Uma escolha errada de processo pode dobrar seu custo
Você projetou uma concha de metal perfeita: linhas suaves, estrutura delicada e funções completas. Os desenhos foram examinados repetidamente e os detalhes foram refinados. Porém, quando você submeteu o projeto ao fabricante com grandes expectativas, o orçamento que recebeu foi como um balde de água fria derramado na sua cabeça - excedendo em muito o orçamento! Pode até ser duplicado!
Onde está o problema?
Muito provavelmente, o problema não é o design em si, mas uma escolha padrão aparentemente simples, mas crucial: o padrão é " Usinagem CNC ", e seu design pode ser um típico" chapa metálica "parte em essência.
"Fabricação de chapas metálicas" e "usinagem CNC" - ambas as palavras representam " fabricação de metais ", que parecem caminhos diferentes para o mesmo objetivo. Mas, por favor, entenda: são duas filosofias de fabricação completamente diferentes, seguindo lógicas subjacentes completamente diferentes .
A escolha errada não é apenas um desvio no caminho do processo. Isso significa desperdício de materiais, aumento de horas de trabalho e uso indevido de moldes, o que, em última análise, se traduz diretamente em diferenças de custos surpreendentes e ciclos de produção incontroláveis. Compreender as principais diferenças entre fabricação de chapas metálicas e a usinagem CNC não é apenas uma discussão técnica no papel, mas o primeiro passo fundamental para controlar efetivamente os custos e otimizar os ciclos de entrega nos estágios iniciais do desenvolvimento do produto.
Fabricação de chapa metálica versus usinagem CNC
| Características |
Fabricação de chapas metálicas |
Usinagem CNC |
|---|---|---|
| Princípios fundamentais | Deformação/conexão dominada: corte de placa plana -> dobra/conformação -> conexão (soldagem, rebitagem, etc.). | A essência é “moldar” placas finas. Subtrativo dominado: cortar e remover materiais de peças sólidas (blocos, barras) para "esculpir" formas. |
| Peças mais adequadas | Paredes finas, vazadas, tipo caixa: chassis, carcaças, suportes, painéis, dutos de ventilação, recipientes simples. | Estrutura sólida e complexa, recursos de alta precisão: moldes, acessórios, peças de motor, radiadores complexos, engrenagens, buchas de precisão, peças com superfícies 3D complexas. |
| Principais vantagens | Custo (lotes grandes): A estampagem é extremamente eficiente. Utilização de material: Geralmente alta (obstrução plana). Prototipagem rápida: O corte a laser + dobra é rápido. Leve: Paredes naturalmente finas. |
Liberdade de design: Geometria quase ilimitada (cavidades profundas, curvas complexas, furos com formatos especiais, etc.). Precisão ultra-alta e qualidade de superfície: até nível de mícron. Consistência do material: Toda a peça é feita de um único material sólido com desempenho uniforme. |
| Restrições principais | Complexidade geométrica: É difícil processar cavidades fechadas, superfícies que se cruzam e elementos sólidos espessos. Consistência da espessura da parede: Deve ser uniforme (determinada pela espessura inicial da chapa). Limitações de precisão: Vários erros cumulativos de flexão e deformação de soldagem afetam a precisão absoluta. |
Custo (material e tempo): Muito desperdício de material (aparas); longo tempo de processamento para peças complexas. Peças de paredes finas são fáceis de deformar: As forças de corte podem fazer com que paredes finas vibrem e se deformem, dificultando o processamento. Restrições de design: A acessibilidade da ferramenta precisa ser considerada (como cavidades profundas e lacunas estreitas). |
| Geradores de custos | Lote: Pequenos lotes (laser/dobra); lotes grandes (os custos de estampagem do molde são diluídos). Complexidade dos recursos: número de curvas, moldes especiais, volume de soldagem. |
Volume de material: tamanho da peça bruta e custo do material. Tempo de processamento: complexidade, requisitos de precisão, acabamento superficial. Número de vezes de fixação: A fixação múltipla aumenta o custo e o erro. |
| Espessura típica do material | Placa fina: geralmente 0,5 mm - 6 mm (comum em dobra). A estampagem pode ser um pouco mais espessa, mas ainda está na categoria de “placa”. | Sem restrições fixas: Em teoria, peças muito grossas (dezenas de centímetros ou até metros) podem ser processadas e paredes finas também podem ser processadas (mas com grande dificuldade). |
Este guia começará com os princípios básicos e comparará profundamente as diferenças entre os dois processos em termos de precisão, custo e velocidade. Por meio de casos reais e diretrizes de design, isso ajudará você a estabelecer uma estrutura clara para a tomada de decisões. 
