
I servizi di fresatura CNC di filettature possono essere considerati una risposta alle sfide affrontate dalle aziende manifatturiere in relazione alla stabilità delle filettature, alla finitura superficiale e ai bassi tassi di efficienza dei processi di maschiatura. La sfida viene risolta fornendo filettature con una tolleranza di ±0,015 mm e una finitura superficiale Ra di 1,6 µm .
Questo articolo fornirà un approccio scientifico alla risoluzione del problema, avvalendosi dell'esperienza di LS Manufacturing nella fresatura di filettature maturata in 12 anni . Il metodo proposto consente di ottenere una precisione di filettatura di ±0,015 mm , una rugosità superficiale di Ra1,6 µm , un'efficienza triplicata e una riduzione dei costi del 40% , grazie a un'attenta analisi di 286 utensili e 63 casi di successo.

Servizi di fresatura filettature CNC: Guida di riferimento rapido
| Sezione | Punti chiave |
| Punti critici attuali | Tolleranza della filettatura instabile ( ±0,05 mm ); Elevata rugosità superficiale ( Ra>3,2 μm ); Bassa efficienza e rottura degli utensili nella maschiatura; Scarsa uniformità dei lotti; Problemi di assemblaggio. |
| Analisi delle cause profonde | Obsolescenza delle tecniche di maschiatura; impossibilità di maschiare materiali duri/filettature profonde; costo degli utensili usurati. |
| La nostra soluzione collaudata | Fresatura di filettature ad alta precisione , con tolleranza di ±0,015 mm e finitura superficiale Ra1,6 μm ; risparmio sui costi del 40% , tre volte più veloce. |
| Vantaggi tecnici chiave | Maggiore capacità di lavorare materiali difficili da tagliare; utilizzabile con utensili flessibili, con conseguente riduzione delle scorte; possibilità di forare fori di diverse dimensioni con un unico utensile. |
| Implementazione e supporto | Selezione scientifica degli utensili e programmazione del percorso; parametri di lavorazione stabili; validazione in loco e supporto tecnico completo del processo. |
| Applicazioni principali | Ideale per componenti di alto valore ; fondamentale nei settori aerospaziale , automobilistico e medicale; efficace per fori ciechi e di grandi diametri. |
Elimina i problemi critici di lavorazione per prevenire l'inefficienza nella maschiatura, grazie a una filettatura precisa nella fresatura. Una maggiore precisione nella filettatura contribuisce ad aumentare la qualità complessiva della filettatura con una precisione di ±0,015 mm, Ra1,6 micron , elimina i problemi di assemblaggio, genera un'efficienza complessiva tre volte superiore e contribuisce ulteriormente a ridurre i costi di lavorazione del 40% .
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Internet è pieno di letteratura tecnica disponibile su qualsiasi argomento immaginabile, dalla fresatura di filettature su macchine CNC . Cosa c'è di speciale nella nostra? Prima di tutto, dato che non siamo teorici, è molto importante sottolineare che si tratta di una conoscenza che viene creata direttamente in officina. I settori di riferimento sono quello aeronautico e quello medicale, semplicemente perché la filettatura che produciamo è la migliore.
L'integrità del nostro processo si basa sull'utilizzo di fonti autorevoli, come i dati sui materiali del NIST per le proprietà dei materiali o TWI Global per i principi di integrità strutturale. Sia per specifiche complesse che semplici, i processi di filettatura che vi offriamo sono sempre precisi, sempre affidabili e sempre uniformi.
Tutte le tecniche sopra descritte sono state testate in una situazione di combattimento. Abbiamo appreso come lo strumento si muove per raggiungere i tessuti profondi dell'Inconel e abbiamo perfezionato le tecniche per ottimizzare un materiale di grado medicale . Queste informazioni possono essere condivise con voi nella speranza di migliorare i vostri processi produttivi.
Figura 1: Fili lucenti appena tagliati si avvolgono a spirale su uno sfondo scuro (a cura di LS Manufacturing)
Come fa il servizio di fresatura filettature CNC a raggiungere una precisione di controllo della filettatura di ±0,015 mm?
