
La fusione sotto vuoto e la fusione centrifuga sono due importanti processi di fusione speciali di precisione produzione di parti metalliche , fornendo soluzioni per la produzione di parti complesse ad alte prestazioni. La fusione sotto vuoto rimuove efficacemente l'ossidazione e la porosità mediante fusione in condizioni di vuoto ed è particolarmente scelta per questo scopo lega di titanio di alta qualità e leghe resistenti al calore. La fusione centrifuga , invece, utilizza la forza centrifuga determinata dalla rotazione rapida per formare la parte. Si distingue per la sua struttura metallurgica stretta ed è ideale per la fusione di componenti a forma di manicotto.
Essendo un leader tecnico nel settore, LS Precision è intensamente impegnata da decenni in queste due tecniche di fusione all'avanguardia. Sulla base della nostra ricca competenza tecnica ed esperienza nella realizzazione di progetti, siamo stati in grado di fornire soluzioni a servizio completo, dalla ricerca e sviluppo di processo e dalla produzione di prova in piccoli lotti alla produzione di massa, per clienti del settore aerospaziale, dispositivi medici e applicazioni automobilistiche ad alte prestazioni. Per farti risparmiare tempo, abbiamo riassunto i risultati principali di seguito.
Colata sotto vuoto e fusione centrifuga: guida rapida al nucleo
| Confronto delle caratteristiche | Colata sottovuoto | Colata centrifuga |
| Principio fondamentale | Colata e formatura sottovuoto. | La formatura avviene per forza centrifuga creata dalla rotazione dello stampo. |
| Precisione del processo | Bene. Può produrre parti complesse a pareti sottili con buoni dettagli. | Precisione medio-bassa, adatta per pezzi piani e assialsimmetrici. |
| Densità della microstruttura | Elevata ma altamente sensibile ai parametri di processo. | L'azione centrifuga estremamente elevata crea una microstruttura densa senza pori. |
| Proprietà meccaniche | Buono e stabile. | Eccellenti proprietà meccaniche radiali particolarmente elevate. |
| Applicazioni tipiche | Parti aerospaziali di alta precisione, dispositivi medici, teste da golf. | Protezioni, boccole, canne cilindri, rulli. |
| Materiali applicabili | Ampia varietà, in particolare per metalli reattivi come titanio e cobalto. | Varietà abbastanza ampia: acciaio, ghisa, leghe di rame, leghe di alluminio, ecc. |
| Costi di produzione | Alto (attrezzature complesse e ambiente controllato) | Ragionevolmente basso (attrezzatura e funzionamento semplici) |
| Ciclo produttivo | Lunghi tempi di produzione (con pompaggio a vuoto) | Breve, alta efficienza. |
| Qualità della superficie | Elevata finitura superficiale, superficie uniforme, bassi difetti di ossidazione. | Il foro interno è di buona qualità, la superficie esterna può essere lavorata. |
L’utilizzo o meno della fusione sottovuoto o centrifuga dipende in gran parte dalla forma del prodotto, dalle specifiche prestazionali e dal tipo di materiale:
- Dove progetti complessi, alta precisione e parti attive (come lega di titanio sono necessari impianti medici), la fusione sotto vuoto è un'opzione necessaria, con prestazioni complessive migliori e replica accurata, anche se più costosa.
- Laddove le parti assialsimmetriche (come le canne dei cilindri del motore) richiedono densità del materiale e resistenza meccanica estreme, la fusione centrifuga offre un vantaggio naturale, con densità del materiale e durezza senza precedenti a costi inferiori.
È qui che LS Precision eccelle: non solo disponiamo di una gamma completa di attrezzature per processi di fascia alta, ma possediamo anche una grande esperienza applicativa.
LS Precision può analizzare adeguatamente i requisiti delle vostre parti, consigliare il processo ideale e persino combinare una serie di processi diversi, se necessario, per garantire il massimo equilibrio tra costi e prestazioni.

Perché fidarsi di questa guida? Esperienza pratica da parte di esperti LS
I dati qui presentati non sono speculazioni teoriche ma un riflesso della nostra lunga esperienza pratica nella fusione di fascia alta presso LS Precision. Disponiamo di un sistema completo di fusione e colata sotto vuoto ( VIM-IC ) e di una linea di produzione di colata centrifuga completamente automatizzata e stiamo ottenendo con successo AS9100D aerospaziale e processo specializzato NADCAP certificato.