Aqui está o que você aprenderá:
- Os princípios básicos de trabalho de chapas metálicas e CNC: análise aprofundada de como duas filosofias de fabricação completamente diferentes, “ flexão e moldar” e “esculpir e remover”, podem alcançar a fabricação de peças.
- Principais diferenças: revele as diferenças decisivas e os cenários aplicáveis entre os dois em dimensões essenciais, como precisão, custo, velocidade, liberdade geométrica e resistência do material.
- Guia de Otimização de Projeto para Engenheiros: Diretrizes de projeto projetadas especialmente para chapa metálica e CNC para ajudá-lo a evitar armadilhas e aproveitar as vantagens do processo para reduzir custos. drasticamente.
- Caso Prático de Otimização de Custos: Revele o verdadeiro relato de como reduzimos em 75% o custo de produção de uma caixa de controlador industrial através da substituição de processo (chapa metálica).
As vantagens da fabricação híbrida:Descubra como combinar habilmente as vantagens da chapa metálica e do CNC para obter um equilíbrio perfeito entre custo e precisão em uma única peça. - Perguntas e respostas rápidas de especialistas (FAQ): Esclareça mal-entendidos (como "A chapa metálica é sempre mais barata?", "O que é processamento de chapa metálica?") e forneça conselhos especializados sobre a seleção de materiais.
Agora, vamos examinar mais profundamente esses dois processos elementares que caracterizam a fabricação atual e obter os insights para tomar a melhor decisão para o seu projeto.
Por que confiar neste guia? Filosofia de Fabricação da LS
Lido com milhares de peças reais por dia na LS. O que mais me tocou foi ver tantas peças “bem desenhadas” mas caras. A causa raiz é normalmente muito simples: por exemplo, o projetista tinha o hábito de usar o comando "extrusão" no CAD, e pronto, uma peça que poderia ter sido simplesmente dobrada com chapa metálica tornou-se uma peça usinada cara e que devora material. Essa capacidade de ver a desconexão entre “projeto e fabricação” é o cerne do LS.
A singularidade da nossa experiência reside na arena de processos cruzados: da indústria aeroespacial peças CNC de precisão com tolerâncias rigorosas para chassis de chapa metálica de servidor que exigem máxima relação custo-benefício, estamos profundamente envolvidos. É esta visão global que nos dá o poder de otimização para “transformar pedra em ouro”.
Um exemplo típico: o cliente tinha uma peça para ser usinada por um fabricante caro CNC de cinco eixos .Não fizemos isso diretamente, mas nos perguntamos:
Isso pode ser alcançado com uma combinação de processos menos complexa e mais barata? No final, nós o desmontamos em vários componentes básicos de chapa metálica e soldado deles, economizando aos clientes até 70% dos custos sem comprometer as funções!
Esta não é uma teoria, mas uma solução prática que verificamos repetidamente na oficina.
O valor deste guia está neste.
Não é um livro de teoria, mas o verdadeiro conhecimento temperado com Engenheiros LS pelas lições da vida real e experiências bem-sucedidas de 10.000 peças por dia. Estamos bem cientes do propósito do projeto original e temos uma noção melhor do custo e da viabilidade de fabricação.
Acredite, Glória, a experiência de trabalho na oficina LS me diz: Este manual pode ajudá-la a evitar armadilhas de custos e a criar designs sonoros realmente eficazes e econômicos. Isso mostra nossa profunda compreensão e apreciação do artesanato.
A fabricação de chapas metálicas está muito além da "dobra". É uma sistemática processamento de metais tecnologia, que se curva relativamente folhas finas de metal (como aço, alumínio, aço inoxidável, cobre, etc.) em peças tridimensionais ou produtos com funções e formas especiais por meio de uma série de processos exatos. Sua natureza é a economia material e prototipagem rápida , especialmente adequado para produção em massa de componentes de estrutura relativamente simples.
Fabricação de chapas metálicas em profundidade: como funciona? Visão geral das etapas básicas do processamento de chapas metálicas
| Passos | Equipamento/tecnologia principal | Objetivo e recursos principais |
|---|---|---|
| 1. Apagamento | Corte a laser, corte a plasma, máquina de perfuração | Separe com precisão a forma plana bidimensional desdobrada da peça de uma grande folha de metal. |
| 2.Formação | Pressione o freio | Molde a placa plana bidimensional em uma estrutura tridimensional por meio de dobra de precisão (em forma de V, em forma de U, dobra de ar, etc.). |
| 3.Conexão | Soldar, rebitar, aparafusar | Monte e combine peças complexas que não podem ser formadas por uma única folha em um todo. |
| 4. Pós-processamento | Moagem, pulverização, anodização, etc. | Melhorar a qualidade da superfície, a resistência à corrosão, a estética das peças ou atribuir-lhes funções específicas. |
1. Blanking: O primeiro processo de separação correta
Objetivo: Cortar o diagrama bidimensional da peça desdobrada desejada (considerando a subsequente deformação por flexão) do enorme matéria-prima placa de metal de maneira adequada e correta.