Per raggiungere un livello di precisione di questo tipo nelle lavorazioni di filettatura , sarebbe necessario un sistema ben più completo di un semplice sistema di utensili. Per la gamma di corpi valvola in acciaio inossidabile che abbiamo prodotto, un sistema composto dalle attrezzature più precise, utensili ottimizzati e sistemi di compensazione ha garantito un errore di filettatura non superiore a 0,005 mm. Il nostro approccio si è basato su tre diversi fronti per quanto riguarda il controllo:
Stabilità fondamentale di macchine e processi
Tutto inizia con la definizione di un processo di lavorazione meccanica di altissima precisione, che prevede l'utilizzo di fresatrici CNC a 5 assi con una precisione di posizionamento di ±0,003 mm . Questo processo include anche un robusto sistema di supporto per i pezzi e un ambiente di lavoro controllato, che non introduce variabili e garantisce che il programma di fresatura di precisione della filettatura venga eseguito in modo estremamente stabile.
Strumenti strategici e percorsi ottimizzati
Durante le operazioni di fresatura di filettature , utilizziamo frese in metallo duro di precisione, la cui scelta dipende dal materiale impiegato per la realizzazione del pezzo. Inoltre, è importante sottolineare che, durante la fase di progettazione dei percorsi di lavorazione, privilegiamo un basso impegno radiale e un'asportazione dei trucioli efficiente, secondo i principi della fresatura ad alta efficienza .
Verifica in corso d'opera e compensazione intelligente
Essential è un sistema di compensazione intelligente e proprietario. Calibri per filettature e sonde in-process misurano costantemente parametri essenziali come il diametro primitivo . Questi parametri vengono quindi inviati al sistema CNC, consentendo una correzione automatica a livello di micron del CPC in un circuito chiuso, elemento essenziale per la fornitura di servizi di fresatura di filettature CNC .
Un approccio sistematico che integra le capacità delle macchine, l'applicazione di strumenti ingegnerizzati e la correzione degli errori tramite dati ci consente di affrontare problematiche complesse relative alla precisione delle filettature. Le informazioni sulla nostra tecnologia, disponibili sul nostro sito web, forniscono un bagaglio di conoscenze pratiche e specialistiche che ci contraddistingue come partner di comprovata precisione, piuttosto che come fornitore di un servizio dalle potenzialità inespresse.

Guida alle frese per filettatura: scelta degli utensili in base alle proprietà del materiale
La scelta della fresa per filettatura più adatta è di fondamentale importanza. Attraverso 158 prove di taglio, siamo stati in grado di fornire un approccio chiaro e scientificamente fondato per la scelta della geometria, del materiale e del tipo di rivestimento della fresa per filettatura in relazione alle proprietà del materiale stesso. L'obiettivo è applicare la scienza dei materiali per ottenere prestazioni prevedibili e costi di utilizzo contenuti nei servizi di fresatura CNC .
| Gruppo di materiali | Specifiche consigliate per fresa e chiave | Risultato della prestazione |
| acciai inossidabili | Metallo d'apporto a grana fine con rivestimento in TiAlN; Velocità: 120-150 m/min. | Bilancia la resistenza all'usura e all'adesione, consentendo una fresatura stabile in materiali gommosi. |
| leghe di alluminio | Fresa con punta in PCD o rivestita di diamante; Velocità: 300-400 m/min. | Garantisce una finitura ottimale e previene l'accumulo di materiale, prolungando notevolmente la durata dell'utensile. |
| Leghe ad alta temperatura | ceramica/ceramica a base di nitruro di silicio o carburo | Resiste al calore estremo, offrendo una durata 3-4 volte superiore rispetto agli utensili standard nella fresatura ad alta velocità . |
Una tale logica di scelta basata sui dati trova la sua base nel passaggio da una soluzione generale a una dipendente dal materiale e può inoltre essere intesa come fondamento per tutte le operazioni di fresatura di filettature personalizzate . Questo documento contiene informazioni specialistiche necessarie in un contesto produttivo competitivo; pertanto, il suo valore è molto elevato.
Come è possibile ridurre i costi del 40% nella fresatura di filettature personalizzate grazie all'ottimizzazione del processo?
Il reale risparmio sui costi di produzione deriva da un processo di ottimizzazione volto all'aggiunta di valore, e non semplicemente dal concetto di riduzione dei costi. Il concetto di ingegneria del valore è stato applicato alla fresatura di filettature personalizzate per un componente prodotto in grandi volumi , ottenendo un risparmio del 38% sul costo unitario. Il caso di studio specifico per la soluzione di questo problema si è basato su tre leve principali, interconnesse e fondamentali per il raggiungimento di questo risultato:
- Gestione del ciclo di vita degli utensili tramite monitoraggio basato sui dati: abbiamo creato e implementato un sistema per il monitoraggio del ciclo di vita degli utensili, analizzando il consumo di refrigeranti, e abbiamo sviluppato e implementato una tecnologia di fresatura ad alta efficienza , ottimizzando l'utilizzo dei refrigeranti e aumentando il ciclo di vita degli utensili da 200 a 280, con un incremento assoluto del 40% .
