse e parti fini. Attualmente è il metodo di tranciatura ad alta precisione più diffuso.
- Taglio al plasma: utilizzare un arco plasma ad alta temperatura e ad alta velocità per fondere il metallo e un flusso d'aria ad alta velocità per spegnere il metallo fuso. La velocità di taglio è elevata, particolarmente buona con lamiere medie e pesanti (spessore della lamiera per cui taglio laser non è economico), ma la precisione e la qualità della finitura sono generalmente meno buone del taglio laser, con una zona influenzata dal calore più ampia.
- Punzone/stampaggio: Tranciare la lamiera utilizzando una matrice. Vantaggi: per un gran numero di pezzi con contorni relativamente standardizzati (grandi quantità di fori rotondi, fori quadrati e forme esterne prescritte), la produttività è estremamente elevata e una punzonatura può completare diverse operazioni (punzonatura, tranciatura, imbutitura superficiale). Svantaggi: stampi costosi, bassa flessibilità (lunghi tempi di cambio formato) e non adatti a piccoli lotti monopezzo o contorni complicati.
Punti chiave:
La qualità dei bordi e la precisione della tranciatura influenzano direttamente la qualità dei processi successivi (più specificamente il posizionamento flessione ) e il prodotto finale. La scelta della tecnologia da considerare deve considerare il tipo di materiale, lo spessore, la complessità della parte, i requisiti di precisione, il lotto e il costo di produzione.
2. Formare: L'arte di dare vita tridimensionale
Scopo: deformare il pezzo grezzo piatto nella forma tridimensionale richiesta mediante deformazione plastica. Il processo più basilare e più ampiamente utilizzato nella formatura della lamiera è la piegatura.
Attrezzatura essenziale: Pressa piegatrice
Processo essenziale: piegatura
Piegatura a V : Tecnica più utilizzata. Il foglio viene posizionato sulla matrice inferiore con un foro a forma di V, e la matrice superiore (punta del coltello) viene premuta verso il basso nella scanalatura a V, piegando il foglio lungo la linea di piegatura predeterminata. IL angolo di piegatura è regolata precisamente dalla profondità di pressatura della trafila superiore.
Piegatura a forma di U: utilizzare una matrice inferiore a forma di U e un punzone corrispondente per creare contemporaneamente una forma a forma di U. Generalmente richiede più pressione.
Flessione dell'aria : La punta superiore della matrice non colpisce la lamiera verso il basso fino a toccare il fondo della scanalatura a V della matrice inferiore, né pende sopra la lamiera con uno spazio limitato. È la profondità di pressatura che determina l'angolo finito . Vantaggi: buona flessibilità (una serie di stampi può piegarsi in più angoli), la pressione necessaria è inferiore e il rimbalzo è più facile da invertire. È l'attuale metodo di piegatura tradizionale.
Piegatura inferiore/piegatura dell'impronta: la fustella superiore spinge completamente il foglio nella scanalatura a V inferiore della fustella inferiore e pressa di più, con il materiale che subisce una deformazione plastica o anche una minore estrusione all'interno della cavità della fustella. Vantaggio: alta precisione e basso ritorno elastico. Svantaggio: richiede un tonnellaggio maggiore macchina utensile , provoca una maggiore usura della matrice e richiede una gola a V specifica per ogni angolo/spessore.
Considerazioni chiave
- Ritorno elastico: non appena la forza di flessione viene rimossa, il metallo ritorna elasticamente indietro in parte dell'angolo. La compensazione dovrebbe essere effettuata in modo appropriato durante la programmazione e la progettazione dello stampo.
- Sequenza di piegatura: Per complessa multi-flessione componenti, la sequenza di piegatura è estremamente cruciale e le interferenze dovrebbero essere evitate e dovrebbe essere garantita la precisione.
- Raggio minimo di curvatura: dipende dal tipo di materiale, dallo spessore e dalle condizioni del trattamento termico. Un raggio troppo piccolo provocherà uno stiramento e una rottura eccessivi del materiale esterno.