Cioè, i nostri processi, il controllo di qualità e le proprietà dei materiali seguono sempre gli standard più elevati del mondo. LS Precision fornisce sempre lame in lega ad alta temperatura ai principali produttori mondiali di motori aeronautici e impianti in lega di titanio biocompatibile con fusione di precisione ai principali produttori di dispositivi medici del mondo. Tale esperienza, insieme a rigorosi controlli di settore e alla convalida della produzione su larga scala, fornisce una solida base alla nostra buona consulenza.
Un cliente richiedeva, ad esempio, aacciaio inossidabile ad alta resistenza boccola con una parete interna priva di difetti e una resistenza molto maggiore di quella che si può ottenere utilizzando getti . Sebbene in teoria la fusione sotto vuoto potesse fornire questo, era proibitiva in termini di costi. Sulla base dell'esperienza, gli ingegneri di LS Precision hanno scelto la fusione centrifuga. Integrando il controllo avanzato del preriscaldamento dello stampo, curve di colata veloci appositamente ottimizzate per i massimi risultati e il calcolo preciso della forza centrifuga e degli impatti della gravità sulla solidificazione della lega, sono riusciti a eliminare la normale segregazione.
Il prodotto finale non solo ha raggiunto i requisiti prestazionali della fusione sotto vuoto al costo della fusione centrifuga, ma ha anche raggiunto la densità delle pareti interne di Classe A dopo l'ispezione a ultrasuoni.
Comprendere due processi all'avanguardia in un minuto: fusione sotto vuoto e fusione centrifuga
La fusione sotto vuoto e la fusione centrifuga sono entrambe tecnologie avanzate molto apprezzate nella produzione di precisione. Queste tecnologie differiscono in linea di principio l'una dall'altra e ciascuna presenta i propri vantaggi.
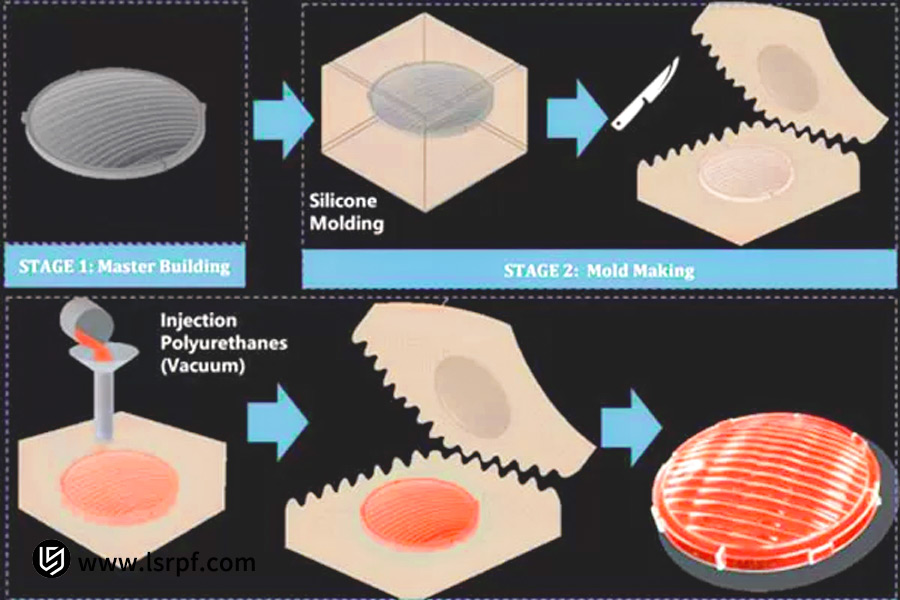
1. Colata sotto vuoto:
Colata sotto vuoto comporta semplicemente il versamento del metallo fuso in uno stampo sotto vuoto. Questo "vuoto" evacua efficacemente l'aria dalla cavità dello stampo, rimuovendo una grande percentuale di bolle e inclusioni di ossidi nella fusione, ottenendo infine un'accuratezza dimensionale e una riproduzione dei dettagli estremamente elevate, quindi trova la sua migliore applicazione su parti complesse di precisione.