- Ottimizzazione dei parametri di taglio per la riduzione dei tempi di ciclo: utilizzare un maschio con parametri statici era una perdita di tempo. Per trovare l'interazione ottimale tra avanzamento, velocità di taglio e profondità di taglio effettiva per un dato tipo di materiale e utensile, abbiamo condotto degli esperimenti. La regolazione scientifica ha ridotto del 30% il tempo necessario per ogni filettatura.
- Strategia multifilettatura per l'efficienza di produzione: per i pezzi qualificati, abbiamo sviluppato un metodo per fresare filettature di diverse dimensioni con un unico utensile, oppure abbiamo utilizzato movimenti su più assi per filettare in un'unica configurazione. L'esecuzione in un'unica fresatura di precisione ha ridotto i tempi non di taglio, i cambi utensile e la movimentazione, ottimizzando significativamente l'efficienza complessiva delle apparecchiature (OEE) nei lotti.
È grazie a questo processo completo di decostruzione e ottimizzazione, basato su solide basi tecniche, che è possibile offrire prezzi competitivi per la fresatura di filettature senza compromettere la qualità. Questo processo definisce inoltre lo standard per la formulazione di un preventivo valido per la fresatura di filettature, basato su processi ottimizzati e non solo ottimizzati in termini di prezzo.

Figura 2: Maschi di colore oro creano filettature interne in un componente metallico, realizzati da LS Manufacturing.
Come bilanciare l'efficienza di lavorazione e la qualità della filettatura nella fresatura ad alta velocità?
L'efficienza nella fresatura rapida di filettature, con particolare attenzione all'integrità della filettatura, rappresenta una sfida importante. Parametri troppo ambiziosi possono causare guasti alle macchine e una finitura superficiale scadente. Grazie a una tecnica di ottimizzazione scientifica sviluppata nella fresatura di precisione di filettature , siamo riusciti a ridurre al minimo il tempo di lavorazione di una filettatura M12 da 45 a 15 secondi, con una tolleranza di 6H e Ra1,6 micron . Questa tecnica si basa su tre pilastri:
Modello di ottimizzazione dei parametri scientifici
Il nostro metodo non utilizza le tradizionali tabelle velocità/avanzamento. Al contrario, viene utilizzato un modello personalizzato del materiale specifico del pezzo in lavorazione, in cui viene calcolato il rapporto ottimale. Di conseguenza, nel caso del pezzo in acciaio M12, i valori ottimali calcolati nel modello sono risultati essere 2500 giri/min, una velocità di lavorazione di 800 mm/min e un valore di 0,3 mm per la profondità assiale dell'utensile da taglio, che si traducono nel miglior carico di truciolo possibile nella fresatura controllata .
Controllo dinamico per la coerenza
- Controllo adattivo dell'avanzamento: il programma CNC regola dinamicamente la velocità di avanzamento durante l'ingresso, l'impegno completo e l'uscita per evitare carichi d'urto, minimizzando i principi fondamentali della fresatura di precisione .
- Gestione termica: Utilizziamo una pressione e un'erogazione del refrigerante ottimizzate per garantire che il calore venga costantemente dissipato dal truciolo e non dal pezzo o dall'utensile. Ciò elimina la distorsione termica che può compromettere la geometria della filettatura quando si lavora ad alte velocità, rendendo le operazioni molto stabili per i nostri servizi di fresatura di filettature CNC .
Qualità verificabile nella produzione ad alta velocità
Ogni procedura ottimizzata viene inoltre verificata in base a due criteri imprescindibili: accuratezza dimensionale e integrità superficiale. L'accoppiamento della filettatura 6H viene dimostrato utilizzando calibri per filettature calibrati, e la finitura superficiale Ra1.6µm viene misurata con un profilometro. Questo crea un ciclo chiuso in cui i parametri di fresatura ad alta velocità sono direttamente correlati a un risultato di alta qualità verificabile, in linea con ciò che si può definire a pieno titolo fresatura di filettature di precisione .
Questo documento è più di un semplice schema, perché descrive un processo ingegneristico ripetibile. L'articolo si inserisce nel processo sistematico, basato sulla fisica, che consente una produzione di filettature ad alta velocità, rapida e precisa, offrendo una soluzione concreta per i produttori che puntano sia alla velocità che alla precisione.