- Fattore K/coefficiente di flessione: un fattore significativo utilizzato per determinare la posizione dello strato neutro nel calcolo della lunghezza spiegata.
3. Connessione: costruire un tutto complesso
Scopo: Ogni volta che i componenti sono così complessi da non poter più essere prodotti piegando un singolo foglio, o devono essere costruiti con altri componenti, più pezzi di lamiera oppure i pezzi di lamiera sono regolarmente collegati ad altri pezzi.
Principali tecnologie:
- Saldatura : (MIG, TIG, saldatura a punti, saldatura laser , ecc.) Il materiale è legato da metallo fuso. Punti di forza: Robusto e ben sigillato (saldatura consecutiva). Punti deboli: viene indotta una deformazione termica, è necessaria una lavorazione successiva e l'aspetto non è necessariamente splendido.
- Rivettatura: Il collegamento si ottiene mediante deformazione meccanica dei rivetti. Pregi: Nessun effetto termico, impiegato nell'unione di vari materiali, alta affidabilità. Demeriti: è necessaria la preforatura, il che aumenta il peso delle parti.
- Bullonatura/avvitamento: Il collegamento si ottiene mediante l'ausilio di bulloni, dadi, viti autofilettanti, ecc. Pregi: Rimovibile, semplice da unire, nessun effetto termico. Demeriti: è necessaria la preforatura o la maschiatura e il punto di connessione è elevato.
- A scatto/crimpatura: sfrutta la deformazione elastica del materiale in fogli stesso o una struttura appositamente progettata per creare un giunto privo di elementi di fissaggio. Generalmente utilizzato sulle coperture del telaio, ecc.
- Punti da notare: La scelta del metodo di giunzione deve considerare pienamente le esigenze di resistenza, le esigenze di tenuta, le esigenze estetiche, se è smontabile, l'efficienza produttiva, il costo e l'impatto sul materiale di base (ad esempio, la distorsione termica dovuta alla saldatura).
4. Post-lavorazione: finitura e protezione
Scopo: Migliorare la funzionalità, la durata e l'estetica del prodotto.
Processi comuni:
- Sbavatura/molatura: rimuove gli spigoli vivi e le sbavature derivanti dal taglio e dalla piegatura per offrire sicurezza e facilità di montaggio.
- Levigatura/lucidatura delle saldature: lucida l'area di saldatura e rendila straordinaria.
- Pulizia della superficie: rimuovere olio, polvere e rivestimento di ossido (ad es. sabbiatura, decapaggio).
- Verniciatura (verniciatura/verniciatura a polvere): applicare vernice liquida o verniciatura a polvere elettrostatica che forma una finitura decorativa protettiva dopo l'indurimento. Anticorrosione, di vari colori e texture, la verniciatura a polvere è duratura ed ecologica.
- Galvanotecnica: (nichelatura, cromatura, zincatura, ecc.) utilizza il metodo dell'elettrolisi per depositare uno strato metallico sulla superficie, principalmente per protezione dall'usura o anticorrosione o per finitura decorativa.
- Anodizzazione: (per leghe di alluminio ) forma un sottile rivestimento superficiale di ossido duro. Aumenta la resistenza alla corrosione, all'usura, all'isolamento e può essere tinto per produrre colori profondi.
- Marcatura serigrafica/laser: aggiunta di loghi, testo e grafica.
Spiegazione dettagliata della lavorazione CNC: la nuova arte del "carving" con taglio controllato
"Sebbene la filosofia di "modellatura" della lamiera mediante compressione e mantenimento della forma definisca la geometria della parte finale attraverso il processo di eliminazione del materiale, la lavorazione CNC è un'arte di "intaglio" la cui essenza è la rimozione del materiale sotto controllo."
È molto simile a uno scultore dell'era del computer che spoglia gradualmente il rigido pezzo di metallo con comandi passo passo e utensili da taglio , e infine producendo la forma complessa richiesta dal disegno.