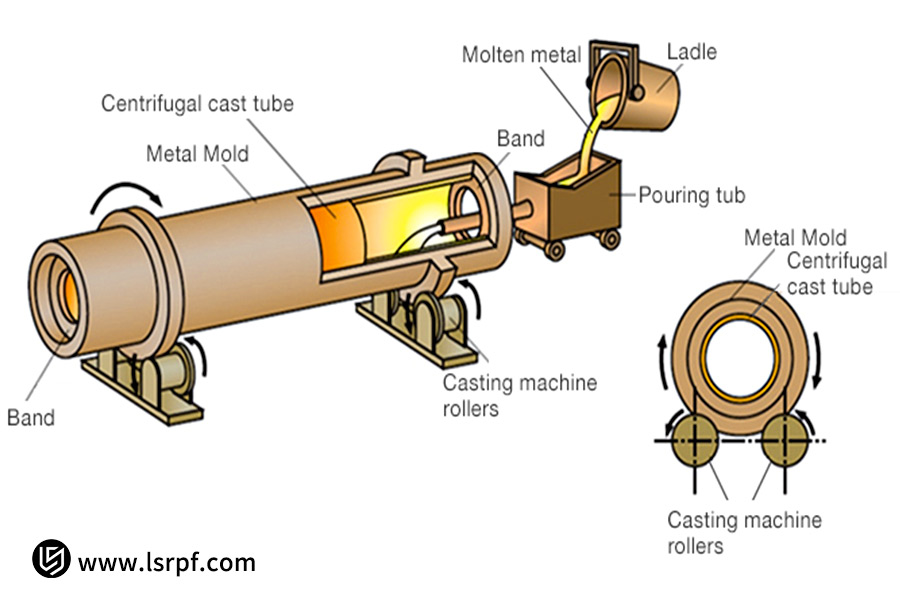
2. Colata centrifuga:
Colata centrifuga utilizza la forza centrifuga generata dalla rotazione ad alta velocità per colare il metallo fuso contro le pareti della cavità dello stampo e formare la parte. La forte forza centrifuga serve a mantenere intatta la densità della colata, e quindi è particolarmente efficace nella produzione di forme simmetriche come anelli e cilindri che creano strutture interne identiche e migliori proprietà meccaniche.
La fusione sotto vuoto è l'opzione per la massima complessità e precisione; la fusione centrifuga è la soluzione migliore per parti cilindriche e ad anello resistenti e durevoli. Scegliere il processo più adatto al proprio utilizzo è fondamentale per una produzione di successo.
Perché selezionare attentamente un processo di fusione per il tuo progetto?
Nella produzione di precisione, scegliere il più appropriato processo di fusione per il tuo impegno ad alto rischio è una decisione strategica di fondamentale importanza. Si tratta di qualcosa di più che semplicemente stabilire come verrà effettuata la produzione; definisce davvero il DNA del tuo prodotto: le sue prestazioni finali, il livello di qualità, la competitività sul mercato e persino la fattibilità commerciale.
La scelta del processo adeguato è fondamentale. Non importa se stai effettuando una fusione sotto vuoto, tentando di copiare dettagli superiori, o una fusione centrifuga, tentando le migliori proprietà del materiale, una replica esatta può fornirti:
- Garanzia di qualità e prestazioni: garantisce che i componenti soddisfino le specifiche di proprietà meccaniche, precisione e affidabilità in fase di progettazione e riducano il rischio di guasti.
- Ottimizza l'efficacia dei costi: fornisce il miglior processo di produzione per il budget, con uno spreco minimo di materiale, manodopera e post-elaborazione dovuto a un processo inefficiente.
- Ciclo di produzione manovrabile: una buona selezione del processo garantisce un programma di progetto garantito ed evita ritardi eccessivi.
La scelta opposta può essere il tallone d'Achille di un progetto. Le conseguenze del disallineamento del processo e dei requisiti sono fatali e costose:
- L'utilizzo della fusione sotto vuoto per produrre parti cilindriche semplici, spesse comporterà l'utilizzo di attrezzature costose e inutili e tempi di ciclo elevati;
- L'uso improprio della fusione centrifuga per produrre parti complesse con pareti sottili può causare parti difettose a causa del riempimento inadeguato dello stampo e delle chiusure a freddo.
Oltre a creare perdite finanziarie significative (materiale di scarto, rifacimento di stampi e ritardi nei progetti), ciò può anche comportare prestazioni del prodotto inferiori agli standard e persino una perdita di fiducia nel mercato.
Un esame accurato dei requisiti e un'attenta decisione tra colata sotto vuoto e colata centrifuga nella fase iniziale dell'ideazione del progetto è il primo e più importante passo per evitare rischi estremi e ottenere un valore estremo del progetto.