Principais tecnologias e equipamentos:
- Corte a laser: Use um feixe de laser concentrado de alta potência para derreter ou vaporizar o material. Possui precisão extremamente alta (até ± 0,1 mm), costura de corte fina, pequena zona afetada pelo calor e adequada para formas complexas e peças finas. É o principal método de supressão de alta precisão atualmente.
- Corte a plasma: Use arco de plasma de alta temperatura e alta velocidade para derreter o metal e fluxo de ar de alta velocidade para extinguir o metal fundido. A velocidade de corte é rápida, especialmente boa em chapas médias e pesadas (espessura da chapa para a qual corte a laser não é econômico), mas a precisão e a qualidade do acabamento geralmente são menos boas que o corte a laser, com uma zona afetada pelo calor maior.
- Punção/estampagem: Corte a placa usando uma matriz. Vantagens: Para um grande número de peças com contornos relativamente padronizados (grandes quantidades de furos redondos, furos quadrados e formas externas prescritas), a produtividade é extremamente alta e uma punção pode completar várias operações (puncionamento, estampagem, desenho raso). Desvantagens: Moldes caros, baixa flexibilidade (longo tempo de troca) e não para pequenos lotes inteiros ou contornos complicados.
Pontos principais:
A qualidade da borda e a precisão do corte influenciam diretamente a qualidade dos processos posteriores (mais especificamente, posicionamento flexão ) e o produto final. A escolha da tecnologia a ser observada precisa considerar o tipo de material, a espessura, a complexidade da peça, os requisitos de precisão, o lote e o custo de produção.
2. Formando: A arte de dar vida tridimensional
Objetivo: Deformar a peça plana na forma tridimensional necessária por deformação plástica. O processo mais básico e mais amplamente utilizado na conformação de chapas metálicas é a dobra.
Equipamento essencial: Press Brake
Processo essencial: Dobra
Flexão em forma de V : Técnica mais empregada. A folha é colocada na matriz inferior com um orifício em forma de V, e a matriz superior (ponta da faca) é pressionada para baixo na ranhura em V, dobrando a folha ao longo da linha de dobra predeterminada. O ângulo de curvatura é regulado com precisão pela profundidade de prensagem da matriz superior.
Dobra em forma de U: Use uma matriz inferior em forma de U e um punção correspondente para criar uma forma em forma de U de uma só vez. Geralmente requer mais pressão.
Dobra de ar : A ponta superior da matriz não atinge a folha até o fundo para tocar a parte inferior da ranhura em V da matriz inferior, nem fica pendurada acima da folha por uma lacuna finita. É a profundidade de prensagem que determina o ângulo final . Vantagens: Boa flexibilidade (um conjunto de matrizes pode dobrar em vários ângulos), a pressão necessária é menor e o rebote é mais fácil de reverter. É o método de dobra convencional atual.
Dobra inferior/dobra de impressão: A matriz superior empurra a folha completamente para dentro da ranhura em V inferior da matriz inferior e pressiona mais, com o material sofrendo deformação plástica ou até mesmo uma pequena extrusão dentro da cavidade da matriz. Vantagem: Alta precisão e baixo retorno elástico. Desvantagem: Requer uma tonelagem maior máquina-ferramenta , provoca maior desgaste da matriz e necessita de uma ranhura em V específica para cada ângulo/espessura.
Principais considerações
- Springback: Assim que a força de flexão for removida, o metal retornará elasticamente parte do ângulo. A compensação deve ser feita adequadamente durante a programação e projeto da matriz.
- Sequência de dobra: Para complexos multi-dobragem componentes, a sequência de flexão é extremamente crucial e a interferência deve ser evitada e a precisão deve ser garantida.
- Raio mínimo de curvatura: Depende do tipo de material, espessura e condição do tratamento térmico. Um raio muito pequeno resultará em muito estiramento e rachaduras no material externo.
- Fator K/coeficiente de flexão: Um fator significativo utilizado para determinar a localização da camada neutra no cálculo do comprimento desdobrado.
3. Conexão: Construindo um todo complexo
Finalidade: Sempre que os componentes forem tão complexos que não possam mais ser produzidos dobrando uma única chapa, ou precisem ser construídos com outros componentes, múltiplos peças de chapa metálica ou peças de chapa metálica são regularmente conectadas a outras peças.
Principais tecnologias:
- Soldagem : (MIG, TIG, soldagem a ponto, soldagem a laser , etc.) O material é ligado por metal fundido. Pontos fortes: Forte e bem vedado (soldagem consecutiva). Fraquezas: A deformação térmica é induzida, o processamento subsequente é necessário e a aparência não é necessariamente linda.