Prima di passare al nocciolo della questione, diamo una panoramica dei passaggi chiave e dei contenuti chiave della lavorazione CNC dalla seguente tabella:
| Fase centrale | Compiti principali | Inserimento chiave/strumento | Risultato/obiettivo chiave |
|---|---|---|---|
| 1.Programmazione | Converti l'intento progettuale in istruzioni macchina | Modello CAD, software CAM | Codice G (istruzioni del percorso utensile) |
| 2. Bloccaggio | Assicurarsi che il pezzo grezzo sia stabile e posizionato accuratamente durante la lavorazione | Billetta in metallo massiccio (Billet), attrezzatura, tavola della macchina utensile | Pezzo da lavorare fissato saldamente e posizionato con precisione |
| 3. Taglio | Rimuovere con precisione il materiale in eccesso secondo le istruzioni per formare la forma target | Macchine utensili CNC (fresatrici/torni), utensili rotanti ad alta velocità, liquidi refrigeranti | Parti vicine alla forma finale (lavorazione di sgrossatura/finitura) |
| 4. Post-elaborazione | Migliorare la qualità della superficie e le prestazioni delle parti ed eseguire la verifica finale | Utensili per sbavatura, sabbiatrici, vasche di anodizzazione, strumenti di misurazione | Parti finite che soddisfano i requisiti di progettazione (dimensioni, superficie, funzione) |
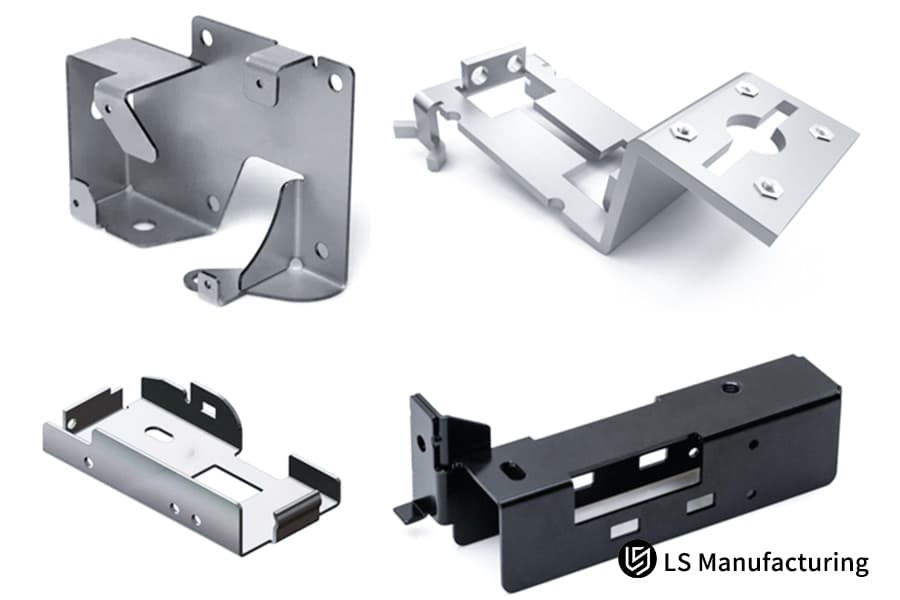
Figura 1: Componenti metallici lavorati e formati su misura per applicazioni precise da LS Manufacturing
Programmazione: l'interprete del design digitale
Processo: è l'inizio e il cervello dell'intero processo di lavorazione. Gli ingegneri prima progettano o ottengono uno specifico Modello 3D della parte nel software di progettazione assistita da computer (CAD). Quello viene poi interpretato nel software di produzione assistita da computer (CAM). I percorsi utensile, le condizioni di taglio (velocità, velocità di avanzamento, profondità di taglio), scelta dell'utensile, ecc., sono pianificati e programmati con cura dagli ingegneri in base alle proprietà del materiale, alla tolleranza richiesta, alla finitura superficiale e alla capacità della macchina utensile. La funzione principale del software CAM è tradurre complicate geometrie e lavorazioni 3D in una serie di istruzioni precise - codici G che Macchine CNC può utilizzare per eseguire le operazioni.
