
Обработка зубчатых передач обычно рассматривается как отдельное производственное звено, но на самом деле это концентрированное отражение системных проблем трансмиссии. Когда на вашем оборудовании постоянно происходят поломки из-за преждевременного выхода из строя зубчатых передач или шум трансмиссии препятствует точному позиционированию вашей продукции , причиной часто является это «несоответствие» зубчатой передачи другим компонентам системы.
Причина этого в том, что они игнорируют системные факторы, такие как спектр нагрузок, условия эксплуатации и точность монтажа . В этом руководстве предпринята попытка показать, как разработанный компанией LS Manufacturing подход «Проектирование-Материалы-Процесс» позволяет превратить зубчатые передачи из изолированной детали в высоконадежный компонент, глубоко интегрированный в систему для обеспечения синхронизации со сроком службы оборудования.
Для решения системных проблем, прежде всего, необходим системный подход. Давайте сначала разберемся, какую роль на самом деле играют шестерни в вашем оборудовании. Чтобы сэкономить ваше время, вот краткий обзор основных выводов.

Рисунок 1: Процесс изготовления зубчатых передач с использованием сменных пластин компанией LS Manufacturing.
Руководство по обработке зубчатых передач. Полный текст. Краткая справочная таблица.
| Частичные категории | Краткое изложение основных моментов |
| Основная концепция | Чтобы сломать Изолированная концепция производства зубчатых передач и формирование системного подхода к инженерному сотрудничеству. |
| Основная проблема | Основной причиной поломки шестерни является системное «несоответствие» с другими компонентами трансмиссии, а не качество самой шестерни. |
| Решение | Для обеспечения идеального соответствия зубчатой передачи и технологической схемы используйте подход «совместное проектирование-материалы-технологический процесс». |
| Сотрудничество в области дизайна | Изготовление зубчатых передач и макроскопическое проектирование профиля на основе реальных спектров нагрузок и условий эксплуатации. |
| Материальное сотрудничество | Согласование свойств материалов и процессов термообработки с расчетными нагрузками и ожидаемым сроком службы. |
| Процессное сотрудничество | Производственные процессы должны обеспечивать реализацию заданного профиля зуба и оптимальные характеристики материала. |
| Установка и проверка | Строгий контроль точности технических характеристик корпуса и монтажа, а также проведение системных испытаний и проверок. |
| Конечная цель | Превратить дорогостоящие компоненты зубчатых передач в высоконадежные детали, повышающие конкурентоспособность машины. |
Благодаря тесному сотрудничеству между проектировщиками, специалистами по материалам и технологическим процессам, обработка зубчатых передач превратилась из единого производственного процесса в ключевой инженерный процесс, обеспечивающий надежность и производительность всей трансмиссионной системы. Это позволяет решить ряд основных проблем, включая незапланированные простои и шум, тем самым максимизируя ценность оборудования на протяжении всего его жизненного цикла.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Наша команда уже долгое время обслуживает ведущие компании в автомобильной, промышленной автоматизации и машиностроительной отраслях . Благодаря шуму зацепления и эффективности передачи, шестерни, которые мы обрабатываем для редукторов, напрямую влияют на конкурентоспособность конечного продукта на рынке. Основные пары шестерен, которые мы поставляем, определяют уровень надежности всей системы благодаря своему сроку службы и люфту.
Только за последнее десятилетие мы успешно изготовили более 50 000 деталей зубчатых передач по индивидуальному заказу . Каждая из этих работ углубила наше понимание синергии между конструкцией, материалами и процессами: какие траектории движения инструмента наилучшим образом используют характеристики модифицированной стали, какая последовательность термообработки и финишной обработки обеспечивает баланс между деформацией и остаточными напряжениями, и как обеспечить стабильность характеристик каждой шестерни в серийном производстве.
Это руководство, на основе которого каждое мнение и решение были многократно проверены с помощью бесчисленных микросхем, измерений и строгих приемочных испытаний заказчиком в нашей мастерской. Мы откровенно делимся своим опытом, чтобы помочь вам избежать ошибок, с которыми мы столкнулись.
Основной миф: 90% отказов зубчатых передач происходят еще до начала проектирования.