- Rebitagem: A conexão é obtida por meio da deformação mecânica dos rebites. Méritos: Sem efeito térmico, empregado na união de diversos materiais, alta confiabilidade. Deméritos: É necessária pré-perfuração, o que aumenta o peso das peças.
- Aparafusamento/Aparafusamento: A ligação é conseguida através do auxílio de parafusos, porcas, parafusos auto-roscantes, etc. Vantagens: Removível, simples de unir, sem efeito térmico. Deméritos: É necessária pré-perfuração ou rosqueamento e o ponto de conexão é elevado.
- Encaixe/crimpagem: Use a deformação elástica do material em folha próprio ou uma estrutura especialmente projetada para criar uma junta sem fixadores. Geralmente usado em tampas de chassis, etc.
- Pontos a serem observados: A escolha do método de união deve considerar todas as necessidades de resistência, necessidades de vedação, necessidades de aparência, se é desmontável, eficiência de fabricação, custo e o impacto no material de base (por exemplo, a distorção térmica devido à soldagem).
4. Pós-processamento: acabamento e proteção
Objetivo: Melhorar a funcionalidade, vida útil e estética do produto.
Processos comuns:
- Rebarbação/esmerilhamento: Remova arestas vivas e rebarbas de corte e dobra para oferecer segurança e facilidade de montagem.
- Desbaste/polimento de solda: Polir a área de soldagem e torná-la deslumbrante.
- Limpeza de superfície: Remova óleo, poeira e revestimento de óxido (por exemplo, jato de areia, decapagem).
- Pintura (Pintura/Revestimento em Pó): Aplicar tinta líquida ou revestimento eletrostático em pó que forma um acabamento decorativo protetor após a cura. Anticorrosivo, de diversas cores e texturas, o revestimento em pó é duradouro e ecologicamente correto.
- Galvanoplastia: (niquelagem, cromagem, zincagem, etc.) emprega o método de eletrólise para depositar uma camada de metal na superfície, principalmente para proteção contra desgaste ou anticorrosão, ou para acabamento decorativo.
- Anodização: (para ligas de alumínio ) forma um revestimento superficial de óxido duro e fino. Aumenta a resistência à corrosão, resistência ao desgaste, isolamento e pode ser tingido para produzir cores profundas.
- Marcação em serigrafia/laser: adicione logotipos, texto e gráficos.
Explicação detalhada da usinagem CNC: nova arte de "escultura" com corte controlado
"Embora a filosofia de 'modelagem' da chapa metálica por compressão e retenção de forma defina a geometria da peça final através do processo de desfazer o material, a usinagem CNC é uma arte de 'escultura' cuja essência é a remoção de material sob controle."
É como se um escultor da era do computador desmontasse gradualmente a estrutura metálica rígida com comandos passo a passo e ferramentas de corte e, finalmente, produzindo a forma complexa exigida pelo desenho.
Antes de entrarmos em detalhes, vamos dar uma visão geral das principais etapas e conteúdos principais da usinagem CNC na tabela a seguir:
| Estágio central | Tarefas principais | Entrada/ferramenta chave | Principal resultado/objetivo |
|---|---|---|---|
| 1.Programação | Converta a intenção do projeto em instruções de máquina | Modelo CAD, software CAM | Código G (instruções do caminho da ferramenta) |
| 2. Fixação | Certifique-se de que a peça bruta esteja estável e posicionada com precisão durante o processamento | Boleto de metal sólido (boleto), fixação, mesa de máquinas-ferramenta | Peça de trabalho firmemente fixada e posicionada com precisão a ser processada |
| 3. Corte | Remova com precisão o excesso de material de acordo com as instruções para formar o formato alvo | Máquinas-ferramentas CNC (fresadoras/tornos), ferramentas rotativas de alta velocidade, refrigerantes | Peças próximas do formato final (usinagem/acabamento de desbaste) |
| 4. Pós-processamento | Melhore a qualidade da superfície e o desempenho das peças e realize a verificação final | Ferramentas de rebarbação, máquinas de jateamento de areia, tanques de anodização, equipamentos de medição | Peças acabadas que atendem aos requisitos de projeto (tamanho, superfície, função) |
Figura 1: Componentes metálicos usinados e moldados sob medida para aplicações exatas pela LS Manufacturing
Programação: o intérprete do design digital
Processo: É o início e o cérebro de todo o processo de usinagem. Os engenheiros primeiro projetam ou obtêm um projeto específico Modelo 3D da peça em software de desenho auxiliado por computador (CAD). Aquele é então interpretado em software de manufatura auxiliada por computador (CAM). Os caminhos da ferramenta, as condições de corte (velocidade, avanço, profundidade de corte), escolha da ferramenta, etc., são planejados e programados com cuidado pelos engenheiros com base nas propriedades do material, tolerância necessária, acabamento superficial e capacidade da máquina-ferramenta. A principal função do software CAM é traduzir geometria e usinagens 3D complicadas em uma série de instruções precisas - código G que Máquinas CNC pode usar para realizar as operações.