Colata sotto vuoto vs. fusione centrifuga: la resa dei conti definitiva tra precisione e resistenza
Quando confronti la fusione sotto vuoto e la fusione centrifuga, in realtà stai scegliendo "geni" diversi per il tuo progetto. Le differenze nei principi fondamentali portano inevitabilmente a differenze nella precisione, stabilità e applicazioni del prodotto finale. La tabella seguente delinea brevemente le principali differenze in questo scontro finale.
| Dimensione della caratteristica | Colata sottovuoto | Colata centrifuga |
| Principio fondamentale | La colata sotto vuoto o a pressione negativa si basa sui differenziali di pressione dell'aria per alimentare lo stampo. | La forza centrifuga derivante dalla rotazione ad alta velocità dello stampo completa il riempimento e la solidificazione del metallo. |
| Materiali applicabili | Estremamente ampio, particolarmente adatto a metalli reattivi come le leghe di titanio e le leghe ad alta temperatura; adatto anche per acciaio inossidabile e leghe di alluminio . | Gamma più ampia, particolarmente adatta per acciaio inossidabile, leghe di rame, ghisa e alcune leghe di alluminio. |
| Precisione del prodotto | Estremamente elevato, solitamente fino a CT4-CT6, in grado di riprodurre con precisione dettagli estremamente sottili e strutture a pareti sottili. | Medio, solitamente CT6-CT8, migliore per il controllo delle dimensioni macro, ma non altrettanto adatto per riprodurre i dettagli fini. |
| Qualità della superficie | Eccellente. L'ambiente sottovuoto riduce efficacemente l'ossidazione e le bolle, producendo una superficie liscia e fragile e una post-elaborazione minima. | Discreto: superfici interne molto dense e di alta qualità, ma potenzialmente con una superficie esterna più ruvida, che di solito richiede una post-elaborazione. |
| Densità strutturale | Alto. Le condizioni di vuoto riducono al minimo la porosità e le inclusioni di scorie, che si traducono in una microstruttura uniforme. | Estremamente. La pressione centrifuga applica una pressione uniforme alla massa fusa, il che si traduce in una microstruttura estremamente densa praticamente priva di cavità o porosità da ritiro. |
| Applicazione tipica | Forme Pezzi tridimensionali di forma speciale estremamente complessi (ad es. giranti, camere e elementi grafici). | Corpi di rivoluzione assialsimmetrici (es. manicotti, boccole, tubi e rulli). |
| Limiti di dimensione massima | Limitato dalle dimensioni del vuoto del forno, normalmente adatto a piccole e medie dimensioni fusioni di precisione . | È possibile realizzare pezzi cilindrici di grandi dimensioni (come tubi di pochi metri di lunghezza). |
In questo confronto tra fusione sotto vuoto e fusione centrifuga, non esiste un vincitore universale; c'è solo la scelta che meglio si adatta alle tue esigenze.
- La fusione sottovuoto è il "re della precisione", nato per la flessibilità e la complessità dei materiali;
- La fusione centrifuga è il "re della forza", costruita per densità estrema e forme simmetriche.
Conoscere la differenza tra colata sottovuoto e colata centrifuga è fondamentale per fare la scelta migliore.
Confronto olistico: vantaggi e svantaggi della fusione sotto vuoto e della fusione centrifuga
Per effettuare una scelta di processo ben informata, è necessario comprendere a fondo i vantaggi e gli svantaggi della colata sottovuoto e centrifuga. La tabella seguente fornisce un'analisi obiettiva ad ampio raggio da varie prospettive principali per consentire di vedere il quadro generale.