Распространенное, но фатальное заблуждение в стремлении к высочайшему качеству обработки зубчатых передач заключается в том, чтобы рассматривать шестерни как изолированные прецизионные детали. Многие отказы на самом деле возникали не из-за производственных дефектов, а из-за несоответствия реальным условиям эксплуатации, установленным на начальном этапе проектирования трансмиссионной системы . Чтобы принципиально избежать таких « недостатков », наш подход сосредоточен на двух этапах, предшествующих проектированию:
1. Обратное проектирование исходных параметров системы на основе условий ее эксплуатации:
Наша инженерная команда начинает каждый проект с всестороннего анализа реальных условий эксплуатации вашего оборудования, тщательно оценивая факторы, начиная от кратковременных ударных нагрузок и циклов термической деформации до целевых показателей срока службы. Эти критически важные системные требования затем точно преобразуются в окончательные параметры проектирования зубчатых передач : включая расчетные коэффициенты запаса прочности, индивидуальные схемы модификации профиля зубьев и оптимальный выбор марки материала, что гарантирует надежную адаптацию окончательной конструкции к реальным условиям эксплуатации.
2. Предварительная проверка посредством совместного моделирования:
Перед началом физического производства предлагаемая модель зубчатой передачи проходит исчерпывающее совместное моделирование в рамках полностью виртуализированной системы трансмиссии. Это передовое цифровое прототипирование объединяет многозвенную динамику с анализом методом конечных элементов для выявления и устранения потенциальных точек отказа, таких как локализованные концентрации высоких напряжений, режимы вибрации и акустический шум, что подтверждает бесшовную интеграцию с подшипниками и корпусами для обеспечения наилучшей производительности и долговечности системы.
В конечном итоге, это наиболее научная и рациональная конструкция трансмиссионной системы , составляющая очень важную основу для эффективной обработки зубчатых передач . Другими словами, зубчатые передачи можно рассматривать как специализированные « серверы системы », а процесс обратного проектирования и проверки, ориентированный на спрос, гарантирует их идеальное соответствие требованиям основной системы с самого начала, обеспечивая беспрецедентную производительность и срок службы.

Точность против стоимости: как найти оптимальный баланс?
В процессе производства прецизионных зубчатых передач обычно действует принцип : « чем выше точность, тем лучше ». Однако научная оптимизация затрат должна изменить этот подход. Дело в том, что повышение точности приводит к экспоненциальному росту затрат, в то время как реальные потребности многих применений могут быть гораздо лучше удовлетворены за счет сочетания «надлежащей точности + оптимизации системы».
1. Поиск точки перегиба в стоимости точных измерений:
С повышением уровня точности по стандарту ISO будет наблюдаться резкое увеличение затрат на обработку, временных затрат, а также износа станков/инструментов . Например, переход с ISO 8 на ISO 6 приводит к приемлемому увеличению затрат и значительному улучшению производительности, но принудительное стремление к ISO 3 с ISO 6 приведет к резкому увеличению затрат, в то время как его фактический вклад в производительность системы может быть незначительным.
2. Используйте комбинированную стратегию «точность + модификация профиля»:
Для зубчатых передач, требующих средних скоростей и малых ударных нагрузок, слепой выбор шестерен стандарта ISO 3 не является оптимальным решением . Вместо этого следует использовать гораздо более дешевые шестерни стандарта ISO 6, но с точной модификацией направления зубьев и профиля с учетом заданных погрешностей установки и деформаций под нагрузкой. Комбинированный подход обеспечивает более плавную передачу и больший срок службы, чем использование отдельных шестерен стандарта ISO 3, при меньшей общей стоимости .
Иными словами, оптимальный метод прецизионной обработки зубчатых передач — это точное соответствие, основанное на системном подходе. Мы не стремимся к высочайшей точности любой ценой, а скорее хотим добиться наиболее экономически эффективного уровня точности за счет глубокого понимания условий работы, дополненного такими технологиями компенсации системы, как модификация профиля, что позволяет достичь истинной оптимизации затрат при обеспечении надежности.
Рисунок 2: Крупный план деталей, изготовленных методом прецизионной обработки зубчатых передач на предприятии LS Manufacturing.
Выбор процесса — как он определяет потолок производительности?