Importância: A qualidade da programação afetará diretamente a eficiência, precisão e qualidade da peça acabada. Uma boa programação pode salvar caminhos de ferramentas, eliminar desperdícios de deslocamento, eliminar colisões, maximizar a utilização de material e atingir as tolerâncias e acabamentos superficiais do projeto.
Fixação: uma base sólida
Processo: O operador então coloca a peça sólida de material metálico (por exemplo, um tarugo) sobre uma mesa ou mandril de um Máquina CNC (que na maioria das vezes é um fresadora ou torno). Isto significará o uso de acessórios especiais (por exemplo, mandris, tornos, braçadeiras, gabaritos especiais, etc.) para manter o tarugo seguro e estável e evitar que o tarugo vibre ou se mova devido ao choque ou tensão das forças de corte em alta velocidade.
Pontos principais: O posicionamento preciso e a fixação rígida são importantes. Mesmo um leve deslocamento ou frouxidão de fixação causará diretamente erros de usinagem ou até mesmo desperdício de peças de trabalho. O sistema de fixação deve ser projetado especificamente para fornecer rigidez e permitir a acessibilidade da ferramenta a todas as superfícies a serem usinadas.
Corte: "Escultura Digital de Precisão"
Processo: Este é o elo central da usinagem CNC. O sistema de controle da máquina-ferramenta lê e executa instruções em código G. O fuso gira a ferramenta selecionada (por exemplo, fresas de topo, brocas, ferramentas de torneamento, etc.) em alta velocidade.
Ao mesmo tempo, o servo motor da máquina-ferramenta aciona com precisão a ferramenta e/ou mesa para se mover ao longo dos eixos X, Y, Z e outros, seguindo o caminho programado. A borda afiada da ferramenta entra em contato com o metal em bruto, cortando camada por camada, removendo continuamente material indesejado. A refrigeração é normalmente usada para lavar os cavacos, reduzir a temperatura da área de corte e lubrificar a ferramenta, prolongando a vida útil da ferramenta e melhorando a qualidade da superfície.
Usinagem multieixos:
3 eixos: A forma mais básica, a ferramenta pode se mover em três eixos lineares, X, Y e Z. Adequado para usinar peças com formas relativamente simples e características principais localizadas na parte superior e nas laterais (como peças de placa, cavidades simples).
4 eixos: Um eixo de rotação é adicionado com base em 3 eixos (geralmente girando em torno do eixo X ou eixo Y, chamado eixo A ou eixo B). Permitir que a peça gire, para que a ferramenta possa processar a lateral e parte da superfície não vertical da peça, reduzindo o número de tempos de fixação (como usinagem de ranhuras com formatos especiais e letras em cilindros).
5 eixos : Dois eixos de rotação são adicionados com base em 3 eixos lineares (X, Y, Z) (os mais comuns são o eixo A em torno do eixo X e o eixo B em torno do eixo Y, ou o eixo C em torno do eixo Z mais um eixo de giro). A ferramenta pode se aproximar da superfície da peça de qualquer direção, e superfícies curvas extremamente complexas, cavidades profundas e recursos de corte inferior (como impulsores, cabeçotes de cilindro de motor e cavidades de molde de precisão) podem ser processadas em uma única fixação, melhorando significativamente a capacidade de processamento e a precisão de peças complexas.