| Punti di confronto | Colata sottovuoto | Colata centrifuga |
| Qualità della superficie | Vantaggi: Superficie eccellente e liscia, bassi difetti di ossidazione |
|
| Porosità interna | Vantaggi: l'ambiente sottovuoto riduce notevolmente la porosità, consentendo una struttura interna densa. | Vantaggi: Molto buono, la forza centrifuga separa il gas e le impurità, praticamente senza lasciare pori. |
| Precisione dimensionale | Vantaggi: Estremamente elevato, in grado di produrre parti complesse di precisione a pareti sottili. | Svantaggi: duplicazione media, molto scarsa di dettagli complessi in strutture complesse. |
| Materiali calcinabili | Vantaggi: Ampia, particolarmente adatta per metalli reattivi come titanio e cobalto. | Svantaggi: raggio d'azione corto, più adatto per acciai legati comuni, acciaio inossidabile, leghe di rame , ecc. |
| Parte adatta | Svantaggi: Limitato dalle macchine, nel complesso adatto a particolari di precisione medio-piccola. | Vantaggi: Adatta allo stampaggio di particolari cilindrici e tubolari di grandi dimensioni. |
| Ciclo produttivo | Svantaggi: Lungo (include aspirazione, raffreddamento, ecc.) | Vantaggi: breve, alta velocità di stampaggio, alta efficienza di produzione |
| Costo per parte | Svantaggi: Elevati (apparecchiature con costi di processo elevati, consumo di energia e costi di processo) |
Vantaggi: Abbastanza basso, soprattutto per le parti simmetriche, con un ottimo rapporto costo-efficacia. |
| Vantaggi principali | Eccellente precisione, buona gamma di materiali, ottima qualità. | Buona efficienza, basso costo e alta densità della struttura. |
| Principali svantaggi | Costoso, tempo di ciclo lungo, vincoli di dimensione. | Restrizioni di forma, scadenti finitura superficiale e una flessibilità materiale limitata. |
Questa analisi approfondita dei pro e dei contro della colata sottovuoto e della colata centrifuga porta ad una conclusione definitiva:
- Se il tuo progetto richiede una qualità superficiale e una qualità interna molto elevata e la parte è complessa, è di un materiale speciale (come la lega di titanio) ed è di piccole o medie dimensioni, è necessario utilizzare la fusione sotto vuoto.
- Se le tue preoccupazioni principali sono costi ed efficienza e la parte è una massa rotante di base di piccole o medie dimensioni, la fusione centrifuga sarà più economica.

Costo demistificato: quali sono i fattori chiave che influenzano i costi della colata sottovuoto e centrifuga?
Nel determinare il costo della fusione di precisione, gli individui hanno la tendenza a mantenere uno stereotipo: la fusione centrifuga è intrinsecamente bassa, la fusione sotto vuoto è intrinsecamente alta. La realtà è, tuttavia, che il costo di un componente fuso sotto vuoto e il costo complessivo sono molto più complessi di un esercizio che coinvolge i numeri; sono un risultato complesso basato su molteplici elementi dinamici.
1. Fattori chiave nel costo della colata sotto vuoto:
Alcuni dei fattori più importanti che determinano i costi della fusione sottovuoto includono:
- Costo del materiale: i metalli reattivi utilizzati (come le leghe di titanio e cobalto) sono estremamente costosi e costituiscono il fattore di costo più elevato.
- Attrezzature e consumo di energia: i forni a vuoto e altre attrezzature sono costosi da acquistare e lo sviluppo dell'ambiente del vuoto richiede energia, contribuendo a ammortamenti e costi operativi per parte estremamente elevati.
- Tecnologia dello stampo: la precisione dello stampo e i requisiti dei materiali sono estremamente critici e contribuiscono a costi di produzione dello stampo estremamente elevati.
- Post-elaborazione: il suo principale vantaggio risiede nella qualità estremamente elevata del pezzo grezzo di fusione, che richiede meno lavorazioni future, lucidatura e altre operazioni di lavorazione, il che riduce significativamente i costi futuri e le ore di manodopera.
2. Fattori chiave nei costi della colata centrifuga:
Colpisce soprattutto costo della colata centrifuga Sono:
- Efficienza produttiva: tempi di ciclo rapidi, alta efficienza ed elevata produttività oraria riducono al minimo i costi fissi per pezzo.
- Utilizzo del materiale: per i prodotti simmetrici, l'utilizzo del materiale è elevato e gli scarti sono inferiori.
- Post-lavorazione: sebbene l'interno della fusione sia denso, la superficie esterna spesso richiede una tornitura per rimuovere il materiale in eccesso e ottenere una finitura liscia, il che comporta costi di lavorazione aggiuntivi e perdita di materiale.
I prezzi unitari delle due lavorazioni non sono comparabili:
- La fusione sotto vuoto può sembrare costosa per unità per parti estremamente complicate, ma possiede una resa totale molto elevata e caratteristiche di forma quasi netta che finiscono per far risparmiare molto tempo e denaro nella post-elaborazione, riducendo forse l'intero costo del processo.
- Per le parti rotanti semplici, la fusione centrifuga è sicuramente la più economica. Una precisione accurata costo del casting la stima dovrebbe basarsi su un'analisi esaustiva delle specifiche tecniche complessive del pezzo.