Importanza: la qualità della programmazione influenzerà direttamente l'efficienza, la precisione e la qualità del pezzo finito. Una buona programmazione può salvare percorsi utensile, eliminare spostamenti inutili, eliminare collisioni, massimizzare l'utilizzo del materiale e ottenere le tolleranze e le finiture superficiali del progetto.
Serraggio: una base solida
Processo: l'operatore posiziona quindi il pezzo solido di materiale metallico (ad esempio, una billetta) su un tavolo o un mandrino di un Macchina CNC (che molto spesso è a fresatrice o tornio). Ciò comporterà l'uso di attrezzature speciali (ad esempio mandrini, morse, morsetti, maschere speciali, ecc.) per mantenere la billetta sicura e stabile ed evitare che vibri o si muova a causa degli urti o dello stress delle forze di taglio ad alta velocità.
Punti chiave: il posizionamento preciso e il bloccaggio rigido sono entrambi importanti. Anche un leggero spostamento o un allentamento del bloccaggio causerà direttamente l'errore di lavorazione o addirittura lo spreco di pezzi. Il sistema di bloccaggio deve essere progettato specificamente per fornire rigidità e consentire l'accessibilità dell'utensile a tutte le superfici da lavorare.
Taglio: "Scultura digitale di precisione"
Processo: questo è il collegamento centrale della lavorazione CNC. Il sistema di controllo della macchina utensile legge ed esegue le istruzioni del codice G. Il mandrino fa girare l'utensile selezionato (ad esempio, frese, trapani, utensili di tornitura, ecc.) ad alta velocità.
Allo stesso tempo, il servomotore della macchina utensile guida con precisione l'utensile e/o la tavola affinché si muova lungo gli assi X, Y, Z e altri assi, seguendo il percorso programmato. Il bordo affilato dell'utensile entra in contatto con il pezzo grezzo di metallo, tagliando strato dopo strato, rimuovendo continuamente il materiale indesiderato. Il refrigerante viene solitamente utilizzato per lavare i trucioli, ridurre la temperatura dell'area di taglio e lubrificare l'utensile, prolungando la durata dell'utensile e migliorando la qualità della superficie.
Lavorazione multiasse:
3 assi: la forma più elementare, l'utensile può muoversi su tre assi lineari, X, Y e Z. Adatto per la lavorazione di parti con forme relativamente semplici e caratteristiche principali situate sulla parte superiore e sui lati (come parti di piastre, cavità semplici).
4 assi: un asse di rotazione viene aggiunto sulla base di 3 assi (solitamente ruotanti attorno all'asse X o all'asse Y, chiamati asse A o asse B). Consentire la rotazione del pezzo, in modo che l'utensile possa lavorare il lato e parte della superficie non verticale del pezzo, riducendo il numero di tempi di bloccaggio (come la lavorazione di scanalature di forma speciale e scritte sui cilindri).
5 assi : Due assi di rotazione vengono aggiunti sulla base di 3 assi lineari (X, Y, Z) (quelli comuni sono l'asse A attorno all'asse X e l'asse B attorno all'asse Y, o l'asse C attorno all'asse Z più un asse oscillante). L'utensile può avvicinarsi alla superficie del pezzo da qualsiasi direzione e superfici curve estremamente complesse, cavità profonde e caratteristiche di sottosquadro (come giranti, testate di motori e cavità di stampi di precisione) possono essere lavorate in un unico serraggio, migliorando notevolmente la capacità di lavorazione e la precisione di parti complesse.