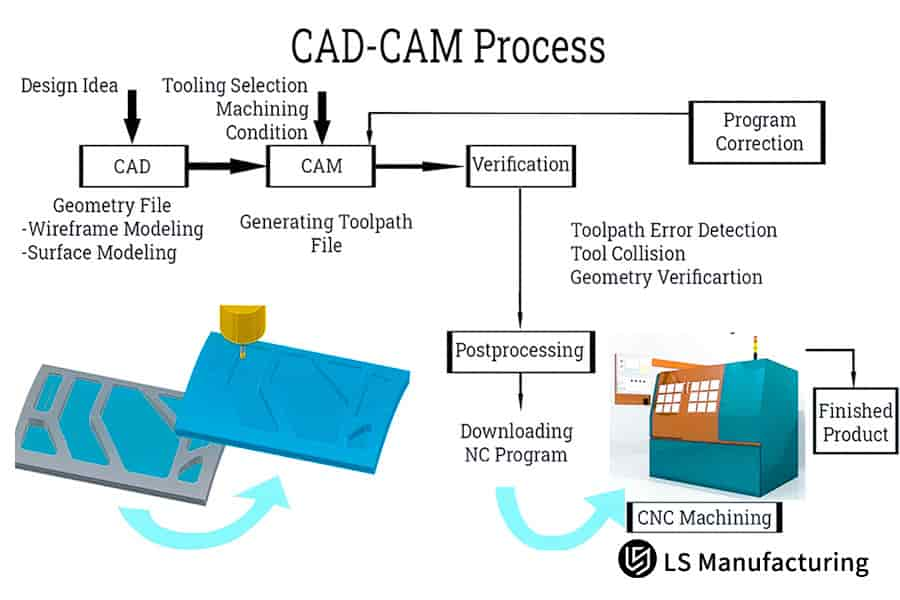
Figura 2: Diagrama do processo para cotação da produção especializada de componentes usinados pela LS Manufacturing
Pós-processamento: acabamento e garantia de qualidade
Processo: As peças após o corte (geralmente chamadas de “peças usinadas”) geralmente não são os produtos finais. Pode ter rebarbas afiadas (rebarbas), marcas específicas de ferramentas ou exigir propriedades e proteção de superfície específicas.
Operações comuns:
- Rebarbação: Remova manual ou automaticamente rebarbas afiadas geradas pelas arestas de corte para garantir a segurança e posterior montagem.
- Jateamento/polimento: Melhora o acabamento superficial e obtém um efeito fosco ou brilhante uniforme.
- Anodização (principalmente para peças de alumínio): Forma uma película de óxido dura e resistente à corrosão na superfície e pode ser tingida para melhorar a estética e a resistência ao desgaste. Outros tratamentos de superfície incluem galvanoplastia, pulverização, etc.
- Medição e Inspeção: Utilizando ferramentas como paquímetros, micrômetros, medidores de altura, máquinas de medição por coordenadas (CMMs), etc., verificamos rigorosamente as dimensões críticas, tolerâncias geométricas (como planicidade, redondeza, posição) e rugosidade superficial das peças para garantir que estejam em total conformidade com os desenhos de projeto e especificações técnicas. Esta é a etapa final do controle de qualidade.
Qual é a diferença entre fabricação de chapas metálicas e usinagem CNC?
Agora que entendemos como ambos os processos funcionam, vamos compará-los diretamente nas dimensões que mais preocupam os engenheiros.
| Dimensão de comparação | Fabricação de chapas metálicas | Usinagem CNC | Comentários de especialistas |
|---|---|---|---|
| Tolerância de precisão | Geralmente ±0,2 mm ou superior. Significativamente afetada pelo ressalto do material, desgaste do molde, deformação da soldagem, etc., a alta precisão requer ferramentas complexas ou processamento secundário. | Geralmente ±0,025 mm ou superior (nível micrométrico). O equipamento possui alta precisão e pode obter usinagem de precisão de recursos complexos de maneira estável. | "Ajuste de rolamento, montagem precisa, requisitos complexos de tolerância de superfície? CNC é uma escolha confiável. Chapas metálicas requerem processos adicionais para garantir precisão." |
| Estrutura de custos | Baixo custo de matéria-prima e alta taxa de utilização de material (menos desperdício). Peça única/lote pequeno: Alto custo de molde/ferramentas, alto custo unitário após amortização. Lote grande: O custo do molde é diluído e o custo unitário é muito competitivo. | Alto custo de matéria-prima (pedaço inteiro de material), baixa taxa de utilização de material (resíduos de cavacos). Peça única/lote pequeno: Custo inicial relativamente baixo (programação é suficiente), nenhuma taxa de molde é necessária. Lote grande: O custo aumenta linearmente com o tempo de processamento e faltam economias de escala. | "Protótipo/lote pequeno? CNC é mais flexível e econômico. Grande lote de peças simples? Os custos de chapa metálica são esmagadores. Peças complexas em grandes lotes exigem uma avaliação abrangente." |
| Velocidade de produção (prazo de entrega) | Peças simples (como placas planas, dobras simples): Extremamente rápidas (minutos), principalmente quando há moldes prontos. Peças complexas/soldagem e montagem necessárias: Muitos processos (corte, puncionamento, dobra, soldagem, revestimento) e o tempo total do ciclo é significativamente estendido. | O tempo de processamento costuma ser maior (horas ou até dias/peça). Formas 3D complexas, cavidades profundas e recursos finos aumentam significativamente o tempo de processamento. Equipamentos multieixos podem melhorar a eficiência, mas ainda são mais lentos do que simples chapas metálicas. | "1.000 suportes simples? A chapa metálica pode ser feita em um dia. Uma caixa/concha complexa? O CNC pode levar vários dias. Os requisitos de velocidade são a principal consideração!" |
| Graus geométricos de liberdade | Limitado. Baseia-se principalmente em contorno 2D + dobra/formação + soldagem/conexão. É difícil criar superfícies complexas, cavidades profundas, cavidades fechadas ou recursos 3D integrados. | Muito alto. Quase qualquer forma 3D projetável pode ser criada, incluindo superfícies complexas, cavidades profundas, estruturas ocas, texturas finas e peças integradas (sem pontos de conexão). | "Design como origami ou montagem? Chapa metálica é viável. Design como escultura ou com estrutura interna complexa? CNC é a única solução." |