Quali sono le principali aree di applicazione della colata sottovuoto e della colata centrifuga?
Nella produzione di fascia alta, la fusione centrifuga e la fusione sotto vuoto sono due processi leader, che soddisfano le esigenze specifiche di molti settori grazie alle loro caratteristiche ad alte prestazioni. Il loro utilizzo in microfusione è largamente concentrato nei seguenti settori:
1. Aerospaziale:
L'industria richiede caratteristiche dei materiali estremamente elevate. Per la produzione viene utilizzata la fusione sotto vuoto lega di titanio e pale e involucri del motore in lega resistente al calore con componenti privi di ossidazione e a bassa porosità. La fusione centrifuga è ideale per la produzione di componenti rotanti simmetrici come gli anelli dei motori.
2. Settore automobilistico:
L’industria dà priorità all’affidabilità e alla durata. Colata centrifuga industriale i fornitori tendono a utilizzare il processo per la produzione in serie di componenti in ghisa resistenti all'usura come canne dei cilindri dei motori e dischi dei freni. La fusione sotto vuoto viene utilizzata per componenti in leghe leggere di alluminio per veicoli ad alte prestazioni.
3. Medicina e odontoiatria:
Massima biocompatibilità e precisione. Le operazioni di fusione sotto vuoto svolgono un ruolo cruciale nella produzione di protesi artificiali, ponti dentali e corone in lega di cobalto-cromo e titanio, garantendo fusioni pulite e accurate per soddisfare gli standard medici.
4. Macchinari energetici:
Condizioni di lavoro difficili richiedono che i materiali siano in grado di resistere ad alta pressione e temperatura elevata. La fusione centrifuga viene utilizzata per produrre tubi in lega di grandi dimensioni e camicie di cilindri, mentre la fusione sotto vuoto viene utilizzata per componenti critici come le pale delle turbine a gas.
5. Esperienza di successo e capacità di personalizzazione di LS Precision:
In qualità di fornitore leader di servizi di fusione sotto vuoto e impianto di colata centrifuga, il principale punto di forza di LS Precision risiede nell'ampia personalizzazione. Sfruttando una conoscenza esaustiva di tutti i tipi di standard di settore, forniamo soluzioni complete dalla scelta dei materiali e dall'ottimizzazione del processo fino alla finitura, in modo che i nostri clienti ricevano getti affidabili e ad alte prestazioni.
La fusione sottovuoto e centrifuga sono processi di produzione di fascia alta che sono parte integrante della produzione di fascia alta. Scegliere un partner dotato di competenza tecnica e vasta esperienza applicativa come LS Precision può migliorare la qualità e la competitività dei vostri prodotti.

Materiali per fusione sottovuoto e centrifuga: oltre l'alluminio e lo zinco
La maggior parte delle persone in genere si aspetta che le possibilità di fusione dei materiali siano limitate a zinco e alluminio. Il desiderio dell'industria moderna di ottenere prestazioni ultra elevate dei componenti ha creato una gamma più ampia di applicazioni per i materiali tecnici. Le capacità tecniche di LS sono molto più ampie di così. Manteniamo una vasta libreria di materiali e conoscenza dei processi per lavorare con un'ampia gamma di leghe speciali ad alte prestazioni. Oltre le possibilità dei materiali standard:
1. Colata di lega di magnesio:
Fusione in lega di magnesio è la scelta ottimale per ottenere un peso ultraleggero. La sua densità ridotta rispetto all'alluminio e la resistenza e la rigidità specifiche superiori lo rendono particolarmente adatto a componenti mobili sensibili al peso nel settore aerospaziale, elettronica di consumo e mercati automobilistici di lusso.
2. Colata di leghe di rame:
Fusione di leghe di rame è una tecnologia importante quando le esigenze delle applicazioni richiedono una maggiore conduttività termica ed elettrica o resistenza alla corrosione. La fusione di leghe di rame trova ampio utilizzo negli anelli terminali dei motori, nei radiatori, nelle valvole ad alta pressione e nei prodotti marini, offrendo prestazioni ineguagliabili.
3. Colata di acciaio inossidabile:
Fusione di acciaio inossidabile fornisce la soluzione perfetta per parti strutturali ad alte prestazioni che richiedono elevata resistenza, durezza ed eccellente resistenza alla corrosione. Indipendentemente dal fatto che venga utilizzato in dispositivi medici, macchine alimentari o dispositivi chimici, garantisce un'affidabilità costante e duratura.