В производстве зубчатых передач выбор технологического процесса включает в себя гораздо больше, чем простое перечисление операций механической обработки, поскольку он принципиально определяет конечный предел производительности и структуру затрат. В частности, выбор различных процессов изготовления зубчатых передач , особенно сочетание ключевых процессов нарезания зубьев и термообработки, напрямую влияет на целостность поверхности зубьев, микроструктуру и состояние остаточных напряжений, определяя тем самым пределы несущей способности, уровня шума и усталостной долговечности.
| Этап процесса | Основные возможности и влияние на производительность | Типичная стоимость и применимые границы |
| зубофрезерование/шлифовка зубьев | Поверхность зуба мягкая , что обеспечивает высокую эффективность формования , но низкую несущую способность и точность обработки. Это основной метод обработки зубчатых передач с мягкой поверхностью зуба. | В самом дешевом варианте он подходит для трансмиссий с небольшой нагрузкой и в обычных условиях эксплуатации, но с относительно низкой производительностью . |
| Последующая термообработка, прецизионная прокатка/скребление. | Это позволит экономически повысить точность и улучшить качество поверхности зубьев закаленных шестерен , но лишь в ограниченной степени. | Экономичность является распространенным компромиссом между стоимостью и производительностью в системах со средней нагрузкой. |
| Скрежет шестеренок | Это обеспечивает высочайшую точность профиля зубьев и оптимальную шероховатость поверхности зубьев, значительно повышая усталостную прочность и снижая уровень шума. | Наиболее дорогостоящий, предпочтительный процесс для тяжелых условий эксплуатации, связанных с большими нагрузками, высокими скоростями и низким уровнем шума. |
Иными словами, основной задачей при выборе процесса изготовления зубчатых передач является поиск наиболее экономичного пути для достижения целевого уровня производительности. Ключ к предотвращению избыточной/недостаточной производительности или к научному определению потолка производительности зубчатых передач заключается в определении полной карты возможностей, начиная от простого процесса нарезки зубьев и заканчивая чистовой обработкой.

Материаловедение: Как увеличить срок службы шестерен на 300%?
Выбор и микроскопический контроль материалов в стремлении к сверхвысокой производительности являются важнейшими факторами, определяющими конечный срок службы зубчатых передач. Речь идёт не просто о выборе марки зубчатой передачи; полный потенциал долговечности зубчатых передач раскрывается благодаря точному вмешательству на уровне материала. Это гораздо больше, чем просто замена материала; это прецизионная « настройка », направленная на устранение определённых типов отказов:
- Точная разработка сплава и соотношения элементов: оптимизация соотношений некоторых ключевых легирующих элементов, таких как хром, молибден и никель, не только упрочняет матрицу, но и, в частности, повышает прочность сердцевины, а также увеличивает усталостную прочность поверхности зуба, обеспечивая фундаментальную гарантию от ударных нагрузок и высоких напряжений.
- Технология контролируемого градиента цементированного слоя: идеальный переход между поверхностью и внутренней частью — залог длительного срока службы. Мы точно контролируем градиент концентрации углерода и эффективную глубину цементированного слоя, чтобы добиться чрезвычайно высокой твердости поверхности, обеспечивая при этом гладкое соединение с прочным сердечником , что принципиально предотвращает разрушение или отслаивание поверхности.
- Количественный контроль остаточного аустенита: Остаточный аустенит, который обычно нежелателен, поддерживается в оптимальном диапазоне с помощью специального процесса. Метастабильные структуры под воздействием напряжения трансформируются в мартенсит, создавая сжимающее напряжение, которое эффективно препятствует распространению микротрещин и значительно повышает сопротивление шестерни точечному износу и образованию питтинга.
Научный подход к многократному увеличению срока службы зубчатых передач заключается в полном использовании потенциала таких материалов. Благодаря синергетическому проектированию мы оптимизируем состав сплава, глубину слоя термообработки и микроструктуру, чтобы «настроить» защиту ваших зубчатых передач на устойчивость к конкретным видам отказов, тем самым обеспечив скачок в надежности, превосходящий традиционные стандарты.