| Resistência e características do material | Há endurecimento nos cantos e a resistência local pode ser melhorada, mas também pode ser introduzida tensão residual. Os pontos de soldagem/conexão são potenciais elos fracos, afetando a resistência geral e a vedação. A espessura do material é relativamente uniforme. | As peças são processadas a partir de uma peça inteira de material, mantendo a estrutura original e uniforme da treliça e o desempenho (resistência, tenacidade, condutividade térmica, etc.) do material. Boa integridade, sem área de conexão fraca, adequada para requisitos de alta integridade. |
"Alta tensão, alta fadiga, alta vedação ou requisitos rigorosos de integridade? As peças moldadas CNC de uma só peça são geralmente mais confiáveis. As chapas metálicas precisam ser manuseadas com cuidado nos pontos de conexão." |
| Cenários típicos de aplicação | Chassis, armários, suportes, carcaças, chassis, condutas de ventilação, coberturas em chapa, peças estruturais simples. | Peças de precisão, moldes, acessórios, peças de motor/transmissão, carcaças complexas, peças de dispositivos médicos, protótipos, obras de arte. | "A função determina a forma e a forma determina o processo. Esclarecer os requisitos básicos das peças é o primeiro passo na escolha de um processo!" |
Comentários de especialistas:
- CNC é a melhor escolha para precisão: CNC é a primeira escolha quando há requisitos rígidos para tolerâncias em nível de mícron e correspondência de precisão complexa.
- A eficiência de custos depende do tamanho do lote:
- Pequeno lote/protótipo: o CNC inicia rapidamente, não cobra taxas de molde e geralmente é mais econômico.
- Grande lote de peças simples: A chapa metálica tem uma enorme vantagem de custo devido à sua utilização extremamente alta de material e rápida estampagem/dobra.
- Grande lote de peças complexas: É necessária uma contabilidade detalhada de custos ( Processamento CNC tempo vs. processos múltiplos de chapa metálica + custos de molde).
- A demanda por velocidade determina o resultado:
- Peças enormes e simples: A velocidade da chapa metálica (especialmente a estampagem) é incomparável.
- Peça única complexa/lote pequeno: o CNC é relativamente rápido (em comparação com a espera pela abertura do molde), mas o processamento em si é demorado.
- A complexidade geométrica é o divisor de águas: formas 3D complexas, cavidades profundas e estruturas integradas são o domínio absoluto do CNC; a chapa metálica é boa em geometrias "expansíveis" compostas de planos + dobras.
- Considerações de integridade estrutural: Moldagem CNC de peça única fornece proteção mais confiável para peças essenciais de suporte de carga com altos requisitos de resistência geral, resistência à fadiga e vedação sem vazamentos; a chapa metálica requer atenção especial ao design e à qualidade dos pontos de conexão.
- Comece pela demanda: O núcleo da seleção do processo são sempre os requisitos funcionais, requisitos de desempenho (precisão/resistência), complexidade geométrica, orçamento e quantidade de peças. Esta tabela fornece a base fundamental para a tomada de decisões sábias nestas dimensões.
Esta tabela destaca claramente as diferenças essenciais e respectivas vantagens dos dois processos em diversas dimensões centrais que mais preocupam os engenheiros (custo, velocidade, precisão, capacidade, resistência), e é complementada por comentários de especialistas para indicar as principais considerações para seleção.
Análise prática de caso: uma jornada para a otimização de custos para uma caixa de controlador industrial
Histórico e necessidades do cliente: Uma empresa líder em automação projetou um novo controlador PLC industrial que exigia proteção robusta. O plano original era usar uma peça inteira de liga de alumínio 6061 (usinagem CNC) para fabricar a carcaça, e solicitou um orçamento à LS.
Desafio inicial: De acordo com o projeto do cliente (fresagem de uma peça inteira de alumínio), estimamos o Custo de usinagem CNC custa $ 180 / peça. Embora atendesse aos requisitos, percebemos que esta não era a solução mais econômica.
Criação proativa de valor da LS: Com a nossa profunda experiência em processos de fabricação de metal, contatamos proativamente o cliente para discutir a otimização do projeto. Fizemos uma sugestão importante: transformar o projeto de soluções de “usinagem CNC completa” em soluções de “processamento de chapa metálica”.