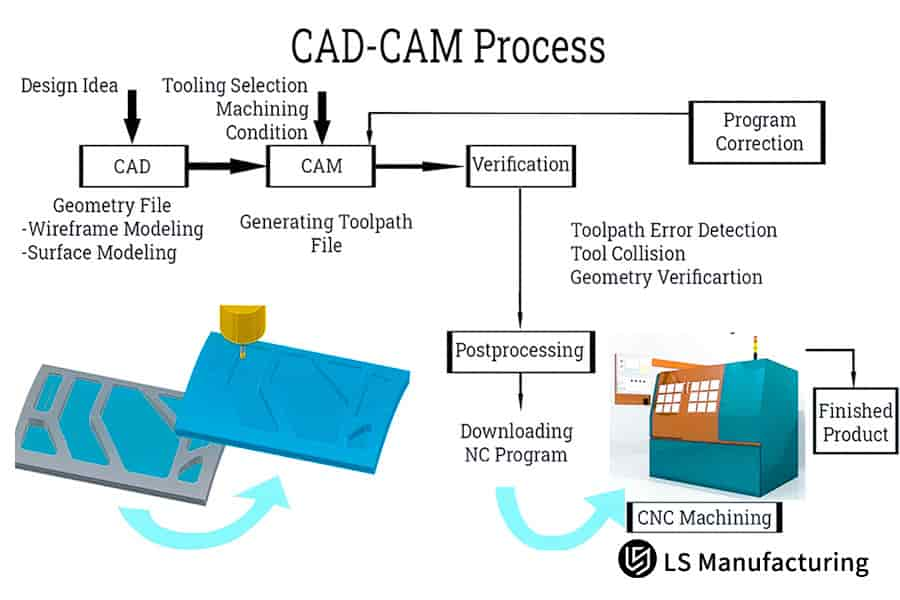
Figura 2: Diagramma di processo per la quotazione della produzione di componenti meccanici specializzati da parte di LS Manufacturing
Post-elaborazione: finitura e garanzia della qualità
Processo: le parti dopo il taglio (solitamente chiamate "parti lavorate") non sono solitamente i prodotti finali. Potrebbe presentare sbavature taglienti (bave), segni di utensili specifici o richiedere proprietà superficiali e protezione specifiche.
Operazioni comuni:
- Sbavatura: rimuovere manualmente o automaticamente le bave taglienti generate dai taglienti per garantire la sicurezza e il successivo assemblaggio.
- Sabbiatura/lucidatura: Migliora la finitura superficiale e ottiene un effetto uniforme opaco o brillante.
- Anodizzazione (principalmente per parti in alluminio): forma sulla superficie una pellicola di ossido dura e resistente alla corrosione e può essere tinto per migliorare l'estetica e la resistenza all'usura. Altri trattamenti superficiali includono galvanica, spruzzatura, ecc.
- Misurazione e ispezione: utilizzando strumenti come calibri, micrometri, misuratori di altezza, macchine di misura a coordinate (CMM), ecc., controlliamo rigorosamente le dimensioni critiche, le tolleranze geometriche (come planarità, rotondità, posizione) e la rugosità superficiale delle parti per garantire che siano pienamente conformi ai disegni di progettazione e alle specifiche tecniche. Questa è la fase finale del controllo di qualità.
Qual è la differenza tra la fabbricazione di lamiere e la lavorazione CNC?
Ora che abbiamo compreso come funzionano entrambi i processi, confrontiamoli direttamente sulle dimensioni che interessano maggiormente agli ingegneri.