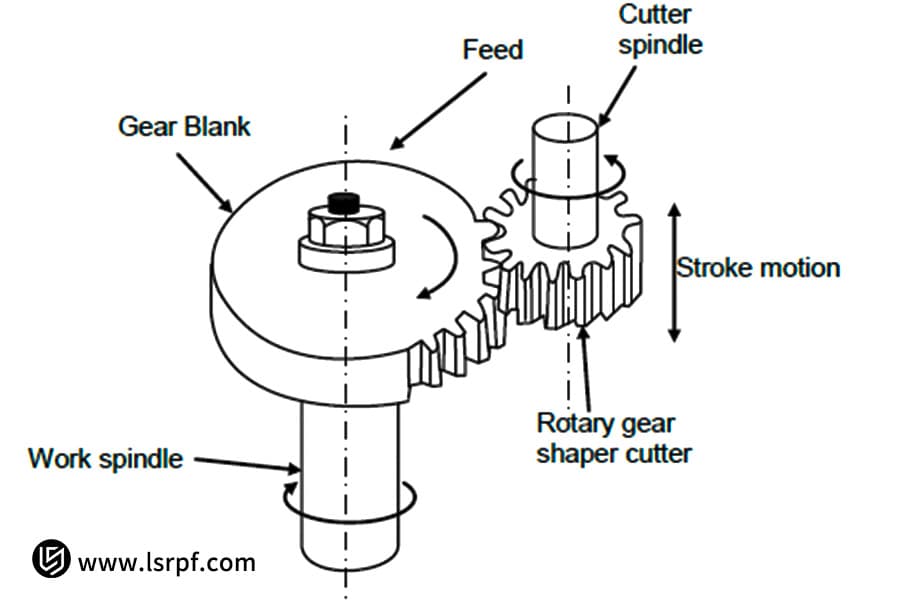
Рисунок 3: Внутренняя конфигурация прецизионного зуборезного инструмента и заготовки производства LS Manufacturing.
Выбор снаряжения: как найти «лучшего партнера» для ваших сценариев.
В процессе проектирования трансмиссионной системы правильный выбор типов шестерен является краеугольным камнем обеспечения общей производительности и экономической эффективности. Фактически, эффективность трансмиссии, удельный крутящий момент, уровень шума и стоимость значительно различаются в зависимости от сценария применения . Только сравнивая варианты на основе «фундаментальных принципов», мы можем найти действительно «наилучшего партнера» для вашего оборудования.
| Типы снаряжения | Основные характеристики и преимущества | Типичные сценарии применения и соображения по их соображении |
| Косозубые шестерни | Плавная передача сигнала, низкий уровень шума, высокая несущая способность, но генерирует осевую силу. | Он подходит для высокоскоростной, плавной и бесшумной передачи мощности . Поэтому его используют в автомобильных коробках передач и промышленных редукторах. |
| Конические шестерни | Это позволяет передавать мощность для пересекающихся валов , обеспечивая изменение направления вращения и высокую крутящую способность. | Они позволяют использовать пространственно пересекающиеся валы — например, в дифференциалах задних осей автомобилей и вращательных приводах станков . |
| Червячная передача | Этот привод позволяет реализовать высокое передаточное число в одноступенчатой трансмиссии, обеспечивая плавную передачу и функцию самоблокировки, однако его эффективность относительно низка. | Червячная передача предназначена для средне- и низкоскоростных передач с высоким передаточным отношением и функцией самоблокировки, например, в подъемных системах и конвейерном оборудовании. |
Другими словами, не существует лучшего типа оборудования ; существует только наилучший сценарий применения . Поэтому отправной точкой для любого выбора является тщательный анализ основных требований к оборудованию. Успешный выбор достигается благодаря точному пониманию этих потребностей — таких как планировка пространства, эффективность, уровень шума и стоимость — что позволяет принять наиболее взвешенное решение между вариантами .
Термообработка: «идеальный усилитель» производительности оборудования.
Термообработка зубчатых передач — это центральная процедура всего процесса производства зубчатых передач , определяющая их эксплуатационные характеристики. Это поистине « усилитель производительности». Отличная термообработка зубчатых передач — это не просто « закалка и упрочнение »; на самом деле, это высокоточный инженерный процесс, направленный на улучшение характеристик и достижение идеального баланса высокой твердости поверхности и высокой прочности сердцевины для качественного скачка в возможностях компонента.
