كثيراً ما تواجه خدمات الطحن باستخدام الحاسوب (CNC) معضلة الموازنة بين الكفاءة والدقة. فالطحن السطحي ، على الرغم من كفاءته العالية، لا يوفر دقة تتجاوز التفاوتات، بينما يوفر الطحن المحيطي دقة عالية على حساب انخفاض معدلات زيادة الإنتاجية التي لا تتجاوز 25% أو معايير الجودة.
مع ذلك، تمّ تدارك هذا القصور في النموذج باستخدام قاعدة بيانات معلمات المواد التي طُوّرت بعد خبرة عشرين عامًا في مجال التصنيع لدى شركة LS Manufacturing . وهذا يمكّن نموذج الاختيار العلمي من مراعاة المعلمة المثلى للمعالجة.
دليل مرجعي سريع لخدمات طحن CNC
| قسم | ملخص المحتوى الرئيسي |
| مقدمة: المعضلة الأساسية | تنشأ المفاضلة بين الدقة والكفاءة من عملية التصنيع. فعملية طحن الأسطح دقيقة وفعالة، لكنها ليست دقيقة تمامًا؛ إذ تكون دقتها منخفضة. أما عملية الطحن السطحي فهي عالية جدًا، لكن كفاءتها منخفضة. وتؤدي البيانات غير الدقيقة إلى زيادة في التكلفة أو الجودة بنسبة ٢٥٪ . |
| تحليل المشكلة (لماذا) | نهج غير علمي قائم على الخبرة. علاوة على ذلك، فهو يتجاهل عوامل أخرى أيضاً، مثل المادة، وقدرة الآلة، وحجم الإنتاج، أو حجم دفعة الإنتاج. |
| الحل المقترح (كيف) | الحل: نموذج اختيار قائم على البيانات، مستند إلى خبرة عشرين عامًا في مجال التصنيع الآلي (شركة LS Manufacturing). يتم استخدام ظروف القطع الحالية والعمر الافتراضي المتوقع للأداة في عملية الاختيار. |
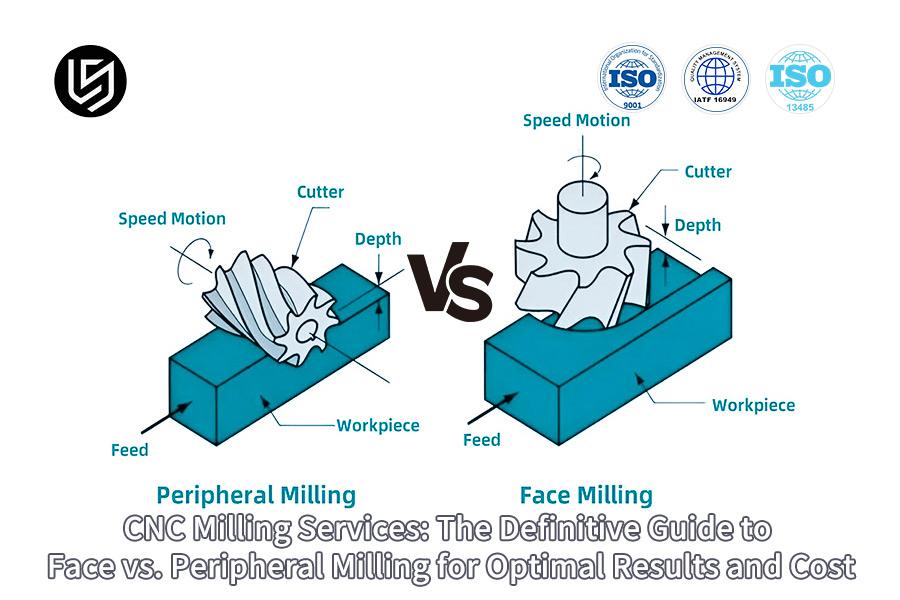
| المبادئ الفنية | يصف عملية القطع لأنواع مختلفة من عمليات التفريز . التفريز السطحي (القطع بالوجه النهائي)، التفريز المحيطي (القطع بالحواف الجانبية). |
| نموذج الانتقاء العلمي | إطار عمل لاتخاذ القرارات بناءً على المدخلات الكمية: الهدف الأساسي (السرعة/التشطيب/كلاهما)، والمادة، وحجم الدفعة، وقوة الآلة/صلابتها، ومتطلبات التفاوت/ تشطيب السطح . |
| التنفيذ والفوائد | العملية: إدخال معلمات المهمة ← يقوم النموذج بتحليل قاعدة البيانات ← يقترح أنسب معلمات العملية والتشغيل. النتيجة: إنتاجية قصوى، وضمان الجودة، وتخفيض تكاليف الاختبار. |
| دراسة حالة / التحقق | مثال واقعي يوضح الفرق بين الاختيار التقليدي والاختيار القائم على النموذج لتطبيق معين. في هذا المثال العملي، أثبت فعالية الطريقة القائمة على النموذج لتطبيق معين على مكون فولاذي. |
| خاتمة | من فن التخمين إلى ذكاء البيانات، يضمن هذا النهج موثوقية العملية وتحسينها لكل عملية طحن . وهذا يعني أن تخطيط العمليات سيتوقف عن كونه فنًا، ليصبح علمًا قائمًا بذاته. |
نحن نحل المشكلة الحرجة المتعلقة بالتوازن بين الكفاءة والدقة في عملية الطحن باستخدام الحاسوب من خلال منح العميل فرصة اتخاذ خيار مستنير بناءً على نموذج البيانات الخاص بنا للاختيار بدلاً من التقديرات، مما يقلل التكاليف بشكل مباشر بأكثر من 25٪ ويحافظ على جودة الجزء المعالج وأعلى فعالية ممكنة للمعدات.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
ما يجعل هذا الدليل ذا أهمية للقارئ هو أن الخبرة الواردة فيه قد اكتُسبت على مرّ سنوات من الإنتاج الضخم. لقد قمنا بتصنيع مكونات بالغة الأهمية للصناعات المذكورة آنفًا - الطيران والفضاء والطب - والتي تتطلب دقة متناهية لا تقبل المساومة. وقد نُفذت كل عملية وفقًا لمعايير IATF16949 ومعايير المعهد الوطني للمعايير والتكنولوجيا (NIST) بدقة متناهية.