| Dimensione di confronto | Fabbricazione di lamiere | Lavorazione CNC | Commenti degli esperti |
|---|---|---|---|
| Tolleranza di precisione | Generalmente ±0,2 mm o superiore. Influenzata in modo significativo dal rimbalzo del materiale, dall'usura dello stampo, dalla deformazione della saldatura, ecc., l'elevata precisione richiede attrezzature complesse o lavorazioni secondarie. | Solitamente ±0,025 mm o superiore (livello micrometrico). L'attrezzatura ha un'elevata precisione e può ottenere stabilmente lavorazioni di precisione di caratteristiche complesse. | "Attaccamento dei cuscinetti, assemblaggio di precisione, requisiti complessi di tolleranza superficiale? Il CNC è una scelta affidabile. La lamiera richiede processi aggiuntivi per garantire la precisione." |
| Struttura dei costi | Basso costo delle materie prime e alto tasso di utilizzo dei materiali (meno rifiuti). Pezzo singolo/piccolo lotto: costo elevato di stampi/attrezzature, costo unitario elevato dopo l'ammortamento. Lotti grandi: il costo dello stampo è diluito e il costo unitario è molto competitivo. | Elevato costo della materia prima (pezzo intero di materiale), basso tasso di utilizzo del materiale (trucioli di scarto). Pezzo singolo/piccolo lotto: costo di avvio relativamente basso (è sufficiente la programmazione), non è richiesto alcun costo per lo stampo. Lotti di grandi dimensioni: il costo aumenta linearmente con il tempo di elaborazione e mancano economie di scala. | "Prototipo/piccolo lotto? Il CNC è più flessibile ed economico. Grandi lotti di parti semplici? I costi della lamiera sono enormi. Le parti complesse in grandi lotti richiedono una valutazione completa." |
| Velocità di produzione (tempi di consegna) | Pezzi semplici (come piastre piane, singole pieghe): Estremamente veloce (minuti), soprattutto quando sono presenti stampi già pronti. Parti complesse/saldatura e assemblaggio richiesti: molti processi (taglio, punzonatura, piegatura, saldatura, rivestimento di superfici) e il tempo di ciclo totale è notevolmente esteso. | Il tempo di lavorazione è solitamente più lungo (ore o addirittura giorni/pezzo). Forme 3D complesse, cavità profonde e caratteristiche fini aumentano significativamente i tempi di elaborazione. Le apparecchiature multiasse possono migliorare l'efficienza ma sono comunque più lente della semplice lamiera. | "1.000 staffe semplici? La lamiera può essere realizzata in un giorno. Una scatola/guscio complessa? Il CNC può richiedere diversi giorni. I requisiti di velocità sono la considerazione principale!" |
| Gradi di libertà geometrici | Limitato. Si basa principalmente sul contorno 2D + piegatura/formatura + saldatura/connessione. È difficile realizzare superfici complesse, cavità profonde, cavità chiuse o dettagli 3D integrati. | Molto alto. È possibile realizzare quasi tutte le forme 3D progettabili, comprese superfici complesse, cavità profonde, strutture cave, texture fini e parti integrate (senza punti di connessione). | "Design come origami o assemblaggio? La lamiera è fattibile. Design come scultura o con struttura interna complessa? Il CNC è l'unica soluzione." |
| Resistenza e caratteristiche del materiale | C'è incrudimento agli angoli e la resistenza locale può essere migliorata, ma può anche essere introdotta tensione residua. I punti di saldatura/connessione sono potenziali collegamenti deboli, che influiscono sulla resistenza e sulla tenuta complessive. Lo spessore del materiale è relativamente uniforme. | Le parti vengono lavorate da un pezzo intero di materiale, mantenendo la struttura reticolare originale e uniforme e le prestazioni (resistenza, tenacità, conduttività termica, ecc.) del materiale. Buona integrità, nessuna area di connessione debole, adatta a requisiti di elevata integrità. |
"Sollecitazione elevata, elevata fatica, elevata tenuta o requisiti di integrità rigorosi? Le parti stampate in un unico pezzo CNC sono generalmente più affidabili. La lamiera deve essere maneggiata con attenzione nei punti di connessione." |
| Scenari applicativi tipici | Chassis, armadi, staffe, gusci, telai, condotti di ventilazione, coperture in lamiera, parti strutturali semplici. | Parti di precisione, stampi, attrezzature, parti di motori/trasmissioni, gusci complessi, parti di dispositivi medici, prototipi, opere d'arte. | "La funzione determina la forma e la forma determina il processo. Chiarire i requisiti fondamentali delle parti è il primo passo nella scelta di un processo!" |
Commenti degli esperti:
- Il CNC è la scelta migliore per la precisione: il CNC è la prima scelta quando ci sono requisiti rigidi per tolleranze a livello di micron e complessi abbinamenti di precisione.
- L’efficienza dei costi dipende dalla dimensione del lotto:
- Piccoli lotti/prototipi: il CNC si avvia rapidamente, non prevede costi per lo stampo ed è solitamente più conveniente.