1. Технология термообработки в контролируемой атмосфере:
Мы используем метод термообработки в контролируемой атмосфере с точным контролем углеродного потенциала, чтобы гарантировать постоянную и равномерную концентрацию углерода на поверхности шестерни в процессе цементации и идеальную эффективную глубину слоя, закладывая основу для формирования высокотвердой и износостойкой мартенситной структуры без вредного окисления границ зерен, что обеспечивает высокое качество поверхности зубьев с самого начала.
2. Технология предварительной компенсации деформации:
Основываясь на глубоком понимании законов деформации при термической обработке материалов , в стадии холодной обработки осуществляется обратное «предварительное деформирование». Предварительная коррекция геометрии зубчатого колеса и предварительная компенсация обычных деформаций, возникающих в процессе термической обработки, позволяют поддерживать высокую точность без чрезмерной шлифовки после термической обработки, сохранять оптимальный цементированный слой и снижать остаточные напряжения.
Вкратце, современная термообработка зубчатых передач превзошла ограничения традиционных методов: благодаря контролируемым процессам и активной компенсации деформации до максимума, она в полной мере раскрывает потенциал материалов . Технология точного контроля является ключом к достижению высокой прочности, длительного срока службы и высокой надежности зубчатых передач и представляет собой главную гарантию достижения цели повышения их производительности .

Рисунок 4: Крупный план обработанных на станке шестерен и приводных деталей производства компании LS Manufacturing.
Пример из практики: Преодоление «проклятия снижения точности» в роботизированных шестернях.
В этом тематическом исследовании подробно описан систематический, основанный на сотрудничестве инженерный подход, который мы использовали для решения проблем долгосрочной надежности основных компонентов трансмиссии для ведущего производителя коллаборативных роботов. Выйдя за рамки традиционных отношений с поставщиками и установив глубоко интегрированное партнерство, мы сосредоточились на первопричинах износа и отказов. Решение было основано на материальной и геометрической оптимизации зубчатых передач, изготовленных методом линейного скольжения , что значительно увеличило срок их службы при непрерывных динамических нагрузках.
1. Проблемы клиентов
В течение примерно шести месяцев работы на высоких скоростях и при высоких динамических нагрузках в основных зубчатых передачах заказчика произошло необратимое снижение точности позиционирования на микронном уровне , что привело к крайне низкой повторяемости позиционирования робота и снижению выхода годной продукции. При этом количество жалоб клиентов продолжало расти, что серьезно повлияло на расширение рынка.
2. Решение LS Manufacturing для совместной работы над проектами.
Точные испытания и анализ моделирования показали, что это результат сочетания микроскопических дефектов материала и остаточных напряжений, возникших в результате термической обработки. Таким образом, наша инженерная команда разработала многомерное решение:
- Улучшение качества материала: Использование специализированной стали, выплавленной в вакууме, позволило точно контролировать содержание вредных включений, таких как оксиды и сульфиды, поддерживая их на исключительно низком уровне . Это привело к значительному повышению чистоты материала на этапе производства, что напрямую способствовало повышению усталостной прочности и увеличению срока службы компонентов в условиях высокоцикловых нагрузок.
- Инновационный процесс: Для стабилизации металлографической структуры и максимального устранения остаточных напряжений была внедрена интегрированная методика термической обработки, сочетающая точный контроль углеродного потенциала с глубокой криогенной обработкой. Это нововведение коренным образом устранило первопричины нестабильности размеров на поздних стадиях, обеспечив долговременную геометрическую точность.
- Оптимизация конструкции: Благодаря целенаправленной оптимизации скругления зубьев шестерни и сложной локальной модификации профиля поверхности зуба удалось эффективно снизить концентрацию напряжений. Эти усовершенствования конструкции способствовали более равномерному распределению эксплуатационных нагрузок по боковой поверхности зуба, значительно увеличив несущую способность и снизив риск усталостного разрушения.
3. Результаты и ценность
- Точная фиксация в течение всего срока службы: Срок службы специально разработанных зубчатых передач был значительно увеличен с первоначальных 6 месяцев до более чем 5 лет непрерывной работы. Этот прорыв не только решает проблему хронических отказов, но и идеально синхронизируется с общим расчетным сроком службы робота, исключая незапланированные простои и обеспечивая долговременную точность позиционирования . фундаментальное достижение для надежной автоматизации.