لقد أنتجنا بالفعل آلاف المكونات المصنعة بتقنية الطحن والتي يصعب تصنيعها، وكان هدفنا الرئيسي هو استخدام عملية التصنيع باستخدام الحاسوب (CNC) . كل مهمة جديدة تمنحنا المزيد من الخبرة فيما يتعلق بتحسين مسار الأدوات في تشكيل السبائك الصلبة، كما أنها تساعدنا على تحسين حلولنا ليس فقط بناءً على المعرفة، بل أيضًا من خلال خبرتنا.
نحن خبراء في مجال خدمات الطحن الدقيق باستخدام الحاسوب (CNC) . الدقة والتكرارية هما أساس عملنا. سواءً كنتم ستصنعون وحدة واحدة أو عدة وحدات، فإننا ملتزمون باتباع أعلى المعايير، مثل معيار IATF16949 ومعايير المعهد الوطني للمعايير والتكنولوجيا (NIST) . هذا يُمكّننا من تزويدكم بأفضل المكونات المتوفرة في السوق.
الشكل 1: تشكيل دقيق لأجزاء معدنية باستخدام الطحن المحوسب بواسطة شركة LS Manufacturing
ما هي الاختلافات في معدل إزالة المواد بين عملية الطحن السطحي وعملية الطحن المحيطي؟
في مجال التصنيع الدقيق، من الضروري اتخاذ القرارات الصائبة المتعلقة بعمليات التفريز. سيسلط هذا التقرير الضوء على الفرق بين التفريز السطحي والتفريز المحيطي لقطع العمل المختلفة، وذلك لتوضيح الفرق الجوهري في معدل إزالة المواد . والهدف الرئيسي من هذا المشروع هو تقديم نتائج دقيقة.
| ميزة | طحن الأسطح | الطحن المحيطي |
| الأداة الأساسية | قاطع تفريز وجهي ذو قطر كبير مزود بقواطع داخلية | قاطع طرفي باستخدام حواف القطع الجانبية |
| معدل إعادة التدوير النموذجي | 500 - 800 سم³/دقيقة | 200 - 350 سم³/دقيقة |
| التطبيق الرئيسي | تشغيل عالي الكفاءة للأسطح المستوية الكبيرة | عمليات تحديد المحيط، والتشكيل، والتحديد الجانبي |
| معيار الكفاءة | أسرع بمقدار 2.3 مرة من عملية الطحن المحيطي ( 200 × 200 مم ) | معدل إزالة حجمي أقل |
| تشطيب السعر | تشطيب قياسي | يمكن تحقيق تشطيب فائق (على سبيل المثال، Ra 0.8 ميكرومتر ) |
ستُجرى مقارنة لكفاءة عمليات التشغيل الخشن والتشغيل المستوي إذا ركزت العمليات المختارة على طحن السطح نظرًا لارتفاع معدل إزالة المواد . أما في عمليات التشطيب والتشكيل المحيطي، فيُفضل استخدام الطحن المحيطي إذا كان سطح التشغيل ذا أهمية بالغة. ستوفر هذه الدراسة أساسًا متينًا لتحسين عمليات التشغيل.

كيف يتم اختيار عملية الطحن علمياً بناءً على أهداف التشغيل؟
يتطلب اختيار عملية الطحن الأنسب اتباع نهج قائم على البيانات لتحقيق التوازن الأمثل بين الكفاءة والدقة وسلامة السطح. يصف هذا التقرير إجراءً لمعالجة مسألة اختيار طريقة الطحن بناءً على متطلبات المعالجة ، وذلك خطوة بخطوة لتحويلها إلى إجراءات فنية. ويمكن تحقيق الفائدة الرئيسية من خلال نهج كمي يحوّل عملية اتخاذ القرار من التقييم القائم على المعرفة إلى مصفوفة قرار حتمية.