- Grandi lotti di parti semplici: la lamiera presenta un enorme vantaggio in termini di costi grazie all'utilizzo estremamente elevato del materiale e alla velocità di stampaggio/piegatura.
- Grandi lotti di parti complesse: è necessaria una contabilità dei costi dettagliata ( Lavorazione CNC tempo vs. lavorazioni multiple lamiera + costi stampo).
- La richiesta di velocità determina il risultato:
- Parti semplici e massicce: la velocità della lamiera (soprattutto dello stampaggio) non ha eguali.
- Pezzo singolo complesso/lotto piccolo: il CNC è relativamente veloce (rispetto all'attesa dell'apertura dello stampo), ma la lavorazione stessa richiede molto tempo.
- La complessità geometrica è lo spartiacque: forme 3D complesse, cavità profonde e strutture integrate sono il dominio assoluto del CNC; la lamiera è brava nelle geometrie "espandibili" composte da piani + pieghe.
- Considerazioni sull'integrità strutturale: Stampaggio monopezzo CNC fornisce una protezione più affidabile per le parti portanti principali con requisiti elevati di resistenza complessiva, durata a fatica e tenuta senza perdite; la lamiera richiede un'attenzione particolare alla progettazione e alla qualità dei punti di connessione.
- Iniziare con la domanda: il nucleo della selezione del processo sono sempre i requisiti funzionali, i requisiti prestazionali (precisione/resistenza), la complessità geometrica, il budget e la quantità di parti. Questa tabella fornisce la base fondamentale per prendere decisioni sagge in queste dimensioni.
Questa tabella evidenzia chiaramente le differenze essenziali e i rispettivi vantaggi dei due processi in diverse dimensioni fondamentali che preoccupano maggiormente gli ingegneri (costo, velocità, precisione, capacità, forza) ed è integrata da commenti di esperti per indicare le considerazioni chiave per la selezione.
Analisi pratica di un caso: un viaggio verso l'ottimizzazione dei costi per un alloggiamento per controller industriale
Background ed esigenze del cliente: un'azienda leader nel settore dell'automazione ha progettato un nuovo controller PLC industriale che richiedeva una protezione robusta. Il piano originale prevedeva di utilizzare un intero pezzo di lega di alluminio 6061 (lavorazione CNC) per produrre l'alloggiamento e ha chiesto un preventivo a LS.
Sfida iniziale: In base al progetto del cliente (fresatura di un intero pezzo di alluminio), abbiamo stimato il Costo della lavorazione CNC essere $ 180/pezzo. Sebbene soddisfacesse i requisiti, ci siamo resi conto che questa non era la soluzione più conveniente.
Creazione di valore proattiva da parte di LS: grazie alla nostra profonda esperienza nei processi di produzione dei metalli, abbiamo contattato in modo proattivo il cliente per discutere dell'ottimizzazione della progettazione. Abbiamo dato un suggerimento chiave: trasformare la progettazione da soluzioni di "lavorazione CNC completa" a soluzioni di "lavorazione della lamiera".
Nucleo della nuova soluzione: selezionare un foglio di lega di alluminio 5052 da 3 mm.
Processo di produzione: tranciatura di precisione con taglio laser → formatura con piegatura di precisione → rinforzo della saldatura di parti chiave → rettifica della saldatura necessaria.
Risultati e valore: Il cliente ha adottato volentieri la nostra proposta di lamiera. Il preventivo della soluzione ottimizzata era di soli $ 45/pezzo.
Vantaggi principali: riduzione dei costi del 75%! Sono stati ottenuti risparmi significativi sui costi garantendo al tempo stesso la resistenza, il livello di protezione e la funzionalità richiesti del prodotto.