- Коммерческая ценность: Исключительная надежность, обеспечиваемая этим усовершенствованием, стала ключевым конкурентным преимуществом, позволив нашему клиенту пройти строгую сертификацию и успешно выйти на несколько линий высокоточной окончательной сборки автомобилей и силовых агрегатов. Этот стратегический выход на рынок обеспечил прямой и устойчивый рост коммерческой ценности, добавив более 30 миллионов юаней к годовой стоимости контрактов.
Успех компании LS Manufacturing Gear обусловлен глубоким взаимодействием трех элементов: материаловедения, процессов термообработки и проектирования зубчатых передач . Они добились значительного увеличения точности и ресурса , перейдя от контроля микроструктуры и остаточных напряжений к макроскопической оптимизации профиля зубьев, и тем самым создали огромную технологическую и коммерческую ценность для своих клиентов.

Рисунок 5: Высокоточный процесс изготовления металлических шестерен компанией LS Manufacturing.
Замкнутый цикл качества: превращение данных контроля в «навигатор процесса».
В современном производстве контроль качества зубчатых передач охватывает гораздо больше аспектов, чем просто оценка окончательного соответствия. Мы стремимся создать динамическую замкнутую систему контроля качества, в которой каждый элемент данных контроля является «навигатором», оптимизирующим производственные процессы и постоянно улучшающим качество зубчатых передач . Цель такой замкнутой системы достигается в два основных этапа:
1. От суждения к анализу:
Для сбора исчерпывающих данных мы используем высокоточный центр измерения зубчатых передач : профиль зуба, направление зуба, погрешность шага. Выходя за рамки простых оценок «пройдено/не пройдено», мы применяем методы статистического контроля процессов (SPC) для проведения углубленного анализа тенденций этих данных , наблюдая за мельчайшими отклонениями и возможными вариациями в процессе обработки в режиме реального времени.
2. От анализа к оптимизации:
Если в результате анализа данных обнаруживаются типичные ошибки, такие как ускоренный износ инструмента или термическая деформация станка , система немедленно запускает механизм обратной связи. Эти ошибки напрямую преобразуются в инструкции по корректировке параметров процесса, такие как оптимизация скорости резания, компенсация ошибок траектории инструмента или корректировка параметров смазочно-охлаждающей жидкости, что позволяет заблаговременно вмешаться и исправить отклонения до того, как они приведут к браку.
Вкратце, мы выводим контроль качества зубчатых передач из пассивного, послепроизводственного этапа в активный и превентивный механизм контроля качества . Основываясь на потоке данных в режиме реального времени по схеме « контроль-анализ-обратная связь-оптимизация », мы обеспечиваем не только качество отдельных зубчатых передач, но и высокую стабильность каждого изделия в серийном производстве , тем самым повышая интеллектуальность и надежность производства.
Секрет успеха в создании индивидуальных решений: 5 деталей, определяющих успех или провал проекта.
- Предварительный анализ технологичности изготовления: Наша инженерная команда проводит всесторонний анализ технологичности изготовления на начальном этапе проектирования, заблаговременно выявляя и оптимизируя конструктивные особенности, которые в противном случае увеличили бы производственные затраты, ухудшили бы конечные характеристики или создали бы значительные проблемы при механической обработке, тем самым обеспечивая проектирование, ориентированное на высокое качество и эффективность.
- Специальная разработка оснастки и приспособлений: Специально разработанная прецизионная оснастка и приспособления предназначены для обработки деталей с нестандартными профилями зубьев и сложными геометрическими структурами. Этот базовый этап имеет решающее значение для обеспечения точного позиционирования детали и стабильности на протяжении всего процесса обработки, а также для эффективного подавления деформаций, вызванных силами резания и остаточными напряжениями .
- Настройка контрольных точек точности процесса: До и после каждого критического процесса, особенно термообработки , устанавливаются строгие контрольные точки для мониторинга тенденций деформации в режиме реального времени. Собранные данные обеспечивают фактическую основу для точной компенсации припусков при последующих операциях чистовой обработки, гарантируя конечную точность размеров.