إعطاء الأولوية لإزالة المواد الحجمية في عمليات التشطيب الأولي
في عملية إزالة كميات كبيرة من المواد الموجودة على السطح المستوي، يُعد معدل إزالة المواد العامل الرئيسي لتسريع عملية الطحن . وبناءً على الاختيار العلمي، ستُجرى عملية الطحن باستخدام قاطع ذي حجم كبير. سيتم ضبط سرعة القطع بين 3 و 5 مم ، مع الحفاظ على سرعة تغذية عالية.
اختر التعقيد الهندسي والدقة في التشطيبات شبه النهائية
في سياق تشكيل الأشكال المعقدة، والفتحات، والخطوط، يصبح سهولة الوصول والحجم العامل الأهم، وليس نوع المادة. في هذا السياق تحديدًا، يُعدّ التفريز المحيطي الحل الأمثل، حيث يتم التشكيل باستخدام قاطع التفريز النهائي. ولتحقيق أعلى دقة ممكنة في التشكيل، يُفضّل دائمًا ضبط قيمة التداخل القطري عند 60-80% من قطر الأداة.
تحسين سلامة السطح في مراحل التشطيب
يتطلب الحصول على سطح أملس، Ra < 0.8 ميكرومتر ، إجراءً تشغيليًا مختلفًا تمامًا. يجب أن يتم هذا الإجراء دون اهتزازات أو انحرافات في الماكينة. لذا، يُنصح باستخدام عملية طحن محيطية ، مع مسافات تداخل صغيرة ( 30-50% من قطر أداة القطع)، والعمل بسرعات عالية وأعماق قطع ضحلة.
إنها الوسيلة الوحيدة المتاحة لترجمة متطلبات المعالجة إلى تحسين عملية التصنيع. سيرحب المهندسون بالتعريف المنطقي لقرارات العملية، والذي من شأنه أن يحل مسائل الإنتاجية والتفاوتات والتشطيب المتعلقة بقرارات العملية. يتميز التعريف المنطقي لقرارات العملية بتفوق تقني فيما يتعلق بعمليات التصنيع ذات القيمة المضافة العالية للأجزاء المصنعة، ولا سيما التعريف الأمثل للعملية.
كيف يمكن لعمليات الطحن باستخدام الحاسوب (CNC) ذات التكلفة الفعالة أن تقلل التكاليف من خلال تحسين العمليات؟
في سعيها الدؤوب لتحقيق ميزة تنافسية مستدامة، لن تجد عمليات الطحن باستخدام الحاسوب (CNC) ذات التكلفة المنخفضة هدفها النهائي إلا من خلال تحسين العمليات ، وليس بالتضحية بالجودة. ويُبين التقرير نهجًا قائمًا على البيانات لضمان خفض التكاليف على نطاق واسع من خلال البرمجة، وتحسين الأدوات، وتحسين العمليات.
| رافعة التحسين | الإجراء التقني الأساسي | نتائج قابلة للقياس الكمي |
| البرمجة ومسارات الأدوات | تطبيق أساليب البرمجة عالية الكفاءة: التشغيل الآلي الحلقي، والتشغيل الآلي الديناميكي. | يقلل وقت البث غير المخصص للقطع بنسبة تصل إلى 40% |
| تقنية القطع | أدوات مطلية عالية الجودة مع معدلات تغذية وسرعات محسّنة. | يزيد من سرعة القطع الفعالة بنسبة 30% |
| إدارة الإنتاج | تطبيق جدولة ذكية وإجراءات إعداد موحدة | يرفع معدل استخدام الآلة إلى 85% فأكثر |
لتحقيق خفض حقيقي في التكاليف بنسبة تتراوح بين 20 و35% ، لا بد من الاستفادة من هذه الركائز الثلاث: تحسين مسارات الأدوات لتقليل القطع بالهواء، واستخدام أدوات عالية الأداء، وجدولة ذكية. ويُعدّ الجمع بين هذه الركائز الثلاث الحل الأمثل لعمليات الطحن باستخدام الحاسوب (CNC) الفعّالة من حيث التكلفة في بيئات التصنيع عالية الجودة والتنافسية. لذا، ينبغي التركيز على التدابير التقنية، وليس فقط على تدابير خفض التكاليف.