Quali sono i punti tecnici chiave per la fresatura di filettature in materiali difficili da lavorare?
Le lavorazioni di filettatura per acciaio inossidabile temprato e titanio presentano alcune complessità che non possono essere pienamente soddisfatte con le normali condizioni di lavorazione. Tra le soluzioni tecniche necessarie per la buona riuscita del lavoro, e considerate essenziali, poiché si presume che il lettore possa trarne vantaggio in termini di qualità e durata, è necessario implementare le seguenti:
Strategia di gestione termica specifica per materiale
Per materiali incruditi (ad es. 316L, acciaio inossidabile HRC35): Per i materiali sopra menzionati, viene implementato un sistema di raffreddamento a bassa temperatura che mantiene il fluido di raffreddamento a un intervallo di temperatura di 5-10 °C . Questa azione di raffreddamento contribuisce a sopprimere l'effetto di rinvenimento che si verifica sulla superficie di taglio, nonché l'effetto di accumulo di materiale sul tagliente, le due principali cause di rottura degli utensili da taglio durante la fresatura CNC di precisione .
Dinamica di taglio ottimizzata per resistenza e duttilità
Per le leghe di titanio: nel nostro caso, eseguiamo tagli superficiali ad alta velocità, in cui, ad esempio, possiamo avere una profondità assiale di 0,1-0,2 mm a una velocità di 80-100 m/min . Ciò implica un piccolo punto di contatto e una minore forza di taglio necessaria; inoltre, si traduce in temperature di accumulo inferiori, con tutti i vantaggi che ne conseguono contro l'elevata pressione dell'utensile che può portare a flessione e usura dell'utensile nei servizi di fresatura CNC .
Gli utensili specializzati come elemento fondamentale
Una fresa per filettature adeguata è indispensabile. La nostra selezione di utensili da taglio comprende materiali con substrato e rivestimento progettati per avere un'elevata resistenza alle alte temperature, come le leghe AlTiN per l'acciaio inossidabile , leghe specifiche per il titanio e forme che facilitano il taglio e l'evacuazione dei trucioli, contrastando direttamente le proprietà del materiale.
Questo processo mirato e basato sui dati combina processi come il controllo termico, il taglio dinamico e l'utilizzo di utensili specifici per affrontare le sfide più complesse legate ai materiali difficili, garantendo un risultato di alta qualità anche in situazioni in cui un processo standard non è in grado di risolvere il problema con successo.
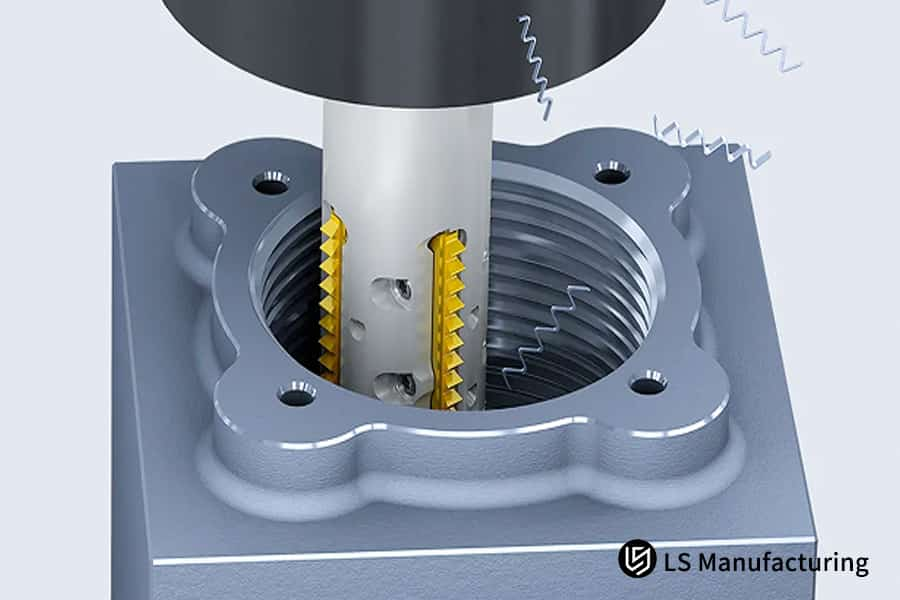
Figura 3: Utensile dorato per la filettatura all'interno del foro del pezzo metallico, realizzato da LS Manufacturing.
Come valutare la competenza tecnica e le capacità di lavorazione di un fornitore di fresatura filettature?