- Четко определенные критерии сотрудничества в цепочке поставок: установлены четкие стандарты приемки для процессов, выполняемых сторонними организациями (например, специализированных покрытий ), и строгие протоколы передачи данных. Это обеспечивает бесперебойную стабильность качества и отслеживаемость по всей цепочке поставок, гарантируя целостность критически важных производственных спецификаций.
- Готовая к использованию документация: Предоставляется исчерпывающая документация, включающая подробные процедуры выравнивания при установке, точные рекомендации по предварительной нагрузке и спецификации обкатки для конкретной системы . Это позволяет клиентам добиться оптимальной производительности и долговечности зубчатых передач в конечном применении с минимальным временем настройки.
Успешный опыт в производстве зубчатых передач на заказ заключается в упорядоченном выполнении проекта; это требует от поставщиков квалификации в области зубчатых передач, и, что еще важнее, преобразования профессионального опыта во всесторонний контроль деталей, чтобы обеспечить успех сложных проектов и создать ценность.
Часто задаваемые вопросы
1. Почему цены на небольшие партии изготовленных на заказ шестерен относительно высоки?
Вы действительно затронули очень важный момент. Единственными реальными факторами, влияющими на стоимость мелкосерийного производства, являются разработка и проверка процесса, такие как программирование, изготовление оснастки и контроль первого образца. Наши преимущества: 1) Обширная база данных процессов позволяет нам быстро определить оптимальное решение и тем самым минимизировать дорогостоящие пробные работы; 2) Тесное сотрудничество в процессе проектирования на ранней стадии избавляет вас от дорогостоящих изменений в проекте на поздних этапах и означает более экономичные общие инвестиции. Если у вас есть специфические требования к проекту, вы можете напрямую запросить у нас коммерческое предложение .
2. Как оценить техническую состоятельность поставщика зубчатых передач?
Главное — смогут ли они отказаться от концепции «обработки по чертежам » и активно обсуждать логику работы на уровне зубчатой передачи, например, максимальную ударную нагрузку и условия смазки, а также предлагать превентивные решения, основанные на анализе режимов отказов. В этом и заключается настоящая глубина инженерного дела.
3. Сколько времени проходит от момента создания чертежей до получения первых образцов?
Изготовление стандартных шестерен занимает 2-3 недели , включая полное планирование процесса и контроль качества . У нас есть ускоренная процедура изготовления образцов. Для срочных заказов мы можем изготовить функциональные прототипы всего за 7 рабочих дней, гарантируя при этом высокое качество.
4. Как вы обеспечиваете однородность партии шестерен?
Мы полагаемся на стандартизированные операционные процедуры, статистический контроль процессов и полную систему отслеживания качества. Такая концепция гарантирует, что колебания ключевых параметров между различными партиями значительно ниже отраслевых стандартов, что обеспечивает превосходную стабильность качества партий.
Краткое содержание
Превосходные зубчатые передачи создаются благодаря глубокой интеграции системного подхода, материаловедения, высокоточной обработки и строгого контроля качества. В LS Manufacturing мы стремимся быть вашим надежным инженерным партнером в области приводных систем, удовлетворяя ваши потребности с помощью зубчатых передач, основанных на глубоком понимании их особенностей.
Если вам необходимо фундаментальное решение технических проблем с зубчатыми передачами , не стесняйтесь и немедленно свяжитесь с нашей командой экспертов по зубчатым передачам, чтобы запланировать подробную техническую консультацию! Позвольте нам стать основой надежности вашего оборудования благодаря нашему системному подходу к проектированию зубчатых передач.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице представлена исключительно в ознакомительных целях. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонние поставщики или производители будут предоставлять параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов, а также технологические процессы через сеть LS Manufacturing. Ответственность за эту информацию несет исключительно покупатель. Для получения ценовых предложений на детали, пожалуйста, укажите точные требования к этим деталям. Для получения дополнительной информации, пожалуйста, свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли, специализирующийся на индивидуальных производственных решениях. Имея более чем 20-летний опыт работы с более чем 5000 клиентами, мы специализируемся на высокоточной обработке на станках с ЧПУ , изготовлении изделий из листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод располагает более чем 100 современными пятиосевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах и регионах мира. Будь то мелкосерийное производство или массовая индивидуализация, мы можем удовлетворить ваши потребности в течение 24 часов. Выбирая LS Manufacturing, вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