الشكل 2: عملية طحن مسطحة محوسبة لتحقيق جودة سطح فائقة للألمنيوم بواسطة شركة LS Manufacturing
كيف تضمن تقنية الطحن عالية الدقة جودة التصنيع على مستوى الميكرون؟
لا يمكن تنفيذ عمليات الطحن الإنتاجية هذه، التي تتطلب دقة تصل إلى مستوى الميكرون، بشكل جزئي أو بعد وقوع المشكلة، بل كجزء من نظام شامل يعالج المشكلات بشكل استباقي، مثل الأخطاء الناتجة عن التمدد أو الاهتزاز أو تآكل أداة القطع . يعالج هذا النموذج مجموعة من المشكلات المترابطة، مما يضمن مستوى معينًا من الجودة لقطعة عالية القيمة، ضمن ثلاثة مجالات رئيسية:
- التعويض الاستباقي للأخطاء الحرارية: المصدر الثاني للأخطاء الكبيرة هو التشوه الحراري في الآلات. يستخدم النظام هنا شبكة من مستشعرات درجة الحرارة مثبتة داخل المغزل، والبراغي الكروية، والهيكل. كما يُستخدم هذا النظام في نموذج التعويض الحراري الفوري، الذي يحافظ على دقة تحديد المواقع في المحاور عند ±0.005 مم في مواجهة الحرارة المحيطة أو الحرارة المتولدة داخليًا.
- التحكم النشط بالاهتزازات من مصدرها: نتبع بروتوكولًا صارمًا لتجنب الاهتزازات القسرية: يتم موازنة حوامل الأدوات وأدوات القطع مسبقًا إلى G2.5/2.5 مم/ثانية قبل بدء العملية. في العمليات الحساسة التي قد تظهر فيها علامات اهتزاز، تُستخدم حوامل أدوات مُخمدة لتقليل سعة الاهتزازات المتولدة إلى أقل من 2 ميكرومتر ، مما يضمن جودة سطح ممتازة وعمرًا أطول للأداة.
- القياسات أثناء التشغيل للتحكم ذي الحلقة المغلقة: نوفر مجسات تعمل باللمس وأجهزة ضبط أدوات الليزر، مدمجة بالكامل مع عملية التشغيل . تتحقق مجسات اللمس من الأبعاد الهندسية للأجزاء بعد العمليات الرئيسية، مما يضمن وجود آلية تغذية راجعة. تضمن هذه العملية قياس الخطأ في إزاحة الأداة وتآكلها، بضمان جودة يصل إلى 99.5% ، دون الحاجة إلى إيقاف عملية التشغيل للفحص.
يُفصّل هذا الإطار التدابير التقنية العملية والمترابطة التي نطبقها لحل التحديات الدقيقة لتقنيات الطحن الدقيق . وتكمن ميزتنا التنافسية في التطبيق المتكامل للنمذجة التنبؤية، وتخفيف الاهتزازات على مستوى المصدر ، والتحكم أثناء العملية القائم على البيانات، مما يوفر نظامًا قابلاً للتحقق ومستدامًا لتحقيق دقة تصل إلى مستوى الميكرون .
ما هي المعايير الفنية الرئيسية اللازمة لدعم الأداء الأمثل لعملية الطحن؟
لتحقيق أفضل نتائج الطحن ، من الضروري الانتقال من مقاييس السرعة العامة إلى منهجية تطبيقية مُطوّرة بناءً على بيانات فعلية. في هذه الوثيقة، يُحدد وصف المنهجية المعايير التقنية الرئيسية اللازمة لإنجاز المهمة، وذلك فيما يتعلق بالعلاقة التبادلية بين معدلات إزالة المواد، وعمر أداة القطع، وجودة السطح. وترتكز المنهجية على ثلاثة محاور مترابطة:
تحسين سرعة القطع (Vc) لتحقيق قابلية تشغيل خاصة بالمواد
وبالتالي، تُحدد سرعة القطع بناءً على نوع المادة المراد قطعها. فعلى سبيل المثال، في خراطة الألومنيوم، تكون سرعة القطع عالية، وتتطلب سرعات تتراوح بين 8000 و12000 دورة في الدقيقة ، وذلك لتجنب التصاق المادة بأداة القطع. أما في خراطة الفولاذ، فتكون سرعة القطع متوسطة، وتتطلب سرعات تتراوح بين 1500 و2500 دورة في الدقيقة ، مما يُساعد على تبديد الحرارة، وبالتالي تجنب انكسار الأداة وإنتاج رقائق غير مناسبة.
معايرة معدل التغذية لكل سن (fz) للتحكم في قوى القطع والتشطيب
نحدد معدل التغذية لكل سن بناءً على نعومة السطح المطلوبة وصلابة أداة القطع. يُفضل استخدام معدل تغذية أعلى، مثل 0.2 مم لكل سن، أثناء عملية التشغيل الخشن لتحقيق أقصى قدر من التوفير؛ بينما يُستخدم معدل تغذية أقل، مثل 0.1 مم لكل سن، أثناء عملية التشطيب للحصول على نعومة سطح أدق.