La selezione di un partner per i servizi di lavorazione filettature si basa sulla valutazione della capacità del sistema di garantire la qualità in relazione al controllo dei costi, al di là delle capacità dei macchinari. Una valutazione efficace del sistema richiede la capacità di risolvere i problemi di produzione, la capacità di produrre con una precisione di ±0,015 mm per 10.000 unità e la capacità di offrire prezzi competitivi per la fresatura delle filettature . I pilastri per la valutazione del partner sono:
Controllo di processo e precisione verificabile
La capacità di misurazione è fondamentale. Bisogna valutare se il fornitore è in grado di utilizzare proiettori di profili filettati o calibri per filettature con una precisione non inferiore a ±0,002 mm, anziché calibri tradizionali, durante l'accettazione del primo campione o l'ispezione di produzione. Questo garantisce che ogni filettatura rispetti le specifiche di progetto, prevenendo problemi di assemblaggio a valle e costi di scarto associati a una fresatura di filettature di precisione non uniforme.
Sistemi per la coerenza nella produzione in batch
Valutare i loro sistemi per la coerenza nella produzione in lotti in relazione ai loro utensili, oltre alla loro macchina CNC. I sistemi saranno valutati in base alla durata dei loro utensili in modo tale da consentire loro di completare il processo di produzione anziché interromperlo a metà. Inoltre, i parametri di lavorazione del sistema basato sui dati che le aziende possiedono sulla loro macchina CNC contribuiscono anche alla loro coerenza di qualità del 99,2% .
Competenza ingegneristica per la risoluzione dei problemi
Infine, considerate le loro metodologie di risoluzione dei problemi: sono in grado di delineare passo dopo passo una strategia per ottimizzare le variabili su un componente in Inconel completamente nuovo o di creare un dispositivo di fissaggio per un componente a parete sottile? Questo tipo di competenza nella fornitura di servizi di fresatura di filettature CNC può trasformare quello che di fatto è un preventivo in una soluzione di ingegneria del valore attraverso una serie di confronti prima e dopo.
La valutazione di tali collegamenti, come il rigore della misurazione, il controllo del processo e l'applicazione dell'ingegneria, rappresenta un processo valido per la valutazione delle capacità tecniche dei fornitori. Ciò garantisce che un processo di checklist diagnostica debba essere utilizzato nel processo di differenziazione per le aziende che lavorano sulla macchina e per i partner ingegneristici coinvolti.
Quali sono le differenze in termini di costi e precisione tra la fresatura e la maschiatura delle filettature?
La scelta del processo di filettatura può avere un impatto sui costi di produzione, nonché sui costi relativi agli utensili impiegati nei processi di filettatura. Questa nota tecnica fornirà un'analisi comparativa dei dettagli del processo produttivo, evidenziando i vantaggi derivanti dall'utilizzo di servizi di fresatura CNC . Di seguito, i principali dettagli comparativi relativi a questo specifico processo produttivo:
| Criteri di valutazione | Filettatura | Fresatura di filettature |
| Precisione di filettatura raggiungibile | Normalmente ±0,03 mm ; soggetto a flessione della fresa. | In grado di raggiungere una precisione di ±0,015 mm ; miglioramento del 50% grazie a modelli di fresatura controllati. |
| Durata degli utensili in materiali ad alta resistenza | 100 prima del guasto ; tendono a rompersi. | 300 fori ; 3 volte più lungo rispetto ad altri utensili grazie alle basse forze di taglio e alla ridotta usura dell'utensile. |
| Costo totale per filo | Costo totale per filettatura : sostituzione degli utensili, scarti di materiale e tempi di inattività. | Inferiore: fino al 40% ; a causa della durata degli utensili, oltre allo scarto. |
Da questi dati emerge chiaramente che la fresatura di filettature rispetto alla maschiatura non è solo un'alternativa, ma un metodo di produzione di gran lunga superiore e più efficace per componenti critici. Per progetti che coinvolgono materiali resistenti, tolleranze ristrette o volumi elevati, investire in servizi di fresatura di filettature CNC professionali si traduce direttamente in una maggiore qualità e prezzi competitivi . Questa analisi fornisce una giustificazione basata su dati concreti per la scelta della fresatura di filettature laddove prestazioni ed efficienza dei costi sono di primaria importanza.