Núcleo da nova solução: Selecione folha de liga de alumínio 5052 de 3 mm.
Processo de fabricação: Corte a laser, supressão de precisão → formação de dobra de precisão → reforço de soldagem de peças-chave → retificação de solda necessária.
Conquistas e valor: O cliente adotou com prazer nossa proposta de chapa metálica. A cotação da solução otimizada foi de apenas US$ 45/peça.
Principais benefícios: Redução de custos de 75%! Foram alcançadas poupanças de custos significativas, assegurando ao mesmo tempo a resistência, o nível de proteção e a função necessários do produto.
A proposta de valor da LS: Este caso demonstra claramente as principais vantagens da LS: Não somos apenas o seu executor de produção confiável, mas também o seu consultor confiável de processos de fabricação e parceiro de otimização de custos. Utilizamos ativamente nosso conhecimento profissional para revisar o projeto (Design for Manufacturing, DFM) e encontrar caminhos de processo mais eficientes e econômicos (como a substituição do CNC por chapas metálicas, neste caso), trazendo, em última análise, vantagens competitivas reais aos clientes.
Escolhendo LS , você obtém não apenas um fornecedor, mas também um parceiro estratégico comprometido em usar o conhecimento profissional de fabricação para reduzir ativamente os custos e aumentar a eficiência para você. Esperamos usar a mesma perspectiva profissional para criar valor para o seu próximo projeto!

Figura 3: Peças usinadas CNC personalizadas em exibição para serviços online da LS Manufacturing
FAQ - Perguntas e respostas rápidas sobre chapas metálicas e usinagem
1. A chapa metálica é sempre mais barata do que a usinagem CNC?
Não necessariamente. A chapa metálica geralmente é mais barata quando tem paredes finas (<6 mm), estrutura simples e pode ser estampada/dobrada devido à alta utilização de material e à rápida velocidade de produção. No entanto, as peças usinadas CNC podem ser mais econômicas quando se trata de formas tridimensionais complexas, materiais espessos (>10 mm) ou cavidades de alta precisão. O custo final depende da complexidade do projeto, tamanho do lote, espessura do material e requisitos de tolerância, e precisa ser avaliado caso a caso.
2. O que é "usinagem de chapa metálica"? Este termo é problemático?
"Usinagem de chapas metálicas" é um termo comum na indústria que se refere a processos de conformação a frio, como corte, puncionamento, dobra e soldagem de chapas metálicas (geralmente com 0,5-6 mm de espessura). Embora a "usinagem" inclua amplamente o CNC, refere-se especificamente ao processo de deformação plástica das chapas, que é essencialmente diferente do processamento mecânico (corte para remoção de material). Embora o termo não seja absolutamente rigoroso, ele pode distingui-lo com precisão de fundição, forjamento ou usinagem.
3. Como escolho o material certo para o meu design?
Primeiro, esclareça os requisitos funcionais: escolha aço de alta resistência (como SPCC) para suporte de carga, aço inoxidável (304/316) ou alumínio (5052) para resistência à corrosão e alumínio (6061) ou liga de magnésio para peso leve. Secondly, look at the process: complex bending requires materials with good ductility (avoid hard aluminum), and welding prefers low-carbon steel/stainless steel. Finally, evaluate the cost and environment: use cold-rolled steel for ordinary parts, and galvanized steel for outdoor parts, balancing budget and life requirements.
Resumo
The key difference between sheet metal manufacturing and CNC machining lies in their core process objects and target forms: sheet metal manufacturing focuses on cutting, bending, stamping, connecting and other operations on metal sheets. The core is to efficiently produce thin-walled, box-shaped and shell-like parts through deformation; while CNC machining (mainly milling and turning ) uses rotating tools to cut and remove solid block materials (metal, plastic, etc.), and is good at manufacturing three-dimensional parts with complex three-dimensional shapes, precision features and high dimensional accuracy. Although the two are often used in conjunction, they are essentially complementary processes. The choice depends on the geometric characteristics, material thickness and production requirements of the required parts - sheet metal is preferred for thin-walled structures, while three-dimensional complex precision parts rely on CNC machining.
"Are you still hesitating about whether your parts should be sheet metal or CNC machined? Don't guess anymore. At LS, we have top-notch equipment and senior engineers for both processes. Upload your CAD file now, our online platform will not only provide you with instant CNC machining quotes , but our engineers will also proactively evaluate the possibility of using sheet metal processes for you to find the most economical and efficient manufacturing path for you!"

📞Tel: +86 185 6675 9667
📧E-mail: info@longshengmfg.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação LS Não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Exigir peças cotação Identifique os requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor . Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção . Estamparia metálica e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.lsrpf.com .