موازنة أعماق القطع المحورية والشعاعية لتحقيق تثبيت مستقر
يجب تحديد عمق القطع (ap) وعرض القطع (ae) بحيث يضمنان تثبيتًا محكمًا لأداة القطع والتحكم في الانحراف. يضمن عمق قطع متوسط يتراوح بين 0.5 و1.5 مم ، وخطوة شعاعية تتراوح بين 30 و50% من قطر الأداة في عمليات طحن محيط الفولاذ، قطعًا مستقرًا، مما يزيل المخاطر المرتبطة بالاهتزازات وعدم دقة الأبعاد.
للحصول على أفضل نتائج في عمليات الطحن ، يجب تحديد المعايير الأساسية التالية والتحقق من صحتها لكل زوج من المادة والأداة: سرعة القطع، ومعدل التغذية لكل سن، وعمق القطع. وذلك لأن تحسين هذه المعايير الفنية يؤثر بشكل مباشر على كمية الرايش، والحرارة المتولدة، والقوى التي من شأنها أن تؤدي إلى تحسينات في العملية . وبالتالي، يُعد هذا الدليل الفني الحل الأمثل الذي يوفر عمليات طحن مثالية للمهندسين والمتخصصين في الصناعات التحويلية الحساسة.
ما هي استراتيجيات الطحن الخاصة المطلوبة للحصول على تشطيب سطحي عالي الجودة؟
إن تحقيق جودة سطح فائقة في عمليات الطحن يتجاوز مسارات الأدوات القياسية، ويتطلب استراتيجيات متخصصة للقضاء على العيوب والتحكم في ملمس السطح. توضح هذه الوثيقة بالتفصيل أساليب طحن التشطيب السطحي المستهدفة التي تعالج تحديات محددة مثل خطوط التدرج وعدم انتظام الخشونة، لتشكل استراتيجية جودة متكاملة تدمج عمليات التشغيل مع المعالجة النهائية للسطح .
- تطبيق عملية الطحن الصاعد أحادي الاتجاه: تتم عملية الطحن الصاعد بشكل منهجي للغاية، مما يضمن توحيد عملية تشكيل الرقائق وانحراف الأدوات. وبالتالي، فهي تُحقق حلاً ضرورياً للحصول على سطح خشن كما ذُكر سابقاً، حيث تسمح بتحقيق خشونة سطح أقل من 0.4 ميكرومتر .
- تطبيق تعديل المعلمات الديناميكي: تتم برمجة تنعيم مسارات الأدوات وتداخل سرعة دوران المغزل/معدل التغذية أثناء مناطق الانتقال. تزيل هذه الطريقة علامات التداخل والأنماط التوافقية، وبالتالي تحل مشكلة خطوط التدرج لتوفير سطح نهائي سلس.
- استخدام أدوات تشطيب متخصصة: في حالات التشطيبات فائقة الدقة ذات قيم Ra تبلغ 0.1 ميكرومتر أو أقل، يتم استخدام حشوات مسح أو قواطع تلميع ذات مخزون محدود. ينتج عن ذلك تأثير مُدمج للتشغيل والتلميع، مما يتغلب على عيوب الأدوات التقليدية في الحصول على تشطيبات لامعة كالمرآة.
كان من شأن ذلك أن يتضمن استخدامًا منهجيًا لعملية الطحن الصاعد، وتعديل مسارات الأدوات، واستخدام قواطع تشطيب مخصصة لتحقيق معالجة سطحية فائقة. وبهذه الطريقة، ومن خلال استراتيجية الجودة العامة هذه، يصبح طحن تشطيب السطح عملية قابلة للتنبؤ تمامًا وذات قيمة عالية، فضلاً عن كونه ضرورة حتمية لتصنيع الأجزاء الحساسة حيث تصبح سلامة السطح معيارًا أساسيًا.

الشكل 3: عملية تشكيل أسطح الألمنيوم بدقة عالية باستخدام تقنية الطحن بالتحكم الرقمي المحوسب من شركة LS Manufacturing
كيف تُحسّن عمليات الطحن عالية الكفاءة كفاءة الإنتاج من خلال الابتكار التكنولوجي؟
تركز هذه الورقة البحثية على المنهجيات التي يمكن تكييفها في تقنيات الطحن عالية الكفاءة لحل التحديات المهمة المرتبطة بمعدلات إزالة المواد، وعمر الأدوات، واستقرار تشغيل النظام الآلي. ويستند الحل التقني المهم إلى دمج الابتكارات في مجالات ديناميكيات التشغيل، ومسار الأدوات، والأنظمة الآلية.
التغلب على القيود الحرارية والديناميكية في الظروف القصوى
إن مجرد زيادة سرعة دوران المغزل لن يؤدي إلا إلى ارتفاع درجة حرارته. وقد تم التغلب على مشكلة ارتفاع درجة الحرارة من خلال تطبيق ابتكار تقني في تبريد المغزل الدوار، بالإضافة إلى تعزيز صلابة الآلة. وتستخدم الآلة نظام تبريد ثنائي الحلقات ومغزل دوار تصل سرعته القصوى إلى 20,000 دورة في الدقيقة. كما تم تحسين قاعدة الآلة من خلال إجراء تحليل العناصر المحدودة.