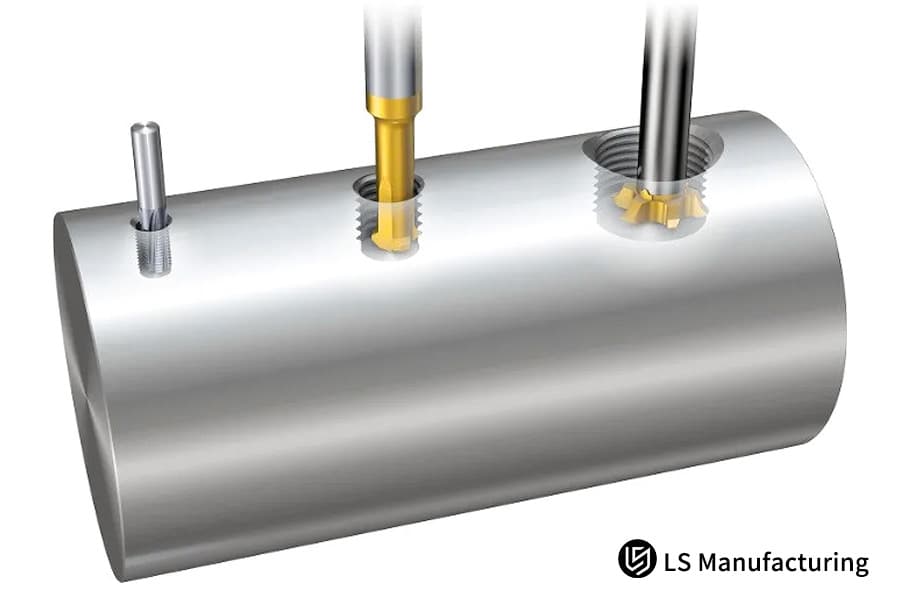
Figura 4: Utensili da taglio colorati si innestano all'interno di un cilindro filettato in metallo (di LS Manufacturing)
Quali sono i principali fattori di costo e le strategie di ottimizzazione nei preventivi online per la fresatura di filettature?
Il sistema di preventivazione convenzionale per i servizi di fresatura di filettature CNC può basarsi su stime, con conseguenti imprecisioni nei costi e, quindi, costi aggiuntivi finali. Il modello proposto correggerà questa debolezza nella determinazione dei costi, analizzando i principali fattori di costo in componenti più piccole, ovvero materiali, tempo, utensili e controllo qualità, e presentando un preventivo per la fresatura di filettature con una variazione di ±5% come segue:
Calcolo dinamico dei tempi di lavorazione: dai parametri al tempo di ciclo
- Procedura: Le specifiche della filettatura e il materiale vengono elaborati da un algoritmo informatico confrontandoli con un database di valori di taglio ottimali.
- Soluzione: Fornisce una simulazione realistica del percorso per calcolare i tempi di ciclo in base a velocità realistiche, anziché ottimizzare il percorso per minimizzare il numero di passaggi.
Modellazione predittiva dei costi degli utensili: analisi dell'usura basata sui dati.
- Procedura: Il sistema non utilizza tariffe standard, ma esamina i dati storici di usura per la scelta dei tipi di materiale del filo .
- Soluzione: Prevede la domanda di utensili per ogni componente in base alla durata del substrato e ai processi di riaffilatura, aspetto fondamentale per una determinazione competitiva dei prezzi nella fresatura di filettature .
Calcolo dei costi dell'assicurazione qualità integrata: la precisione ha un prezzo.
- Procedura: Analizza i livelli di tolleranza e la criticità dell'ispezione al fine di identificare il tipo di ispezione necessaria, che si tratti di un'ispezione con calibro a tampone e/o di un'ispezione con macchina di misura a coordinate (CMM).
- Soluzione: Calcola correttamente un costo del controllo qualità compreso tra il 5% e il 10% per contabilizzare tale costo come servizio a valore aggiunto, anziché considerarlo un problema o una sofferenza.
A tal proposito, ottimizziamo il processo di preventivazione, che passa da una semplice stima a una soluzione ingegneristica. Grazie alla fornitura di una soluzione di preventivazione per la fresatura di filettature, basata su dati e logica di processo, garantiamo la precisione nella preventivazione, assicurando un processo di valore ottimale e creando una piattaforma per una soluzione di partnership su base tecnica.