La proposta di valore di LS: questo caso dimostra chiaramente i principali vantaggi di LS: non siamo solo il vostro affidabile esecutore di produzione, ma anche il vostro fidato consulente del processo di produzione e partner per l'ottimizzazione dei costi. Utilizziamo attivamente le nostre conoscenze professionali per rivedere la progettazione (Design for Manufacturing, DFM) e trovare percorsi di processo più efficienti ed economici (come la sostituzione del CNC con la lamiera in questo caso), portando in definitiva vantaggi competitivi reali ai clienti.
Scegliere LS , otterrete non solo un fornitore, ma anche un partner strategico che si impegna a utilizzare le conoscenze di produzione professionali per ridurre attivamente i costi e aumentare l'efficienza per voi. Non vediamo l'ora di utilizzare la stessa prospettiva professionale per creare valore per il tuo prossimo progetto!

Figura 3: Parti lavorate CNC personalizzate esposte per i servizi online di LS Manufacturing
FAQ: domande e risposte rapide sulla lamiera e sulla lavorazione
1. La lamiera è sempre più economica della lavorazione CNC?
Non necessariamente. La lamiera è solitamente più economica quando ha pareti sottili (<6 mm), struttura semplice e può essere stampata/piegata grazie all'elevato utilizzo del materiale e all'elevata velocità di produzione. Tuttavia, le parti lavorate a CNC possono essere più economiche quando si tratta di forme tridimensionali complesse, materiali spessi (>10 mm) o cavità ad alta precisione. Il costo finale dipende dalla complessità del progetto, dalla dimensione del lotto, dallo spessore del materiale e dai requisiti di tolleranza e deve essere valutato caso per caso.
2. Cos'è la "lavorazione lamiera"? Questo termine è problematico?
"Lavorazione della lamiera" è un termine comune nel settore che si riferisce a processi di formatura a freddo come taglio, punzonatura, piegatura e saldatura di lamiere (solitamente di spessore 0,5-6 mm). Sebbene la "lavorazione meccanica" comprenda a grandi linee il CNC, si riferisce nello specifico al processo di deformazione plastica delle lastre, che è sostanzialmente diverso dalla lavorazione meccanica (taglio per asportare materiale). Sebbene il termine non sia assolutamente rigoroso, può distinguerlo con precisione dalla fusione, dalla forgiatura o dalla lavorazione meccanica.
3. Come scelgo il materiale giusto per il mio progetto?
Innanzitutto, chiarire i requisiti funzionali: scegliere acciaio ad alta resistenza (come SPCC) per la resistenza al carico, acciaio inossidabile (304/316) o alluminio (5052) per la resistenza alla corrosione e alluminio (6061) o lega di magnesio per la leggerezza. Secondly, look at the process: complex bending requires materials with good ductility (avoid hard aluminum), and welding prefers low-carbon steel/stainless steel. Finally, evaluate the cost and environment: use cold-rolled steel for ordinary parts, and galvanized steel for outdoor parts, balancing budget and life requirements.
Riepilogo
The key difference between sheet metal manufacturing and CNC machining lies in their core process objects and target forms: sheet metal manufacturing focuses on cutting, bending, stamping, connecting and other operations on metal sheets. The core is to efficiently produce thin-walled, box-shaped and shell-like parts through deformation; while CNC machining (mainly milling and girando ) uses rotating tools to cut and remove solid block materials (metal, plastic, etc.), and is good at manufacturing three-dimensional parts with complex three-dimensional shapes, precision features and high dimensional accuracy. Although the two are often used in conjunction, they are essentially complementary processes. The choice depends on the geometric characteristics, material thickness and production requirements of the required parts - sheet metal is preferred for thin-walled structures, while three-dimensional complex precision parts rely on CNC machining.
"Are you still hesitating about whether your parts should be sheet metal or CNC machined? Don't guess anymore. At LS, we have top-notch equipment and senior engineers for both processes. Upload your CAD file now, our online platform will not only provide you with instant CNC machining quotes , but our engineers will also proactively evaluate the possibility of using sheet metal processes for you to find the most economical and efficient manufacturing path for you!"

📞Tel: +86 185 6675 9667
📧E-mail: info@longshengmfg.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sulla lavorazione CNC ad alta precisione, Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