LS Precision ha una vasta esperienza nella fusione di questi materiali unici. Conosciamo perfettamente la natura di ciascun materiale e, attraverso un controllo rigoroso del processo di fusione sotto vuoto o centrifuga, rendiamo i getti in lega di magnesio non ossidanti e non brucianti, i getti in lega di rame densi e privi di difetti e i getti in acciaio inossidabile con prestazioni stabili.
Con Precisione LS , è possibile accedere a una base ampliata di materiali tecnici, tra cui leghe di magnesio, leghe di rame e acciaio inossidabile, per ottenere la libertà di progettazione di nuovi prodotti e ottenere risultati rivoluzionari in termini di prestazioni, dalla leggerezza alla funzionalità e alla durata.
Caso di studio LS: la fusione sotto vuoto risolve la sfida della leggerezza e della resistenza negli UAV di fascia alta
La resistenza strutturale e l’alleggerimento sono un dilemma fondamentale dell’industria manifatturiera degli UAV di lusso, e soprattutto nel caso delle parti portanti , dove gli approcci tradizionali non riescono a raggiungere un’armonia tra i due. Questo è esattamente ciò che LS Precision Manufacturing, azienda leader produttore di colate sottovuoto , eccelle nella risoluzione.
1. Sfida difficile affrontata dal cliente:
Un noto produttore di UAV premium ha dovuto affrontare una sfida nella progettazione del suo prodotto di prossima generazione: un connettore alare fondamentale. Il componente ha una geometria multifunzionale e ha pareti estremamente sottili ma deve sopportare enormi carichi di volo. Il cliente aveva bisogno di realizzare una riduzione estrema del peso con resistenza e rigidità estremamente elevate.
Difetti interni come pori e ritiro devono essere eliminati completamente per evitare che diventino siti di inizio di cricche da fatica che portano a guasti catastrofici. Fusione tradizionale e metodi di lavorazione non poteva soddisfare queste rigorose richieste allo stesso tempo.
2. Soluzione innovativa di LS Precision:
Di fronte a questa sfida, il team di produzione di LS Precision ha risposto rapidamente e ha deciso di applicare soluzioni sofisticate tecnologia di fusione sotto vuoto . Il team ha utilizzato la lega di alluminio della serie 7 ad alta resistenza grazie al suo rapporto resistenza/peso estremamente elevato. La fusione sotto vuoto ha evitato in modo efficiente l'ossidazione della fusione e il trascinamento di gas, garantendo la purezza del metallo fuso e la capacità di riempire lo stampo.
Inoltre, il team ha modellato e progettato con successo il sistema di raffreddamento dello stampo con la capacità di solidificazione direzionale, evitando completamente il rischio di cavità di ritiro interne e garantendo una densità di colata estremamente elevata.
3. Risultati e valore eccezionali:
Infine, il Squadra LS è riuscito a produrre un connettore ad ala che soddisfacesse pienamente le specifiche. Dopo rigorosi test effettuati dai clienti, il componente era fino al 25% più leggero del componente originale, pur soddisfacendo tutti i requisiti di prestazione meccanica. In particolare, dopo test non distruttivi, la qualità interna del componente ha raggiunto un grado "A" impeccabile e senza difetti.
Non solo ha avvantaggiato il prodotto drone del cliente ottenendo buone prestazioni di aggiornamento e migliorando direttamente la competitività sul mercato, ma ha anche mostrato pienamente l'eccellente capacità tecnica e il valore professionale di LS Precision Manufacturing nella risoluzione di problemi ingegneristici complessi.

Dalla fusione al prodotto finito: LS fornisce servizi di post-elaborazione e lavorazione meccanica di precisione
Nella produzione di precisione, a fusione di buona qualità è solo l'inizio. Molti clienti hanno come requisito un prodotto finito privo di difetti pronto per essere assemblato, ed è qui che entra in gioco il vantaggio dei servizi di produzione da un unico fornitore di LS.
1. Lavorazioni meccaniche di precisione:
In qualità di partner di produzione affidabile, LS Precision riconosce che la lavorazione meccanica di precisione è fondamentale per garantire le massime prestazioni dei componenti. Pertanto, possediamo avanzati Lavorazione CNC centri a mulino di precisione , tornire e forare i getti, mantenendo rigorosamente ogni dimensione e tolleranza critica fino alle specifiche del disegno, ottenendo una conversione precisa dalla fusione al prodotto finale.