LS Manufacturing Aerospace: Fresatura di filettature per carter motore in lega ad alta temperatura
Questo esempio dimostra come i nostri servizi di fresatura di filettature CNC abbiano risposto a un'esigenza produttiva cruciale di un'azienda aeronautica e prova la nostra capacità di applicare il pensiero analitico a problemi di lavorazione complessi :
Sfida del cliente
Il cliente ha subito gravi ritardi nella produzione di carter motore in Inconel 718 a causa di frequenti rotture del 20% dei maschi durante la lavorazione di filettature M10x1.5 . Ciò non solo ha comportato costi significativi per gli utensili e scarti di lavorazione, ma ha anche compromesso la tempistica del progetto, evidenziando l'inadeguatezza della maschiatura convenzionale per applicazioni di fresatura di precisione così impegnative su superleghe ad alta resistenza .
Soluzione di produzione LS
Per raggiungere questo obiettivo, è stata integrata una strategia CNC a 5 assi con frese a filettatura in cobalto. La soluzione innovativa introdotta per la maschiatura consiste quindi in una fresatura controllata a basso impegno , definita da variabili quali una velocità di taglio di 25 m/min e un avanzamento di 0,08 mm/dente . Questa soluzione ha permesso un controllo superiore dei trucioli rispetto al processo di maschiatura, offrendo al contempo una forza di taglio ridotta e rappresentando quindi una soluzione al problema delle rotture, consentendo di ottenere una tolleranza di 6H e una finitura Ra di 1,6 µm .
Risultati e valore
Ha permesso di quintuplicare la durata utile degli utensili, passando da 50 a 250 fori, e di ottenere un miglioramento della velocità del 300%. Ha inoltre generato un risparmio annuo di 800.000 yen per il cliente. Ha stabilito un nuovo standard nella fresatura di filettature di leghe ad alta temperatura, eliminando il principale ostacolo alla produzione.
Questo progetto specifico è un esempio del nostro processo ingegneristico, in cui mettiamo a frutto la nostra esperienza nell'utilizzo di parametri ottimizzati e tecniche di fresatura ad alta efficienza , con l'impiego di strumenti specializzati, trasformando quello che in produzione rappresentava un problema costoso in un valore aggiunto per il processo. Forniamo soluzioni verificabili anche nelle condizioni più difficili.
Contattateci per superare le difficoltà di filettatura con materiali resistenti, ottenere consigli da esperti ed esplorare insieme le tecniche di precisione.

Analisi delle tendenze di sviluppo future e delle direzioni di innovazione nella tecnologia di fresatura delle filettature.
I servizi di lavorazione delle filettature del futuro richiederanno un approccio più olistico e predittivo all'ottimizzazione dei processi, piuttosto che un approccio reattivo e orientato alla risoluzione dei problemi. Tra le nuove tendenze emergenti vi sono quelle volte a vincere la battaglia contro l'inefficienza nella gestione degli utensili, dei tempi di setup e dell'impatto ambientale.
Monitoraggio intelligente e controllo adattivo
I sistemi che stiamo implementando sono basati su sensori perché sono in grado di misurare il carico e le vibrazioni del mandrino durante la fresatura di precisione delle filettature , osservando tali parametri durante l'utilizzo di utensili da taglio di precisione. Le micro-variazioni nei segni di usura dell'utensile e nei segni di accumulo di trucioli vengono identificate a partire dai dati standard del modello di taglio, al fine di consentire una regolazione automatica delle velocità di avanzamento o un'operazione di cambio utensile, passando così da una manutenzione programmata a una manutenzione predittiva.
Strumenti avanzati e integrazione dei processi
La tecnologia chiave in questo settore è lo sviluppo di frese per filettatura multifunzione e macro CNC personalizzate. Ad esempio, una fresa a passo multiplo può offrire una varietà di filettature in un'unica operazione, eseguendo contemporaneamente foratura e filettatura in un'unica fase di impostazione. La combinazione con la tecnologia di fresatura CNC si traduce in una drastica riduzione dei tempi di lavorazione e previene interruzioni nella produzione di piccoli lotti .
Lavorazione sostenibile tramite microlubrificazione
Per affrontare le problematiche ambientali e di sicurezza sul lavoro senza compromettere la qualità, stiamo perfezionando i sistemi di lubrificazione a quantità minima (MQL) per la fresatura di filettature. Grazie all'erogazione di una nebbia di refrigerante atomizzata e precisa direttamente sul tagliente, questo metodo riduce il consumo di fluido di oltre il 90% , gestendo al contempo efficacemente il calore in materiali come l'acciaio inossidabile , consentendo così servizi di fresatura di filettature CNC più puliti e sostenibili.