الحد من تآكل الأدوات في عمليات القطع عالية التفاعل من خلال التحكم المتقدم في مسار الأداة
يؤثر معدل إزالة المواد المرتفع على معدل تلف أداة القطع. في منهجنا، أدت الأنماط التقليدية إلى استخدام الطحن الحلقي . تبقى أداة القطع في حركة دائمة، وبالتالي لا تولد حرارة. وقد زاد عمر هذه الأداة بنسبة 50% ، وذلك لأنها تعمل بشكل مستقل.
ضمان موثوقية العمليات للإنتاج المستمر غير المأهول
يتطلب تحسين الإنتاجية القدرة على تشغيل الأنشطة والاستمرار فيها بشكل متواصل. شمل الحل تصميم نظام تغيير المنصات الأوتوماتيكي واستخدام نظام قياس أثناء العملية. يُمكّن هذا النظام من التعويض التلقائي للأداة وقياس الأجزاء لكل دورة. وهذا يضمن أنه في حال وجود أخطاء أو اختلافات، يتم إجراء تعديلات أو إيقافات تلقائية في الآلات لتجنب إتلاف قطع العمل المتعددة.
يُبيّن هذا التحليل بوضوح أننا تناولنا موضوع التصنيع عالي الإنتاجية بطريقة منهجية تُعالج المشكلات التقنية المعقدة للغاية. ويتجلى ذلك في نهجنا لدمج تقنية الطحن عالية الكفاءة ، بما في ذلك تحسين أداء الآلة أثناء الحركة، كجزء من تركيزنا على تقديم حلول موثوقة ومثبتة للابتكار التكنولوجي .
ما هي عناصر التكلفة المشمولة في عرض أسعار خدمات الطحن باستخدام الحاسوب (CNC)؟
يُعدّ تقديم عرض أسعار دقيق وعادل لخدمات الطحن باستخدام الحاسوب (CNC) تحديًا معقدًا، إذ تؤدي التكاليف الخفية إلى استياء العملاء وتجاوز ميزانية المشروع. يتمثل حلّنا في هيكل تكلفة مُصمّم بدقة عالية يضمن شفافية التسعير ويُحقق القيمة المُثلى.
تحليل تكاليف المواد من خلال التوريد الاستراتيجي وتحسين الإنتاجية
بخلاف الشراء بكميات كبيرة، لا يقتصر تسعيرنا على التكلفة فقط. علاوة على ذلك، يأخذ نهجنا في الاعتبار البيانات الهندسية للأجزاء عند تقييم حجم القطعة الخام والعقود مع الموردين، بالإضافة إلى المخزون المتبقي، لتحديد المخزون الأمثل، مع مراعاة حجم القطعة الخام، الذي يؤثر على تكاليف المواد، وهو العامل الحاسم عادةً في الوصول إلى النقطة الأكثر اقتصادية للعميل في حالة هندسة القيمة.
حساب وقت تشغيل الآلة الحقيقي من خلال محاكاة العملية
قد يكون حساب وقت التشغيل غير دقيق. في عملنا، نستخدم برنامج التصنيع بمساعدة الحاسوب (CAM) لعملية الإنتاج الافتراضية لمحاكاة حركة أدوات القطع. يساعد هذا في تحديد القطع غير الفعالة، وتحديد السرعة المثلى ومعدلات التغذية، وكذلك في حساب وقت التشغيل. وهذا بدوره يساعد في تحديد تكلفة التشغيل الصحيحة بدقة تامة.
قياس تآكل الأدوات باستخدام نماذج تنبؤية خاصة بالمواد
أما التكلفة المتغيرة المرتفعة الأخرى التي يجب أخذها في الاعتبار فهي تكلفة الأدوات. لدينا معادلاتنا الخاصة لحساب التآكل، والتي تعتمد على مادة قطعة العمل، وطلاء الأدوات، ومتغيرات القطع التي نحاكيها. وهذا يمكّننا من حساب التآكل من حيث التكلفة لكل وحدة، وبالتالي نستطيع مراعاة التكلفة الإجمالية وليس مجرد النسبة المئوية منها.
هذه الوثيقة تُحدد منهجنا التحليلي وصولاً إلى عملية إعداد عروض الأسعار، بدءًا من التقدير الأولي وحتى صياغة عرض أسعار هندسي دقيق وفعّال. من خلال التحليل الشامل وشرح كل جانب من جوانب التكاليف المرتبطة بإنتاجية المواد والتآكل المتوقع لأدواتنا، نُقدم لعملائنا أسعارًا شفافة وبيانات موثوقة تُؤكد صحة عروض أسعارنا كشراكات فنية متينة.