2. Servizi di trattamento superficiale:
Oltre a questo, per soddisfare i requisiti del prodotto in termini di aspetto, durata o proprietà speciali, LS Precison dispone di una gamma completa trattamenti superficiali . Dalla piccola sbavatura e levigatura alla lucidatura ad alta precisione, galvanica, anodizzazione (ad esempio, migliorando la resistenza all’usura e alla corrosione) e alla verniciatura, svolgiamo tutti questi compiti con efficienza. Questi fanno parte del nostro processo di produzione, garantendo coerenza nella qualità e consegna puntuale.
Con LS Precision, non è più necessario programmare la fonderia con il produttore. Gestiamo tutto, dal materiale e dalla fusione alla lavorazione meccanica di precisione e al trattamento superficiale con la nostra vera produzione one-stop. Ciò riduce notevolmente i costi e i tempi di gestione e riceverai un prodotto finale pienamente qualificato.
Domande frequenti
1. La fusione sotto vuoto può sostituire completamente la pressofusione?
No. La fusione sotto vuoto offre grandi vantaggi in termini di costi e flessibilità nella produzione di prototipi o parti di uso finale in piccoli lotti e molto complessi. Tuttavia, per la produzione in serie di strutture relativamente semplici, pressofusione presenta ancora enormi vantaggi in termini di costo ed efficienza per unità. Pertanto, è un complemento ideale alla pressofusione di produzione di massa, ma non un sostituto.
2. Perché le fusioni centrifughe sono più soggette a ritiro?
Mentre la forza centrifuga può essere utile per alimentare il ritiro del metallo fuso, la solidificazione è più complicata per le leghe con un ampio intervallo di temperature di solidificazione. Un controllo inefficiente dei parametri di processo più cruciali come la velocità di rotazione e la temperatura di colata prolungherà il movimento di scorie e impurità verso la superficie libera, il che porta a un ritiro insufficiente e, infine, concentra i difetti di ritiro nell'area del diametro interno (assiale). Per evitare ciò, è necessario effettuare un controllo accurato del processo.
3. Qual è la dimensione massima dei pezzi pressofusi sotto vuoto che LS Precision può produrre?
La più recente capacità di fusione sotto vuoto di LS Precision può ospitare parti con area proiettata massima fino a 0,5 metri quadrati. Questa è la gamma dimensionale che meglio soddisfa le esigenze produttive della maggior parte dei componenti di strutture di precisione di piccole e medie dimensioni applicati nel settore aerospaziale , medicale ed elettronica di consumo di fascia alta, come bracci per droni, custodie per dispositivi medici e dissipatori di calore complessi.
4. Qual è la tipica rugosità superficiale dei getti che consegnate?
Attraverso l'uso di stampi in silicone di alta qualità e a processo di colata sottovuoto sotto controllo di precisione, LS Precision in genere fornisce getti con una finitura di Ra 3,2 o migliore. Questo grado di qualità significa che la superficie della fusione è perfettamente piana, riducendo la quantità di materiale e i costi richiesti per la finitura a valle (ad esempio, lavorazione CNC). Alcune superfici sono adatte anche per l'uso così come sono.
Riepilogo
La fusione sotto vuoto con elevata precisione e densità è più adatta alla produzione di componenti di fascia alta ad alta precisione; la fusione centrifuga , invece, è più adatta a componenti resistenti all'usura e alla pressione per masse rotanti simmetriche. È essenziale comprendere le caratteristiche, il profilo dei costi e i limiti di utilizzo di ciascun processo per realizzare con successo la progettazione e la produzione del prodotto.
Se hai bisogno di un fornitore di colata centrifuga per il tuo progetto o di assistenza tecnica da parte di una società consolidata produttore di colate sotto vuoto , non aspettare oltre! Puoi caricare un disegno di una parte o elaborare in dettaglio le tue esigenze. LS Precision ti assicura di fornire un'analisi del processo professionale, suggerimenti di fattibilità e un preventivo iniziale chiaro entro 24 ore .
Carica subito i tuoi disegni di progettazione e ottieni un istante preventivo per fusione di metalli (prezzo della fusione del metallo), lascia che LS sia il tuo forte sostegno alla ricerca della massima precisione della fusione del metallo!
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra LS
LS è un'azienda leader del settore Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione lavorazione CNC, Produzione lamiere, stampa 3D, Stampaggio ad iniezione, Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegliere Tecnologia LS Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com