Queste innovazioni guidate – adattamento intelligente, integrazione degli strumenti e processi di sostenibilità – rappresentano ciò che ci riserva il futuro e ci guideranno a fare meglio che mai nella produzione di filati, grazie alle nostre soluzioni, per essere pronti a essere leader tra coloro che si distinguono per l'innovazione nella produzione.
FAQ
1. Qual è la massima profondità di lavorazione raggiungibile con la fresatura di filettature?
La profondità può raggiungere un massimo di 5×D , come nel caso della fresatura di filettature con LS Manufacturing, ad esempio. La fresatura a intermittenza facilita la produzione di filettature di grandi dimensioni con una precisione di posizionamento di ±0,02 mm , mantenendo il rapporto 8:1 tra profondità e diametro.
2. Come selezionare i parametri di taglio ottimali per la fresatura di filettature su materiali diversi?
Per i materiali in acciaio inossidabile , si consiglia una velocità di taglio di 80-120 m/minuto e un avanzamento di 0,1-0,15 mm/dente . Per le leghe di alluminio, la velocità ideale sarà di 200-300 m/minuto con un avanzamento di 0,2-0,3 mm/dente , valore che verrà ulteriormente definito in base ai parametri della filettatura.
3. Quali sono i principali vantaggi della fresatura di filettature rispetto alla maschiatura tradizionale?
La precisione è migliorata del 50% , con un margine di errore di ±0,015 mm ; la durata dell'utensile è triplicata; è in grado di lavorare materiali temprati; la probabilità di rottura dell'utensile è stata ridotta del 90% ; e i costi sono stati ridotti del 40% .
4. La fresatura di filettature è economicamente vantaggiosa per la produzione di piccoli lotti?
La fresatura di filettature diventa economicamente vantaggiosa quando la dimensione del lotto supera le 50 unità . LS Manufacturing contribuisce a ridurre i costi del 35% nella produzione di piccoli lotti e a migliorare la velocità di consegna del 50% .
5. Come garantire la coerenza dimensionale nella fresatura di filettature in serie?
Grazie all'impiego dei processi di monitoraggio della durata degli utensili, calibrazione e controllo SPC della produzione, si ottiene un valore CPK ≥ 1,67 e un tasso di superamento del 99,5% .
6. Quali parametri sono necessari per ottenere un preventivo online per la fresatura di filettature?
Questi dettagli includerebbero il materiale, la filettatura, le specifiche della filettatura (ad esempio M8 x 1.25), il livello di precisione e la dimensione del lotto. LS Manufacturing fornirà un preventivo accurato entro 15 minuti.
7. Qual è il tempo di consegna più rapido per ordini urgenti di fresatura di filettature?
I campioni urgenti vengono consegnati in 24 ore , mentre gli ordini urgenti di piccoli lotti richiedono dai 3 ai 5 giorni . LS Manufacturing ha implementato un sistema di gestione rapida per garantire che i progetti vengano completati nei tempi previsti.
8. Come evitare un'eccessiva usura degli utensili durante la fresatura di filettature su materiali difficili da lavorare?
Grazie all'impiego di utensili con rivestimenti speciali e a condizioni operative ottimizzate, unite all'utilizzo del raffreddamento ad alta pressione, LS Manufacturing è riuscita a prolungare la durata degli utensili nel processo di fresatura di filettature di leghe ad alta temperatura ben oltre 200 fori.
Riepilogo
La fresatura di filettature CNC integra una pianificazione scientifica del processo con utensili di precisione e un rigoroso controllo qualità, offrendo così soluzioni estremamente precise, efficienti ed economiche. Il servizio completo offerto da LS Manufacturing, forte di una vasta conoscenza ed esperienza, verrà analizzato in termini di utensili, ottimizzazione del processo e controllo qualità, come dimostrano i seguenti dati: precisione di ±0,015 mm, miglioramento dell'efficienza del 300% e risparmio sui costi del 40% .
Per soluzioni personalizzate o un preventivo immediato, non esitate a inviarci i disegni dei vostri componenti per un'analisi e una valutazione più accurate. Se le vostre esigenze sono più complesse o riguardano materiali diversi, potete prenotare una consulenza individuale con i nostri esperti tecnici per ricevere un supporto migliore. Potete anche contattare la nostra hotline di assistenza , gratuita, per suggerimenti di ottimizzazione e per la realizzazione di campioni. Lasciate che vi aiutiamo a ottenere risultati ottimali nella lavorazione delle filettature.
Ottimizza precisione ed efficienza oggi stesso: richiedi un preventivo personalizzato per la fresatura di filettature in soli 15 minuti!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