الشكل 4: التصنيع الآلي السريع المحوسب لتمكين عمليات التصنيع الاقتصادية بواسطة شركة LS Manufacturing
قسم تصنيع الطيران والفضاء في شركة LS Manufacturing: مشروع طحن عالي الكفاءة لهياكل المحركات
تُفصّل دراسة الحالة هذه كيف تمكنت شركة LS Manufacturing من حلّ معوقات التصنيع الحرجة لعميل رائد في مجال صناعة الطيران، محققةً بذلك إنجازًا بارزًا في كفاءة التشغيل الآلي وسلامة الأجزاء. وتركز المشروع على عملية الطحن عالية الأداء لغلاف محرك مصنوع من سبائك التيتانيوم ، وهو مكون لم تستطع الطرق التقليدية فيه تلبية المتطلبات الصارمة لكل من الإنتاجية وجودة السطح.
تحديات العميل
تحديد المشكلة: تكمن المشكلة المحددة في العميل. فهو يواجه صعوبات في تصنيع غلاف المحرك المصنوع من مادة Ti-6Al-4V باستخدام عمليات التصنيع التقليدية. وتتلخص هذه الصعوبات فيما يلي: عدم القدرة على تحقيق زمن دورة مناسب لكل قطعة، والذي يجب أن يكون 36 ساعة . كما أنه لا يستطيع تحقيق مستوى تشطيب السطح المطلوب، والذي يجب أن يكون Ra 1.6 ميكرومتر .
حلول التصنيع LS
ابتكر فريقنا التقني عملية طحن جديدة عالية الأداء . ولهذا الغرض، استخدمنا عملية الطحن السطحي عالية الأداء كعملية تشغيل نظرًا لمعدل إزالة المواد الذي يبلغ 400 سم³/دقيقة . أما بالنسبة لعملية التشطيب، فسنستخدم عملية الطحن المحيطي لأننا نحتاج إلى دقة عالية في مرحلة تلامس أداة القطع وتوليد الحرارة في عملية التشغيل التقليدية.
النتائج والقيمة
أسفرت هذه النتائج عن نتائج ملموسة وقابلة للقياس والتقييم، أبرزها تقليص زمن دورة الإنتاج إلى 22 ساعة ، أي بنسبة مذهلة بلغت 39% ، بالإضافة إلى تحقيق خشونة سطحية فائقة (Ra 0.8 ميكرومتر) ، تتجاوز المواصفات المطلوبة. علاوة على ذلك، انخفضت تكلفة الأدوات بنسبة 40% ، وهي نسبة مذهلة. وقد وفّر هذا للعميل أكثر من مليوني يوان صيني سنوياً .
لقد أثبت هذا المشروع، القادم من قطاع الطيران، مرة أخرى قدرة شركة LS Manufacturing على تحليل مشاكل التصنيع المعقدة وتقديم حلول من خلال هندسة العمليات المتقدمة. استطعنا توظيف خبراتنا لابتكار وتنفيذ حل متخصص مع هذا العميل، يرتكز على البيانات، لإثبات قيمة التحسين فيما يتعلق بإنتاجية التشغيل الآلي وتكلفة التصنيع.
هل تبحث عن نقاط الضعف في عمليات الطحن الدقيق باستخدام الحاسوب ؟ أرسل متطلبات القطعة الخاصة بك للحصول على خطة مخصصة لتحسين العملية.

كيف يمكن تحقيق التحسين الشامل لعمليات الطحن من خلال ابتكار العمليات؟
يتطلب تحقيق تحسينات جذرية في عمليات الطحن تجاوز التحديثات المنفصلة إلى نهج نظامي شامل. توضح هذه الوثيقة منهجية للتحسين الشامل ، حيث يساهم الابتكار الاستراتيجي في العمليات المتعلقة بالأدوات والتبريد وتحليلات البيانات في حل التحديات المترابطة المتعلقة بالتكلفة والبيئة والأداء، مما يؤدي إلى خلق قيمة مضافة فائقة.
- تطبيق طلاءات متطورة للأدوات لتعزيز المتانة: اعتمادًا على مادة قطعة العمل، نستخدم ونطبق طبقات حماية خاصة بتقنيتي الترسيب الفيزيائي للبخار (PVD) والترسيب الكيميائي للبخار (CVD) (مثل طلاءات AlTiN وDLC ). ونتيجة لذلك، نحقق مقاومة للحرارة والتآكل، مما يضمن تحسين العمر الافتراضي القصير للأدوات بنسبة 100% عن طريق تقليل الأسطح المتآكلة، بما في ذلك الأسطح الكاشطة واللزجة.
- استخدام أنظمة التشحيم بالحد الأدنى من الكمية (MQL): يتم استبدال سائل التبريد السائل برذاذ من مادة التشحيم، يتم قياسه بدقة، ليصل إلى حدود منطقة القطع. وقد ساهم هذا الابتكار في عمليات القطع بشكل كبير في تقليل استخدام السوائل والتخلص منها، مما يؤثر بشكل مباشر على سلامة البيئة.
- استخدام تحليلات البيانات لتحسين المعلمات الذكية: نحن ندرك أن مشكلة التشغيل دون المستوى الأمثل عن طريق التجربة والخطأ يتم حلها باستخدام أجهزة الاستشعار، بناءً على أداء النماذج، بناءً على معلمات الإدخال المتعلقة بقيم أخرى، مثل تآكل الأداة، المقترحة بناءً على القيم المثلى.
لتحقيق التحسين الأمثل الشامل، يجب دمج تقنيات طلاء الأدوات المتقدمة، والتزييت الأدنى بالكمية، والتحكم في العمليات القائم على البيانات. يساهم هذا الابتكار المتكامل في خفض تكاليف التشغيل بشكل مباشر، وتقليل الأثر البيئي، وزيادة إنتاجية الآلات إلى أقصى حد. يوفر هذا الإطار خارطة طريق مُثبتة لتحقيق خلق قيمة مستدامة في بيئات التصنيع التنافسية ذات التنوع الكبير في المنتجات.
الأسئلة الشائعة
1. كيف تختلف مجالات تطبيق طحن الأسطح عن مجالات تطبيق طحن المحيطات؟
في هذه الحالة، يمكن معالجة الأسطح المستوية الواسعة بكفاءة عالية باستخدام عملية الطحن السطحي ، بينما يمكن إجراء عمليات تشكيل دقيقة للخطوط المعقدة باستخدام عملية الطحن المحيطي. وفي كلا الخيارين، يعتمد اختيار أحدهما على القطعة المراد معالجتها.
2. كيف يتم تقييم القدرات التقنية لمورد الطحن؟
يشمل ذلك أيضًا تحديد موضع المعدات بدقة ± 0.003 مم ، وقاعدة بيانات العمليات، ونظام الجودة. يجب إجراء عملية التحقق من التشغيل التجريبي.
3. ما هي طريقة الطحن المناسبة لمواد الفولاذ المقاوم للصدأ؟
الطحن السطحي للقطع الخشنة، 800 دورة في الدقيقة ، والطحن المحيطي للقطع النهائية، 1200 دورة في الدقيقة ، مع استخدام سخي لسائل التبريد.
4. كيف يمكن التحكم في التشوه أثناء عملية الطحن؟
يُطبَّق نظام تشغيل متناظر ويُتحكَّم في درجات حرارة القطع. ويمكن تقييد سُمك الهيكل ذي الجدران الرقيقة بحيث لا يتجاوز 0.05 مم .
5. كيف يمكن خفض التكاليف عند العمل مع سلاسل صغيرة؟
من الضروري تحسين مسار الأدوات لتجنب حركتها غير الضرورية. إضافةً إلى ذلك، يُنصح باستخدام أدوات عامة. تُحدد تكلفة الدفعات الصغيرة في تصنيع LS بحد أقصى 1.2 ضعف تكلفة الدفعات الكبيرة.
6. كيف يتم الحفاظ على الاتساق أثناء عمليات التصنيع الدفعي؟
في نظام التحكم الإحصائي في العمليات، يجب أن تكون الخصائص الحرجة بحيث يكون مؤشر CPK أكبر من 1.67 . يجب معايرة المعدات لضمان الحفاظ على الجودة في جميع الدفعات.
7. ما الذي يجب توخي الحذر بشأنه عند حساب عمليات الطحن في المواد التي يصعب تشكيلها؟
معايير القطع لسبائك درجات الحرارة العالية: سرعة منخفضة، معدل تغذية عالٍ؛ يُوصى بسرعة دوران 600 دورة في الدقيقة . يتطلب استخدام المواد المركبة استخدام أدوات قطع خاصة. يجب تحديد بعض المعايير بناءً على تجارب العملية.
8. ما هي أنواع التكاليف التي يتم تجاهلها عادةً عند تقديم عروض أسعار حول الطحن؟
يشمل ذلك التكاليف غير المباشرة للأدوات والبرمجة وتصحيح الأخطاء وفحص الجودة. للحصول على تسعير دقيق للمشروع دون رسوم خفية، يمكنك الحصول على عرض أسعار لماكينات التفريز باستخدام الحاسوب (CNC) مباشرةً من فريقنا الهندسي لإجراء تقييم احترافي.
ملخص
لقد ظل الاختيار العلمي لعملية الطحن والابتكارات في التقنيات عوامل مهمة تعتبر أساسية في تحسين كفاءة وجودة معالجة الشركات مع تحسين التكاليف.
للحصول على حلول احترافية لأي نوع من عمليات الطحن، أو حتى عروض أسعار مجانية لحلول التصنيع الدقيق الأخرى، يُرجى التواصل مع فريق التصنيع في شركة LS لطرح استفساراتكم واحتياجاتكم. سيقوم فريقنا بتقييم متطلباتكم وتقديم حلول مُخصصة تتناسب مع ميزانية مشروعكم فيما يتعلق بعمليات التصنيع عالية الدقة.
احصل على حلول الطحن CNC المخصصة لك اليوم واكتشف الإمكانات المزدوجة للكفاءة والدقة!
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


